
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Single-pass thermal compression simulation experiments were performed on a dual-phase Al0.9FeCoNiCr high-entropy alloy at strain rates of 1–0.001 s−1, temperatures of 850–1050°C (true strain of 0.916). According to a model of the dynamic DMM processing map proposed by Prasad et al, the hot-deformation behaviour of the alloy was analysed. The flow-instability regions were obtained as follows: temperature 850–1040°C with a strain rate 1–0.1 s−1 and 850–900°C with a strain rate of 1–0.001 s−1. The microstructure was obtained by EBSD characterisation. It was found that under certain strain-rate conditions, the FCC phase in the dual-phase Al0.9FeCoNiCr high-entropy alloy did not change significantly at low temperatures but increased significantly when the temperature was over 1000°C. The hot-working properties of the alloy are affected when the FCC phase exceeds 80%.
1. Introduction
Yeh et al. [Citation1] first proposed a new alloy consisting of four or more elements with equal atomic ratios in 2004, an example of materials that are called high-entropy alloys (HEAs). In this new system of alloys, the higher entropy values lead to a greater tendency to form stable single-phase structures with body-centered cubic (BCC) or face-centered cubic (FCC) structures, but there are also cases in which these two phases exist simultaneously [Citation2–5]. This simple and stable structure leads to high-entropy alloys with good mechanical properties, hot stability and other excellent properties [Citation6–9]. For example, AlxCoCrFeNi HEAs have been extensively studied on account of these desirable properties [Citation10,Citation11]. Wang et al. [Citation12] found that AlxCoCrFeNi HEAs changed from single-phase FCC to a dual-phase FCC + BCC structure with increase of the Al content, and AlxCoCrFeNi HEAs changed to a single-phase BCC structure when x > 1. Among these, the Al0.9FeCoNiCr HEA has the highest hardness in the as-cast state, but a lower plastic toughness. Therefore, it is particularly important to further study its hot deformation behaviour. Recent studies have shown that Al-rich AlxCoCrFeNi alloys can be used within a wide range of structural materials, such as high alloyed steels and Ni-based high-temperature alloys [Citation13]. Currently, research on HEAs is mostly focused on the properties of alloys obtained by casting [Citation14,Citation15] or 3D printing [Citation16,Citation17] and subsequent heat-treatment modification studies. However, in practice, actual application of the alloys mostly requires hot processing, such as hot rolling and forging. This process is complemented by many microstructural processes such as dynamic recrystallization [Citation18]. Therefore, it is important to study the microstructure evolution under high-temperature deformation processing conditions.
Hot deformation is an important method of thermomechanical treatment, during which the metal will undergo a variety of microstructural changes, such as the formation of adiabatic shear bands, cracks and fractures. Prasad et al. [Citation19] proposed a dynamic materials modelling (DMM) processing-map theory to determine the optimal metal hot-processing region. In recent years modelling by processing map has been widely applied to eutectic and refractory high-entropy alloys as well as other HEAs, such as CoCuFeNiTi [Citation20] and MoNbHfZrTi [Citation21].
Although there are many reports concerning the hot-working physical model of HEAs, most of the studies focus on analysing the microstructure of their dynamic recrystallization behaviour to explain the deformation mechanism in the optimal hot-processing region. There are no reports on the effect of variation of the two-phase content on the hot deformation behaviour of dual-phase HEAs. Therefore, in this study hot-compression simulation experiments on Al0.9FeCoNiCr HEA were carried out under different conditions. Following DMM theory, a processing map was made to obtain the optimal hot-processing region. Combined with the processing map and microstructure analysis, the effect of the proportion of two-phase transformation on the hot workability of the alloy at different temperatures under a strain rate of 1 s−1 was studied. The study lays a foundation for further research on the development and hot working of this HEA.
2. Materials and methods
The Al0.9FeCoNiCr HEA was obtained by vacuum melting a mixture of Al-9.72%; Fe-22.36%; Co-23.59%; Ni-23.5%; Cr-20.82%; better than 99.95%, wt.%. To improve the homogeneity of the alloy, it was repeatedly melted in the crucible 5 times. The obtained alloy was machined into specimens ф8mm × 12 mm by wire-electrode cutting, and graphite sheets were pasted on both ends of the specimens for lubrication to eliminate the influence of friction during the hot compression test. The single-pass hot-compression tests were performed using a Gleeble-3800 thermal simulator at temperatures of 850°C, 900°C, 950°C, 1000°C and 1050°C with constant strain rates of 0.001, 0.01, 0.1 and 1 s−1. The specimens were heated to the experimental temperature at a rate of 10°C/s. In order to achieve a uniform temperature both internally and externally of the specimen, the experiment was started after holding at the required temperature for 5 min, and the experiment was stopped when the true strain reached 0.916. The compressed specimens were immediately water-cooled to retain the microstructure attained at the high temperatures. Electrolytic polishing was performed on the compressed samples in an 8% HClO4 (voltage 30 V, room temperature, time about 30s), and the samples were subjected to backscattered electron scattering diffraction (EBSD) at 20 kV with a step size of 0.05 μm using a Zeiss GeminiSEM 300 scanning electron microscopy. The microstructure of the compressed samples was analysed using Channel 5 software.
3. Results and discussion
3.1. Peak and steady true stress-true strain behaviours
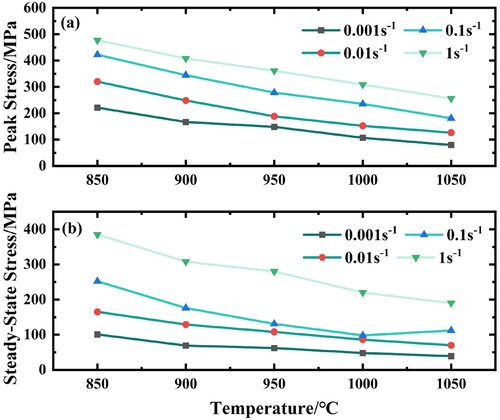
shows the true stress–strain curve of Al0.9FeCoNiCr HEA after the thermal compression experiment, from which can be seen the overall trend of flow-stress changes with increase of temperature and decrease of strain rate. shows the change of peak and steady-state values of true stress/true strain of the alloy obtained by a hot-compression test. Under the same strain-rate condition, the values of the peak stress and the steady-state stress decrease with increase of the hot-compression temperature. Under the same temperature condition, the peak stress and steady-state stress increase with increase of the strain rate.
Figure 1. True stress-true strain curves of Al0.9FeCoNiCr HEAs at different temperatures and four strain rates (a) 0.001 s−1, (b) 0.01 s−1, (c) 0.1 s−1, (d) 1 s−1.
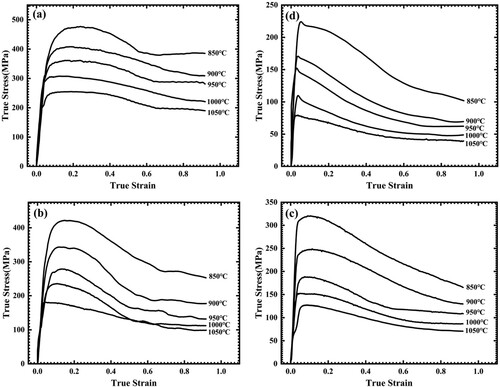
Figure 2. Peak stress and steady-state stress of Al0.9FeCoNiCr HEAs at different temperatures and four strain rates. (a) 0.001 s−1, (b) 0.01 s−1, (c) 0.1 s−1, (d) 1 s−1.
3.2. Processing map theory based on dynamic material modelling
According to the dissipation rate theory of dynamic materials modelling (DMM) proposed by Prasad et al., the total energy during alloy deformation is mainly divided into dissipative component (G) and dissipative coordination component (J), which can be expressed in terms of strain ϵ, strain rate , and flow stress σ as follows:
(1)
(1) Most of the dissipative component (G) is converted into heat energy with a small amount stored in the form of crystal defects. The dissipative coordination component (J) is the energy consumed by the evolution of microstructure during deformation. The proportional distribution law between G and J is expressed by a strain-rate sensitivity index m:
(2)
(2) From the point of view of atomic motion, the energy dissipation in materials can be divided into kinetic energy and potential energy. The kinetic energy is related to the motion of atoms and is released in the form of heat energy during the change, namely the dissipative energy G. The potential energy is related to changes of relative positions between atoms, so the dissipative coordination energy J changes accordingly. Under certain strain and temperature conditions, J can be expressed as:
(3)
(3) When the material is in an ideal linear dissipation state, the strain-rate sensitivity index m is 1 and the dissipative coordination energy reaches a maximum value Jmax:
(4)
(4) The power dissipation rate (η) is a dimensionless parameter, which expresses the relationship between the energy dissipation during microstructure evolution and the linear dissipation energy during the material formation process. It is obtained by dividing J by Jmax:
(5)
(5) Based on the flow stresses under different conditions obtained in the hot-compression experiments, the power dissipation map is calculated. In order to determine the state of the flow instability, according to the theory of maximum entropy generation, Prasad et al. [Citation22]. Introduced an instability cofficient ξ (
) into the Ziegler instability criterion [Citation23], and proposed the Prasad instability criterion:
(6)
(6)
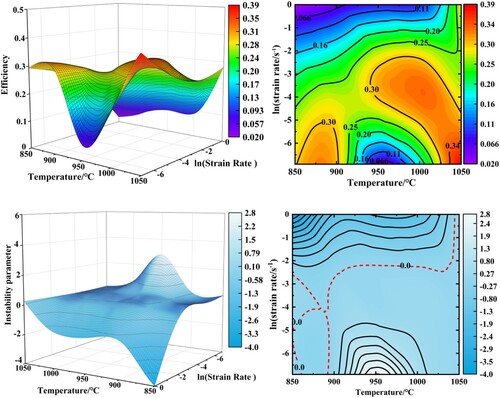
Based on the peak-strain data obtained from the true stress/true strain curves, the η and ξ values of the Al0.9FeCoNiCr HEA were calculated, and the power dissipation map and instability maps of its three-dimensional and two-dimensional contour map plotted, as shown in . The 3D power dissipation map and the instability map are valuable for observing the variation of η and ξ with temperature and strain rate, and the 2D contour map is useful for reading the values and for superposition of the processing maps. a From a and b, it can be seen that η increases with the temperature at strain rate of 1 s−1, with a maximum of 0.25 at 1050°C. The higher values do not mean that the processing in this region is better, because fracture and cavity formation may have a higher power dissipation coefficient [Citation24,Citation25]. Therefore, the instability map during hot deformation is constructed to distinguish the stable region from the destabilised region. As shown in the red-dashed region in d, when ξ() < 0, the system entropy is low, the material is prone to flow instability, and adiabatic shear banding or flow localisation may occur in the flow-instability region. The region corresponding to ξ(
) < 0 is the stable region, where the microstructure and the machinability of the material are better, so the parameters in this region are selected for hot processing to accurately predict and optimise the high-temperature deformation process.
Figure 3. (a) 3D power dissipation map; (b) 2D power dissipation contour map; (c) 3D instability map; (d) 2D instability contour map of Al0.9FeCoNiCr HEA at peak strain.
3.3. Microstructure and processing map
The processing map () of Al0.9FeCoNiCr HEA at a true strain of 0.916 is obtained by superimposing b and d. As shown in . The instability zones of the alloy consist of two regions: temperature range 850–1040°C with a strain rate of 1–0.1 s−1 and 850–900°C with a strain rate of 1–0.001 s−1, both of which should be avoided in actual production processing. At the strain rate of 1 s−1, almost all the whole of this HEA is in the flow-instability region but, with increase of deformation temperature, the stabilisation region suddenly appears when the temperature reaches 1050°C. In order to analyse this phenomenon, combined with the analysis of the microstructure of the alloy (), the two-phase proportion distribution at different temperatures is obtained. It can be seen from that the contents of the FCC and the BCC phases do not change significantly within the deformation temperature range 850–950°C. With further increase of deformation temperature, the content of the FCC phase increases to 75.4% at 1000°C, but it is still in the instability region. When the deformation temperature reaches 1050°C, the content of the FCC phase reaches 82.8%, and a stabilisation region appears under this condition. Combined with the macroscopic sample appearance after hot compression in the upper part of , in the temperature range 850–950°C, the specimen after hot compression showed cracking and the specimen was not uniform. At 950°C, although the specimen showed a uniform drum structure, a small amount of cracks still existed at the lateral edge. At 1050°C, the sample showed a uniform drum-shaped structure, indicating that this range is more suitable for hot processing, which is consistent with the prediction made from the processing map.
Figure 4. Processing map and two-phase distribution map for Al0.9FeCoNiCr HEA.
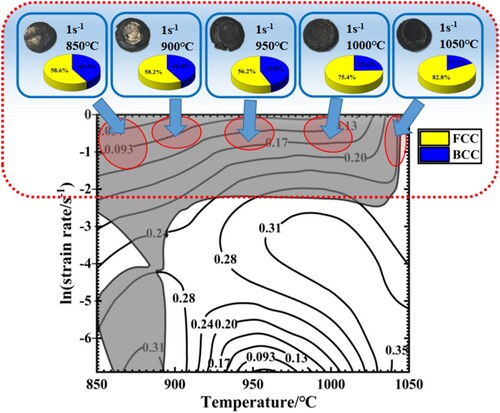
Figure 5. Phase map of Al0.9FeCoNiCr HEA at 1 s−1. (a) 850°C; (b) 900°C; (c) 950°C; (d) 1000°C; (e) 1050°C; (f) two-phase proportional distribution map.
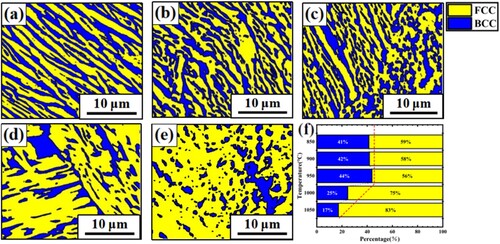
is a phase map of the Al0.9FeCoNiCr HEA, with the yellow part being the FCC phase and the blue part the BCC phase. At 850°C, the two phases are uniformly distributed in the crystal with a dendritic structure. With increase of temperature, at 900°C and 950°C, the dendritic structure of the BCC phase gradually eared, although the ratio of the two phases did not change significantly; At 1000°C and 1050°C, the content of the FCC phase increased significantly, while the dendritic structure of the BCC phase disappeared completely, being scattered inside the grains. Related to this, the FCC phase has better elongation and plasticity, so with the increase of the FCC phase content to more than 80%, the machinability of Al0.9FeCoNiCr HEA is significantly improved.
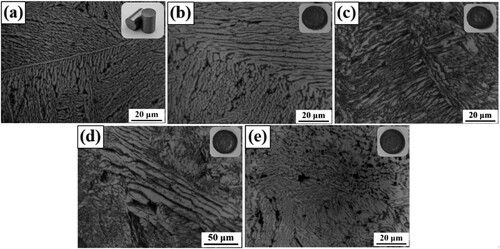
a shows microstructure illustrations of the as-cast Al0.9FeCoNiCr high-entropy alloys. It can be seen that the alloy is characterised by a clear dendritic structure, which consists of the BCC and FCC phases (contrast ). To better analyse the change of the microstructure between the instability region and the workable processing region, the metallographic microstructure analysis of specimens after hot compression at 1000°C and strain rates 0.001–1 s−1 is shown in b–e. With a decrease of strain rate, the crystal inside has plenty of time to react, the dendrite structure collapses and gradually disappears, with the two-phase mixture being evenly distributed in the crystal. From the processing map (), under the condition of 1000°C compression, with the strain rate decreasing, the instability region that occurs at high strain rates disappears, and a high-power dissipation region occurs at 0.1–0.01 s−1, which is usually designated as the machinable region. From c and d, it can be seen that at this time there still exists part of the dendritic structure within the crystal, but there is also a part gradually decomposing into a two-phase uniformly distributed state. With a decrease of strain rate, the BCC dendritic organisation is gradually decomposed. A comparison of the macroscopic compression specimen pictures shows that the tiny cracks around the compressed drum-shaped specimen disappear, and the heat deformation ability continues to improve. The overall trend is the same as the trend of strain rate with increasing temperature (), the dendritic structure disappearing with increasing temperature. It further indicates that a decrease of strain rate and an increase of temperature will lead to a change of the original dendritic structure within the crystal, which in turn affects the distribution ratio of the two phases and also the hot-working properties of the alloy.
Figure 6. Microstructure of AlFeCoNiMo0.2 HEA at the temperature of 1000°C (a) microstructure illustrations; (b) 1 s−1; (c) 0.1 s−1; (d) 0.01 s−1; (e) 0.001 s−1.
4. Conclusions
According to the processing map, the instability regions of Al0.9FeCoNiCr HEA are defined by the conditions: temperature 850–1040°C, strain rate 1–0.1 s−1 and 850–900°C, strain rate 1–0.001 s−1.
The distribution of the two phases in Al0.9FeCoNiCr HEA undergoes no obvious change during low-temperature deformation. The amount of the FCC phase keeps increasing with increase of temperature, and small changes in this do not affect the machining properties. The hot-machining properties are improved when the FCC phase increases above 82.8%, which is consistent with the results predicted by the processing map.
Under the 1 s−1 strain-rate condition, the dendritic structure of the BCC phase gradually disappears with increase of temperature and the FCC phase plays a dominant role in the hot deformation of the Al0.9FeCoNiCr HEA.
Acknowledgements
The authors thank the Natural Science Foundation (22-315-6-04) (2022 Shenyang Science and Technology Plan) for their support.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
Notes on contributors
Jianlin Li
Jianlin Li is a Master of Materials Science and Engineering, His main research is on hot deformation behaviour and the deformation mechanism of high entropy alloys.
Ge Zhou
Ge Zhou is an associate professor of materials science and engineering, mainly engaged in the superplastic formability and deformation mechanism of titanium alloys, hot deformation mechanism of nickel-based high-temperature alloys, design and preparation of high entropy alloys, and control of microstructure and properties.
Jinke Han
Jinke Han, a PhD holder in materials science and engineering, mainly engaged in high entropy alloy strengthening and toughening design and microstructure control.
Yuhan Peng
Yuhan Peng, PhD in materials science and engineering, mainly engaged in electrochemical corrosion behaviour of high entropy alloys.
Haoyu Zhang
Haoyu Zhang is an associate professor of materials science and engineering, mainly engaged in the high-performance light alloy design and service behaviour; intelligent control of metal plate and strip rolling process.
Siqian Zhang
Siqian Zhang is a professor of materials science and engineering, mainly engaged in the Fatigue and fracture of materials, High strength and high toughness Ti alloy, Near service damage behaviour of high-temperature alloys.
Lijia Chen
Lijia Chen is a professor of materials science and engineering, mainly engaged in the Preparation Technology and Microstructure and Properties of High-Performance Metallic Materials, Fatigue and Fracture Behaviour of Engineering Structural Materials, Metallic materials and service performance.
Xue Cao
Xue Cao is a senior engineer in control of the structure and properties of metal materials, mainly engaged in Study on Microstructure and Properties of Superalloy.
References
- J.W. Yeh, S.K. Chen, S.J. Lin, J.Y. Gan, T.S. Chin, T.T. Shun, C.H. Tsau, and S.Y. Chang, Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 6 (2004), pp. 299–303.
- U.S. Hsu, U.D. Hung, J.W. Yeh, S.K. Chen, Y.S. Huang, and C.C. Yang, Alloying behavior of iron, gold and silver in AlCoCrCuNi-based equimolar high-entropy alloys. Mater. Sci. Eng. A. 460-461 (2007), pp. 403–408.
- C.M. Lin, and H.L. Tsa, Evolution of microstructure, hardness, and corrosion properties of high-entropy Al0.5CoCrFeNi alloy. Intermetallics. 19 (2011), pp. 288–294.
- J.Y. He, W.H. Liu, H. Wang, Y. Wu, X.J. Liu, T.G. Nieh, and Z.P. Lu, Effects of Al addition on structural evolution and tensile properties of the FeCoNiCrMn highentropy alloy system. Acta Mater. 62 (2014), pp. 105–113.
- Z. Fu, W. Chen, H. Wen, Z. Chen, and E.J. Lavernia, Effects of Co and sintering method on microstructure and mechanical behavior of a high-entropy Al0.6NiFeCrCo alloy prepared by powder metallurgy. J. Alloys. Compd. 646 (2015), pp. 175–182.
- Y.F. Kao, T.D. Lee, S.K. Chen, and Y.S. Chang, Electrochemical passive properties of AlxCoCrFeNi (x = 0, 0.25, 0.50, 1.00) alloys in sulfuric acids. Corros. Sci. 52 (2010), pp. 1026–1034.
- Z. Lei, X. Liu, Y. Wu, H. Wang, S.H. Jiang, S.D. Wang, et al., Enhanced strength and ductility in a high-entropy alloy via ordered oxygen complexes. Nature. 563 (2018), pp. 546–550.
- W.R. Wang, W.L. Wang, and J.W. Yeh, Phases, microstructure and mechanical properties of AlxCoCrFeNi high-entropy alloys at elevated temperatures. J Alloy Compd. 589 (2014), pp. 143–152.
- M.J. Yao, K.G. Pradeep, C.C. Tasan, and D. Raabe, A novel, single phase, non-equiatomic FeMnNiCoCr high-entropy alloy with exceptional phase stability and tensile ductility. Scripta Mater. 72 (2014), pp. 5–8.
- Y.Z. Shi, B. Yang, X. Xie, J. Brechtl, K.A. Dahmen, and P.K. Liaw, Corrosion of AlxCoCrFeNi high-entropy alloys: Al-content and potential scan-rate dependent pitting behavior. Corros. Sci. 119 (2017), pp. 33–45.
- Y.Z. Shi, L. Collins, N. Balke, P.K. Liaw, and B. Yang, In-situ electrochemical-AFM study of localized corrosion of AlxCoCrFeNi high-entropy alloys in chloride solution. Appl. Surf. Sci. 439 (2018), pp. 533–544.
- W.R. Wang, W.L. Wang, S.C. Wang, Y.C. Tsai, C.H. Lai, and J.W. Yeh, Effects of Al addition on the microstructure and mechanical property of AlxCoCrFeNi high-entropy alloys. Intermetallics. 26 (2012), pp. 44–51.
- J. Joseph, N. Haghdadi, K. Shamlaye, P. Hodgson, M. Barnett, and D. Fabijanic, The sliding wear behaviour of CoCrFeMnNi and AlxCoCrFeNi high entropy alloys at elevated temperatures. Wear. 428-429 (2019), pp. 32–44.
- D.B. Miracle, J.D. Miller, O.N. Senkov, C. Woodward, M.D. Uchic, and J. Tiley, Exploration and development of high entropy alloys for structural applications. Entropy. 16 (2014), pp. 494–525.
- J.Y. He, H. Wang, H.L. Huang, X.D. Xu, M.W. Chen, Y. Wu, X.J. Liu, T.G. Nieh, K. An, and Z.P. Lu, A precipitation-hardened high-entropy alloy with outstanding tensile properties. Acta Mater. 102 (2016), pp. 187–196.
- V. Ocelík, N. Janssen, S.N. Smith, and J.T.M. De Hosson, Additive manufacturing of high-entropy alloys by laser processing. JOM. 68 (2016), pp. 1810–1818.
- J. Joseph, T. Jarvis, X. Wu, N. Stanford, P. Hodgson, and D.M. Fabijanic, Comparative study of the microstructures and mechanical properties of direct laser fabricated and arc-melted AlxCoCrFeNi high entropy alloys. Mater. Sci. Eng. A. 633 (2015), pp. 184–193.
- M. Liu, Y. Tian, Y. Wang, K. Wang, K. Zhang, and S. Lu, Critical conditions for dynamic recrystallization of S280 ultra-high-strength stainless steel based on work hardening rate. Metals. (Basel). 12 (2022), p. 1123.
- Y.V.R.K. Prasad, H.L. Gegel, S.M. Doraivelu, J.C. Malas, J.T. Morgan, K.A. Lark, and D.R. Barker, Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242. Metall. Mater. Trans. A. 15 (1984), pp. 1883–1892.
- S. Samal, M.R. Rahul, R.S. Kottada, and G. Phanikumar, Hot deformation behaviour and processing map of Co-Cu-Fe-Ni-Ti eutectic high entropy alloy. Mater. Sci. Eng. A. 664 (2016), pp. 227–235.
- F. Dong, Y. Yuan, W. Li, P.K. Liaw, X. Yuan, and H. Huang, Hot deformation behavior and processing maps of an equiatomic MoNbHfZrTi refractory high entropy alloy. Intermetallics. 128 (2020), p. 106921.
- Y.V.R.K. Prasad, and T. Seshacharyulu, Processing maps for hot working of titanium alloys. Mater. Sci. Eng. A. 243 (1998), pp. 82–88.
- H. Ziegler, Progress in solid mechanics, Wiley, New York, 1963.
- Q. Ju, D. Li, and G. Liu, The processing map of hot plastic deformation of a 15Cr-25Ni-Fe base superalloy. Acta Metall. Sin. 42 (2006), pp. 218–224.
- Y.V.R.K. Prasad, Processing maps: A status report. J. Mater. Eng. Perform. 12 (2003), pp. 638–645.