

ABSTRACT
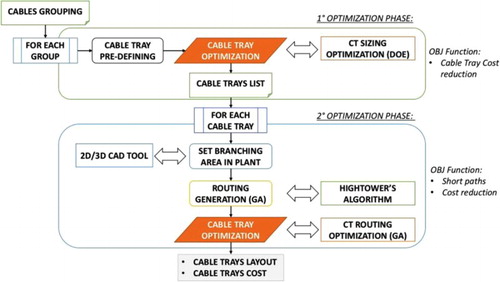
The cost reduction is one of the most spread strategy adopted by companies for guaranteeing profits in a competitive market. This paper presents an approach for the cost optimization of industrial electrical routings. The proposed optimization process consists of two levels: the arrangement of the cables within the cable trays and the 3D routing of the cable trays for connecting the modules of a product. The arrangement of the power and signal cables and the selection of the cable trays are carried out considering specific configuration rules. A genetic algorithm, coupled with the Hightower's algorithm, is used to solve the routing optimization problem. The proposed cost functions consider the raw materials and manufacturing/assembly operations. The optimization process has been used for optimizing a portion of the electric cable harness of a 43 MWe power plant with a size of 44 × 20 meters, and a total of 40,60 kilometers of cables. The optimization process let to a cost saving of about 15% compared to the design carried out with the traditional approach.
Abbreviations: CTs: cable trays; CUi: hourly rate for the installation phase [€/hour]; CUrmtk: hourly rate for the k-th cost center used for transforming a semi-finished component [€/hour]; Cut: hourly rate for the test phase [€/hour]; CUtray: unitary cost of a cable tray [€]; DOE: design of experiment; GA: genetic algorithm [€]; Ic: installation cost [€]; If: installation factor [-]; PAc: cost for the preliminary analysis [€]; PAcp: percentage used for calculating the cost of the preliminary analysis [%]; RMc: cost of the raw material and relative transformation operations [€]; RMcci: cost of the i-th commercial component [€]; RMoc: percentage of the overhead costs related to the management of the raw material [%]; RMsc_scrapsj: cost of the scraps for the j-th semi-finished component [€]; RMscj: cost of the j-th semi-finished component [€]; RMtc: cost for transforming semi-finished components [€]; Tcl: commercial length of a straight cable tray [meter]; Tii,j: standard installation time for the i-th or j-th component [hour]; Tl: linear distance between two points of the wiring system that need to be connected [meter]; Trmtk: time for the k-th operation for transforming a semi-finished component [hour]; Ttk: standard test time for the k-th skid of the electrical system [hour].
GRAPHICAL ABSTRACT
ORCID
Vincenzo Castorani http://orcid.org/0000-0001-8514-5548
Paolo Cicconi http://orcid.org/0000-0002-5154-8821
Marco Mandolini http://orcid.org/0000-0003-0962-5982
Alessio Vita http://orcid.org/0000-0003-2151-744X
Michele Germani http://orcid.org/0000-0003-1988-8620