
Abstract
Aim: This study was intended to investigate the effect of laser power ratios (LPRs) on the sinterability and sintering performance of selective laser sintering (SLS) mediated 3D prototypes. Materials & methods: Physical mixtures (PMs) containing Kollidon SR (98.75% w/w) and IR-absorbing dye (1.25% w/w) were evaluated for flow characteristics and particle size. The same PMs were subjected to SLS-mediated prototyping at constant printing temperatures (feed bed temperature 30°C and print bed temperature 40°C) over a range of LPRs. Results & conclusion: With favoured particle size and flow properties, this PMs was found to be suitable for SLS-mediated 3D printing. Sinterability and sintering performance were improved incrementally throughout the range of studied LPRs. The best sintering performance in terms of dimensional accuracy and printing yield was achieved at the highest LPR (3.0). Scanning electron microscopy (SEM) depicted topography of cross-sectioned sintered printlets.
3D printing has reshaped pharmaceutical manufacturing with its smart approach and has high potential to revolutionize pharmaceutical industry from “one size fits to all” scenario toward highly customized and rapid manufacturing of “one-off” batches. This way 3D printing can assure to shift pharmaceutical manufacturing from mass production toward highly tailored and flexible dosage forms on demand [Citation1]. Selective laser sintering (SLS), more precisely, powder bed fusion of polymers with a laser beam – PBF-LB/P, as per the ISO/ASTM 52900 [ASTM International and ISO, 2018] is one of the 3D printing technologies [Citation2]. SLS-based fabrication is based on the principle of partial melting and fusion of powder particles in a layer-by-layer manner in a locally restricted area as per digitally programmed design due to the heating effect of the laser source [Citation3]. SLS-mediated fabrication has gained attention in recent years due to its precision, build quality, the feasibility of complex shapes fabrication with due customizations, optimum mechanical properties of objects, cost-effectiveness, and reduced steps for fabrication. The interaction of the laser with the powder bed, the melting process, and the change in thermal properties of the melting pools are key aspects for determining the density and microstructure of fabricated objects [Citation4]. The aforementioned phenomenon occurs due to the use of varied polymers/powders and their unique physical properties, such as particle size, size distribution, morphology, density, and flow properties. Along with the powder properties, the various process variables of SLS, such as printing temperatures, laser power, laser scan speed, laser spot diameter, energy density, hatch spacing, layer thickness, etc., will play a vital role in determining the properties of objects fabricated in terms of its density, microstructure, porosity, hardness, layer thickness, etc. Understanding the effect of process variables on the sintering process and effect of their interactions is highly important when it needs to optimize the process [Citation5,Citation6]. During SLS assisted manufacturing process, lasers are an integral part as they act as heat source. There are different types of lasers, including CO2 (10.6 μm), Nd: YAG (1.06 μm), fiber (∼1.08 μm), blue diode (∼0.445 μm), and red diode (∼0.808 μm) lasers with different wavelengths being used in SLS 3D printers for this purpose [Citation7,Citation8]. For the SLS process, the laser power is the crucial variable. In order to build SLS-mediated objects, different powder feedstock materials have different laser power requirements for sintering. For example, a polymer can sinter up to 5 W, but ceramics need 500 W. Various SLS 3D printers are equipped with unique laser sources with varying laser powers in this wide range (5–500 W), which are used according to the various applications [Citation9]. Among the SLS 3D printers, Sinterit Lisa will provide one process parameter: laser power ratio (LPR). When compared with a standard laser beam, the LPR can be considered a laser power multiplier that transmits higher energy to the bed material [Citation10]. Thus, the aim of this study was to investigate the sinterability and physical properties of 3D prototypes fabricated using the of SLS 3D printer equipped with a 5W IR/red diode laser with 808 nm wavelength.
Materials & methods
Materials
Co-processed graft co-polymer (Kollidon SR) used for SLS-mediated sintering purposes was kindly gifted by BASF India Limited, Navi Mumbai, India. The IR-absorbing dye was purchased from American Dye Source, Inc., Chemicals, Baie d’Urfe, Quebec, Poland.
Methods
A 98.75% w/w Kollidon SR and 1.25% w/w IR-absorbing dye [Citation11] were taken to generate physical mixtures (PMs). PMs were prepared by shaking the mentioned gravimetric portions of components in a polythene bag for 5 min. These PMs were further employed to achieve SLS 3D printing. Computer-aided design (CAD) was created using Solidworks 2019 software. Dimensions of CAD were 16 mm × 8 mm × 5 mm. The CAD file was sliced to .stl format for further printing. Sinterit Lisa SLS 3D printer was used for printing operations, which was equipped with a 5W IR/red diode laser having 808 nm wavelength. Printing was accomplished at a feed bed temperature of 30°C, print bed temperature of 40°C, and layer thickness of 0.125 mm based on previous trials’ observations. Three batches of printlets (LPR-2.0, LPR-2.5, LPR-3.0) were printed at the aforementioned printing temperatures, and layer thickness, but different laser power ratios (LPR) were employed as 2.0, 2.5, and 3.0, respectively. Each batch was launched for SLS-mediated rapid prototyping using PMs as feedstock and thirty-five designs of previously mentioned dimensions.
Material characterizations
The mean particle size (D [4,3]) of PMs was analyzed using mastersizer (Mastersizer 3000, Malvern Instruments Ltd, UK). Analysis was done using water as a solvent, with a 10% obscuration ratio, with continuous stirring at 2000 r.p.m. Bulk and tapped densities of PMs were measured using a tap density apparatus (TD 1025, Labindia Analytical Instruments Pvt. Ltd, India). A 20-g sample was taken in a 100-ml graduated cylinder and tapped mechanically at a rate of 100 taps/min. The tapped volume was noted when it showed no change in its value. Bulk and tapped density data were used further for the determination of Carr’s compressibility index and Hausner’s ratio of PMs [Citation12]. The angle of repose PMs was determined using the fixed funnel method. A funnel was fixed at a 1-cm (H) distance from the plain paper. Sample was poured carefully into the borosilicate glass funnel (with an orifice and base diameter of 6.5 mm and 8.0 cm, respectively) and allowed to flow freely until the apex of the conical pile touched the tip of the funnel. The radius (R) of the pile was measured, and the angle of repose was calculated.
Printlet characterizations
Each batch of 3D printlets was analyzed for % printing yield with reference to the total CAD designs launched for printing [Citation13]. SLS 3D printlets were analyzed for physical dimensions using a digital Vernier caliper (CD-6″ ASX; Mitutoyo Corporation, Japan), average sintered layer thickness (ASLT) [Citation13], and weight variation using a digital weighing balance (Mettler Toledo, Switzerland). Crushing strength and friability of 3D printlets were measured using a tablet hardness tester (TH 1050 S, Labindia Analytical Instruments Pvt. Ltd, India) and a digital tablet friability tester (FT-1020, Labindia Analytical Instruments Pvt. Ltd, India) respectively. The surface morphology of the LPR3.0 3D printlet was micrographed using A field emission scanning electron microscope (JEOL JSM-7610F, UK).
Results
Methods
PMs underwent repeated partial melting and fusion in a layer-by-layer fashion to construct the 3D objects as per the provided CAD dimensions and printing parameters, resulting in the SLS-mediated prototyping of printlets. Sintering was carried out for three separate batches by varying LPRs, as described in section 2.2. SLS 3D printer with IR laser source successfully sintered the PMs for all three batches at feed bed temperature, print bed temperature, and layer thickness of 30°C, 40°C, and 0.125 mm, respectively. Resultant 3D printlets were further assessed for their physical properties to investigate the effect of LPRs on the sintering process and quality of printlets.
Material characterizations
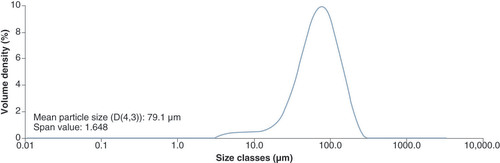
The particle size and flow properties of PMs, which are supposed to be feedstock for SLS-assisted 3D printing, were quantified systematically. Dynamic light scattering mediated mean particle size (D[4,3]) of PMs was found to be 79.1 μm with a span value of 1.64 (). This indicated that PMs was having particle size in the range, which is perfectly suitable for SLS printing technology along with the desired uniformity in the size. Flow properties of PMs were assessed based on the bulk density, tapped density, Carr’s compressibility index, and Hausners’ ratio. Bulk density and tapped density of PMs were found to be 0.42 ± 0.005 gm/ml and 0.52 ± 0.011 gm/ml, respectively. Carr’s compressibility index and Hausner’s ratio of PMs were found to be 19.24% ± 0.019 and 1.23 ± 0.035, respectively. These results revealed that PMs possessed fair flow. Flow of PMs was found to be excellent while considering its angle of repose, which was 17.39 ± 0.005°. The aforementioned results evidenced the suitability of proposed PMs for SLS 3D printing.
Printlets characterizations
Printing yield for the printlets prototyped at various LPRs was quantified to determine sinterability of PMs as a function of LPR employed for sintering. Printing yield for batches LPR-2.0, LPR-2.5, and LPR-3.0 were 80%, 87.5%, and 100% respectively. In this case, the layer thickness opted for printing was constant, and laser scanning speed was not modulable in the printer software. Thus, considering LPR as only one variable among all batches, it can be assumed that observed successive improvement in sinterability in terms of yield attributed to effect of linear increase in LPR employed for printing. This was owing to the increased energy density reaching to the print bed during printing adopted at higher LPR, resulting in improved sinterability.
While assessing the physical dimensions of prototyped printlets of all batches with variable LPR, it was found that dimensional accuracy was improved with the increase in LPR opted for printing as discussed above. Dimensions of the printlets showed linear increments with respective increases in the LPR, and the gap between dimensions of CAD design and prototyped printlets reduced noticeably. Lengths of printlets of batches LPR-2.0, LPR-2.5, and LPR-3.0 were found to be 14.74 ± 0.23 mm, 15.77 ± 0.15 mm, and 15.80 ± 0.05, respectively. Widths of printlets of batches LPR-2.0, LPR-2.5, and LPR-3.0 were found to be 6.90 ± 0.09 mm, 7.92 ± 0.03 mm, and 7.93 ± 0.10 mm, respectively. The thickness of printlets of batches LPR-2.0, LPR-2.5, and LPR-3.0 were found to be 4.71 ± 0.11 mm, 4.89 ± 0.06 mm, and 4.93 ± 0.16 mm, respectively. ASLT is the average thickness of each layer and is calculated as the ratio of the total height of the printed object to the total number of printed/sintered layers. ASLT was observed 0.118 ± 0.003 mm, 0.122 ± 0.002 mm, 0.123 ± 0.002 mm for printlets printed at LPR 2.0, 2.5, and 3.0, respectively.
An increase in the weight of the prototyped printlets was observed with the increase in LPR employed to achieve sintering-mediated printing. Weights of printlets of batches LPR-2.0, LPR-2.5, and LPR-3.0 were found to be 162.09 ± 3.86 mg, 188.74 ± 3.28 mg and 224.72 ± 4.97 mg, respectively. This might be due to the more consolidated sintering achieved due to the higher energy of laser utilized for the mediated printing process at particularly higher LPR [Citation12].
The hardness of prototyped printlets of batches LPR-2.0, LPR-2.5, and LPR-3.0 was found to be 91.5 ± 3.83 N, 130.6 ± 5.04 N, and 152.6 ± 5.53 N, respectively. Furthermore, the friability of printlets of batches LPR-2.0, LPR-2.5, and LPR-3.0 were found to be 29%, 20%, and 18%. This trend represented the successive increase in the consolidation with the increase in LPR employed for sintering, which resulted in higher crushing strength and decreased friability of printlets of batches printed at higher LPR. From the obtained results, 3D printlets sintered at LPR 3.0 (LPR-3.0) can be selected based on their physical characteristics for further evaluation.
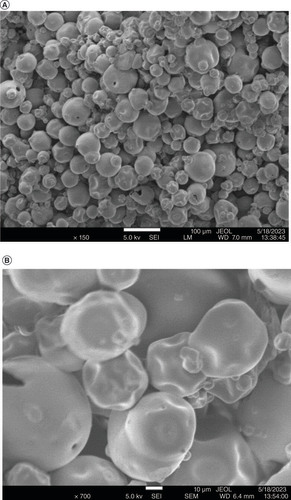
Scanning electron microscopy (SEM) images of the surface of sintered 3D printlets of batch LPR-3.0 clearly reflected the particles of powder material fused together to give rise to the desired 3D printlet through sintering-mediated compaction and consolidation of the feedstock material (). Necking of the powder particles was observed in the SEM image of the 3D printlet prototyped at LPR 3.0 ().
(A) 150× (B) 700×.
Discussion
Evaluating the sinterability of the varied pharmaceutical grade polymers using the tuneable process parameters will help to fabricate the desired dosage forms with an optimum characteristic. Similar studies were done in the literature using the different process parameters. The utilized process parameter variations studies were done using the different printers, which has different laser sources and laser absorption wavelength. In this study, we are going to utilize a red diode laser with an 808 nm laser wavelength for the assessment of the sinterability of co-processed polymer.
The SLS is a powder bed fusion green 3D printing technology, which requires the powder material for the fabrication of the desired objects. The significance of powder properties of polymers in the SLS printing process and the quality of printed objects has been illustrated previously, mentioning this as one of the crucial parameters determining the suitability of material for SLS. It has been suggested that the average particle size of material suitable for SLS 3D printing applications should be in the range of 45–90 μm [Citation14]. This is so because immensely small particles hinder the spreadability of material to a great extent due to the formation of aggregates due to the effect of Van der Waals forces [Citation15]. In such cases, proper flow of material from the feed bed to the print bed will not be achieved during printing, resulting in an inability of material to form a uniform layer on the print bed. Besides this, larger particles are generally not so promising for proper fusion and finally end up with poor printing resolution [Citation14,Citation16]. Similar is the case with the flow properties of material. As SLS-mediated 3D printing is prominently based on the melting and successive fusion of particles in layer-by-layer manner which could be only achieved through proper absorption of laser energy by the feedstock material. To ensure this, appropriate flow of powder material resulting in uniform spreading of layers with high packing density is highly recommended [Citation6]. Thus, particle size, shape, flow property and packing density of powder material are stated as critical extrinsic properties of feedstock for 3D printing associated with powder bed fusion platform technology [Citation14].
Printing yield (%) is the percent of printlets prototyped without defects in reference to the total number of CAD launched for the printing of each batch. This depicts the efficiency of printing with the particular feedstock material and selected set of printing parameters. It has been demonstrated that the yield has been affected positively by the laser power and layer thickness and negatively by the laser scanning speed. This means the highest printing efficiency in terms of % printing yield can be achieved by adopting higher laser power, layer thickness, and lower laser scanning speed. Along with these parameters, the temperature is the factor that has the biggest impact on sinterability and shows how printing yield compromises with a 5°C difference in printing temperature. In addition to this, earlier research shown decreased sinterability owing to the curling and degradation when printing was attempted at greater laser powers and layer thickness as well as lower scanning speeds beyond certain limits. Sinterability can also differ based on the location of the printlet on print bed as heterogeneous dispersal of heat on the print bed, mostly in the case of higher capacity printers [Citation13].
Dimensional accuracy is the foremost criterion to determine precision in printing, where dimensions provided for printing through CAD and dimensions of a prototyped object are compared. According to the study performed earlier, it is reported that SLS process variables control the dimensional accuracy of printed objects. At lower LPR, less laser energy reaching to the print bed generally causes poor bonding between polymer particles, ending up with the inferior-quality of printing. Such prototypes can be readily deformed during printing due to the re-coater movement and spreading of fresh powder layers, hindering the dimensions accuracy of the final prototype. Contrarily, an increase in LPR opted for printing improves bonding between the particles, leading toward superior quality of sintering along with the achievement of improved dimensional accuracy [Citation13,Citation17].
Similar to the physical dimensions, the weight of the printed object, its hardness, and strength to withstand abrasion are also the functions of the process variables of SLS such as laser power, laser scanning speed, hatch spacing, and layer thickness. These parameters combined affect the physical properties of prototyped objects as these parameters are responsible for determining the laser density reaching the printing surface. The phenomenon can be justified as the reduction in laser scanning speed enhances the contact time of the laser with the material being sintered, whereas the reduction in layer thickness allows a laser to cover the whole layer thickness more effectively. Both result in an increased amount of laser energy/energy density reaching to the printing platform which ultimately leads to the strong fusion of particles generating dense and heavier prototypes. There are reports depicting the effect of laser density on the weight of printed objects with a variation of laser density obtained as a result of variation in enlisted parameters. SLS 3D printer mostly explored with the usage of pharmaceutical grade polymers is Sintratec kit, where variation in laser power is not possible. On the other hand, the Sinterit Lisa SLS 3D printer allowed modulation in laser power in terms of multiples of laser powers, and that is known as LPR. Thus, by varying laser power/LPR, the amount of energy reaching the printing platform per time can be controlled directly [Citation13].
As discussed in an earlier section, the hardness of the printed object and its ability to withstand abrasion are the function of laser energy being transferred to the print bed during printing. Laser energy depends on the process parameters, among which laser power is a positive relation with the energy transmitted to powder bed through laser. Increased compaction and consolidation due to enhanced degree of fusion is achieved at higher laser power due to increased energy density of transmission [Citation14]. The effect of laser power on the dense wall formation and control of porous microstructure in parts fabricated using biomaterials through SLS is generally studied with the observation of the fusion of particles in micrographs of surface or cross-sections of the objects printed via the sintering process. It is reported that progressive necking between the particles when laser power is employed for sintering increases, resulting in dense object fabrication with simultaneous reduction porous nature [Citation18–20].
Conclusion
3D printing through sintering is well known for its potential to generate tailored fabrications with variations in process variables. Thus, the effects of LPR variations were studied in regard to the physical properties of resultant 3D printlets. LPR was found to be influencing the sinterability and quality of 3D printlets when SLS-assisted 3D printing of PMs was carried out at various LPRs but at constant IR-absorbing dye concentration and printing temperature. Based on depictions of physical investigations of printlets, LPR 3.0 was found to be generating distinguished printlets in terms of printing yield, accuracy, and consolidation achieved during its sintering performance. Qualities of LPR-3.0 printlets were suitable to integrate it as a solid oral dosage form with appropriate drug candidates. Thus, it leads to the future perspective regarding the use of these printlets as a solid oral dosage form, though its applicability in that domain can only be confirmed after a detailed investigation of the performance of the dosage form and its comparison with similar dosage forms manufactured with conventional methods.
Selective laser sintering (SLS) is well known for its ability to produce customized 3D prototypes with variations in the process variables.
Owing to the wide range of applications for SLS-mediated fabrications, it becomes necessary to evaluate the effect of changes in the various process parameters individually and in combination, on the sinterability and sintering performance of SLS-mediated 3D prototypes.
Gravimetric proportions of Kollidon SR (98.75% w/w) and IR absorbing dye (1.25%) were blended properly, and these physical mixtures (PMs) were used as feedstock for SLS 3D printing.
As SLS is powder bed fusion technology, micromeritic properties of powder blend play a vital role in deciding the suitability of powder for sintering.
With mean particle size (D [4,3]) of 79.1 μm, Carr’s compressibility index of 19.24, Hauser’s ratio of 1.23 ± 0.035, and angle of repose 17.39 ± 0.005°, this PM was found to be suitable for SLS-mediated 3D printing.
Composition and printing temperatures (feed bed temperature 30°C and print bed temperature 40°C) were kept constant for SLS-mediated prototyping of 3D printlets, with the alterations in laser power ratios (LPRs). Sinterability and sintering performance were observed to improve incrementally throughout the range of studied LPRs.
The best sintering performance in terms of dimensional accuracy (length 15.80 ± 0.05 mm, breadth 7.93 ± 0.10 mm, and width 4. 93 ± 0.16 mm), printing yield (100%), and average sintered layer thickness (ASLT value of 0.123 ± 0.002) were achieved at the highest LPR (3.0) of the investigated range (2.0 to 3.0).
Along with this, LPR 3.0 achieved the desired 3D printlets with an enhanced hardness value of 152.6 ± 5.53 N and the lowest friability compared with the respective printlets fabricated at lower LPRs.
Printlets obtained as a result of sintering with LPR 3.0 were found to be superior in terms of their physical and mechanical properties.
Finally, it was analyzed by scanning electron microscopy for surface topographical inspection of the cross-sectioned sintered printlets.
Author contributions
T Gharate, T Karanwad and S Lekurwale: data curation, formal analysis, investigation, methodology, validation, visualization and writing of the original draft. S Banerjee: project administration, conceptualization, supervision, writing, review and editing.
Competing interests disclosure
The authors have no competing interests or relevant affiliations with any organization or entity with the subject matter or materials discussed in the manuscript. This includes employment, consultancies, stock ownership or options and expert testimony.
Writing disclosure
No writing assistance was utilized in the production of this manuscript.
Acknowledgments
The authors are thankful to the BASF India Limited, Navi Mumbai, India for providing the co-processed polymer as gift samples for this experiment.
Financial disclosure
The authors acknowledge the Department of Pharmaceuticals, Ministry of Chemicals and Fertilizers, Govt. of India for their generous funding to our institute. FESEM study was supported by the Ministry of Electronics and Information Technology, Government of India (Grant 5(9)/2012–NANO, Vol. IV) at the Centre for Nanotechnology (CNT), IIT Guwahati, Assam. The authors have no other relevant affiliations or financial involvement with any organization or entity with a financial interest in or financial conflict with the subject matter or materials discussed in the manuscript apart from those disclosed.
References
- TrenfieldSJ, AwadA, GoyanesA, GaisfordS, BasitAW. 3D printing pharmaceuticals: drug development to frontline care. Trends Pharmacol. Sci.39(5), 440–451 (2018).
- SillaniF, WagnerD, SpurekMA, HaferkampL, SpieringsAB, SchmidMet al.Compaction behavior of powder bed fusion feedstock for metal and polymer additive manufacturing. Rapid Prototyp J.27(11), 58–66 (2021).
- BrighentiR, CosmaMP, MarsavinaL, SpagnoliA, TerzanoM. Laser-based additively manufactured polymers: a review on processes and mechanical models. J. Mater. Sci.56(2), 961–998 (2021).
- LuponeF, PadovanoE, CasamentoF, BadiniC. Process phenomena and material properties in selective laser sintering of polymers: a review. Materials (Basel).15(1), 183 (2021).
- Okafor-MuoOL, HassaninH, KayyaliR, ElShaerA. 3D printing of solid oral dosage forms: numerous challenges with unique opportunities. J. Pharm. Sci.109(12), 3535–3550 (2020).
- CharooNA, BarakhAli SF, MohamedEM, KuttolamadomMA, OzkanT, KhanMAet al.Selective laser sintering 3D printing - an overview of the technology and pharmaceutical applications. Drug Dev. Ind. Pharm.46(6), 869–877 (2020).
- AwadA, FinaF, GoyanesA, GaisfordS, BasitAW. 3D printing: principles and pharmaceutical applications of selective laser sintering. Int. J. Pharm.586(119594), 119594 (2020).
- KaranwadT, LekurwaleS, BanerjeeS. Selective Laser Sintering (SLS) in Pharmaceuticals. In: Additive Manufacturing in Pharmaceuticals.Springer Nature, Singapore (2023).
- KumarMB, SathiyaP, VaratharajuluM. Selective laser sintering. In: Advances in Additive Manufacturing Processes.China Bentham Books, Beijing, China (2021).
- Sinterit.com. (2023). https://sinterit.com/wp-content/uploads/2021/12/LISA-1.5_full-user-manual_1.5.pdf
- LekurwaleS, KaranwadT, BanerjeeS. Selective laser sintering (SLS) of 3D printlets using a 3D printer comprised of IR/red-diode laser. Annals of 3D Printed Medicine.6(100054), 100054 (2022).
- MadžarevićM, MedarevićÐ, PavlovićS, IvkovićB, ÐurišJ, IbrićS. Understanding the effect of energy density and formulation factors on the printability and characteristics of SLS irbesartan tablets-application of the decision tree model. Pharmaceutics.13(11), 1969 (2021).
- GuecheYA, Sanchez-BallesterNM, BatailleB, AubertA, RossiJ-C, SoulairolI. A QbD approach for evaluating the effect of selective laser sintering parameters on printability and properties of solid oral forms. Pharmaceutics.13(10), 1701 (2021).
- GuecheYA, Sanchez-BallesterNM, CailleauxS, BatailleB, SoulairolI. Selective laser sintering (SLS), a new chapter in the production of solid oral forms (SOFs) by 3D printing. Pharmaceutics.13(8), 1212 (2021).
- TrenfieldSJ, JanuskaiteP, GoyanesA, WilsdonD, RowlandM, GaisfordSet al.Prediction of solid-state form of SLS 3D printed medicines using NIR and Raman spectroscopy. Pharmaceutics.14(3), 589 (2022).
- MwaniaFM, MaringaM, vander Walt JG. A review of the techniques used to characterize laser sintering of polymeric powders for use and re-use in additive manufacturing. Manuf Rev (Les Ulis).8, 14 (2021).
- ImanianME, BiglariFR. Modeling and prediction of surface roughness and dimensional accuracy in SLS 3D printing of PVA/CB composite using the central composite design. J. Manuf. Process.75, 154–169 (2022).
- GvS, FeV, GbG, MsM, LaK. 3D printing of PCL/Fluorouracil tablets by selective laser sintering: properties of implantable drug delivery for cartilage cancer treatment. Rheumatol. Orthop. Med.2(3), (2017). http://dx.doi.org/10.15761/rom.1000121
- SalmoriaGV, CardenutoMR, RoeslerCRM, ZeponKM, KanisLA. PCL/ibuprofen implants fabricated by selective laser sintering for orbital repair. Procedia CIRP.49, 188–192 (2016).
- LeongKF, ChuaCK, GuiWS, Verani. Building porous biopolymeric microstructures for controlled drug delivery devices using selective laser sintering. Int. J. Adv. Manuf. Technol.31(5–6), 483–489 (2006).