
Abstract
Self-Consolidating Concrete (SCC) has been widely used in both practical and laboratory applications. Selection of its components and their ratios depends, mainly, on the target mechanical and physical properties recommended by the project consultant. Partial replacement of cement in SCC with cheap available industrial by-product could produce environmentally durable concrete with similar properties of normal concrete. In the current research, SCC was produced by blending Cement Kiln Dust (CKD) with cement in different ratios. Four mixes incorporating cement kiln dust with partial cement replacement of 10%, 20%, 30%, and 40% were produced and compared with a control mix of Normally Vibrated Concrete (NVC). Superplasticizer was used to increase the flow-ability of SCC mixes. The fresh and hardened mechanical properties of all mixes were determined and evaluated. Moreover, time-dependent behavior was investigated for all mixes in terms of drying shrinkage test. The shrinkage strain was measured for all specimens for a period of 120 days. Based on the experimental results, it was found that SCC mixture containing 20% cement replacement of CKD exhibited the highest mechanical strength compared to other SCC mixes and NVC mix as well. It was observed that the volumetric changes of specimens were directly proportional to the increase of the cement replacement ratio.
Introduction
Self-Consolidating Concrete (SCC) has superior advantages over Normally Vibrated Concrete (NVC) due to its ability to flow under its own weight without compaction, its ability to obtain homogeneity without segregation of aggregates, and its ability to be placed in a variety of molds with sharp edges. Hajime and Masahiro [Citation1] mentioned that the main source of concrete durability is providing adequate compaction by skilled workers which have been reduced with time. The solution to overcome this shortage and to achieve durable concrete is to employ SCC which can be consolidated into every corner of the formwork, purely by means of its own weight and without the need of any compaction. This technique could then be very useful for casting of massive sections for durable hydraulic structures as well as lining of canals and dams, where the mechanical compaction could entail large efforts and costs.
Three methods are mainly used to produce SCC; namely “Powder-Type SCC” by increasing the powder content, “Admixture-Type SCC” using Viscosity-Modifying Agent (VMA), and “Combined-Type SCC” by increasing powder content in combination with using VMA at the same time. In comparison to NVC, all three types work with an increased amount of superplasticizer. The selection of a specific SCC mix proportion depends on structural conditions, constructional conditions, available materials, restrictions in concrete production plant, etc.
Cheap environmental by-products were used by many researchers to produce SCC mixes. Gao et al. [Citation2] studied the influence of adding fly ash and small percentage of clay on the shrinkage behavior and cracking tendency of SCC. Dehwah [Citation3] studied the effect of using quarry dust powder, silica fume and fly ash on the properties of SCC mix. The mechanical properties as well as economic aspects were compared for each case. Kraus et al. [Citation4] studied the economical savings from adding foundry silica-dust in the manufacturing of SCC. It was observed that as the foundry silica dust content increased, the demand for VMA decreased while the demand for high-range water-reducing admixture increased. Amr [Citation5] studied the effect of using different mineral admixtures such as silica fume, fly ash, blast furnace slag, limestone powder, Cement Kiln Dust and rice husk ash as a partial replacement of cement with 10% only. Adam [Citation6] studied the effect of different sand to aggregate ratios (s/a) on the properties of different SCC types. The study concluded that using s/a of 40% may be regarded as the optimum choice for producing SCC with an acceptable behavior at Egypt using locally available construction materials. Adam [Citation7] concluded that Admixture-Type SCC proved to be an optimal choice for its ease in selecting its mix proportions, reasonable properties and low production cost compared to other types of SCC.
Usually shrinkage and creep properties of SCC are of big concern to researchers, particularly in arid and/or semi-arid regions. Thus, not only the mechanical properties might affect the selection of SCC mix proportions but also the shrinkage behavior. The shrinkage of concrete involves a combination of several shrinkage components, that is, plastic shrinkage, autogenous shrinkage, drying shrinkage, thermal shrinkage, and carbonation shrinkage. Kamal and Wu [Citation8] mentioned that proper evaluation of shrinkage is very critical for the design of prestressed structural members made of SCC. They additionally added that SCC has higher binder content and lower coarse aggregate volume. These factors could increase the risk of thermal, autogenous, and drying shrinkage, leading to cracking and reduction in serviceability.
In the current research, Cement Kiln Dust (CKD) has been added as a partial replacement of cement by weight with 10%, 20%, 30% and 40% of the total binder content (cement + CKD). Superplasticizer was used to increase the flow-ability of SCC mixes. The mechanical properties of NVC were put into glance with SCC mixes blended with CKD. Moreover, the overall shrinkage strain values were measured for prismatic specimens over 300 mm gauge length along testing period of 120 days.
Experimental program
Materials
The used fine and coarse aggregates in the current study were provided from locally available sources in Egypt. Natural sand with a fineness modulus of 2.34 and specific gravity of 2.64 was used as a fine aggregate. Whereas, Natural gravel, with a nominal maximum size of 20 mm and specific gravity of 2.50, was used as coarse aggregate. The grain size distribution of fine and coarse aggregates compared to upper and lower limits of Egyptian code of practice [Citation9] is shown in and , respectively. CKD was used as a partial replacement of cement. Ordinary Portland cement Type-I was used as a binder material. The chemical composition of CKD and cement is presented in . Super plasticizer as a high range water reducer without retarding was used in producing SCC.
Fig. 1 Grain size distribution of fine aggregate.
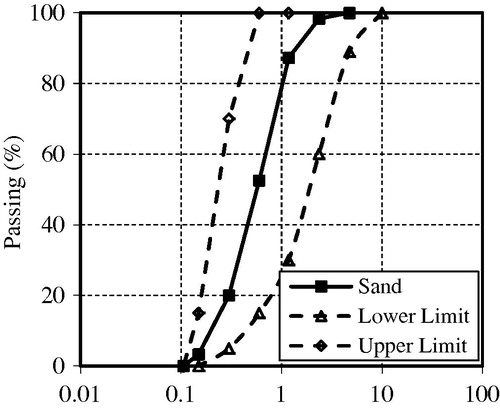
Fig. 2 Grain size distribution of coarse aggregate.
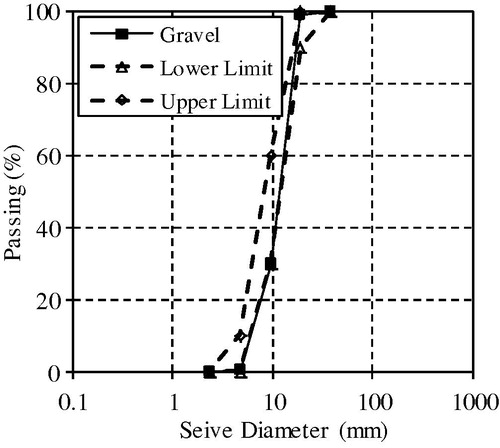
Table 1 Chemical Composition of CKD and Cement.
Mix proportioning
Reasonable mix of SCC should exert high fluidity and segregation resistance ability in its fresh state. Many trial batches are often required to identify optimum mix proportions to obtain SCC with the desirable fresh properties. In this paper, the main criteria for producing different SCC mixes were to maintain convergence in their fresh properties. The target fresh properties for SCC mixtures were 650 ± 20 mm for flow-ability, and 0.82 ± 0.03 for passing ability, as per European guidelines for SCC, 2005 [Citation10]. This was achieved by changing the SP dose for every mixture. Four mixtures of SCC were prepared using different percentages of CKD, as a partial replacement material of cement. The mechanical properties of SCC in terms of compressive strength, modulus of elasticity, splitting strength, flexural strength, and shrinkage behavior were highlighted. The total cementitious material content and w/c ratio were kept constant and fixed to 400 kg/m3 and 0.45, respectively. CKD was used in different percentages as 10%, 20%, 30%, and 40% of the total cementitious material content. shows the mix proportions of SCC mixtures and the control NVC mixture.
Table 2 Mixture proportions.
Casting, curing, and specimen preparation
SCC concrete required longer mixing time than NVC for full homogeneity. Thus, mixing was carried out in three stages; dry mix for 1 min, wet mix for 2 min, addition of SP, and a final mixing not less than 2 min. Subsequently, the fresh properties of SCC and NVC were determined. Flow-ability and passing ability tests were adopted for SCC mixtures whereas the conventional slump test was adopted for NVC mixture. The concrete was then placed in the molds and kept for one day in normal room temperature keeping a plastic sheet ahead of the specimens to minimize evaporation. The specimens were cured in water tanks of controlled temperature of 20 °C. For every mix, twelve cubes (150 mm × 150 mm × 150 mm), six cylinders (Diameter; 100 mm and height; 200 mm), and nine prisms (100 mm × 100 mm × 400 mm) were prepared. Compressive strength tests were carried out on cubes at ages of 7, 28, 56, and 90 days. Stress–strain curves were plotted and the static modulus of elasticity was determined for all specimens. Splitting tensile strength and flexural strength were conducted on cylinders and prisms, respectively at ages of 7 and 28 days. The remaining three prisms were kept for measuring one-dimensional shrinkage strains by means of monitoring the change in length of concrete specimens with time.
Results and discussion
Fresh properties
The fresh state of NVC was basically evaluated by the conventional slump test. As per ASTM C143 [Citation11], slump test was found to be 80 mm indicating plastic consistency of concrete. The slump flow and T500 device were used to measure the slump flow and viscosity of the SCC mixes. In addition, self-developed L-box device with three rebars was utilized to measure the passing ability of SCC. All test measurements were according to the European guidelines for SCC – European SCC Group 2005 [Citation10]. shows the fresh properties of all investigated mixes. The slump flow diameter for all specimens ranges from 645 mm to 670 mm. The T500 time was 4 s for all specimens. These mixes can then be classified as SCC class SF2 according to the European guidelines. Successful passing ability was observed with values ranging from 0.79 to 0.85. For instance, the fresh properties for all mixes allow them to be classified under the category of SCC class PA1 as per the European guidelines for SCC. The fresh properties’ results indicate very close consistency for all mixes and acceptable workability.
Table 3 Fresh Properties for NVC and SCC mixes.
Hardened properties
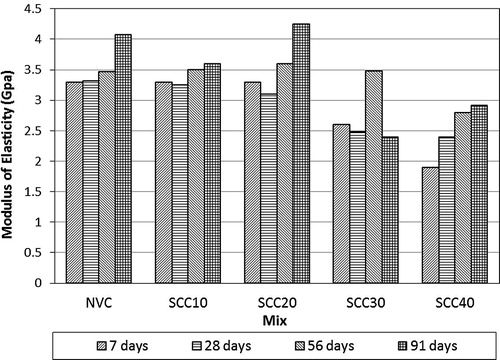
Compression test was applied for all cubes at different testing ages. Stress–strain curves were plotted for all specimens. a–d shows the behavior of all SCC mixes compared to NVC at ages of 7, 28, 56, and 91 days, respectively. The development of compressive strength for all specimens is shown in . The graphs showed that NVC exhibited the highest compressive strength at all testing ages. It is however; found that SCC-20 was the highest among all SCC mixes and with very close compressive strength values to NVC at all ages. SCC-20 reaches 97%, 93%, 96%, and 93% of the compressive strength of NVC at ages of 7, 28, 56, and 91 days, respectively. It was also noted that SCC-10 mix exhibited nearly the same compressive strength of that of NVC at 7 days. It is however; found that the strength decreased with age till 91 days. For SCC-30 and SCC-40, the compressive strength was found to be of high variation compared to NVC at all ages. SCC-30 and SCC-40 reached 78%, and 73% of that of NVC at 91 days. This means that the more replacement ratio accompanied with a slight increase in SP has a negative effect on the compressive strength of SCC. It was found that the optimum percentage of cement replacement was 20%, i.e. SCC-20, where the combination of fine powder and SP efficiently enhanced the self-consolidated action and consequently the compressive strength. The pozzolanic effect of CKD, where the percentage of SiO2 does not exceed 13.5%, was not significant in changing the mechanical properties of concrete. Furthermore, the static modulus of elasticity was evaluated for all specimens. shows the modulus of elasticity for all specimens at all test ages. It was also clear that for early age of 7 and 28 days, nearly the same values were obtained for NVC, SCC-10, and SCC-20. It was however, noted that the corresponding values for SCC-30, and SCC-40 decreased due to increasing the percentage of fine CKD. This could be attributed to the spherical shape of CKD which led to increase the air content in the specimens. SCC-20 shows the best value for the modulus of elasticity at late ages. SCC-20 achieved 18%, and 5% higher than the control specimen of NVC, at 56, and 91 days, respectively.
Fig. 3 Stress–strain curves at (a) 7 days, (b) 28 days, (c) 56 days, and (d) 91 days.
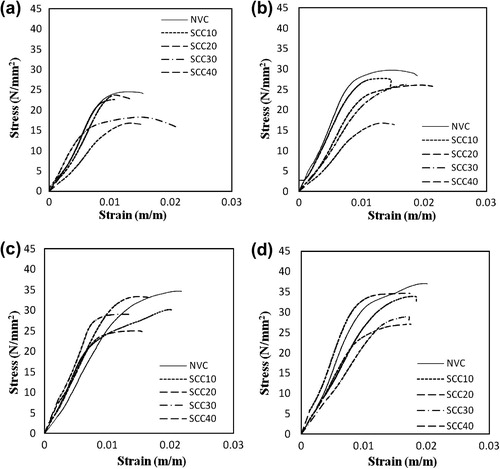
Fig. 4 Compressive strength against age.
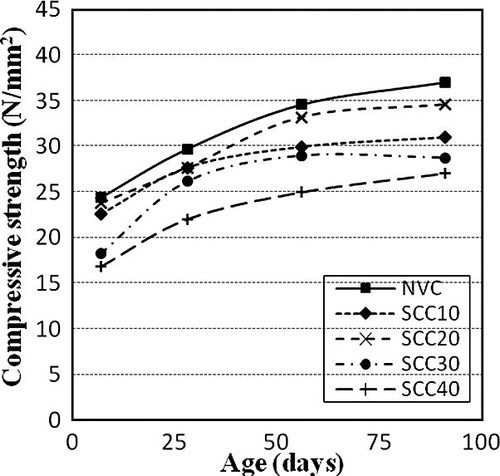
Fig. 5 Modulus of elasticity at different ages.
Flexural strength test was carried out using the four-point flexure test indicated in ASTM C78 [Citation12]. a shows hectograph for the development of flexure strength with age for all specimens. It was noted that at early age, 7 days, the increase of flexural strength is directly proportional to the increase of cement replacement by CKD until replacement percentage of 30%. After 28 days, SCC-20 was the highest among all tested specimens. SCC-20 showed 9% and 6% enhancement over NVC at 7, and 28 days, respectively.
Fig. 6 (a) Flexural strength, and (b) splitting tensile strength.
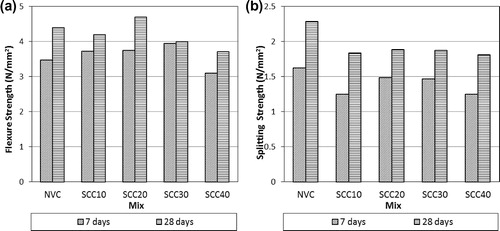
Indirect tensile strength test was performed using the splitting tensile test stated in the ASTM C496. b shows the relation between the splitting strength and the age of specimens with different mixing proportions. Almost same strength was achieved by all specimens with different replacement ratios at 28 days. It is however, found that SCC-20 exhibited the highest splitting strength but was not able to overcome NVC.
Shrinkage
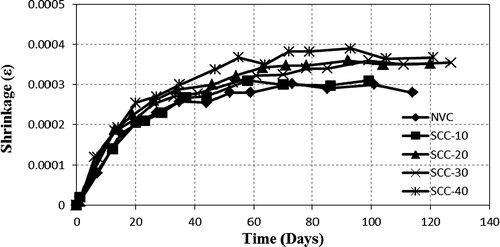
Shrinkage strains were measured on prismatic specimens of 100 mm × 100 mm cross section and 400 mm in length. It is known that for long specimen, longer length compared to its cross-sectional dimensions, the shrinkage takes place only in the long direction [Citation8,Citation13]. The measurement of change in length with time can provide a one-dimensional shrinkage for concrete. shows the total shrinkage along the life time (120 days) for all tested specimens. It is clear that NVC and SCC-10 showed nearly the same behavior; about 50% of the total shrinkage was achieved during the first 28 days. At 56 days and till the end of the test, slight changes to shrinkage were noted. For mixes with higher cement replacement ratio, at 56 days, around 80% of the total shrinkage at 120 days was achieved. It was also observed that the shrinkage was in progress until the age of 91 days followed by almost flat plateau. The shrinkage of SCC-20 was 22% higher than that of NVC at 120 days.
Fig. 7 Total shrinkage with age.
Conclusions
The current research investigates the use of industrial by product – Cement Kiln Dust – in the production of cheap Self-Consolidating Concrete. Properties of the fresh and hardened concrete with different CKD contents were compared. The volumetric change of specimens was also measured. The following conclusions were obtained:
| 1. | The results showed the possibility of producing cheaper environmentally friendly SCC with acceptable properties – nearly similar properties of NVC. | ||||
| 2. | SCC-20 with 20% replacement was found to be the optimum among other mixes in terms of compressive (94%), flexural (104%), and splitting (75%) strengths compared to NVC at 28 days. | ||||
| 3. | The modulus of elasticity of SCC-20 was 4% over that of NVC at 91 days which indicates a better durability of concrete. | ||||
| 4. | The shrinkage strain values of SCC-10 and NVC were so close whereas SCC-20, SCC-30 and SCC-40 were a little bit higher at 120 days. | ||||
Conflict of interest
The authors declare that there is no conflict of interest.
Notes
Peer review under responsibility of Housing and Building National Research Center.
References
- HajimeOkamuraMasahiroOuchiSelf-Compacting ConcreteJ. Adv. Concrete Technol.112003515
- XiaojianGaoShihoKawashimaXiaoyanLiuSurendra P.ShahInfluence of clays on the shrinkage and cracking tendency of SCCCement Concrete Compos.3442012478485
- H.A.F.DehwahMechanical properties of self-compacting concrete incorporating quarry dust powder, silica fume or fly ashConstruct. Build. Mater.2612012547551
- R.N.KrausT.R.NaikB.W.RammeRakeshKumarUse of foundry silica-dust in manufacturing economical self-consolidating concreteConstruct. Build. Mater.2311200934393442
- Amr A.F.ShaheenEffect of using different mineral additives on properties of self-compacting concreteHBRC J.6120103845
- Ihab A.AdamProperties of self-consolidating concrete incorporating different sand to aggregate ratiosEng. Res. J.1312011C1C18
- Ihab A.AdamEffect of binder content properties of different self consolidating concrete typesEng. Res. J.1312011C19C37
- Kamal H.KhayatWu JianLongShrinkage of precast, prestressed self-consolidating concreteACI Mater. J.10732010231238
- Egyptian Standard Specifications ES 4756–1/2009, Cement, Part 1, composition, specifications, and conformity criteria for common cements, Egyptian Organization for standards and quality, Arab Republic of Egypt, 2009.
- European Self-Compacted Concrete Group, The European Guidelines for Self-Compacting Concrete: Specification, Production and Use, BIBM, CEMBUREAU, ERMCO, EFCA, and EFNARC, www.efca.info, 2005.
- ASTM C 143/C 143M-09, Standard test method for Hydraulic-Cement Concrete, 2009.
- ASTM C78-09, Standard test method for Flexural strength of concrete using simple beam with third-point loading, 2009.
- P.C.AïtcinA.M.NevilleP.AckerIntegrated view of shrinkage deformationConcrete Int.19919973541