
Abstract
This paper presents the influence of temperature on the compressive strength of HSC with silica fume and containing different ratios and sizes of recycled tire rubber. The aims of including elastomeric material in a cementitious matrix are reducing the stiffness of HSC in order to make it compatible with other materials of the building, recycling of solid wastes and improving fire resistance.
The inclusion of low mass fraction recycled rubber reduces the high risk of explosive spalling of HSC under high temperature because water vapour can exit through channels where the polymeric material gets burned.
Two groups of concrete were employed to carry out this study. The first group consists of four mixes produced with a cement content of 500 kg, 0.3 water–binder ratio, gravel as coarse aggregate and 0%, 10%, 15%, and 20% silica fume (SF) replaced of cement weight. The concrete formulation of the second group (four mixes) was produced with the replacement of cement by 20% SF along with 0%, 3%, 5% recycled fine rubber (2 mm) and 3% coarse rubber (5 mm). Dolomite as a coarse aggregate was used in the second group in order to improve the performance of concrete mixtures containing rubber under high temperature.
The results obtained show high resistance to fire with increasing SF content up to 20% replacement of cement. Additional improvement was obtained with using dolomite and 3% of recycled rubber (2 mm, 5 mm).
Introduction
Accumulation of hazardous waste materials in vast quantities such as chemicals, toxic or non-decaying material causes an increasing threat to the environment. The most important non-decaying materials that disturb the surrounding environment are the accumulation of rubber, plastic, glass, rice straw, ceramic and demolished concrete. Recycling of these materials represents a clear model for the proper disposal of waste materials for better environment [Citation1Citation[2]Citation[3]Citation[4]Citation5]. However, one of the positive methods for disposing this non-decaying material is the reuse in concrete mixes. Recycling techniques are being developed around the world and many have proven to be effective in protecting our environment and conserving natural resources [Citation6Citation[7]Citation[8]Citation[9]Citation[10]Citation[11]Citation12]. Several studies have been conducted to facilitate the use of this waste material in concrete. In addition, several authors have already confirmed the viability of using the vulcanized rubber fibre into construction materials [Citation13–Citation[14]Citation15].
High strength concrete (HSC) can now be manufactured and widespread used in building construction because of the availability of a variety of additives such as silica fume (SF) and water reducing admixture. HSC is characterized, when compared with normal strength concrete (NSC), with lower permeability, higher stiffness, larger durability and allows smaller size columns to be used in high-rise buildings, which results in larger usable space in the lower floors. On the other hand, some studies have shown that HSC has disadvantages of higher tendency to spalling explosive when exposed to rapid heating due to lower permeability and high brittleness that result in buildup of vapour pressure inside the pores of cement paste [Citation16,Citation17]. Some solutions have been proposed to reduce the risk of explosive spalling, such as the inclusion of polypropylene fibres to allow the vapour escape from the concrete matrix [Citation18,Citation19].
The research conducted on concrete containing recycled rubber materials after exposure to fire was carried out on specimens either preloaded and tested hot or unloaded and tested hot or unloaded and tested at room temperature. The most common property measured by the researchers was the compressive strength and is focused in this study. The literature suggests a great deal of work is needed in this field to understand the real performance in fire of the structures constructed with such recycled rubberized concrete [Citation20].
The aim of this work was to study the effect of accidental fire or high temperature (ranging from 22 °C to 800 °C) on the compressive strength of different high strength concretes (HSC with different % of SF). The study is extended to find out if rubberized concrete produced in the sake of recycling old tires and modified with silica fume addition to improve the mechanical properties, can perform adequately under high temperatures.
Materials and mix proportion
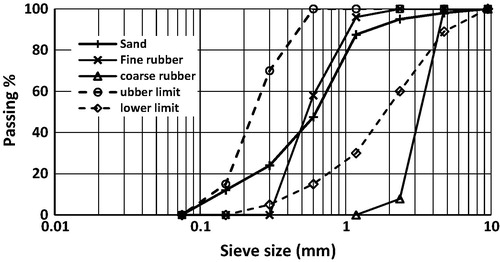
The cement used in the present study was ordinary Portland cement (CEM I 42.5N) with specific weight 3.15. The fine aggregate was natural siliceous sand; with specific gravity 2.6, volumetric weight of 1.7 t/m3 and fineness modulus of 2.6. Two types of coarse aggregate were employed to carry out this research, gravel with nominal size of 20 mm (specific gravity of 2.66) and crushed dolomite with sizes of approximately 5–10 mm, and size 10–25 mm (with specific gravity of 2.6). The considered silica fume (SF) used contains a silica of 95%. The superplasticizer used was the sulphated naphthalene formaldehyde condensate type. Two sizes of rubber originated from waste scrap of tires from different types of vehicles were used: fine (nominal size ∼2 mm) and coarse (nominal size ∼4.75 mm). shows the two sizes of rubber particles. The distribution of the two types of coarse aggregates (gravel and crushed dolomite) and the particle size distribution of the two size rubber in comparison with the sand aggregate are shown in and , respectively. Tap water at room temperature was used in all mixes.
Fig. 1 Fine and coarse rubber used in present research study.
Fig. 2 Sieve analysis of gravel and dolomite aggregates.
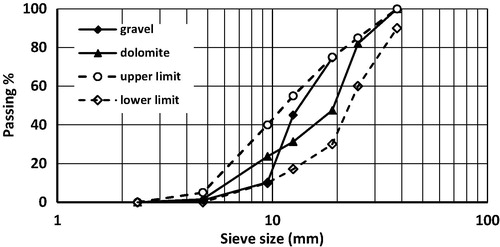
Fig. 3 Sieve analysis of sand and rubber.
In this study two groups of concrete mixtures were used. In group І, silica fume replaced by weight of cement with different contents (0%, 10%, 15%, 20%) was used. In this group gravel was used as coarse aggregate. On the other hand, group П, the rubberized concretes, was made of concrete with 20% SF (HSC) with the inclusion of rubber waste particles of different ratios and sizes (3%, 5% fine rubber and 3% coarse rubber). Crushed dolomite was used as coarse aggregate instead of gravel in rubberized concretes. The use of 20% SF and crushed dolomite could recover the mechanical resistance and modify the behaviour of concrete especially in higher temperature [Citation4]. The proportions of concrete mixes are given in : each mix is identified with a series of numbers and letters as specified in the table.
Table 1 Composition of concretes (kg/m3).
The rubber particles were pre-treated by soaking in alkaline solution of NaOH (50% concentration) for 20 min and filtered, rinsed with water and finally allowed to dry. This pre-treatment enhances the strength of the rubberized concrete through a microscopic increase in the surface texture of the rubber particles which improves bonding with surrounding matrix.
Specimens preparation and test procedure
The interior of the mix drum was initially wetted with water to minimize the absorption of water added as a part of concrete mixture. The coarse aggregate was placed into the mixer. With the mixer in movement, the fine aggregate, the recycled rubber (for the concrete with rubber waste), and cement mixed with SF were placed and then half of the total water was added. Finally, the residue water mixed with superplasticizer then added to the mixture. The mixture was operated for about 3 min and the concrete consistency was measured using slump test. The mixture was mixed for additional 2 min after slump test. The superplasticizer dosage used was adjusted to produce concretes with almost the same slump of 120 ± 10 mm. The concrete was placed into the moulds and compacted on mechanical vibrator table. 100 mm cubes, Ø 150 mm × 300 mm cylinders and 100 × 100 × 500 prisms were used for casting test specimens. Concrete samples were covered with plastic sheets to prevent evaporation from the concrete surface. The samples were kept in the moulds for 24 h, then de-moulded and cured in water for 28 days.
The compressive strength (fcu) was tested for 100 mm cubes, the tensile strength (fsp) was determined from splitting tension tests of 150 mm × 300 mm cylinders and the rupture strength (fr) was calculated from tests on prisms of 100 mm × 100 mm size × 500 mm. The cubic specimens of 100 mm used in order to study the fire resistance of high performance/strength concretes contained different ratios of SF and HSC contained SF with inclusion of recycle rubber particles (0%, 3% and 5% fine rubber, 3% coarse rubber). To minimize the possibility of explosion, the specimens were left to dry at room temperature for one day, then oven dried at 105 °C until constant weight before exposure to higher temperature.
For performing the fire tests, an electric oven with a thermostat which can attain a maximum temperature of 1300 °C and a control switch, was used. The used furnace could achieve a high heating rate speed that is somewhat similar to actual fire conditions. The dimensions of the oven hole are of 520 mm × 520 mm × 300 mm, provided with insulator material and the outer body is stiff steel, to safeguard the user in the case of concrete specimen explosion. The exposure to higher temperature is continued for 2 h to 300, 400, 600 and 800 °C. Specimens are cooled to room temperature in the furnace to the next day and then taken out for compression testing. In each test the measured value represents the average of three specimens.
Results and discussion
Compressive strength with increasing temperature
Effect of silica fume replacement of cement weight
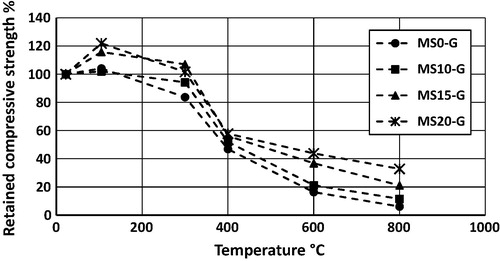
The compressive strength of concretes containing different ratios of silica fume (group І) after exposure to high temperature is given in . At temperature 105 °C the compressive strength increased in different rates according to the silica fume content (SF%). The compressive strength increased about 22% for concrete with 20% silica fume in comparison with the corresponding strength of the reference specimens at room temperature. After 300 °C exposure the specimens with 10% SF recorded similar strength of reference concrete (without SF) at room temperature whilst, with 15% and 20% the strength was more by about 24.4%, 32.7%, respectively. When the temperature was raised above 300 °C the strength dropped sharply with a reduction of 37% and 53% at 400 °C for concrete with 20% SF and the reference concrete (without SF), respectively, which may be due to crack formation. Beyond this stage, the reduction in the strength was gradual up to 800 thereby the retained strength increased especially with the increase of SF% in the concrete mix (). With the example of concrete containing 20% SF, the retained compressive strength after heating to 300, 400, 600 and 800 °C was 101.8%, 57.8%, 43.8% and 32.8%, respectively, compared to the unheated specimens, , whilst it was 83.7, 46.9, 16.3, and 6.1 for the heated reference concrete.
Fig. 4 Effect of silica fume % on compressive strength with increasing temperature.
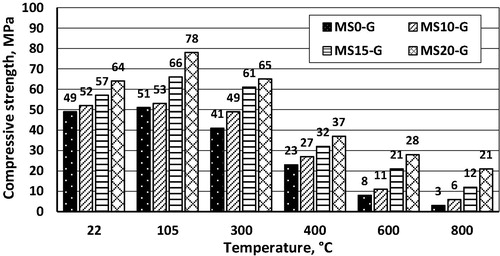
Fig. 5 Retained compressive strength % with increasing temperature (different SF %).
Effect of coarse aggregate type
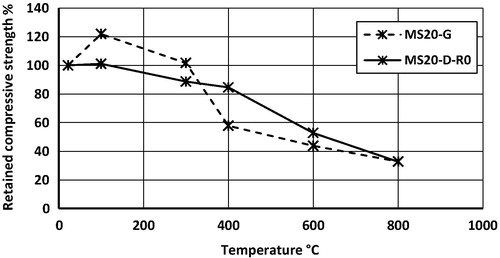
The effect of using coarse aggregate of dolomite instead of gravel on the compressive strength under different degrees of temperature is shown in and . It can be seen that the compressive strength is higher for concrete with dolomite than for concrete with gravel at different degrees of temperature. At normal temperature, using dolomite increased the compressive strength by about 19.8% and with increasing the temperature it recorded higher values in comparison with gravel. On the other hand, the concrete with gravel exhibited higher retention in the compressive strength up to 300 °C then the strength dropped sharply under higher temperature up to 800 °C producing lower retain in compressive strength, compared to concrete with dolomite where the reduction was gradual.
Fig. 6 Effect of coarse aggregate type on compressive strength with increasing temperature.
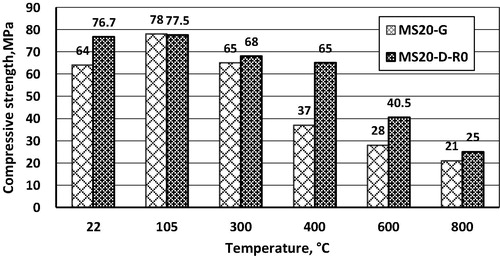
Fig. 7 Retained compressive strength % with increasing temperature (different aggregates).
Performance of recycled rubber-filled HSC
Effect on strength properties under normal temperature
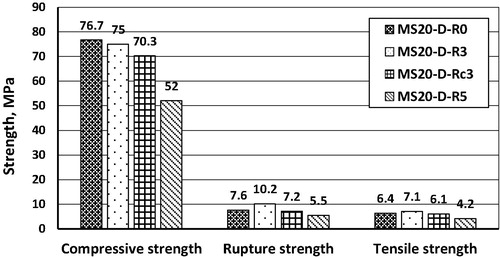
The compression test, splitting tensile test, and flexural test results are summarized in . It can be noted that the compressive strength decreases with the increase of the amount and size of rubber. The reduction is insignificant for small mass fraction of fine rubber (3%) which is about 2.2%, whilst it is about 8.3% and 28.3% for 3% coarse rubber and 5% fine rubber, respectively. The rubberized HSC concretes (RHSC) showed a reduction in both the tensile and flexural strength except concrete with 3% fine rubber recorded a distinct increase. The variation in strength for concretes with 3% fine rubber, 3% coarse rubber, and 5% fine rubber was +34.2%, −5.3%, −27.6% in rupture strength and +10.9%, −4.7%, −34.4% in the tensile strength, respectively, in comparison with HSC without rubber. Concretes containing rubber did not exhibit brittle failure under compression or splitting tension compared to HSC without rubber which showed brittle failure. This observation refers to its ability to absorb large amount of energy under these loads.
Fig. 8 Compressive, rupture and tensile strength of rubber-filled HSC at room temperature.
Effect on compressive strength properties under high temperature
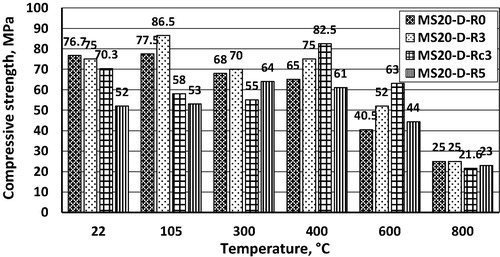
shows the effect of recycled rubber particles on the compressive strength of HSC with 20% SF when exposed to high temperature. It can be observed that, with increasing temperature all concretes (except concrete with coarse rubber particles) exhibited an increase in the compressive strength at the beginning and up to certain limit followed by a gradual reduction in different rates. The concrete including 3% of coarse rubber showed a continuous reduction of strength with a maximum of about 21.8% at 300 °C then a sudden increase at 400 °C followed by a continuous reduction up to 800 °C. The incorporation of 3% fine rubber particles into concrete improved the fire resistance, and the increase in compressive strength was about 15.4% and 28.4% at 400 °C and 600 °C, respectively, compared with control concrete without rubber (MS20-D-R0). On the other hand, for concrete with 3% coarse rubber (MS20-DRC3) the improvement started only at 400 °C and up to 800 °C with about 12.9% and 40.7%, respectively, compared to control concrete. Inclusion of 5% fine rubber into HSC reduced markedly the compressive strength with increasing temperature especially up to 300 °C.
Fig. 9 Effect of rubber content % on compressive strength with increasing temperature.
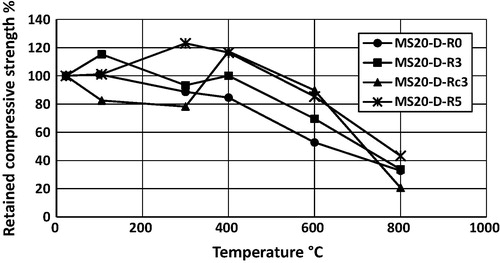
The retained compressive strength after heating the specimens to temperature of 105–800 °C compared to that of specimens unheated is illustrated in for all concretes in group П. By considering the rubberized concretes, the retained compressive strength was higher compared to the control concrete of HSC without rubber, in exception of the concrete that contained coarse rubber up to 300 °C which showed lower values in this stage. This improvement in retained strength may be due to the escape of water vapour of the concrete matrix through channels produced after the rubber particles get burned, which causes higher pore pressure and creates cracks.
Fig. 10 Retained compressive strength % with increasing temperature (different rubber %).
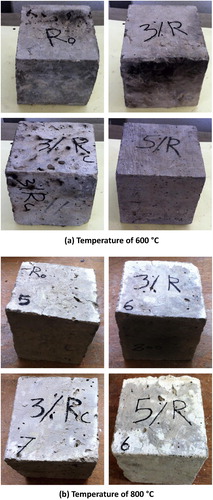
For concrete exposed to 300 °C the specimens’ colour does not change while when the specimens exposed to 400, 600, and 800 °C the colours of yellowish, reddish with black areas and light grey with off white portions were produced, respectively. The specimens of group П after exposing to 600, and 800 °C are shown in , and the colour change and the burning of coarse rubber particles are clear. Visible cracks were at 800 °C, and the specimen without and with 5% rubber showed many cracks on the surface.
Fig. 11 Specimens with different % of rubber after heating to 600, 800 °C.
Weight loss at high temperature degrees
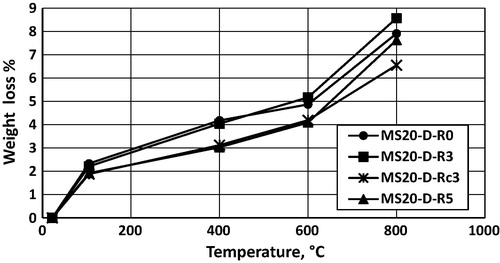
The weight loss increased with increasing temperature of rubberized filled HSCs as illustrated in . The significant weight loss was started at 400 °C and continued to 800 °C. The concrete with 3% fine rubber was similar to the control concrete in weight loss, whilst the concretes with 3% coarse and 5% fine rubber exhibited smaller weight loss values in comparison with control concrete. The maximum weight loss was about 7.9% and 8.6% for concrete without rubber and concrete with 3% fine rubber, respectively, at 800 °C.
Fig. 12 Effect of rubber % on weight loss % of concrete with increasing temperature.
Conclusions
Based on the current experimental investigation the following conclusions can be drawn:
| 1. | The incorporation of SF with 10%, 15%, and 20% in concrete (as a replacement of cement weight) significantly improved the compressive strength even under high temperature up to 800 °C. The strength reduction starts from elevating temperature 300°C to 800 °C with sharp drop in the range from 300 to 400 which may be due to internal cracks formation as a result of volume expansion of concrete matrix. The retained strength at 400 °C was ∼55% in average for SF concretes and more by about 8% than the concrete without SF. | ||||
| 2. | After heating inside the furnace to 105, 300, 400, 600, and 800 °C, the compressive strength of the specimens with 20% SF (HSC, fcu = 64 MPa) was retained at 121.9%, 101.8%, 57.8%, 43.4%, and 32.8%, respectively, whilst, the specimens without SF (NSC, fcu = 49 MPa) retained the strength at 101.1%, 83.7%, 46.9%, 16.3%, and 6.1%, respectively. | ||||
| 3. | The usage of dolomite as a coarse aggregate instead of gravel in HSC improved the compressive strength by 19.9, 0, 32.3, 78.7, and 19% at 22, 105, 300, 400, 600, and 800 °C compared with concrete with gravel. The loss of compressive strength for concrete with dolomite was gradual with increasing temperature. | ||||
| 4. | Rubber-filled HSC showed a reduction of the compressive strength with the increase in the amount and size of rubber. The reduction is insignificant with 3% (mass fraction) fine rubber, on contrary the rupture and tensile strength increased by about 34% and 11%, respectively, at room temperature, whilst for 3% coarse rubber and 5% fine rubber all the strengths reduced by 8%, 32%, and 5.3%, 27.6%, and 4.7%, 34% in compressive, rupture, and tensile strength, respectively. | ||||
| 5. | The inclusion of recycled rubber particles into HSC with 3% fine rubber improved the compressive strength with increasing the temperature; however, with 3% coarse rubber the improvement started after exposing to 300 °C, whilst with 5% fine rubber the compressive strength was lower in comparison with HSC without rubber at all degrees of temperature. On the other hand, the retained compressive strength of rubberized concretes with increasing temperature to those specimens without heating was higher compared to the control concrete, except the concrete with 3% coarse rubber where it was lower up to 300 °C. | ||||
Conflict of interest
No conflict.
Acknowledgment
The author gratefully acknowledges the support provided by the Department of Civil Engineering, Structural engineering, at El-Mansoura University in particular, as well as the concrete and material laboratories to carry out this work. Moreover, the author would like to thanks the prof. Dr. Salah El-Metwally for his assistance in proof reading the paper.
Notes
Peer review under responsibility of Housing and Building National Research Center.
References
- A.ShayanA.XuValue-added utilization of waste glass in concreteCem. Concr. Res.34120048189
- M.A.El-SayedT.M.El-SamniEffect of elevated temperature on the properties of concrete incorporating rice straw ash (RSA)Fifth Alexandria International Conference on Structural and Geotechnical Engineering1200391101
- M.BataynehI.MarieI.AsiUse of selected waste materials in concrete mixesWaste Manage. J.2712200618701876
- O.Y.MarzoukR.M.DheillyM.QueneudecValorization of post-consumer waste plastic in cementitious concrete compositesWaste Manage.272007310318
- D.M.SadekW.S.EL-SayedA.M.HeniegalA.S.MohamedUtilization of solid wastes in cement bricks for an environmental beneficialAnn. Faculty Eng. Hunedoara – Int. J. Eng.1132013187194
- K.H.ChungY.K.HongIntroductory behaviour of rubber concreteJ. Appl. Polym. Sci.7219983540
- R.SiddiqueT.R.NaikProperties of concrete containing scrap-tire rubber – an overviewWaste Manage.242004563569
- L.B.TopcuA.DemirDurability of rubberized mortar and concreteJ. Mater. Civ. Eng.1922007173178
- F.PelisserN.ZavariseT.A.LongoA.M.BernardinConcrete made with recycled tire rubber: effect of alkaline activation and silica fume additionJ. Clean. Prod.201017
- E.GanjianM.KhoramiA.A.MaghsoudiScrap tyre-rubber replacement for aggregate and filler in concreteConstr. Build. Mater.23200918281836
- M.K.BataynehIqbalMarieI.AsiPromoting the use of rubber concrete in developing countriesWaste Manage.28200821712176
- N.SegreI.JoekesUse of tyre rubber particles as addition to cement pasteCem. Concr. Res.30200014211425
- F.Hernández-OlivaresG.BarluengaB.Parga-LandaM.BollatiB.WitoszekFatigue behaviour of recycled tyre rubber-filled concrete and its implications in the design of rigid pavementsConstr. Build. Mater.2110200719181927
- M.EstevezUse of coupling agents to stabilize asphalt-rubber-gravel composite to improve its mechanical propertiesJ. Clean. Prod.1715200913591362
- B.MilanezT.BührsExtended producer responsibility in Brazil: the case of tyre wasteJ. Clean. Prod.1762009608615
- P.KalifaF.ManneteauD.QuenardSpalling and pore pressure in HPC at high temperaturesCem. Concr. Res.30200019151927
- F.A.AliD.O’ConnorA.Abu-TairExplosive spalling of high-strength concretes in fireMag. Concr. Res.5332000197204
- D.P.BenzFibers, percolation and spalling of HPCACI Mater. J.9732000351359
- P.KalifaG.CheneC.GalleHigh- temperature behaviour of HSC with polypropylene fibers, from spalling to microstructureCem. Concr. Res.31200114871499
- D.CreeM.GreenA.NoumoweResidual strength of concrete containing recycled materials after exposure to fire: a reviewConstr. Build. Mater.452013208223