
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
This study evaluated the effect of different pulping processes and SiC particles on physical and mechanical properties of pulp plastic composites (PPCs). Polypropylene (PP), SODA and NSSC pulp fibers (max. 40 and 50 wt.%), silicon carbide particles (0, 5, 10, 15 wt.%), and 5 wt.% maleic anhydride polypropylene (MAPP) as coupling agent were used to produce pulp plastic composites (PPCs) by injection molding. The physical and mechanical properties of samples were characterized according to ASTM standards. SODA pulp composites illustrated higher values in all properties except contact angle and showed approximately same abrasion resistance compared to NSSC pulp composites. The addition of SiC particles improved the negative effect of pulp fibers in water absorption, and increased both contact angle and abrasion resistance of PPCs. By contrast, tensile, flexural, and impact properties of pulp plastic composites decreased by increasing SiC particles. In general, 50 wt.% SODA/SiC composite containing 10 wt.% SiC particles showed the highest efficiency among composites.
Keywords:
1 Introduction
Wood plastic composites (WPCs) are a relatively new class of materials and one of the fastest growing sectors in the wood industry. WPCs have experienced significant market expansion in recent years as a replacement for solid wood, mainly in outdoor applications such as railings, decking, landscaping timbers, fencing, playground equipment, windows and door frames, etc. [Citation1]. Increasing wood costs and competition of wood resources led to develop natural fiber sources as alternative, cheap, and environmentally friendly materials for plastic composites [Citation2]. The utilization of lignocellulosic material, such as wood or non-wood as a reinforcing component in polymer composites (thermoplastic or thermoset), has received considerable attention particularly for price-driven/high-volume application [Citation3–Citation8]. Lignocellulosic materials have noticeable advantages, such as: (1) low density, (2) low cost, (3) non-abrasive nature, (4) safe fiber handling, (5) high possible filling levels, (6) low energy consumption, (7) high specific properties, (8) biodegradability, (9) a wide variety of fiber types, (10) recyclability, and (11) generation of a rural/agricultural based economy [Citation9,Citation10]. As can be seen by the recent trends, lignocellulosic materials have been the subject of intensive studies in producing fiber-reinforced plastic [Citation1–Citation8,Citation11–Citation16].
In general, the low compatibility of natural fibers with the hydrophobic polymeric matrices persists as their major disadvantage. Many treatments have reported for improving the fiber/matrix compatibility in natural fiber composites. For example, mercerization [Citation17], heat treatment [Citation18], sizing [Citation19], refining [Citation20], corona discharges [Citation21], treatment with high-frequency ultrasounds [Citation22], vacuum ultraviolet-induced surface oxidation [Citation23,Citation24], graft copolymerization [Citation25], and treatment with silanes [Citation26].
One of the most popular treatments is alkaline treatment [Citation11–Citation16,Citation27]. Some pulping methods are categorized as alkaline processes such as SODA, SODA anthraquinone (SODA-AQ), and alkaline sulfite anthraquinone (AS-AQ). According to Bledzki and Gassan [Citation28], alkaline treatment of natural fiber would make the fibrils more capable to rearrange themselves along the tensile deformation. Mwaikambo and Ansell found that alkaline treatment produced natural fiber with rougher surface, which enhances the mechanical interlocking with polymer matrix. In addition, this treatment also produced natural fiber with higher crystallinity index, which results in stiff and strong fiber of interest in the preparation of fiber-reinforced plastic [Citation29]. Sreekala and Thomas reported that alkaline treatment had leached out the amorphous waxy cuticle layer of oil palm fibers [Citation30]. According to Pothan and Thomas [Citation31], natural fibers with higher crystallinity index and lower water absorption were obtained when the alkali concentration was increased.
Silicon carbide (SiC) is an excellent structural material for use at high temperatures because of its heat stability, superior strength at elevated temperature and low density. Silicon carbide has generated considerable interest in recent years as a potential material for many high temperature-engineering applications [Citation32–Citation34]. It can be used for the fabrication of automotive gas turbine, small automotive thermal reactor, roll bearing, advanced combustion chamber, etc. [Citation35,Citation36]. Most generic processes used for the fabrication of SiC components are hot pressing/hot isostatic pressing, reaction bonding/reaction forming, polymer pyrolysis and chemical vapor deposition. In the last two decades, making silicon carbide using natural materials has attained particular interest. It has been produced from various types of wood, wood powder, cotton fabric, etc. [Citation37–Citation39].
Ceramic composite materials (CCMs) reinforced with fibers have the clear advantage from the standpoint of being the type of material with the best possible service properties. The superior characteristics of reinforced CCMs are attributable to two main factors: firstly, the high level of the physic-mechanical characteristics achieved in modern fibrous reinforcing fillers; secondly, the realization of a CCM fracture mechanism that is considerably more complex than in the case of monolithic ceramics, particularly under impact loads [Citation40].
This study investigates the effect of silicon carbide (SiC) as filler and SODA and NSSC pulping processes as chemical treatments of natural fibers on physical and mechanical properties of pulp plastic composites (PPCs). SODA pulping is categorized as alkaline pulping processes, using mainly NaOH in the pulping liquor, and in the neutral sulphite semi-chemical (NSSC) pulping process, the pulping liquor is a sodium sulphite (Na2SO3) containing sodium bicarbonate (NaHCO3) or sodium hydroxide (NaOH) as a buffer to maintain the pH approximately neutral [Citation41].
2 Experimental procedure
2.1 Materials
Arak Petrochemical Co. (Iran) supplied injection-molding grade (V30S) polypropylene (PP), with melt flow index of 18 g/10 min and density of 0.92 g/cm3. The coupling agent, maleic anhydride polypropylene (MAPP), was obtained from Kimiajavid Chemical Products (Iran), with trade name PP-G 101, and maleic anhydride content 0.8–1.2%. Virgin NSSC pulp produced from mixed hardwoods (poplar, birch, beech, alder and hornbeam) was supplied from Mazandaran Wood and Paper Industries (MWPI), Iran. Bagasse fibers were treated by SODA process and fibers were ground into flour with particle size of 40 mesh. Micro-particles of SiC were used as filler and reinforcement for this study. The average particle size and density of the SiC particles were 150–200 μm and 3.22 g/cm3, respectively.
2.2 Sample preparation
Bagasse pulp operating conditions were 90 min operating time, 20% alkalinity and a liquid/solid ratio of 6 kg water per kg of raw material basis on dry weight. MWPI's NSSC and bagasse pulps were dried in an oven at 103 ± 2 °C for 24 h. Polymer to filler ratios for reinforced composites were 60:40 and 50:50 wt.%. Formulation of the composites and abbreviations used for the corresponded composites are given in . The raw materials were physically premixed based on the formulations, before extruder. The compositions were extruded by Collin twin screw extruder (L/D 16, Germany, 1990). The screw rotating speed was fixed at 60 rpm and the extrusion temperature profile was 160 °C and 170 °C for zones 1–2, and 3–4, respectively. The extruded strand was passed through a water bath; they were grounded to prepare the granules using a pilot scale grinder (WIESER, WGLS 200/200 model), and subsequently dried at 100 °C for 24 h to remove moisture. Experimental specimens were prepared by injection molding (Imen Machine, Iran) according to ASTM standard. The injection molding conditions were as follows: injection temperature 180 °C, clamp pressure 100 kg/m3, and cooling time 75 s. Finally, the specimens were conditioned at temperature of 23 ± 2 °C and relative humidity of 65%.
Table 1 Composition of the studied formulation.
2.3 Mechanical and physical testing
Injection-molded specimens were tested by the following ASTM standards: D638 for tensile properties, D790 for flexural properties, D256 for notched Izod impact strength, and C1027 for abrasion resistance. The flexural properties were measured in three-point bend test. Flexural and tensile tests were conducted using an Instron Universal Testing Machine (model 4486) at crosshead speed of 5 mm/min at room temperature. Impact test was performed with a digital impact test machine (SANTAM, SIT-20 D model) using conventional V notched specimens. A contact angle goniometer (PGX-Goniometer, Switzerland) determined the contact angles of distilled water droplets on sample surfaces after 180 s of exposure in a sessile drop method. Contact angles were measured at five different locations on each composite sample. Three replicates were tested for every property under each formulation.
Water absorption (WA) was tested according to ASTM D570. Before testing, the weight of each specimen was measured. Conditioned specimens of each type of composite were soaked in distilled water at room temperature for 24 h. For each measurement, specimens were removed from water, patted dry and then measured again. Each value obtained represented the average of three specimens. WA was calculated according to Eq. Equation(1)(1)
(1) .
(1)
(1) where Wf (g) and Wi (g) are the weight at given time and initial, respectively.
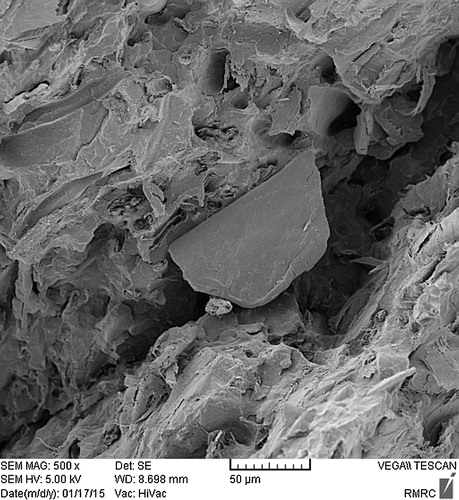
Further studies were done by scanning electron microscopy (SEM) (TESCAN – VEGA3 LM) operating at 5 kV. All samples were coated with a 5 nm layer of gold. Inspection of the fracture surface with SEM micrographs allowed a qualitative assessment of the adhesion degree between the matrix and the reinforcement.
Physical and mechanical properties of pure PP as a basic sample and comparison reference for pulp plastic composites are given in .
Table 2 Physical and mechanical properties of pure polypropylene (PP).
One-way variance of analysis was conducted using SPSS statistical software. The Duncan test, at the 99% confidence level, was used for comparing and grouping of the mean values.
3 Results and discussion
3.1 Tensile properties
The effect of two different pulps and SiC particles on the tensile strength and modulus of pulp plastic composites is presented in . Different pulps showed higher values of tensile strength and modulus of composites compared to pure PP. Generally, the tensile properties of composites are markedly improved by addition of fibers to polymer matrix since fibers have much higher strength and stiffness values than those of the matrices [Citation42–Citation45]. As lignin acts as a natural adhesive binding together micro-fibrils in the cell wall, hence, the dissolution of lignin as a result of NaOH treatment (SODA process) could have loosened the micro-fibrils and produced high aspect ratio fibers. This would lead to better dispersion and enhanced stress distribution in the matrix [Citation11]. According to Bledzki and Gassan [Citation28], natural fiber treated by NaOH will lead to a decrease in spiral angle and increase its molecular orientation. Hence, the stiffness of the natural fiber is expected to increase with increasing natural fiber molecular orientation degree.
Fig. 1 (a) Tensile strength and (b) tensile modulus as function of SODA and NSSC pulps and SiC content.
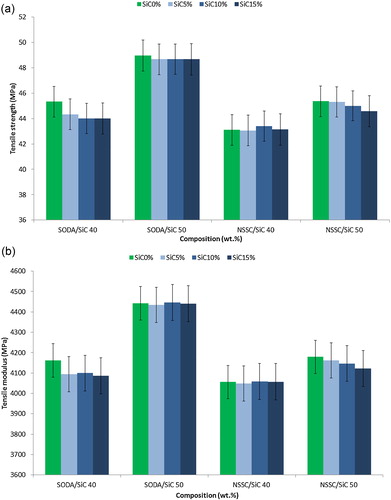
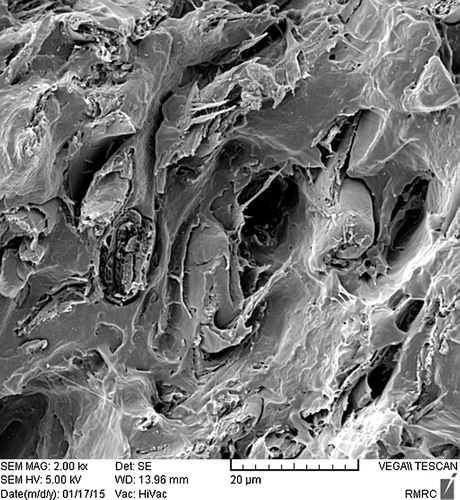
According to , the maximum values of tensile strength and modulus belong to 50 wt.% SODA pulp composite. Tensile strength values of 8.00 and 44.42% and tensile modulus of 6.73 and 108.12% were increased in comparison to 40 wt.% SODA pulp plastic composite and pure PP, respectively. It was expected because lignocellulosic material in general has its inherent stiffness, which is higher than the matrix. This inherent stiffness adds up with the stiffness of the matrix, resulting in higher modulus. Composites which are reinforced by 50 wt.% pulp fibers (both SODA and NSSC pulps) showed effective results between others. SODA pulp composites depicted higher tensile properties compared to NSSC pulp composites. The enhanced composite performance is due to optimized interfacial interaction between the matrix and fiber; this is due to the large surface area of the fibers, which facilitate stress transfer to the reinforcing phase and inherent stiffness of pulp fibers ().
Fig. 2 SEM micrograph of 50 wt.% SODA pulp plastic composite without SiC content.
As is obvious from , increasing SiC content led to no obvious effect on tensile strength and modulus of pulp plastic composites, and generally, tensile properties of composites were decreased. SODA pulp filled composite (50 wt.%) without any SiC content reached to maximum tensile strength (48.96 MPa) among all pulp plastic bio-composites (a). By contrast, 50 wt.% SODA/SiC filled composite containing 10 wt.% SiC exhibited the highest tensile modulus (4446 MPa) compared to other composites; this was merely 4 MPa higher than 50 wt.% SODA pulp filled without SiC particles (4442 MPa) (b).
3.2 Flexural properties
presents results of the flexural strength and modulus of pulp plastic composites. According to , composites with higher level of pulps (both SODA and NSSC) depicted superior flexural properties. Reinforced composite by 50 wt.% SODA pulp and without silicon carbide content showed the highest flexural strength and modulus between all pulp plastic composites, whereas pure PP exhibit the highest flexural strength (82.50 MPa).
Fig. 3 (a) Flexural strength and (b) flexural modulus as function of SODA and NSSC pulps and SiC content.
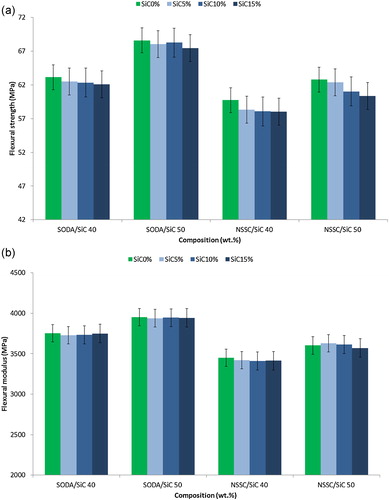
As shown in a, 50 wt.% SODA and NSSC pulps increased the flexural strength values up to 8.66 and 5.07% compared to 40 wt.% pulp composites, respectively. According to , maximum flexural modulus belongs to 50 wt.% pulp composite by 5.34 and 163.51% improvement compared to 40 wt.% SODA pulp composite and pure PP, respectively. Different contents of SiC showed negative effect on flexural properties of pulp plastic composites; this fact was traced back to inhomogeneity and micro-gaps in the matrix ().
Fig. 4 SEM micrograph of inhomogeneity in 50 wt.% SODA/SiC composite.
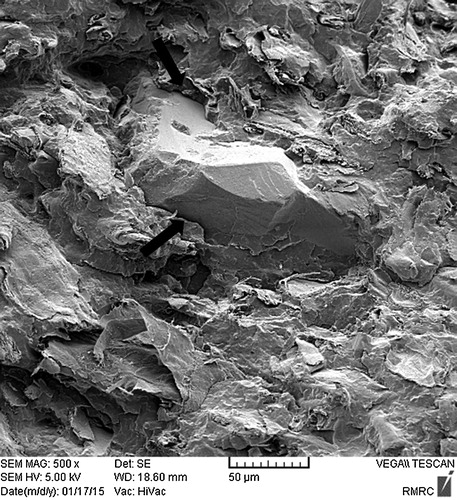
The flexural strength of pulp fiber-reinforced composites depends on properties of constituents and interface interaction. However, when considering the flexural properties, homogeneity of the overall composite needs to be taken into account [Citation46]. The agglomeration may then produce inhomogeneity in the matrix, which subsequently creates stress concentration points in the composite. On the other hand, inhomogeneity may occur by addition of microsize materials or particles such as silicon carbide ().
Fig. 5 SEM micrograph of 50 wt.% SODA/SiC pulp plastic composite containing 15 wt.% SiC particles.
3.3 Izod impact strength
illustrates the notched Izod impact strength of the composites that are made by pulps and SiC particles. As it can be seen in , the addition of all types of pulps increased the impact strength of PP matrix and SODA pulp offered superior impact property compared to NSSC pulp composite. Higher content of pulp fibers (50 wt.%) showed more positive performance in bio-composites. This positive effect maybe ascribed to the increasing fiber content and good compatibility between the fibers and polymer matrix. Chemical pulping processes result in more delignification and solubilization of lignin; therefore, the more sound and single fibers with better strength could be achieved via chemical pulping. Chemical treatment of fiber improved adhesion between fiber surface and polymer matrix by modifying fiber surface, increasing fiber strength and their mechanical properties [Citation47].
Fig. 6 Comparison of Izod impact strength of the composites as function of SODA and NSSC pulps and SiC content.
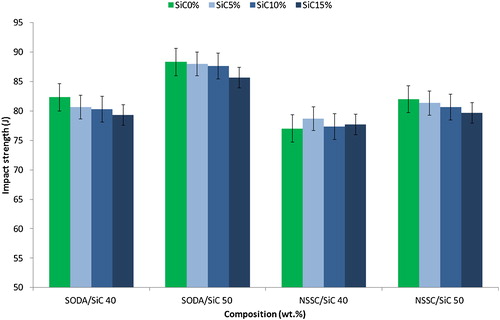
Regarding , increasing SiC content led to a decreasing trend in Izod impact strength of pulp plastic composites (PPCs) except of 40 wt.% NSSC/SiC-reinforced composites with different levels of SiC particles. 50 wt.% SODA pulp composite without any content of SiC reached to maximum value of impact strength (88.33 J) among all pulp plastic composites. However, addition of SiC particles led to fluctuation of impact strength values in 40 wt.% NSSC/SiC composites. The different trends reflect the different interactions among the components of four composites. A possible reason is the chemical composition of fibers (bagasse and some hardwoods) and their chemical treatments by different pulping processes (SODA and NSSC).
3.4 Water absorption
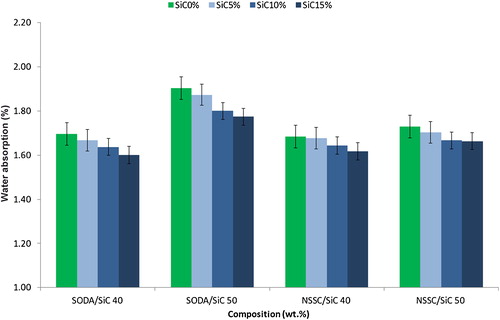
shows the water absorption (WA) of pulp fiber-reinforced composites as function of pulps and silicon carbide contents when the composites were immersed in water for 24 h. Water absorption is one of the key parameters in quality assessment of fiber-reinforced composites (FRCs). Because of hydroxyl groups, cellulosic fibers are hydrophilic in nature, and therefore, they can absorb water, which leads to weight increases. In this respect, chemical composition of natural fillers plays an important role in water absorption properties of FRCs [Citation48]. Thus, composites with higher pulp fiber content showed maximum water absorption (). The weight gain after 24 h water immersion was 1.69% for 40 wt.% SODA pulp composite, 1.90% for 50 wt.% SODA pulp composite, 1.68% for 40 wt.% NSSC pulp composite, and 1.73% for 50 wt.% NSSC pulp composite. Increasing SiC content from 0 to 15 wt.% decreased fiber ratio; subsequently, water absorption of all pulp composites decreased. 15 wt.% SiC led to 11.76% decrease of water absorption in 50 wt.% SODA/SiC composite ().
Fig. 7 Comparison of water absorption (WA) of the composites as function of SODA and NSSC pulps and SiC content.
3.5 Contact angle
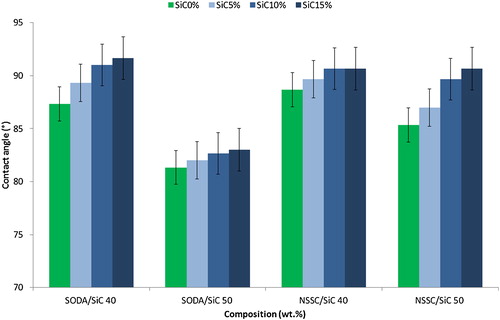
shows the contact angle results as function of two pulping processes and different levels of SiC particles. Contact angle was measured after placement of a drop of liquid on the composite surface to determine relative wettability. With increasing pulp fiber content, the contact angle of composites was decreased and results showed that maximum (88.66°) and minimum (81.33°) values of contact angle belong to 40 wt.% NSSC and 50 wt.% SODA pulp plastic composite, respectively. This is noticeable that pure PP showed maximum contact angle (91.75°) and 40 wt.% SODA/SiC composite containing 15 wt.% SiC particles showed close contact angle value (91.66°) to pure PP. However, among fiber-reinforced composites, contact angle values of pulp plastic composites increased after addition of silicon carbide particles.
Fig. 8 Comparison of contact angle of the composites as function of SODA and NSSC pulps and SiC content.
3.6 Abrasion resistance
shows the effect of different pulps and SiC content on abrasion resistance of pulp plastic composites. Wear or abrasion resistance is an important property of composite materials especially for applications such as decking, flooring, and indoor and outdoor uses. indicates that addition of pulps enhanced the abrasion resistance of the bio-composites compared to pure PP (587). With increasing pulp fibers from 40 to 50 wt.%, abrasion resistance increased 3.26 and 3.84% for SODA and NSSC pulp plastic composites, respectively. depicted that both pulps (SODA and NSSC) showed approximately same abrasion resistance values and merely higher content of natural fibers can increase abrasion resistance in composites. In the case of a PVC matrix, it was reported that the addition of wood particles enhanced the wear resistance of the composite [Citation49].
Fig. 9 Comparison of abrasion resistance of the composites as function of SODA and NSSC pulps and SiC content.
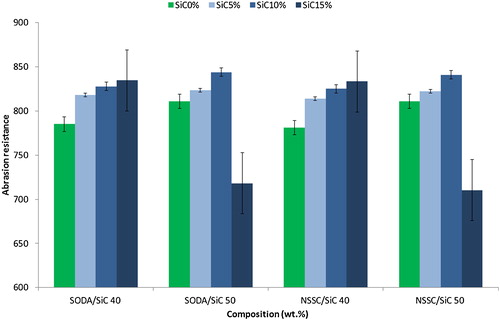
As is obvious from , increasing SiC content led to a general improvement in abrasion resistance except of 50 wt.% SODA/SiC and NSSC/SiC containing 15 wt.% SiC particles. Alok Kumar [Citation50] investigated erosion characteristics of the epoxy resin-reinforced jute fiber with silicon carbide (SiC) particle filled composites, which have been successfully analyzed using Taguchi experimental design. The presence of particular fillers (SiC) in these composites improves their erosion wear resistance, and this improvement depends on the weight content of the filler.
4 Conclusions
This study evaluated physical and mechanical properties of pulp plastic composites (PPCs) as function of bagasse SODA pulp, mixed hardwoods NSSC pulp, and different levels of silicon carbide (SiC) particles. Addition of pulp fibers and SiC particles showed noticeable effects on physical and mechanical properties of the PPCs. As for the effect of pulp loading on tensile strength of composites, it can be seen that the tensile strength increases as pulp loading is increased. The addition of 50% pulp fibers (both SODA and NSSC) increased tensile properties, flexural modulus and decreased flexural strength compared to pure PP. Izod impact strength of composites increased with addition of pulp fibers and decreased with increasing SiC content. Bio-composites absorbed water to certain extent which is quite marginal and that can be attributed to content of lignocellulosic material present in the composites. The water uptake of bio-composites increased with increasing pulp fiber loading. However, composites containing 40 wt.% SODA and NSSC pulps exhibited same values of water absorption, whereas 50 wt.% SODA pulp composite showed the highest WA compared to 50 wt.% NSSC and other pulp plastic composites. Contact angle of pure PP experienced decreasing and increasing trend with addition of pulp fibers and SiC particles, respectively. The abrasion resistance of pure PP was obviously improved by pulp fibers, and it was further enhanced by silicon carbide. Addition of SiC particles to composites showed both positive and negative effects on pulp plastic composites. Generally, with increasing SiC content, tensile properties, flexural properties, impact strength, and water absorption decreased, whereas contact angle and abrasion resistance increased. The 50 wt.% SODA/SiC filled composite containing 10 wt.% SiC particles showed maximum tensile modulus, abrasion resistance and acceptable results in rest of the physical and mechanical properties of pulp plastic composites (PPCs).
Acknowledgments
The authors gratefully acknowledge Mazandaran Wood and Paper Industries (MWPI), Iran for raw materials which are used in this study. Further acknowledgment goes to Iran Polymer and Petrochemical Institute (IPPI) for the laboratory equipment used in the PPC panel manufacture. This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.
Notes
Peer review under responsibility of The Ceramic Society of Japan and the Korean Ceramic Society.
References
- S.B.HosseiniJ. Indian Acad. Wood Sci.1020132225
- S.B.HosseiniS.HedjaziL.JamaliradA.SukhtesaraieJ. Indian Acad. Wood Sci.112014116121
- J.M.FelixP.GatenholmJ. Appl. Polym. Sci.421991609620
- K.JosephS.ThomasC.PavithranPolymer37199651395149
- A.K.BledzkiS.ReihmaneJ.GassanJ. Appl. Polym. Sci.59199613291336
- J.GassanA.K.BledzkiComposites Part A28199710011005
- H.D.RozmanG.S.TayR.N.KumarA.AbubakarH.IsmailZ.A.M.IshakPolym-Plast. Technol. Eng.3819999971011
- H.D.RozmanG.S.TayR.N.KumarA.AbusamahH.IsmailZ.A.M.IshakEur. Polym. J.37200112831291
- P.MaplestonMod. Plast. Int.2719973940
- D.SchellerFraunhofer Institut Producktions technologie1996
- H.D.RozmanB.K.KonA.AbusamahR.N.KumarZ.A.M.IshakAppl. Polym. Sci.69199819932004
- A.Valadez-GonzalezJ.M.Cervantes-UcR.OlayoP.J.Herrera FrancoAppl. Sci. Manuf.301999309320
- N.E.MarcovichM.M.ReboredoM.I.ArangurenJ. Appl. Polym. Sci.70199821212131
- J.GassanComposites A332002369374
- N.E.MarcovichM.I.ArangurenM.M.ReboredoPolymer422001815825
- N.E.MarcovichM.M.ReboredoM.I.ArangurenThermochim. Acta37220014557
- A.VazquezV.A.DominguezJ.M.J.KennyJ. Thermoplast. Compos. Mater.121999477497
- S.SapiehaJ.F.PupoH.P.SchreiberJ. Appl. Polym. Sci.371989233240
- P.MutjéJ.GironèsA.LopezM.F.LlopF.VilasecaJ. Reinf. Plast. Compos.252006313327
- A.N.NakagaitoH.YanoAppl. Phys. A: Mater. Sci. Process.782004547552
- M.N.BelgacemP.BatailleS.SapiehaJ. Appl. Polym. Sci.531994379385
- J.B.GadheR.B.GuptaT.ElderCellulose132006922
- A.HollanderJ.E.Klemberg-SapiehaM.R.WertheimerMacromolecules27199428932895
- K.KatoV.N.VasiletsM.N.FursaM.MeguroY.IkadaK.NakamaeJ. Polym. Sci. Part A: Polym. Chem.371999357361
- M.I.H.MondalF.I.FarouquiF.M.E.KabirCellul. Chem. Technol.362002471482
- J.GironèsJ.A.MendezS.BoufiF.VilasecaP.MutjéJ. Appl. Polym. Sci.103200737063717
- J.GassanA.K.BledzkiCompos. Sci. Technol.59199913031309
- A.K.BledzkiJ.GassanProg. Polym. Sci.241999221274
- L.Y.MwaikamboM.P.AnsellJ. Appl. Polym. Sci.84200222222234
- M.S.SreekalaS.ThomasCompos. Sci. Technol.632003861869
- L.A.PothanS.ThomasJ. Appl. Polym. Sci.91200438563865
- H.SieberC.HoffmannA.KaindlP.GreilAdv. Eng. Mater.22000105109
- J.M.QianZ.H.JinJ. Eur. Ceram. Soc.26200613111316
- P.GreilE.VogliT.FeyA.BezoldN.PopovskaH.GerhardH.SieberJ. Eur. Ceram. Soc.22200226972707
- M.SinghJ.A.SalemJ. Eur. Ceram. Soc.22200227092717
- G.AmirthanA.UdayakumarV.V.Bhanu PrasadM.BalasubramanianCeram. Int.352009967973
- A.MunozM.J.FernandezM.SinghJ. Eur. Ceram. Soc.22200227272733
- E.VogliH.SieberP.GreilJ. Eur. Ceram. Soc.22200226632668
- L.J.GibsonM.F.AshbyCellular Solids: Structure and Properties1988Pergamon PressOxford
- A.P.GarshinV.I.KulikA.S.NilovRefract. Ind. Ceram.5320126270
- R.PöykiöK.ManskinenJ.OksanenH.NurmesniemiO.DahlChem. Pap.68201415461554
- R.MalkapuramV.KumarS.N.YuvrajJ. Reinf. Plast. Compos.28200811691189
- J.HolberyD.HoustonJOM5820068086
- M.G.SalemaneA.S.LuytJ. Appl. Polym. Sci.100200641734180
- M.E.MalunkaA.S.LuytH.KrumpJ. Appl. Polym. Sci.100200616071617
- P.W.BalasuriyaL.YeY.W.MaiComposites A322001619629
- X.LiL.G.TabilS.PanigrahiJ. Polym. Environ.1520072533
- J.G.GwonS.Y.LeeS.J.ChunG.H.DohJ.H.KimComposites Part A41201014911497
- S.JeamtrakullA.KositchaiyongT.MarkpinV.RosarpitakN.SombatsompopComposites B: Eng.43201227212729
- J.Alok KumarM.SisirS.AlokP.AmarJ. Compos. Mater.44201016231640