
Abstract
Engineering Changes (ECs) are a fact of life for companies in the Engineer-To-Order (ETO) production environment. Various Engineering Change Management (ECM) strategies, practices and tools exist, but no explicit distinction has been made regarding ECM in different production environments. Using a multiple case study method, this article investigates how ETO companies manage ECs and how ETO characteristics influence ECM. A generic ECM framework was developed and used to map ECM in the cases. The study showed that ETO companies use similar practices for handling ECs, while ECM tools are either not used by the companies or used to a very limited extent. It was found that the use of some ECM practices and tools is complicated by specific ETO company characteristics. However, no reasons were found for the lack of computer-based tools, change propagation and impact assessment tools, change reduction and front-loading tools, and design tools. This suggests, firstly, that there is vast room for improvement in ETO companies when it comes to ECM; and secondly, that the applicability of such tools should be further tested in the ETO environment. Based on the findings, some suggestions as to how ECM can be improved in ETO companies are given to practitioners.
List of abbreviations
| BOM | = | Bill of Material |
| CPM | = | Change Prediction Method |
| DfC | = | Design for Changeability |
| DFMA | = | Design for Manufacturing and Assembly |
| DSM | = | Design Structure Matrix |
| EC | = | Engineering Change |
| ECM | = | Engineering Change Management |
| ETO | = | Engineer-to-Order |
| FMEA | = | Failure Mode and Effect Analysis |
| PDM | = | Product Data Management |
| PLM | = | Product Lifecycle Management |
| QFD | = | Quality Function Deployment |
1. Introduction
Engineering Changes (ECs) are necessary for improving product design, adapting products to new requirements and enhancing product manufacturability (Wang and Che Citation2008; Reddi and Moon Citation2013). ECs can be understood as modifications to the structure, behaviour and function of a technical artefact that has already been released during the design process (Hamraz, Caldwell, and Clarkson Citation2013). Fundamentally there are two types of ECs: those coming from the product itself (e.g. mistakes and errors), and those initiated externally (e.g. customer requests), which are referred to as emergent and initiated ECs, respectively (Jarratt et al. Citation2011). A single change often causes a series of changes across the company, from design and engineering to procurement, production and post-production – often affecting the cost, scheduling and planning of the impacted product (Jarratt, Clarkson, and Eckert Citation2005). Riley, Diller, and Kerr (Citation2005) determined that the overhead costs of handling ECs in the construction industry amounted to 15% of a project’s budget. Fricke et al. (Citation2000) concluded that 30% of the daily work of engineers and managers in German companies is dedicated to EC handling. Han, Love, and Pena-Mora (Citation2013) discovered that ECs lead to schedule delays in construction projects despite construction managers’ efforts to deliver projects on time.
Implementation of Engineering Change Management (ECM) has been found to reduce the negative impacts of ECs (Jarratt, Clarkson, and Eckert Citation2005). In this study, ECM refers to the organisation, control and execution of ECs and covers the entire product lifecycle, from the selection of a concept to the wind-down of production and support (Hamraz, Caldwell, and Clarkson Citation2013). The goals of ECM are to reduce the number of ECs, to select ECs effectively when they occur, to implement ECs efficiently and to continuously learn from the implementation process (Fricke et al. Citation2000). To achieve these goals, a variety of ECM practices and tools have been developed. Several surveys and case studies have investigated the extent of use of ECM practices and tools in industry (Huang, Yee, and Mak Citation2003; Huang and Mak Citation1999; Eckert et al. Citation2009; Storbjerg, Brunoe, and Nielsen Citation2016; Tavčar, Demšar, and Duhovnik Citation2018). Eckert et al. (Citation2009) mentioned that future ECM is likely to differ along such contextual conditions as production volume, product customisation level, degree of uncertainty and inherent product complexity. However, available studies do not explicitly distinguish between the contextual conditions of different production environments that might influence the use of these strategies, practices and tools. Hence, the question of whether ECM practices and tools are equally applicable in all production environments is still unanswered. This paper seeks to address this question by investigating ECM research in the context of the Engineer-To-Order (ETO) production environment. The paper extends previous research conducted by the authors in this area (Iakymenko et al. Citation2018).
In the ETO production environment, a product is designed, engineered and produced after a customer order has been received (Olhager Citation2003; Gosling and Naim Citation2009). Customer orders in the ETO environment are usually coordinated on a project basis (Yang Citation2013; Hobday Citation2000). ETO products are one-off by their nature, but can range from those that are built on a base of existing sub-solutions to completely new designs (Johnsen and Hvam Citation2019; Willner et al. Citation2016; Wikner and Rudberg Citation2005; Gosling, Hewlett, and Naim Citation2017). Existing literature agrees that the level of uncertainty is higher in ETO comparing to the other production environments (Ghiyasinasab et al. Citation2020; Reid, Bamford, and Ismail Citation2019; Muntslag Citation1994; McGovern, Hicks, and Earl Citation1999). Specifically, product mix, volumes and specifications are dependent on customers and difficult to forecast (Muntslag Citation1994). Production processes are uncertain in terms of specifications and durations (McGovern, Hicks, and Earl Citation1999; Zennaro et al. Citation2019). Overlap of design, engineering, purchasing, and production processes, often used in the ETO environment to reduce the delivery time, leads to incomplete product data being exchanged between the actors (McGovern, Hicks, and Earl Citation1999; Semini et al. Citation2014; Zennaro et al. Citation2019). Unlike make-to-stock and mass production environments, where ECs are mainly managed before the start of production (changes are batched and implemented in the next production run, on-hand inventories are gradually phased out), ETO companies cannot postpone ECs to the next production run since the production is discontinuous (Gann and Salter Citation2000). This is further complicated by the fact that ECs are implemented in an uncertain environment – with missing and incomplete information exchanged between company functions and suppliers, and uncertain specifications of production processes and resources needed. This paper aims to unfold this topic further by studying if (and how) the specifics of the ETO production environment influence ECM by answering the following questions: (1) How do companies operating in the ETO production environment manage ECs, and what ECM strategies, practices and tools are they using? (2) How do the specific characteristics of the ETO production environment influence ECM?
The structure of the paper is as follows. In section 2, existing ECM literature is reviewed and combined into a framework of ECM strategies, practices and tools. Section 3 outlines the study’s research methodology. In section 4, the five cases are introduced. Section 5 analyses the cases to answer the research questions. Section 6 discusses findings and summarises them into practical recommendations for the ETO sector. Section 7 concludes the paper and provides suggestions for further research.
2. Theoretical framework for engineering change management
On a general level, ECM includes five strategies aimed to reduce the negative aspects and maximise the positive aspects of ECs. For each strategy, a range of practices and tools exist. This section outlines the ECM strategies, practices and tools described in the literature and structures them into a theoretical framework by linking each practice and tool to the corresponding ECM strategy.
2.1. ECM strategies
The most comprehensive list of ECM strategies was developed by Fricke et al. (Citation2000) and consists of five strategies: ‘less’, ‘earlier’, ‘effective’, ‘efficient’ and ‘better’. The ‘less’ strategy (S1) aims at reducing the number of ECs. The ‘earlier’ strategy (S2, also referred to as front-loading) aims at early detection and implementation of changes and is motivated by the fact that the later a change is implemented, the higher the cost of its implementation. The ‘effective’ strategy (S3) aims at accurate assessment of ECs to ensure that they are necessary and beneficial. Here, uneconomic and senseless changes should be filtered out. The ‘efficient’ strategy (S4) aims at the implementation of ECs by making the best use of resources. The ‘better’ strategy (S5) aims at reviewing and evaluating ECs after they have been implemented – assessing whether the initial impact estimation was correct, identifying mistakes made at each ECM stage, and preventing similar mistakes in the future.
2.2. ECM practices
The scientific literature recommends that companies have a clear process of organising EC activities (Jarratt et al. Citation2011; Wickel et al. Citation2015) and suggests steps that companies should follow when implementing ECs. These steps are (1) raise an EC request, (2) identify possible solutions to the EC request, (3) assess the impacts of possible solutions, (4) select and approve a solution, (5) implement the solution and (6) perform an EC post-implementation review. First, a request for the change must be made, and all necessary information about the change needs to be captured. Next, possible solutions to the change request must be identified, and the impact of each solution in terms of cost and time must be assessed. Based on this, the best solution can be chosen and approved.
Stevens and Wright (Citation1991) suggested using change categorisation (often monetary) to allow decision making about EC implementation at the lowest possible level in the organisation for the efficient use of human resources. When it comes to efficient EC implementation, two main strategies are suggested: implementation of ECs by urgency, and EC batching. For example, Barzizza, Caridi, and Cigolini (Citation2001) differentiated between ‘scrap’, ‘rework’ and ‘use as-is’ changes to suggest the appropriate timing for EC implementation in production. Nadia, Gregory, and Vince (Citation2006) suggested implementing ECs in batches rather than immediately after their occurrence. At the final step of the EC process, the implemented EC should be formally reviewed to assess whether the initial estimations were correct, and the knowledge gained during the EC implementation process should be gathered and centrally stored for analysis and use in future EC implementations. Furthermore, it is important to make information available not only after the EC is implemented but also during the EC assessment and implementation process. A major challenge in EC implementation is to ensure that only the current documentation is available to all functions and departments. Hence, it is important that information about ECs is properly documented, centrally stored and readily available to all concerned parties (Morris et al. Citation2016; Sivanathan, Ritchie, and Lim Citation2017).
The importance of integration between design, engineering and production, as well as integration with suppliers, has been highlighted in the literature (e.g. Dekkers, Chang, and Kreutzfeldt (Citation2013); Lau, Yam, and Tang (Citation2010)). It has been shown that successful integration helps to reduce, front-load and implement changes more effectively and efficiently (Lau, Yam, and Tang Citation2010; Swink, Talluri, and Pandejpong Citation2006; Rauniar et al. Citation2008; Rouibah and Caskey Citation2003). Among the ‘soft’ practices recommended here are the involvement of the production function early in the design and engineering processes for change reduction and front-loading (Huang and Mak Citation1999; Jarratt et al. Citation2011), the involvement of suppliers early in the EC process, employing a cross-enterprise EC process to communicate on EC issues for change front-loading and its effective and efficient implementation (Wasmer, Staub, and Vroom Citation2011; Rouibah and Caskey Citation2003; Morris et al. Citation2016; Tavčar, Demšar, and Duhovnik Citation2018), and the establishment of cross-functional teams to work on ECs. These teams should consist of representatives from different disciplines, such as design, engineering, production, purchasing, planning and sales. These teams should have a responsible coordinator of EC activities and separate meetings dedicated to working on ECs (Huang and Mak Citation1999; Sjögren et al. Citation2018).
2.3. ECM tools
In addition to the ECM practices described above, a range of ‘hard’ tools exist to support ECM. These tools can be divided into four groups: computer-based support tools, change reduction and front-loading tools, design tools, and change propagation and impact assessment tools.
Computer-based tools to support ECM range from dedicated ECM systems developed by academia or industry (Chen et al. Citation2015; Sivanathan, Ritchie, and Lim Citation2017) to large, commercially available configuration management systems (Whyte, Stasis, and Lindkvist Citation2016), as well as Product Data Management (PDM) and Product Lifecycle Management (PLM) systems (Wu et al. Citation2014; Do Citation2015). Such systems are used to track and document changes throughout the product lifecycle, support EC-related documentation flow, capture and reuse knowledge on ECs, support inter- and intra-company communication and collaboration on ECs, and virtually test products under occurring changes.
Tools such as Quality Function Deployment (QFD) and Failure Mode and Effect Analysis (FMEA) are used by companies for EC reduction and front-loading (Huang and Mak Citation1999). Eckert et al. (Citation2009) argued that many changes occur not because of new customer requirements but rather because the company did not understand their requirements in the first place. To avoid these kinds of changes, QFD can be used, as it helps translate customers’ wants and needs into engineering characteristics of the product. FMEA is a method that identifies, prioritises and reduces potential problems in the given product (Braaksma, Klingenberg, and Veldman Citation2013). If carried out early in the design process, FMEA reduces the number of internal ECs occurring due to errors (Eckert et al. Citation2009).
Different product design tools can be used to reduce the number of ECs, front-load them and reduce their propagation. These include Design for Manufacturing and Assembly (DfMA), Design for Changeability (DfC) and design freeze. Often, after design drawings are passed to the production and assembly engineers, design problems are encountered, thereby requiring changes to be made. DfMA prevents the occurrence of such emergent changes at late stages of the product lifecycle (Huang and Mak Citation1999; Jarratt et al. Citation2011). DfMA was created as an approach aimed at designing products for easy and economical manufacturing and assembly (Battaïa et al. Citation2018; Xie et al. Citation2003; Das and Kanchanapiboon Citation2011). There are many approaches to DfMA, with one common feature being the integration of manufacturing and assembly requirements early in the design process (Xie et al. Citation2003; Das and Kanchanapiboon Citation2011; Boothroyd Citation1994).
DfC is aimed towards designing systems and products such that future configuration changes can be easily and rapidly implemented or avoided altogether (Ross, Rhodes, and Hastings Citation2008). According to Fricke and Schulz (Citation2005), changeability can be reached through the three basic principles of simplicity, independence and modularity. Modular design, in which modules are interconnected through a set of standard interfaces or rules, is probably the most widespread approach (Ethiraj and Levinthal Citation2004; Baldwin and Clark Citation1997; Wu et al. Citation2016). As long as designers obey these rules and do not change interfaces, they have substantial freedom to try out different designs inside the module (Baldwin and Clark Citation1997). This means that modules can evolve autonomously, without altering the whole system, making systems more robust to change propagations (Sanchez Citation1999; Jarratt et al. Citation2011). Another important approach enabling changeability is platform design (Fricke and Schulz Citation2005). A product platform is defined as a set of constant parameters, features and components, from which a stream of derivative product variants can be efficiently produced and developed (Galizia et al. Citation2020; Simpson, Maier, and Mistree Citation2001). Platform is engineered or produced to stock, and differentiated features and parts are added when the order is known (Galizia et al. Citation2020), which reduces the number of ECs initiated by customers.
Finally, design freeze can be used to limit the number of changes that occur (Eger, Eckert, and Clarkson Citation2005; Dieter Citation2000). Design freeze is a point in the design activity when a formal stop is placed on the evolution of the design. After that, the design is handed over to production, and the product can be built with no further changes. In addition, some parts and systems can be frozen before the overall design freeze. This is done, for example, when purchased items with long lead times require the definition of dependencies between parameters (Eger, Eckert, and Clarkson Citation2005).
Change propagation and impact assessment tools are intended to identify dependencies in a system in order to assess the impact of change propagation. Several tools have been proposed in this area, most of which include a model (matrix, network, graph) to represent dependencies between components of a product, as well as a technique to predict or analyse the impact of a change propagation. The most established method is the Change Prediction Method (CPM) proposed by Clarkson, Simons, and Eckert (Citation2004). The CPM is used to break up a product into subsystems in order to create a Design Structure Matrix (DSM). Further, experts estimate a change propagation between subsystems and assess both its likelihood and impact. Researchers have developed this approach further, attempting to address its limitations by adding functional linkages between components (Hamraz et al. Citation2015), adding cost-based analysis for different solutions (da Cunha Barbosa and de Souza Citation2017), and automating the subjective estimations of experts (Zheng, Chen, and Shang Citation2019).
Table summarises the described practices and tools and links each of them to the corresponding ECM strategies.
Table 1. Theoretical framework for ECM.
3. Research methodology
Since the aim of this study was to obtain an in-depth understanding of ECM strategies, practices and tools in the ETO context and to answer ‘how’ questions using contextual data collected from directly involved actors, a case study approach was chosen (Yin Citation2014; Barratt, Choi, and Li Citation2011; Eisenhardt Citation1989). In order to create a more robust theory, strengthen external validity and protect against observer bias, multiple case studies in ETO companies were conducted (Eisenhardt Citation1989; Yin Citation2014). A total of five case studies were chosen to balance between the depth of the study (greater for fewer cases) and the generalisability of the results (better for a larger number of cases) (Voss, Tsikriktsis, and Frohlich Citation2002). Generally, between four to ten cases work well, according to Eisenhardt (Citation1989).
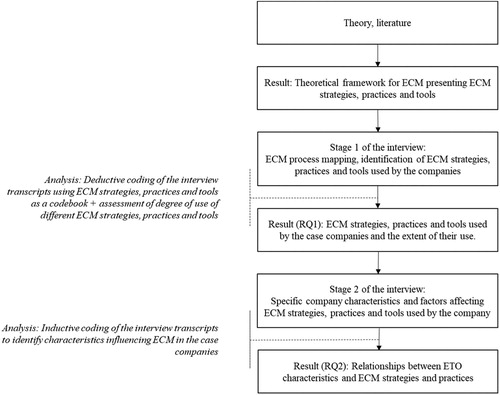
Prior to conducting the case studies, a literature review was carried out. The aim of the literature review was to identify ECM strategies, practices and tools mentioned in the literature. These were used as a guide both when creating the case study protocol and interview guide and when analysing the results by assessing the degree of use of the different ECM strategies, practices and tools.
The research process is presented in a flowchart in Figure and is further described in sections 3.2 and 3.3.
Figure 1. Research process.
3.1. Unit of analysis and case selection
The unit of analysis in this study was a single company operating in the ETO production environment. The selection of cases was guided by theoretical interests rather than statistical sampling logic (Eisenhardt Citation1989). In particular, literal replication logic was used to select cases that would potentially yield similar results (Yin Citation2014). Production companies operating in the ETO production environment were targeted. The companies were sampled using the following criteria: First, the company must produce customised products, meaning that design and engineering activities are performed for each new customer order. Second, the company must be vertically integrated, performing design, engineering, procurement and production processes in-house. The inclusion of vertically integrated companies allowed the researchers to study all ECM strategies, practices and tools without the involvement of supply chain partners in the research. Third, the company must allow for changes to the product after the design and engineering drawings have been released to production. This allowed for the inclusion of late disruptive ECs requiring the implementation of various ECM practices and tools, as opposed to early ECs, often called design iterations, for which a limited number of ECM practices and tools is necessary. The selected case companies were known to the authors from previous research collaboration.
3.2. Data collection
The primary source for empirical data collection were interviews. During the interviews, participants were asked to describe the ECM processes in their companies, the procedures that each EC undergoes, the departments and responsible people involved in the change-handling process, and any practices, tools or IT systems used to support the management of ECs. Questions regarding specific practices and tools were not asked at this stage to avoid yes-saying behaviours (Bryman and Bell Citation2003). Such questions at this stage would also have restricted the exploratory research to only those practices and tools identified in the literature review. Next, the interview participants were asked to identify what factors and specific characteristics of their companies they thought influenced the implementation and use of existing ECM practices and tools. The researchers sought to avoid leading questions at this stage of the interviews in order to potentially discover new insights about the management of ECs in the case companies. At the last stage of the interviews, the participants were presented with the ECM practices and tools available in the literature but not used in their companies and asked whether they believed that these practices and tools could be valuable for managing ECs in their companies – and if not, why. Answers to the final part of the interviews were limited since the participants were reluctant to make definitive statements about practices and tools they had never used.
The companies’ internal documents supporting ECM processes were collected during the interviews – descriptions of the change management procedures extracted from the companies’ quality systems, examples of change order forms and change evaluation spreadsheets from past projects.
The procedure for identifying and obtaining interview participants was as follows. The contact person, typically the managing director or a senior project manager, was approached first for assistance in identifying key informants. Project managers are typically responsible for EC implementation, as they have the most comprehensive view of the process and are able to reflect on dependencies between the company’s environment and ECM. When needed, project managers direct the researchers to engineers, planners and purchasers for additional information. In Company D, the technical manager was responsible for EC implementation due to a recent company downsizing. Table outlines details of the interviews and the data sources for each case company.
Table 2. Sources of data.
The first author carried out all the interviews and, to the extent possible, the same questions were asked to all participants to increase the reliability of the collected data (Matthews and Ross Citation2010). The interview questions were first tested with a project manager in Company A and were subsequently modified. All interviews were recorded, transcribed and sent to the respective interviewees for review and confirmation to ensure the construct validity of the results (Yin Citation2014). All unclear issues and requests for additional information were followed-up by phone calls and e-mails. Collected company documentation, plant tour notes, company websites and reports from previous projects with companies were used for triangulation purposes (Yin Citation2014; Miles, Huberman, and Saldana Citation2014) (see Table ).
3.3. Data analysis
For data analysis, recommendations made by Eisenhardt (Citation1989), and Miles, Huberman, and Saldana (Citation2014) were followed. NVivo software was used to store the data and facilitate the analysis. Initially, individual reports, including interview transcripts and field notes, were prepared for each case and checked with the informants. Next, codes were assigned deductively to interview transcripts, field notes and collected documents using the identified ECM strategies, practices and tools as a codebook. The use of ECM practices and tools in the cases was compared to the description of practices and tools in theory, thereby providing the answer to research question one.
At the next stage, inductive coding was conducted to identify the company characteristics influencing ECM practices and tools and to answer research question two. Since no codebook was used here, first-order coding was done first to describe and summarise the data. This was followed by second-order coding to reduce the data by grouping separate codes and aligning codes across different cases. Next, the data from each case were combined in an Excel spreadsheet and compared by looking at the commonalities and differences in case dimensions with regard to the practices and tools used and to the company characteristics influencing these practices and tools. The results of this part of the analysis also provided answers to research question two.
4. Description of cases
The research was conducted in collaboration with five companies in the Norwegian ETO section that, respectively, produce ships (Company A), power electronic equipment (Company B), propulsion systems, vessel positioning and manoeuvring (Company C), pressure vessels (Company D) and hydraulic systems (Company E). A summary of the case company characteristics is presented in Table .
Table 3. Characteristics of case companies.
5. Results
The results of the study are presented in the following two sections. Section 5.1 answers research question one: How do companies operating in the ETO production environment manage ECs, and what ECM strategies, practices and tools are they using? Section 5.2 answers research question two: How do the specific characteristics of the ETO production environment influence ECM?
5.1. Engineering change management in the case companies
5.1.1. ECM practices
The ECM processes in the case companies are based on the ISO9000 standard and are described in their internal quality systems (P1). In all the companies, this process is slightly different from the one described in the theory (section 2.2) and consists of the following steps: (1) raise an EC request, (2) assess the impacts of the EC, (3) send a Change Order Request (COR) to get confirmation and (4) implement the EC. The ECM process typically begins when the project manager is notified about a needed change. The project manager then coordinates the EC activities (P2). In response to the change request, the EC coordinator makes a rough estimation of the EC either individually or with a project team. None of the companies develop several solutions to the required change (P5) either due to time pressures or because the solution is obvious. Depending on the potential disciplines affected, relevant project team representatives are brought in to work on the EC. The team might consist of representatives from design, engineering, production, planning, purchasing and sales departments (P3). Based on the output from the project team, the EC coordinator creates a formal COR, which is then sent to the customer for confirmation. Only Company A reported holding separate meetings dedicated to working on an EC. The other companies discussed ECs as a part of status meetings or did not include ECs in any meetings at all, instead discussing them informally by e-mail, phone calls and/or one-to-one meetings (P4). The COR describes both the change and its consequences, such as delivery time and contract cost. Time and cost are estimated based largely on the project team’s experience rather than any structured assessment approach (P8). After the COR is confirmed by the customer, the relevant departments are notified about the EC, and drawings, material lists and production plans are updated in the respective IT systems. If relevant departments are not involved in the change assessment process, they are notified about the EC only after it has been confirmed by the customer. The case companies apply the formal EC process only to large ECs initiated by customers. ECs caused by internal mistakes and errors in engineering and production are typically fixed locally by the affected disciplines, not documented as change orders, and hence are not available for future use. Even though ECs caused by customer requirements are formally documented, information on such ECs is not necessarily easily accessible. The project manager and the project team use Excel and Word files to calculate the impact of ECs and store them locally on their PCs. Companies B and D use cloud solutions to store final EC assessment documents after the ECs have been implemented. EC tracking and status updates are not available in these solutions (P9).
Suppliers are involved in the EC implementation process only if they provide customised components that are affected by the EC (P7). In this case, they are asked to provide information on the cost and time needed to modify the component.
The case companies do not differentiate between changes based on the urgency with which they must be implemented, and they do not batch them (P12, P13). All changes are assessed and implemented immediately. However, monetary differentiation of ECs is used in all companies to make decisions about ECs at the lowest possible level (P11). For example, in Company B, all changes below 500,000 NOK can be internally approved by the project manager. Only changes above this cost must be approved by the head of the division.
There is no formal EC post-implementation review performed by the companies (P10). Companies D and E stated that there was no need for formal reviews since they were confident that their initial EC impact estimates were correct. Companies A, B and C agreed that such reviews can be advantageous but expressed concern that measuring the exact EC impacts even after implementation might be difficult (this is further discussed in section 5.2).
Finally, Companies A and C stated that they had attempted to involve representatives of production early in the design and engineering process to ensure that there would be no problems in making a product (P6). However, such attempts were done sporadically and without any consistent approach or strategy.
5.1.2. ECM tools
While the use of ‘soft’ ECM practices is quite extensive, ‘hard’ tools are used to a much lesser extent. There are no dedicated IT systems for ECM (T1), and ECM modules within PLM software are either not used or not installed (T3). Companies A, B and C do have PDM/PLM software, but they do not use it for ECM support. All companies have simple configurators (T3), but these are used only by the sales department for product price calculations. Configurators are sometimes used to retrieve costs of parts and components affected by an EC, but they do not have a virtual testing functionality that can be used to simulate and test ECs.
DfMA (T6) and DfC (T7) are used to a very limited extent by some companies. As previously stated, Companies A and C tried to include production early in design and engineering processes as a part of DfMA, but with no structured and consistent approach. Company A has developed a product platform for the vessels in their standardised segment, where the platform is used to configure individual vessels based on customer requirements. Some degree of customisation is offered with this approach, typically in the form of modular designs, where the customer is given several options for each module. This approach is not extended to their customised segment. Company C modularised their design on a high level, where a product consists of seven big modules: control cabinet, main panel, electric motor, thruster section, elastic coupling unit, pump unit and pressure tank. Further modularisation is difficult due to the complex interrelationships between components within these modules. Company E was able to implement modular design to a very limited extent; only special bearings on both sides of the cylinder are modularised, while the cylinder itself (main part of the product) is designed using an integral architecture approach.
Even though design freeze (T8) is used by the companies, it is mainly used internally to settle on design drawings and restrict further changes, while external customer changes are accepted even after the freeze.
Finally, QFD (T4), FMEA (T5), CPM and DSM (T9) tools are not used by the case companies (Table ).
Table 4. Use of strategies, practices and tools for management of ECs in the case companies.
5.2. Relationship between ETO characteristics and ECM practices and tools
In this section, the findings on the relationships between the ECM practices and tools and ETO characteristics are presented, thus answering research question two. Table sums up the practices and tools that are influenced by the specific characteristics in the cases. Practices and tools that were found to be independent of the ETO context are not included. Examples of the specific relationships between ETO characteristics and ECM practices and tools in the cases are provided in Appendix 1.
Table 5. ETO characteristics influencing ECM practices and tools.
5.2.1. ECM practices
The study found relationships between ECM and case company characteristics with regard to practices P5, P7, P8 and P10 and tools T7 and T8.
P5 – Development of several solutions to an EC is not performed by any of the companies. Companies B, C and D stated that their customers are industrial buyers who have a high level of technical expertise and who are able to both translate their functional requirements into technical specifications and communicate these specifications directly to the company. In this situation, the solution to the EC is given by the customer. In contrast, the main customers of Company A are shipowners, who often do not have such deep technical knowledge and therefore only provide general descriptions of the change, such as ‘longer vessel’, ‘higher speed’ or ‘add a helicopter deck’. Customers of Company E range from oil companies, which provide exact specifications concerning the required change, to fish boat owners, who only provide general descriptions, like in the situation for Company A.
Another influencing characteristic is time pressures. ETO projects are limited in time and, as a project is progressing, the later an EC is implemented, the more rework and expenses it often requires. In addition, if the change occurs after the engineering work is finished, designers and engineers must be relocated from other projects to work on the change, potentially delaying those projects as well. Consequently, only one solution to an EC is developed to save time.
P7 – Involving suppliers early in EC assessment and implementation and cross-enterprise ECM process. The case companies involve their suppliers at the EC impacts assessment stages to make sure that any increased costs and delays on the supply side are accounted for in the COR. However, the establishment of one common ECM process across the supply chain is not achievable since relationships with some suppliers are often established only for the duration of one project.
P8 – Assessment of EC impacts on time and cost. The difficulty of performing EC impact analysis in the case companies can be explained by several of the company characteristics. Firstly, all case companies have some overlap between the design, engineering, production and procurement activities. A bigger overlap means that even ECs at the early stages of engineering would require drawings to be recalled from production or suppliers to introduce necessary changes, which would consequently lead to a longer EC assessment process with higher administrative expenses. Secondly, high product complexity and customisation level means that even experienced engineers cannot always correctly and fully predict all EC propagations. Companies A, B and C stated that due to the high customisation and complexity level of their products, some EC propagations are often overlooked, whereas Companies D and E are quite confident that all propagations are taken into account since their products are relatively simple, with few bill-of-material levels. Further, the case findings indicate that production process uncertainty makes EC assessment difficult. Companies A and B, where highly labour-intensive assembly and jobbing production methods prevail, have higher levels of production process uncertainty. Both companies reported that these characteristics make EC impact assessment challenging, leading to potential assessment errors. Company C also reported that ECs at the assembly stage are much more difficult to assess compared to changes that happen before assembly. Next, the nature of the relationships with suppliers and the customisation level of procured components appear to influence P8. When an EC propagates to a procured part or component, it is necessary to assess when the procured part can be delivered and at what price. If this part is standard and not available from stock, companies place a new order on standard terms with predetermined price and delivery times. However, if the procured part is customised, supplier participation in the ECM process is needed, requiring prompt responses from suppliers related to the development and assessment of an EC solution, as well as to EC implementation. Such a response will depend on supplier cooperativeness and the power balance between the company and the supplier. Company E is nearly unaffected by these characteristics, since most of the externally procured components are standard and available from stock for use across projects. Finally, all the companies stated that reliance on the experience of a project team is both an advantage and disadvantage when it comes to an EC assessment. Experienced and knowledgeable project team members are often able to make an accurate EC assessment. However, this also means that less experienced members lack tangible historic data on which to rely when making such assessments, leading to erroneous time and cost estimations.
P10 – Formal post-implementation review of ECs is not performed by any of the case companies. Companies D and E stated that they are confident in their initial estimations and do not see a need for a formal review. This statement should be treated with caution since no numbers are available to validate whether the companies estimations are correct. Companies A, B and C noted that such a review would generate benefits only if they were able to know the exact impacts of the EC. Such impact assessment is challenging due to production process uncertainty. EC impact assessment remains challenging even after an EC has been implemented, as an exact estimation would require considerable administrative effort by both shop-floor workers and managers. The interviewees expressed concern about whether such tracking would yield financial benefits for their companies.
5.2.2. ECM tools
T7 – Design for Changeability (DfC). The application of DfC tools is very limited – relatively few attempts have been made by the companies to modularise products. Two factors that could potentially explain this situation are product complexity and production volume. Product complexity implies that there are extensive relationships between product components, and modularity might potentially limit the linking of components across the system. Production volumes are low in the case companies, especially in Companies A, B and D. Hence, there are few projects to share the costs of developing a platform or a modular system, which consequently stops the companies from developing such designs.
T8 – Design freeze. All companies are familiar with design freeze, and all companies use it to a certain extent. However, due to the case companies’ business strategy – to be able to implement new customer requirements at any stage of the project – design freeze does not apply to external changes initiated by customers.
6. Discussion
The results show that most efforts in the case companies are directed towards the ‘effective’ (S3) and ‘efficient’ (S4) ECM strategies – practices addressing these two strategies are applied either in full or in part. This could be motivated by the companies’ goal of implementing ECs without reducing project profit margins. The prevalence of these strategies could be explained by the fact that most of the EC ‘soft’ practices suggested in theory support the S3 and S4 strategies (see theoretical framework in Table ). These practices do not require costly investments and are easy to implement, and many of them are required by the ISO certification.
The ‘efficient’ strategy (S4) is somewhat less covered than the ‘effective’ (S3) strategy. This might be because most of the established practices do not provide clear-cut suggestions on how to best implement an EC, except for practices for implementing ECs by urgency or in batches, which were found to not be applicable in ETO.
The lack of change reduction efforts (S1) in the case companies can be partially explained by their business strategy, which is to be able to implement any customer requirements at any stage of the project, provided they are profitable. Reduction of customer-initiated ECs in this situation is regarded as undesirable. However, this does not explain the absence of the ‘less’ strategy (S1), which is aimed at the reduction of internal ECs caused by problems arising during the design and engineering processes. Neither does the business strategy explain the absence of ‘earlier’ strategies (S2), which are aimed at the front-loading of ECs to earlier stages of the project, where ECs would cause less disruptions.
The ‘better’ strategy (S5) was found to be almost non-existent in the case companies, which could be explained by the expensive and laborious process of documenting EC impacts in production.
The application of specific practices and tools in the ETO production environment are discussed and summarised below via some practical suggestions.
6.1. ECM practices
Some ECM practices (P1, P2, P11) are well established in the case companies. Others are less so, and these are discussed below.
There do not appear to be any barriers to implementing the P6 and P9 practices in the ETO environment. The companies should involve the production function early in the design and engineering processes, as this practice has been proven to reduce a number of emergent ECs (Swink, Talluri, and Pandejpong Citation2006; Rouibah and Caskey Citation2003) and contribute to the almost absent ‘less’ (S1) strategy. Next, instead of storing data about ECs on personal computers, a common database for EC status and history should be created. This does not necessarily involve purchasing costly IT systems; relatively cheap and convenient cloud solutions are available for storing, sharing and updating EC information among the involved parties. This would both strengthen the ‘effective’ (S3) and ‘efficient’ (S4) strategies and help to establish the ‘better’ (S5) strategy. Information on previous EC implementation processes would be available to less experienced project team members, contributing to effective EC assessment. Early notification to production and purchasing about potential ECs would enable the shift of production activities to other parts of the product and to the postponing of the procurement of affected parts and components to avoid reworking and scrapping, thereby contributing to efficient implementation. The proper documentation and access to EC history would ensure easy post-implementation analysis by permitting the tracking and documentation of the EC implementation process.
The establishment of a cross-functional team (P3), as well as separate meetings to work on ECs (P4), might not always be feasible, especially for small changes – where involving many people would potentially be more expensive than the cost of the change itself. However, bigger changes should be added to the agenda of the project status meetings, or separate meetings could be held with a team established to work on ECs.
The development of several solutions to the EC (P5) is challenging due to time pressures, but it should not be discarded altogether. Rather, how much time is available should be determined – and if permissible, different solutions should be discussed by the project team. These solutions might speed up EC implementation at later project stages, thus contributing to more efficient implementation of the change.
Cross-enterprise ECM processes (P7) are difficult to establish due to the temporary nature of relationships with suppliers. Simultaneously, ETO companies often have long-term relationships with some of their suppliers, especially suppliers of standard parts and components. Cross-enterprise ECM processes between companies should be established in this case if the number and frequency of changes that are occurring are high enough to justify the effort needed to establish such processes.
The practice of assessing EC impacts on time and cost (P8) is given the most attention, and this practice is also the one most affected by the specific characteristics of the ETO production environment. The implementation of practices and tools for an ‘effective’ strategy (S3) would considerably ease the EC assessment process. In addition, it is important that the involved parties keep in mind all the factors that might contribute to an erroneous assessment of ECs and ensure that these factors are considered during the assessment – overlapping project stages might prolong the process; product complexity and the customisation of products and components might contribute to unnoticed propagations; suppliers might take longer to deliver a new component if it is highly customised; and if the power balance is with the supplier, a novice project team member might not possess the level of expertise needed to assess the change correctly.
Finally, a formal post-implementation review of ECs (P10) should be established. Again, for small ECs, this might be not feasible; but for bigger changes, such a process would contribute to the learning process, reducing the time and cost needed for future ECs.
6.2. ECM tools
As opposed to ‘soft’ practices, ‘hard’ ECM tools are nearly unused in the case companies. IT systems (T1-3) are an expensive investment. When the number of ECs occurring in the company is low, the purchase of dedicated IT systems or ECM modules for PLM or PDM systems is not practical. However, when a large number of big changes are occurring in projects, investment in such systems can be of great value – they can support change documentation and traceability; generate a clear view of the data, people and processes impacted by the change; ensure the timely notification of all involved parties at every stage of the change implementation; facilitate change impact assessment; and complete the traceability of the change for post-implementation audits. The implementation of IT support should be considered by companies experiencing large and frequent changes, especially companies that already have PLM or PDM systems, to which an ECM support module can be added.
Change reduction and front-loading tools (T4-5) are not used by the companies, yet the reason for this is not clear. One reason might be that the companies are simply unaware of such tools. Another possible reason is product complexity. Both QFD and FMEA require a review of components and subsystems to identify either customer needs or potential failures. With the large number of product levels in a typical ETO product, conducting such a review is only reasonable at a very high level of abstraction; greater accuracy quickly becomes time consuming and expensive. The same consideration applies to change propagation and impact assessment tools (T9), which also require breaking down the product into components and subsystems. Further, estimations in these tools are still based on the knowledge and expertise of designers and engineers, which are often biased. The advantage of using such tools has been demonstrated in tests on relatively simple products (e.g. Hamraz et al. Citation2015; da Cunha Barbosa and de Souza Citation2017). Further research is needed to evaluate the usefulness of these tools for products characterised by high complexity and deep product structure.
The DfMA (T6) tool is currently not in use by the case companies. Many approaches and methods for DfMA for different product types have been developed (Das and Kanchanapiboon Citation2011). The most simple solution is to perform DfMA through integrated design and manufacturing/assembly teamwork by involving manufacturing and assembly early on in product development (Boothroyd Citation1994).
DfC (T7) is partially addressed by the case companies through modularity. Modularity for pure ETO products is challenging, as it might limit the potential for differentiation and customisation (Lau, Yam, and Tang Citation2010). Modularity represents a step towards mass customisation, or at least towards some level of standardisation, which is outside the business strategy of most ETO companies. Another obstacle might be a frequent change of suppliers, which would make agreements on interdependencies and rules between modules difficult. The level of complexity also increases the level of difficulty in developing a modular design (Vickery et al. Citation2016). Nevertheless, case Company C shows that it is possible to modularise customised products, at least at a high product level. In addition, DfC is not limited to platform and modular approaches; ideality/simplicity and independence approaches and their extensions for ETO products should be investigated by both academics and practitioners.
Design freeze (T8) generally has positive impacts on ECs. It encourages designers and engineers to find alternative ways to carry out the change and makes it easier to estimate change propagations, since the properties of already frozen components and systems are known. When the component or system is not yet frozen, dependencies between them are not known and might be overlooked (Eger, Eckert, and Clarkson Citation2005). However, for ETO companies that wish to satisfy customer requirements at any stage of the project, it might be beneficial to ‘unfreeze’ some parts of the design. In this case, all members of the project team must be aware of the commercial aspects of this decision. Case Companies A, B and C ‘unfreeze’ their designs to implement requested ECs that, despite being unprofitable, work to build goodwill or strengthen relationships with their customers.
6.3. Summary
The study found that specific ETO characteristics make the implementation and use of some ECM practices and tools difficult (P5, P7, P8, P10, T7, T8). Others should be further tested for highly complex ETO products (T4, T5, T9). Still, some recommendations for ETO companies can be derived from the results:
Practices and tools to support change reduction and front-loading should be implemented (see section 1 for an overview of such practices and tools). The easiest practice to implement is to involve production and assembly early in the design process.
The effectiveness and efficiency of EC implementation should be increased. All large changes, both initiated and emergent, should be tracked and documented. Affected disciplines should be involved early in the EC assessment and implementation process. This could be done by either discussing ECs during project meetings or establishing separate EC meetings. The EC implementation process should be supported by IT systems suited to the typical number, frequency and size of ECs in the company.
Post-implementation review of ECs for continuous learning should be established. Proper documentation of ECs and IT tools support this practice.
7. Contributions, implications and future research
7.1. Contributions
This study reported the results of a multiple case study investigating ECM in the context of the ETO production environment. The first research question asked: How do companies operating in the ETO production environment manage ECs, and what ECM strategies, practices and tools are they using? As a first step to answer this question, a theoretical framework for ECM was developed that linked practices and tools to the corresponding ECM strategies. Such links are not always explicitly stated in the research literature. The developed framework thus makes the links explicit and, in this way, both structures and improves understanding of ECM research. The second step involved the use of the ECM framework to map five cases in the ETO production environment. The findings showed that the companies most often used ‘soft’ ECM practices, to varying extents, yet rarely used any of the ‘hard’ tools. The study revealed a wide adoption of most ECM practices, a limited use of EC post-implementation review, and an absence of computer-based tools to support ECM. These findings are in line with surveys and case studies reported by Huang and Mak (Citation1999), Huang, Yee, and Mak (Citation2003), Eckert et al. (Citation2009), Storbjerg, Brunoe, and Nielsen (Citation2016), and Tavčar, Demšar, and Duhovnik (Citation2018). However, these studies demonstrated a much wider adoption of change reduction and front-loading tools (QFD, FMEA) compared to the findings in our study. This might be explained by the difficulty of using these tools for complex ETO products. The second research question investigated the reasons for the current situation by asking: How do the specific characteristics of the ETO production environment influence ECM? Table summarises the links found between ECM strategies and practices and specific ETO characteristics, with a detailed explanation of these links included in section 5.2 of this work. The study suggests that EC impact assessment is highly affected by the degree of process overlap, product customisation and complexity, uncertainty in the production process, the nature of relationships with suppliers, and the customisation level of procured components. EC impact assessment is further complicated by the fact that companies rely on the experience of the project team involved in assessing EC impacts. In this situation, even the most experienced members are often unable to predict all possible EC consequences. Uncertainty in the production process also affects post-implementation audits due to operational difficulties when collecting data on shop-floor activities in assembly and jobbing production processes. The development of several solutions for an EC is either constrained by time pressures or not even necessary, since customers often provide exact technical specifications of the change they require. Furthermore, establishing collaboration on ECs with suppliers is complicated by the short-term nature of supplier relationships in ETO production. Concerning DfC, mostly modularity attempts are made by the companies, yet these attempts are limited by product complexity and low production volumes, which do not allow the distribution of design effort costs among several products. Finally, design freeze is not applied to externally initiated changes, since ETO companies seek to satisfy customer requirements at all stages of the project.
The absence of reduction strategies and tools is partially explained by the ETO companies’ business strategy of accepting customer-initiated ECs at any project stage. This does not explain the absence of tools aimed at the reduction of internally initiated changes. No obvious reasons were found for the lack of computer-based tools, change propagation and impact assessment tools, change reduction and front-loading tools, and design tools. This suggests that there is vast room for improvement in ETO companies with respect to ECM. Suggestions for improvements were provided in section 6.3.
The applicability of QFD, FMEA, CPM and DSM tools might be difficult in the ETO context due to the highly complex and customised nature of the products. These tools should, however, be further tested in the ETO environment, such that if they are deemed useful, they could and should be promoted to industry.
In conclusion, relating to a larger problem of cost and time overruns in ETO projects due to ECs, this study suggests that there are two possible causes of this phenomenon: (1) ETO companies do not fully take advantage of existing ECM practices and tools and/or (2) use of ECM practices and tools is complicated by specific characteristics of the ETO production environment. The first one can be explained by the lack of awareness of existing ECM tools and their advantages, or perceived unprofitability of introducing tools in companies with only few small ECs per project. The second cause suggest the necessity of tailoring existing tools to the ETO environment and testing their applicability.
7.2. Managerial implications
A large number of studies have addressed different ECM strategies, practices and tools. It might be difficult for a busy manager to know which of them to use, as well as how and for what purpose. This research addressed this issue by not only providing a list of practices and tools but also by outlining how and where they can be used. In addition, the paper discusses these tools and practices in light of the ETO production environment. Finally, it offers practical recommendations on how ECM processes can be improved and strengthened through the application of ECM practices and tools.
7.3. Study limitations and future research directions
Like any case-based study, this research has limitations. First, the generalisability of the results is limited due to the small sample size. Second, contextual bias may have occurred since all case companies are connected to the Norwegian maritime sector. Third, some subjectivity was involved in the criteria assessment (e.g. level of use of ECM practices and tools). Even though measures were taken to address these limitations (e.g. the use of a case study protocol, multiple sources of evidence, involving several researchers in the analysis), the results should be taken with caution. Ideally, the study should be replicated by further testing of the results. Survey research can be used to include a higher number of companies. Lastly, case studies and surveys can be used to investigate how ECM strategies, practices and tools influence performance on the EC, project and company levels to identify best practices.
Appendix 1. Illustration of case data showing influences of the ETO company characteristics on ECM practices and tools
Disclosure statement
No potential conflict of interest was reported by the author(s).
References
- Baldwin, C. Y., and K. B. Clark. 1997. “Managing in an Age of Modularity.” Harvard Business Review 149: 84–93.
- Barratt, M., T. Y. Choi, and M. C. Li. 2011. “Qualitative Case Studies in Operations Management: Trends, Research Outcomes, and Future Research Implications.” Journal of Operations Management 29 (4): 329–342.
- Barzizza, R., M. Caridi, and R. Cigolini. 2001. “Engineering Change: A Theoretical Assessment and a Case Study.” Production Planning & Control 12 (7): 717–726.
- Battaïa, O., A. Dolgui, S. S. Heragu, S. M. Meerkov, and M. K. Tiwari. 2018. “Design for Manufacturing and Assembly/Disassembly: Joint Design of Products and Production Systems.” International Journal of Production Research 56 (24): 7171–7189.
- Boothroyd, G. 1994. “Product Design for Manufacture and Assembly.” Computer-Aided Design 26 (7): 505–520.
- Braaksma, A. J. J., W. Klingenberg, and J. Veldman. 2013. “Failure Mode and Effect Analysis in Asset Maintenance: A Multiple Case Study in the Process Industry.” International Journal of Production Research 51 (4): 1055–1071.
- Bryman, A., and E. Bell. 2003. Business Research Methods. Oxford: Oxford University Press.
- Chen, C. S., Y. K. Tsui, R. J. Dzeng, and W. C. Wang. 2015. “Application of Project-Based Change Management in Construction: A Case Study.” Journal of Civil Engineering and Management 21 (1): 107–118.
- Clarkson, P. J., C. Simons, and C. Eckert. 2004. “Predicting Change Propagation in Complex Design.” Journal of Mechanical Design 126 (5): 788–797.
- da Cunha Barbosa, G. E., and G. F. M. de Souza. 2017. “A Risk-Based Framework with Design Structure Matrix to Select Alternatives of Product Modernisation.” Journal of Engineering Design 28 (1): 23–46.
- Das, S., and A. Kanchanapiboon. 2011. “A Multi-Criteria Model for Evaluating Design for Manufacturability.” International Journal of Production Research 49 (4): 1197–1217.
- Dekkers, R., C. M. Chang, and J. Kreutzfeldt. 2013. “The Interface Between “Product Design and Engineering” and Manufacturing: A Review of the Literature and Empirical Evidence.” International Journal of Production Economics 144 (1): 316–333.
- Dieter, G. E. 2000. Engineering Design: A Materials and Processing Approach. New York: Hill Publishers.
- Do, N. 2015. “Integration of Engineering Change Objects in Product Data Management Databases to Support Engineering Change Analysis.” Computers in Industry 73: 69–81.
- Eckert, C., J. Clarkson, O. de Weck, and R. Keller. 2009. “Engineering Change: Drivers, Sources, and Approaches in Industry.” Paper presented at the Proceedings of ICED 09, the 17th International Conference on Engineering Design, Vol. 4, Product and Systems Design, Palo Alto, CA, USA.
- Eger, T., C. Eckert, and P. J. Clarkson. 2005. “The Role of Design Freeze in Product Development.” Paper presented at the DS 35: Proceedings ICED 05, the 15th International Conference on Engineering Design, Melbourne, Australia.
- Eisenhardt, K. M. 1989. “Building Theories From Case Study Research.” Academy of Management Review 14 (4): 532–550.
- Ethiraj, S. K., and D. Levinthal. 2004. “Modularity and Innovation in Complex Systems.” Management Science 50 (2): 159–173.
- Fricke, E., B. Gebhard, H. Negele, and E. Igenbergs. 2000. “Coping with Changes: Causes, Findings, and Strategies.” Systems Engineering 3 (4): 169–179.
- Fricke, E., and A. P. Schulz. 2005. “Design for Changeability (Dfc): Principles to Enable Changes in Systems Throughout Their Entire Lifecycle.” Systems Engineering 8: 4.
- Galizia, Francesco Gabriele, Hoda ElMaraghy, Marco Bortolini, and Cristina Mora. 2020. “Product Platforms Design, Selection and Customisation in High-Variety Manufacturing.” International Journal of Production Research 58 (3): 893–911.
- Gann, D. M., and A. J. Salter. 2000. “Innovation in Project-Based, Service-Enhanced Firms: The Construction of Complex Products and Systems.” Research Policy 29 (7–8): 955–972.
- Ghiyasinasab, Marzieh, Nadia Lehoux, Sylvain Ménard, and Caroline Cloutier. 2020. “Production Planning and Project Scheduling for Engineer-to-Order Systems-Case Study for Engineered Wood Production.” International Journal of Production Research 1–20. doi:10.1080/00207543.2020.1717009.
- Gosling, Jonathan, Bill Hewlett, and Mohamed M Naim. 2017. “Extending Customer Order Penetration Concepts to Engineering Designs.” International Journal of Operations & Production Management 37 (4): 402–422.
- Gosling, J., and M. M. Naim. 2009. “Engineer-to-Order Supply Chain Management: A Literature Review and Research Agenda.” International Journal of Production Economics 122 (2): 741–754.
- Hamraz, B., N. Caldwell, and P. Clarkson. 2013. “A Holistic Categorization Framework for Literature on Engineering Change Management.” Systems Engineering 16 (4): 473–505.
- Hamraz, B., N. Caldwell, T. Ridgman, and J. Clarkson. 2015. “Fbs Linkage Ontology and Technique to Support Engineering Change Management.” Research in Engineering Design 26 (1): 3–35.
- Han, S., P. E. D. Love, and F. Pena-Mora. 2013. “A System Dynamics Model for Assessing the Impacts of Design Errors in Construction Projects.” Mathematical and Computer Modelling 57 (9-10): 2044–2053.
- Hobday, M. 2000. “The Project-Based Organisation: An Ideal Form for Managing Complex Products and Systems?” Research Policy 29 (7-8): 871–893.
- Huang, G. Q., and K. L. Mak. 1999. “Current Practices of Engineering Change Management in Uk Manufacturing Industries.” International Journal of Operations and Production Management 19 (1): 21–37.
- Huang, G. Q., W. Y. Yee, and K. L. Mak. 2003. “Current Practice of Engineering Change Management in Hong Kong Manufacturing Industries.” Journal of Materials Processing Technology 139 (1): 481–487.
- Iakymenko, N., A. Romsdal, M. Semini, and J. O. Strandhagen. 2018. “Engineering Change Management in the Engineer-to-Order Production Environment: Insights From Two Case Studies.” In IFIP International Conference on Advances in Production Management Systems, edited by Ilkyeong Moon, Gyu M. Lee, Jinwoo Park, Dimitris Kiritsis, and Gregor von Cieminski, 131–138. Cham: Springer.
- Jarratt, T., J. Clarkson, and C. Eckert. 2005. Design Process Improvement. Design process improvement, 262–285. London: Springer.
- Jarratt, T., C. Eckert, N. Caldwell, and P. Clarkson. 2011. “Engineering Change: An Overview and Perspective on the Literature.” Research in Engineering Design 22 (2): 103–124.
- Johnsen, Sara Markworth, and Lars Hvam. 2019. “Understanding the Impact of Non-Standard Customisations in an Engineer-to-Order Context: A Case Study.” International Journal of Production Research 57 (21): 6780–6794.
- Lau, A. K. W., R. C. M. Yam, and E. P. Y. Tang. 2010. “Supply Chain Integration and Product Modularity: An Empirical Study of Product Performance for Selected Hong Kong Manufacturing Industries.” International Journal of Operations & Production Management 30 (1): 20–56.
- Matthews, B., and L. Ross. 2010. Research Methods: A Practical Guide for the Social Sciences. Harlow, England: Pearson Education Limited.
- McGovern, T., C. Hicks, and C. F. Earl. 1999. “Modelling Supply Chain Management Processes in Engineer-to-Order Companies.” International Journal of Logistics: Research and Applications 2 (2): 147–159.
- Miles, M. B., A. M. Huberman, and J. Saldana. 2014. Qualitative Data Analysis. A Methods Sourcebook. Thousand Oaks, California, USA: Sage Publications Inc.
- Morris, A., M. Halpern, R. Setchi, and P. Prickett. 2016. “Assessing the Challenges of Managing Product Design Change Through-Life.” Journal of Engineering Design 27 (1-3): 25–49.
- Muntslag, Dennis R. 1994. “Profit and Risk Evaluation in Customer Driven Engineering and Manufacturing.” International Journal of Production Economics 36 (1): 97–107.
- Nadia, B., G. Gregory, and T. Vince. 2006. “Engineering Change Request Management in a New Product Development Process.” European Journal of Innovation Management 9 (1): 5–19.
- Olhager, J. 2003. “Strategic Positioning of the Order Penetration Point.” International Journal of Production Economics 85 (3): 319–329.
- Rauniar, R., W. Doll, G. Rawski, and P. Hong. 2008. “Shared Knowledge and Product Design Glitches in Integrated Product Development.” International Journal of Production Economics 114 (2): 723–736.
- Reddi, K. R., and Y. B. Moon. 2013. “Modelling Engineering Change Management in a New Product Development Supply Chain.” International Journal of Production Research 51 (17): 5271–5291.
- Reid, Iain, David Bamford, and Hossam Ismail. 2019. “Reconciling Engineer-to-Order Uncertainty by Supporting Front-End Decision-Making.” International Journal of Production Research 57 (21): 6856–6874.
- Riley, D. R., B. E. Diller, and D. Kerr. 2005. “Effects of Delivery Systems on Change Order Size and Frequency in Mechanical Construction.” Journal of Construction Engineering and Management 131 (9): 953–962.
- Ross, A. M., D. H. Rhodes, and D. E. Hastings. 2008. “Defining Changeability: Reconciling Flexibility, Adaptability, Scalability, Modifiability, and Robustness for Maintaining System Lifecycle Value.” Systems Engineering 11 (3): 246–262.
- Rouibah, K., and K. R. Caskey. 2003. “Change Management in Concurrent Engineering From a Parameter Perspective.” Computers in Industry 50 (1): 15–34.
- Sanchez, R. 1999. “Modular Architectures in the Marketing Process.” Journal of Marketing 63 (4 Suppl. 1): 92–111.
- Semini, M., D. E. G. Haartveit, E. Alfnes, E. Arica, P. O. Brett, and J. O. Strandhagen. 2014. “Strategies for Customized Shipbuilding with Different Customer Order Decoupling Points.” Proceedings of the Institution of Mechanical Engineers, Part M: Journal of Engineering for the Maritime Environment 228 (4): 362–372.
- Simpson, Timothy W, Jonathan R Maier, and Farrokh Mistree. 2001. “Product Platform Design: Method and Application.” Research in Engineering Design 13 (1): 2–22.
- Sivanathan, A., J. M. Ritchie, and T. Lim. 2017. “A Novel Design Engineering Review System with Searchable Content: Knowledge Engineering Via Real-Time Multimodal Recording.” Journal of Engineering Design 28 (10–12): 681–708. doi:10.1080/09544828.2017.1393655.
- Sjögren, P., B. Fagerström, M. Kurdve, and M. Callavik. 2018. “Managing Emergent Changes: Ad Hoc Teams’ Praxis and Practices.” International Journal of Managing Projects in Business 11 (4): 1086–1104.
- Stevens, C. A., and K. Wright. 1991. “Managing Change with Configuration Management.” Global Business and Organizational Excellence 10 (4): 509–518.
- Storbjerg, S. H., T. D. Brunoe, and K. Nielsen. 2016. “Towards an Engineering Change Management Maturity Grid.” Journal of Engineering Design 27 (4-6): 361–389.
- Swink, M., S. Talluri, and T. Pandejpong. 2006. “Faster, Better, Cheaper: A Study of Npd Project Efficiency and Performance Tradeoffs.” Journal of Operations Management 24 (5): 542–562.
- Tavčar, J., I. Demšar, and J. Duhovnik. 2018. “Engineering Change Management Maturity Assessment Model with Lean Criteria for Automotive Supply Chain.” Journal of Engineering Design 29 (4-5): 235–257.
- Vickery, S. K., X. Koufteros, C. Dröge, and R. Calantone. 2016. “Product Modularity, Process Modularity, and New Product Introduction Performance: Does Complexity Matter?” Production and Operations Management 25 (4): 751–770.
- Voss, C., N. Tsikriktsis, and M. Frohlich. 2002. “Case Research in Operations Management.” International Journal of Operations and Production Management 22 (2): 195–219.
- Wang, H. S., and Z. H. Che. 2008. “A Multi-Phase Model for Product Part Change Problems.” International Journal of Production Research 46 (10): 2797–2825.
- Wasmer, A., G. Staub, and R. W. Vroom. 2011. “An Industry Approach to Shared, Cross-Organisational Engineering Change Handling-the Road Towards Standards for Product Data Processing.” Computer-Aided Design 43 (5): 533–545.
- Whyte, J., A. Stasis, and C. Lindkvist. 2016. “Managing Change in the Delivery of Complex Projects: Configuration Management, Asset Information and ‘Big Data’.” International Journal of Project Management 34 (2): 339–351. doi:10.1016/j.ijproman.2015.02.006.
- Wickel, M., N. Chucholowski, F. Behncke, and U. Lindemann. 2015. “Comparison of Seven Company-Specific Engineering Change Processes.” In Modelling and Management of Engineering Processes, edited by M. Schabacker, K. Gericke, N. Szélig, and S. Vajna, 125–136. Berlin, Heidelberg: Springer.
- Wikner, Joakim, and Martin Rudberg. 2005. “Integrating Production and Engineering Perspectives on the Customer Order Decoupling Point.” International Journal of Operations and Production Management 25 (7): 623–641.
- Willner, O., D. Powell, M. Gerschberger, and P. Schönsleben. 2016. “Exploring the Archetypes of Engineer-to-Order: An Empirical Analysis.” International Journal of Operations and Production Management 36 (3): 242–264.
- Wu, W. H., L. C. Fang, W. Y. Wang, M. C. Yu, and H. Y. Kao. 2014. “An Advanced Cmii-Based Engineering Change Management Framework: The Integration of Plm and Erp Perspectives.” International Journal of Production Research 52 (20): 6092–6109.
- Wu, Zhiqiao, C. K. Kwong, C. K. M. Lee, and Jiafu Tang. 2016. “Joint Decision of Product Configuration and Remanufacturing for Product Family Design.” International Journal of Production Research 54 (15): 4689–4702.
- Xie, S. Q., Y. L. Tu, R. Y. K. Fung, and Z. D. Zhou. 2003. “Rapid One-of-a-Kind Product Development Via the Internet: A Literature Review of the State-of-the-Art and a Proposed Platform.” International Journal of Production Research 41 (18): 4257–4298.
- Yang, Li-Ren. 2013. “Key Practices, Manufacturing Capability and Attainment of Manufacturing Goals: The Perspective of Project/Engineer-to-Order Manufacturing.” International Journal of Project Management 31 (1): 109–125.
- Yin, R. K. 2014. Case Study Research: Design and Methods. Thousand Oaks, Calofornia, USA: Sage Publications.
- Zennaro, I., S. Finco, D. Battini, and A. Persona. 2019. “Big Size Highly Customised Product Manufacturing Systems: A Literature Review and Future Research Agenda.” International Journal of Production Research 57 (15-16): 1–24.
- Zheng, P., C. H. Chen, and S. Shang. 2019. “Towards an Automatic Engineering Change Management in Smart Product-Service Systems – a Dsm-Based Learning Approach.” Advanced Engineering Informatics 39: 203–213. doi:10.1016/j.aei.2019.01.002.
- Zorzini, M, L Hendry, M Stevenson, and A Pozzetti. 2008. “Customer enquiry management and product customization: An empirical multi-case study analysis in the Italian capital goods sector.” International Journal of Operations and Production Management 28 (12): 1186–1218.