
ABSTRACT
Recent efforts in engineering metals with high structural efficiency have resulted in developing a new category of artificial materials with heterogeneous microstructures architected across multiple scales. In this critical assessment, a relatively new concept of heterogeneous bimodal harmonic-structure (bHS) materials is introduced and analysed. It is shown that the bHS concept is applicable to a large variety of metallic materials and is most efficient in scenarios where changes in the chemical composition of materials are restricted for some reason. Basic principles, weaknesses and advantages along with present development status and perspectives are discussed. The overview of critical performance characteristics of various bHS materials is provided, and interesting directions for future research, development and applications are proposed.
Introduction and concepts
Improvement of structural efficiency in metallic materials is among the main drivers of our technology developments. From the very beginning of such materials engineering, the design approach has been focusing around producing homogeneous microstructures. Until the late 1940s, these were typically coarse-grained (CG) polycrystalline metallic alloys having a grain size of d ≥ 10 µm that normally possess relatively high ductility but low strength. The schematics of such microstructures and engineering stress–strain curves representing structural properties are shown in Figure (f and a), respectively. In the early 1950s, Hall [Citation1] and Petch [Citation2] demonstrated that structural properties of steels strongly depend on grain size, which opened a new direction in a respective research community. The famous lecture of Feynman in December 1959 [Citation3] attracted a lot of attention from a wider research community to the idea of controlling material properties at the nano-scale, which became very prominent in the late 1980s [Citation4]. In the structural metals domain, the highest impact was made by research in the area of severe plastic deformation (SPD), which grown exponentially from the mid-1990s and culminated at the end of the first decade in the 2000s. It demonstrated the advantages of grain refinement down to ultra-fine grain (UFG, d ≤ 1.0 µm) range for achieving extreme strength [Citation5]. Although substantial success in preserving ductility of UFG materials at an acceptable level was achieved [Citation6], it remains very limited compared to the CG counterparts [Citation7,Citation8]. Respective microstructures and engineering stress–strain curves are shown schematically in Figure (e and a). The main achievements in the area of SPD can be surveyed in recent reviews [Citation8–12]. Since the comprehensive review of achieved structural properties is outside of the scope of this assessment, only the ranges of expected structural performance characteristics are shown schematically in Figure (b).
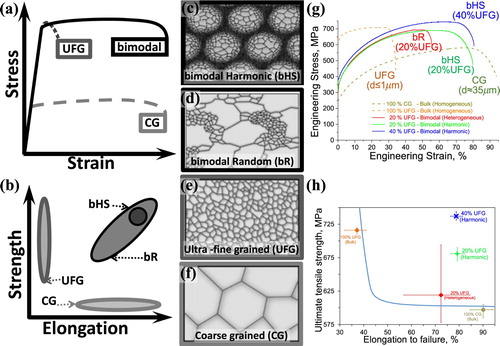
Figure 1. Schematic illustrations of (a) nominal stress–strain curves for ductile but soft (light-grey dash line), strong but having very limited ductility (dark-grey dot line) and strong and ductile (black solid line) that are representative of coarse grain (CG), ultrafine-grain (UFG) and bimodal structure materials (bR and bHS), respectively; (b) expected ranges of structural properties for a wider spectrums of CG, UFG, bR and bHS materials presented in ‘Elongation-Strength’ property space; and (c–f) respective microstructures. Examples of experimental results for stainless steel SUS304L: (g) engineering stress–strain curves for the material with CG, UFG, bR and bHS microstructures having 20% and 40% UFG phase fraction; and (h) structural property variations of the material in the microstructure states of interest.
At the end of the last century, it was also convincingly proved that all natural materials have heterogeneous structures. Rather strict multi-scale architecture rules including micro- and nano-metre scales lead to higher structural efficiency in such materials than in their artificial homogeneous-structure counterparts [Citation13–16]. Therefore, the peak of interest to the fabrication of homogeneous UFG structure materials by SPD coincided with the beginning of architecting artificial material structures having heterogeneous and bimodal grain size distributions [Citation17–19]. The latter began rapidly accelerating in the second decade of the 2000s, and latest developments in this direction include fabrication of micro-architected materials with bimodal ‘gradient’, ‘heterogeneous-lamella’, ‘multilayered’, ‘fibrous’, van Gogh’s sky, ‘harmonic’ and many other structures, [cf. Citation20–28]. The design ideas for micro-architected heterogeneities often attempt to mimic natural materials. A basic concept is that UFG-scale grains provide high strength, while the larger scale CGs allow accommodating dislocations and other lattice defects therefore enhancing ductility [Citation26,Citation27]. The schematics of such microstructures are shown in Figure (c and d) and idealised engineering stress–strain curve and anticipated structural properties range are in Figure (a and b), respectively.
Bimodal grain size distribution in metallic materials can be formed by various recently developed techniques including traditional thermo-mechanical processing [Citation29,Citation30], more novel SPD [Citation21,Citation31,Citation32] and a powder metallurgy route [Citation33,Citation34]. These techniques have been proven efficient in controlling all the bimodal microstructure parameters but one, which is the spatial topological distribution of coarse and fine grain areas that we will call ‘phases’ in this assessment for the sake of simplicity. Poor control of topological phase distribution may lead to the modest reproducibility of results, i.e. large variation of structural properties, as illustrated in Figure (b) for materials with bimodal random (bR) distribution of CG and UFG phases. Such bR materials with random distribution of phases in heterogeneous structures are also known for poor performance, e.g. in fatigue [Citation35]. However, these weaknesses can be mitigated by the control of topology (or spatial distribution) of CG and UFG phases.
With these in mind, the idea of fabricating bimodal ‘harmonic-structure’ (bHS) materials emerged in the early 2010-th in the group of Ameyama at Ritsumeikan University in Japan. After a few early works in this direction [Citation36–40], the concept of bHS materials was clearly and concisely formulated in [Citation24]. Following extensive experimental works further confirmed, refined and expanded the approach [Citation41–78]. A few finite-element (FE) simulations have also been carried to further understand the mechanics of plastic deformation in bHS materials [Citation79–82] but more analytical and computer simulation efforts are necessary to understand the phenomena in-depth. According to our understanding at present, bHS materials must have:
chemically homogeneous microstructure, or at least no intentionally generated variation of chemical composition;
bimodal distribution of grain sizes with one fraction in the CG-scale range of d ≥ 10 µm and the other in the UFG or nano-scale range of d ≤ 1.0 µm, i.e. at least one order of magnitude difference in mean grain size among the fractions; and
grains from the two fractions arranged into a regular topological 3D pattern, so that the areas of coarse grains (or softer phase) become fully enclosed into a continuous skeleton, viz framework, of UFG/nano grains (or harder phase);
same elastic properties, i.e. Young modulus, in both the grain-size phases.
Bimodal harmonic-structures indeed appear heterogeneous at the micro-scale of an elemental unit cell (one ‘core’ CG area fully enclosed in three-dimensional UFG ‘shell’ skeleton), but homogeneous at the macro-scale of a whole specimen or a final product. Such a microstructure is shown schematically in Figure (c), and structural properties in Figure (b). It can be seen that bHS materials have more regular microstructure pattern and demonstrate a much narrower distribution of properties in the structural space thus indicating a better consistency in performance compared to bR counterpart, as explained in detail in the following section.
Performance of bHS materials
Monotonic mechanical testing
So far, the majority of structural performance evaluations in bHS materials were carried out in room-temperature tensile testing. The most representative results from such studies are shown in Figure (g and h). Further details on these specific investigations can be found elsewhere [Citation46,Citation53]. In Figure (g), the results for bimodal-structured SUS304L steel are compared to that in 100% CG and 100% UFG counterparts. It can be seen that forming 20% UFG fraction without the control of its topological distribution in bR material leads to a favourable combination of elevated strength and preserved ductility. The control of UFG phase topology in bHS material leads to a minute increase in strength along with a significant increase in ductility, while strain hardening rate remains virtually the same. The increase of UFG phase fraction to 40% in bHS material leads to the simultaneous increase of all the three characteristics, so that ultimate tensile strength becomes even higher than that in the 100%UFG material, and ductility approaches the level of 100% CG. Further increase of UFG phase fraction in bHS materials leads to no substantial increase in strength but significant degradation of ductility [Citation46]. Similar results were obtained also for commercially pure copper [Citation45]. Therefore, 40% UFG fraction in bHS materials is considered optimal for the best combination of strength-ductility characteristics.
Another interesting and very important characteristic of bHS materials performance is presented in Figure (h). It shows that the strength-ductility combination of bHS materials places them in the desirable top-right corner of the structural property space as a breakaway from a typical evolution of such a combination with the refinement of grains from CG to UFG scale in homogeneous-structure materials. At the same time, the variation of properties is very narrow by itself, and is significantly narrower than that in corresponding bR material. This suggests an improved reproducibility of results [Citation53] making bHS very attractive for real-life applications.
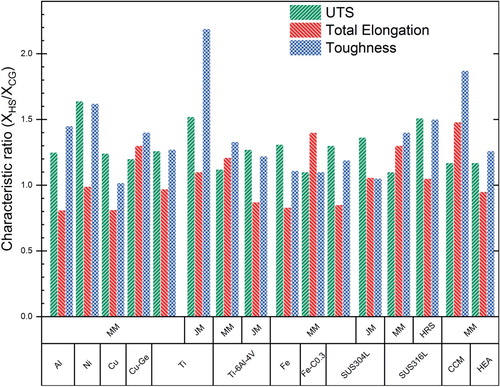
Over more than a decade of working with bHS materials, the applicability and efficiency of the microstructure design concept has been explored also for biomedical alloys such as pure titanium (Ti) [Citation37,Citation38,Citation50] and alloys Ti–6Al–4V (Ti64) [Citation37,Citation51] and Co–28Cr–6Mo (CCM) [Citation52,Citation58] as well as to a multitude of other pure metals and alloys. A diagram in Figure summarises the main results on performance characteristics of bHS materials achieved in tensile testing. Although not really complete, it covers the entire spectrum of principal results including most interesting obtained so far. Data on deliberately omitted materials or fabrication routes lay within the indicated ranges. The most distinct conclusion to be made from Figure is that the formation of bHS always increases toughness as well as strength in CG materials. When it comes to total elongation, a clear trend might be difficult to identify. At the same time, pure bHS materials appear to have it lower than CG while binary and more complex alloys have it on parity or sometimes even higher. The strength-ductility balance in pure bHS metals can be attributed solely to the 3D topology of UFG phase distribution. In particular, the increase of toughness can be associated with topology-driven deflection of crack propagation paths as well as blunting of small crack tips (i.e. terminating their growth and propagation) in the ductile CG phase. Further exhaustive studies should be carried out to confirm this. In alloys, it may also be affected by strain-induced phase transformations, e.g. α-fcc to ϵ-hcp in CCM [Citation58].
Figure 2. Representative summary on principal structural characteristics in various bHS materials fabricated thus far. Abbreviations used to identify techniques for the processing of metal powders are MM for mechanical-milling, JM for jet-milling and HRS for hot-roll sintering. CCM and HEA stand for Co-28Cr-6Mo and CrMnFeCoNi high-entropy alloy, respectively.
The tensile testing of bHS SUS304L austenitic stainless steel was carried out also at elevated temperature of 873 K [Citation63]. Respective mechanical properties were found reduced compared to room-temperature testing but still superior over CG counterpart.
Dirras et al. found that in bHS Ti, dynamic compression testing at strain rates ∼104 s−1 [Citation47] leads to the formation of strong [0001] fibre texture through the rotation of UFGs in the skeleton and extensive twinning of CGs in the cores. Twinning vanishes with the increase of total accumulated strain to 90%, and bands comprising of a fine equiaxed grain structure become superimposed to [0001] oriented matrix. The latter are found similar to those in 100% CG α-Ti counterpart and attributed to dynamic recrystallisation from adiabatic heating.
Cyclic testing and fatigue crack growth
Kikuchi and Ueno with co-authors carried out a series of investigations of fatigue properties in Ti alloys and stainless steel SUS316L. In four-point bending high-cycle fatigue testing of Ti64 [Citation49,Citation67], they found that (i) endurance limit of bHS material increases by approximately 50% compared to CG counterpart; (ii) intrinsic crack length in the bHS material is shorter because of the presence of UFG phase; but (iii) small fatigue crack paths and crack growth rate at comparable stress intensity ranges have almost no effect on the microstructure. Commercially pure Ti [Citation69] and stainless steel SUS304L [Citation72] demonstrate virtually the same fatigue performance while a less pronounced increase of endurance limit in bHS materials.
Zhang et al. [Citation65] arrived to similar conclusions investigating high-cycle fatigue properties of a stainless steel SUS316L in uniaxial push–pull testing. It was found that endurance limit correlates well with the ultimate tensile strength. Such a correlation is typical for UFG materials [Citation8,Citation35], and no special advantage of bHS architecture can be found in this case.
Alloy Ti64 with bHS was also tested for crack growth in low-cycle fatigue [Citation48,Citation55]. It was found that (i) crack propagation in the bHS material is controlled by the UFG phase and does not dependent on its fraction; (ii) threshold of closure stress intensity is low in bHS Ti64 and further decreases with the increase of stress ratio that leads to (iii) a reduced fatigue crack propagation resistance in bHS material. Stainless steel SUS316L demonstrates consistent trends [Citation78]. At the same time, the UFG skeleton induces improved resistance to fatigue crack nucleation. The latter propagating through the UFG phase tends to be impeded by CGs in the core areas, which leads to its deflection and secondary crack formation.
Although fully trustable, the conclusions from both low- and high-cycle fatigue studies are surprising considering the unique micro-architecture of bHS materials. The latter is expected to lead to a more torturous crack path and thus better resistance to fatigue crack propagation, which to some extent is found in bHS SUS316L steel [Citation78]. Nevertheless, fatigue performance of bHS materials seems to be primarily controlled by the UFG phase and therefore qualitatively similar to homogeneous UFG materials produced by SPD [Citation8,Citation35]. In the present authors’ opinion, further investigations in this direction should be carried out on a wider spectrum of pure metals and alloys.
Surface interaction including Functionalisation, Corrosion and Wear
Improved functionalisation of surfaces for biomedical applications has been reported in pure Ti and Ti–6Al–4V having bHS [Citation60]. Furthermore, better pitting corrosion resistance of bHS SUS304L in a mild 3.5 wt%NaCl electrolyte compared to bR and CG counterparts was reported by Rai et al. [Citation56]. Despite faster degradation of the UFG skeleton versus the CG cores, pitting corrosion resistance in the bHS material was highest. This was attributed to the regular UFG phase distribution and lower residual porosity after sintering as well as to a higher fraction of passive α-FeOOH. Stainless steel SUS316L demonstrates similar trends of corrosion performance in 3.5 wt%NaCl and simulated body fluid electrolytes while also on parity with conventional CG SUS316L counterpart [Citation75].
Rai et al. also evaluated fretting wear resistance of bHS SUS304L steel [Citation64], and found it highest over bR and CG counterparts at moderate normal loads that can be sustained by the UFG skeleton without fracturing and adhering to a test ball. Similar performance additionally extending to lower normal pressure range was found also in bHS SUS316L steel [Citation76].
Fabrication of bHS materials
As has been demonstrated in very first and further confirmed in follow-up studies, the most efficient way of fabricating bimodal harmonic-structure materials is a powder metallurgy route [Citation24,Citation57]. The summary of this route is presented in Figure using a schematic and a representative real-life example of pure Cu. Although such a two-step fabrication is not principally new for powder metallurgy, Ameyama and co-workers optimised it for producing heterogeneous materials with desired bHS architecture.
Figure 3. Schematic figures (a,d,g), secondary-electron SEM micrographs (b,c,e,f) and EBSD grain-boundary map (h) illustrating various stages of bHS materials fabrication on the example of Cu: initial powder particles with coarse grain structure (a–c), processed powder particles with bimodal gradient grain structure (d–f) and sintered bHS material (g,h).
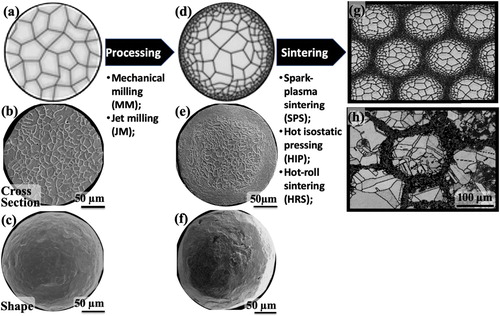
As experience shows, initial powder particles must be of spherical shape or at least very close to such. Diameters in a range of 100–200 μm have been found optimal for producing bHS materials in most cases. Cross-section schematic, real microstructure and shape in a particle at each stage are shown in Figure (a–c), respectively. In the beginning of our studies, plasma rotating electrode processing was used for producing spherical particles in a high-purity inert gas atmosphere for protection. However, such a particle production is expensive, and relatively cheap gas-atomisation was found acceptable in most cases later.
In a first HS material fabrication step, mechanical processing is used with parameters optimised for generating gradient or bimodal distribution of grain sizes in UFG range at the periphery and CG in the core while preserving the near-spherical shape of the initial particles. Cross-section schematic, real microstructure and shape in an as-processed particle at this stage are shown in Figure (d–f), respectively. For mechanical processing, high-energy ball mechanical-milling (MM) can be used in most cases. However, the impact is too severe for some soft metals and alloys, and therefore gentler multi-pass jet-milling (JM) can be used in such cases, e.g. for pure Ti [Citation50]. Processing time in the former or the number of passes in the latter control the fraction of the UFG phase but not its minimum grain size. This is always at a minimum saturated level determined by material purity and homologous temperature of processing [Citation8,Citation83–85]. Sonic-wave and high-energy milling have also been attempted for SUS304L steel but obtained properties are inferior to MM and JM processed counterparts so far.
In the second fabrication step, consolidation of processed powders, i.e. sintering, is optimised so that [nearly] fully dense bulk materials are produced while grain size gradients within the particles are preserved. This allows producing the bHS materials having a 3D skeleton from hard UFG grains with CG islands coherently embedded in it. Such is shown schematically in Figure (g), and experimental EBSD grain-boundary map in Figure (h). In our early works, hot-roll sintering (HRS) was used for this purpose [Citation24,Citation36–39]. However, the final microstructure was still deformed and thus ductility still limited. Therefore, spark-plasma sintering (SPS) was adopted later as more efficient for most materials in preserving ultrafine grains. The summary of representative mechanical properties in various bHS materials with the indication of specific powder processing and consolidation techniques is presented in Figure .
In spite of the elaborated optimal routes for the fabrication of bHS materials as summarised above, we continue exploring new production opportunities and optimising structure-performance-cost efficiency. For instance, significantly cheaper hot isostatic pressing (HIP) has been used successfully at least for Ti64 [Citation51] and SUS316L steel [Citation59]. Direct SPS of Al alloy A2024 powders mixture with particle sizes 1, 20 and 50 μm without mechanical processing was also successfully utilised in exploring commercially attractive routes for bHS material fabrication [Citation77]. Unprocessed pure Ti powder with plasma nitriding was used in [Citation66] for fabricating the bimodal nitrogen diffusion phase and a passive film. Material obtained using the lowest sintering temperature of 873 K demonstrated high strength and the lowest friction coefficient. The mixture of pure Ti, Nb and Ti hydride powders was mechanically milled and two-step SPS sintered to demonstrate cost-effective powder metallurgy processing of β-Ti–40Nb alloy for commercial applications [Citation71]. Cold rolling of bHS Cu to 50% reduction was used for improved strength characteristics without a compromise in ductility while bimodality of grain size distribution was lost [Citation68].
Another very important factor in fabricating bHS materials is coherency between the phases. For instance, bHS nickel (Ni) fabricated through a ‘typical’ MM + SPS route demonstrates the enhancement of both strength and ductility over its heterogeneous and CG counterparts [Citation73,Citation74]. As our preliminary results indicate, the deposition of the UFG layer on powder particles (i.e. the substitution of MM step with electroless plating or mixing CG and UFG powders) may produce similar bHS-like morphology of the microstructure and even substantial increase in strength. However, it is not as efficient for improving structural performance as deformation processing of initial spherical powders. Respective paper for commercially pure Ni is still in preparation while indirect evidence of such a performance pattern in the mixture of pure Al with Si powders has been reported in [Citation54]. Such observations are in a good qualitative agreement with theoretical findings [Citation86], but further experimental confirmations are necessary to prove that.
Mechanics of bHS materials deformation
Understanding the mechanics of plastic deformation and fracture of bHS materials are still in their embryonic stage, and respective publications are limited. Upon sufficiently high mechanical load, the CG phase starts yielding plastically first [Citation74], which changes the slope of the stress–strain curve but the latter still remains nearly-linear until rather high stresses [Citation24]. The main hypothesis based on early evidence [Citation74] is that the main reason for such a rheological behaviour is a relatively small plastic flow of CG phase at this stage, but detailed investigations of elastic-plastic transition are desperately needed.
Park el al used high-resolution digital image correlation (DIC) analysis in the monotonic tensile testing of bHS SUS304L steel [Citation70] for revealing strain partitioning between CG in the cores and UFG in the 3D skeleton. Strain peaks due to the piling up of geometrically necessary dislocations near grain boundaries at the CG–UFG phase interfaces were found responsible for a high back-stress hardening. Dirras et al. arrived to consistent results after carrying out shear cyclic testing on β-Ti alloy [Citation62] and demonstrated that the bHS formation leads to the suppression of twinning and back-stress hardening. Preferential strain hardening of the CG phase in pure bHS nickel due to enhanced dislocation activity has also been reported in [Citation74].
These results are indirectly confirmed by our early finite-element (FE) simulations [Citation80] that also indicate the two-dimensional plain-stress FE model of bHS material tensile sample can be sufficiently descriptive and is therefore preferred over 3D counterpart for studying plastic flow-related phenomena at the meso-scale. Respective full-scale publication is in preparation now. It is also worth mentioning that computational models based on the composite rule of mixture assumption, e.g. [Citation87], provide interesting suggestions towards the optimisation of two-phase material architecture [Citation88]. However, they need to be significantly modified for becoming directly applicable to bHS materials description and optimisation, for instance, to account for the same Young’s modulus in both the phases. The latter leads to a unique elastic-plastic transition behaviour and improves plastic strain compatibility between the phases.
A kinematic hardening-based crystal-plasticity 3D FE model was developed recently by Liu et al. [Citation81] for studying damage behaviour in the pure bHS Ti. It was then applied by Wang et al. for studying cyclic loading [Citation82] where interesting results on stress and strain partitioning between CG and UFG phases are discussed.
Looking at these encouraging but early results, we believe that understanding in detail the mechanics of plastic flow and damage through analytical and numerical modelling are among main priorities in developing bHS materials now. Of particular interest in such simulations would be revealing the effects of stress concentration around the CG–UFG phase interfaces and the synergetic effect of cross-scale phenomena in macroscopic strain partitioning at meso- and nano-scales.
Perspectives of bHS materials fabrication and applications
As mentioned above, equipment and instrumentation for producing bHS materials are not unique and readily available already. This provides very good perspectives for a smooth adoption of such material fabrication technologies in the industry. Very narrow margins of mechanical property variation in bHS materials also favour that. At the same time, it should be mentioned that all tailor-made microstructures including bHS are relatively laborious to produce and are not universal. Therefore, a rational approach should be exercised in adopting them.
To be objective, the strength characteristics of bHS materials are far from always record-breaking in respective categories usually giving way to their homogeneous 100% UFG counterparts, e.g. conveniently summarised in [Citation8]. Nevertheless, superior ductility and toughness characteristics still make them very attractive for high-performance structural applications.
On the other hand, closely matching improvement in strength characteristics can be achieved in industrial practices by changing the chemical compositions of commercial alloys, especially in rather flexible powder metallurgy domain. Nonetheless, opportunities for such may often be restricted by environmental and other requirements, e.g. when materials are used in contact with biological and specific chemical media. Therefore, bHS-based approach for controlling material performance can be particularly useful when alloying and other means of microstructure control are restricted. As has been demonstrated already, this approach can also be extended to a variety of materials.
Conclusions
In this critical assessment, a relatively new concept of heterogeneous bHS materials has been introduced, and its basic principles, weaknesses and advantages along with present development status and perspectives are discussed. The concept is applicable to a large variety of metallic materials and is most efficient in a scenario where changes in the chemical composition of materials are restricted for some reason. It has also been mentioned that understanding bHS materials mechanics and development of industrial technologies with real-life applications are main priorities in a short- and medium-term perspectives.
Disclosure statement
No potential conflict of interest was reported by the author(s).
ORCID
Dmytro Orlov http://orcid.org/0000-0002-1115-4609
Additional information
Funding
References
- Hall EO. The deformation and ageing of mild steel: III discussion of results. Proc Phys Soc Sec B. 1951;64(9):747–753.
- Petch NJ. The cleavage strength of crystals. J Iron Steel Res Int. 1953;174:25–28.
- Feynman RP. There's plenty of room at the bottom. Eng Sci. 1960;1:22–36.
- Gleiter H. Nanocrystalline materials. Prog Mater Sci. 1989;33(4):223–315.
- Valiev R. Materials science: nanomaterial advantage. Nature. 2002 Oct 31;419(6910):887–889.
- Valiev RZ, Alexandrov IV, Zhu YT, et al. Paradox of strength and ductility in metals processed by severe plastic deformation. J Mater Res. 2002;17:5–8.
- Meyers MA, Mishra A, Benson DJ. Mechanical properties of nanocrystalline materials. Prog Mater Sci. 2006;51(4):427–556.
- Estrin Y, Vinogradov A. Extreme grain refinement by severe plastic deformation: a wealth of challenging science. Acta Mater. 2013 Feb;61(3):782–817.
- Langdon TG. Twenty-five years of ultrafine-grained materials: achieving exceptional properties through grain refinement. Acta Mater. 2013 Nov;61(19):7035–7059.
- Valiev RZ, Estrin Y, Horita Z, et al. Fundamentals of superior properties in bulk NanoSPD materials. Mater Res Lett. 2015;4(1):1–21.
- Valiev RZ, Estrin Y, Horita Z, et al. Producing bulk ultrafine-grained materials by severe plastic deformation: ten years later. JOM. 2016;68(4):1216–1226.
- Vinogradov A, Estrin Y. Analytical and numerical approaches to modelling severe plastic deformation. Prog Mater Sci. 2018 Jun 1;95:172–242.
- Mandelbrot BB. The fractal geometry of nature. New York: Henry Holt and Company; 1983.
- Wegst UGK, Ashby MF. The mechanical efficiency of natural materials. Philos Mag. 2004 Jul 21;84(21):2167–2186.
- Meyers MA, Chen P-Y, Lin AY-M, et al. Biological materials: structure and mechanical properties. Prog Mater Sci. 2008;53(1):1–206.
- Meyers MA, McKittrick J, Chen P-Y. Structural biological materials: critical mechanics-materials connections. Science. 2013 Feb 15;339(6121):773–779.
- Wang Y, Chen M, Zhou F, et al. High tensile ductility in a nanostructured metal. Nature. 2002 Oct 31;419(6910):912–915.
- Gil Sevillano J, Aldazabal J. Ductilization of nanocrystalline materials for structural applications. Scr Mater. 2004;51(8):795–800.
- Zhao Y-H, Liao X-Z, Cheng S, et al. Simultaneously increasing the ductility and strength of nanostructured alloys. Adv Mater. 2006 Sep 5;18(17):2280–2283.
- Kimura Y, Inoue T, Yin F, et al. Inverse temperature dependence of toughness in an ultrafine grain-structure steel. Science. 2008;320(5879):1057.
- Höppel HW, Korn M, Lapovok R, et al. Bimodal grain size distributions in UFG materials produced by SPD: their evolution and effect on mechanical properties. J Phys Conf Ser. 2010;240(1):012147.
- Emura S, Tsuzaki K, Tsuchiya K. Improvement of room temperature ductility for Mo and Fe modified Ti2AlNb alloy. Mater Sci Eng A. 2010 Nov 25;528(1):355–362.
- Zhou M. Exceptional properties by design. Science. 2013 Mar 8;339(6124):1161–1162.
- Orlov D, Fujiwara H, Ameyama K. Obtaining copper with harmonic structure for the optimal balance of structure-performance relationship. Mater Trans. 2013;54(9):1549–1553.
- Koseki T, Inoue J, Nambu S. Development of multilayer steels for improved combinations of high strength and high ductility. Mater Trans. 2014;55(2):227–237.
- Wu X, Zhu Y. Heterogeneous materials: a new class of materials with unprecedented mechanical properties. Mater Res Lett. 2017 Nov 15;5(8):527–532.
- Ma E, Zhu T. Towards strength–ductility synergy through the design of heterogeneous nanostructures in metals. Mater Today. 2017 Jul 1;20(6):323–331.
- Ovid'ko IA, Valiev RZ, Zhu YT. Review on superior strength and enhanced ductility of metallic nanomaterials. Prog Mater Sci. 2018 May 1;94:462–540.
- Azizi-Alizamini H, Militzer M, Poole WJ. A novel technique for developing bimodal grain size distributions in low carbon steels. Scr Mater. 2007 Dec;57(12):1065–1068.
- Ravi Kumar B, Raabe D. Tensile deformation characteristics of bulk ultrafine-grained austenitic stainless steel produced by thermal cycling. Scr Mater. 2012 May;66(9):634–637.
- Orlov D, Todaka Y, Umemoto M, et al. Formation of bimodal grain structures in high purity Al by reversal high pressure torsion. Scr Mater. 2011 Mar;64(6):498–501.
- Zherebtsov S, Kudryavtsev E, Kostjuchenko S, et al. Strength and ductility-related properties of ultrafine grained two-phase titanium alloy produced by warm multiaxial forging. Mater Sci Eng A. 2012 Feb 28;536(0):190–196.
- Srinivasarao B, Oh-ishi K, Ohkubo T, et al. Synthesis of high-strength bimodally grained iron by mechanical alloying and spark plasma sintering. Scr Mater. 2008 May;58(9):759–762.
- Dirras G, Gubicza J, Ramtani S, et al. Microstructure and mechanical characteristics of bulk polycrystalline Ni consolidated from blends of powders with different particle size. Mater Sci Eng A. 2010 Feb 15;527(4–5):1206–1214.
- Estrin Y, Vinogradov A. Fatigue behaviour of light alloys with ultrafine grain structure produced by severe plastic deformation: an overview. Int J Fatigue. 2010;32(6):898–907.
- Fujiwara H, Akada R, Noro A, et al. Enhanced mechanical properties of nano/meso hybrid structure materials produced by hot roll sintering process. Mater Trans. 2008;49(1):90–96.
- Fujiwara H, Sekiguchi T, Ameyama K. Mechanical properties of pure titanium and Ti-6Al-4V alloys with a new tailored nano/meso hybrid microstructure. Int J Mater Res. 2009;100:796–799.
- Sekiguchi T, Ono K, Fujiwara H, et al. New microstructure design for commercially pure titanium with outstanding mechanical properties by mechanical milling and hot roll sintering. Mater Trans. 2010;51(1):39–45.
- Ameyama K, Fujiwara H. Creation of harmonic structure materials with outstanding mechanical properties. Mater Sci Forum. 2012;706–709:9–16.
- Zhang Z, Rifai M, Kobayakawa H, et al. Effects of SiO2 particles on deformation of mechanically milled water-atomized SUS304L powder compacts. Mater Trans. 2012;53(1):109–115.
- Ciuca OP, Ota M, Deng S, et al. Harmonic structure design of a SUS329J1 two phase stainless steel and its mechanical properties. Mater Trans. 2013;54(9):1629–1633.
- Fujiwara H, Kawabata T, Miyamoto H, et al. Mechanical properties of harmonic structured composite with pure titanium and Ti-48 at%Al alloy by MM/SPS process. Mater Trans. 2013;54(9):1619–1623.
- Yamada Y, Fujiwara H, Miyamoto H, et al. Microstructure and mechanical properties of high speed steel/carbon steel composite with harmonic structure. J Jpn Soc Powder Powder Metall. 2013 Apr;60(4):160–166.
- Ota M, Sawai K, Kawakubo M, et al. Harmonic structure formation and deformation behavior in a (α + γ) two phase stainless steel. IOP Conf Ser Mater Sci Eng. 2014 Aug 8;63:012027.
- Sawangrat C, Kato S, Orlov D, et al. Harmonic-structured copper: performance and proof of fabrication concept based on severe plastic deformation of powders. J Mater Sci. 2014 May 20;49(19):6579–6585.
- Zhang Z, Vajpai SK, Orlov D, et al. Improvement of mechanical properties in SUS304L steel through the control of bimodal microstructure characteristics. Mater Sci Eng A. 2014 Mar 26;598:106–113.
- Dirras G, Ota M, Tingaud D, et al. Microstructure evolution during direct impact loading of commercial purity α-titanium with harmonic structure design. Matér Tech. 2015;103(3):311.
- Kikuchi S, Imai T, Kubozono H, et al. Evaluation of near-threshold fatigue crack propagation in Ti-6Al-4V alloy with harmonic structure created by mechanical milling and spark plasma sintering. Frattura ed Integrità Strutturale. 2015;9(34):545–553.
- Kikuchi S, Takemura K, Hayami Y, et al. Evaluation of the fatigue properties of Ti-6Al-4V alloy with harmonic structure in 4-Points bending. J Soc Mater Sci Jpn. 2015;64(11):880–886.
- Ota M, Vajpai SK, Imao R, et al. Application of high pressure Gas Jet Mill Process to Fabricate high performance harmonic structure Designed pure titanium. Mater Trans. 2015;56(1):154–159.
- Vajpai SK, Ota M, Watanabe T, et al. The development of high performance Ti-6Al-4V alloy via a unique Microstructural design with bimodal grain size distribution. Metallurg Mater Trans A. 2015 Feb 1;46(2):903–914.
- Vajpai SK, Sawangrat C, Yamaguchi O, et al. Deformation mechanism of harmonic structure designed Co–Cr–Mo alloy. Adv Mater Process Technol. 2015 Oct 2;1(3–4):610–618.
- Zhang Z, Orlov D, Vajpai SK, et al. Importance of bimodal structure topology in the control of mechanical properties of a stainless steel. Adv Eng Mater. 2015;17(6):791–795.
- Khalil NZ, Vajpai SK, Ota M, et al. Application of Al-Si Semi-solid Reaction for fabricating harmonic structured Al based alloy. Mater Trans. 2016;57(9):1433–1439.
- Kikuchi S, Imai T, Kubozono H, et al. Effect of harmonic structure design with bimodal grain size distribution on near-threshold fatigue crack propagation in Ti–6Al–4 V alloy. Int J Fatigue. 2016 Nov 1;92:616–622.
- Rai PK, Shekhar S, Nakatani M, et al. Effect of harmonic microstructure on the corrosion behavior of SUS304L austenitic stainless steel. Metallurg Mater Trans A. 2016;47(12):6259–6269.
- Vajpai SK, Ota M, Zhang Z, et al. Three-dimensionally gradient harmonic structure design: an integrated approach for high performance structural materials. Mater Res Lett. 2016 Oct 1;4(4):191–197.
- Vajpai SK, Sawangrat C, Yamaguchi O, et al. Effect of bimodal harmonic structure design on the deformation behaviour and mechanical properties of Co-Cr-Mo alloy. Mater Sci Eng C. 2016 Jan 1;58:1008–1015.
- Zheng R, Zhang Z, Nakatani M, et al. Enhanced ductility in harmonic structure designed SUS316L produced by high energy ball milling and hot isostatic sintering. Mater Sci Eng A. 2016 Sep 30;674:212–220.
- Amokrane G, Hocini A, Ameyama K, et al. Functionalization of new biocompatible titanium alloys with harmonic structure design by using UV irradiation. IRBM. 2017 Aug 1;38(4):190–197.
- Dirras G, Tingaud D, Ueda D, et al. Dynamic Hall-Petch versus grain-size gradient effects on the mechanical behavior under simple shear loading of β-titanium Ti-25Nb-25Zr alloys. Mater Lett. 2017 Nov 1;206:214–216.
- Dirras G, Ueda D, Hocini A, et al. Cyclic shear behavior of conventional and harmonic structure-designed Ti-25Nb-25Zr β-titanium alloy: back-stress hardening and twinning inhibition. Scr Mater. 2017 Sep 1;138:44–47.
- Nakatani M, Fujiki Y, Ota M, et al. High temperature mechanical properties of harmonic structure designed SUS304L austenitic stainless steel. Mater Sci Forum. 2017;879:2507–2511.
- Rai PK, Shekhar S, Nakatani M, et al. Wear behavior of harmonic structured 304L stainless steel. J Mater Eng Perform. 2017 Jun 1;26(6):2608–2618.
- Zhang Z, Ma H, Zheng R, et al. Fatigue behavior of a harmonic structure designed austenitic stainless steel under uniaxial stress loading. Mater Sci Eng A. 2017 Nov 7;707(Suppl. C):287–294.
- Kikuchi S, Akebono H, Ueno A, et al. Formation of commercially pure titanium with a bimodal nitrogen diffusion phase using plasma nitriding and spark plasma sintering. Powder Technol. 2018 May 1;330:349–356.
- Kikuchi S, Kubozono H, Nukui Y, et al. Statistical fatigue properties and small fatigue crack propagation in bimodal harmonic structured Ti-6Al-4V alloy under four-point bending. Mater Sci Eng A. 2018 Jan 10;711:29–36.
- Li G, Morinaka S, Kawabata M, et al. Improvement of strength with maintaining ductility of harmonic structure pure copper by cold rolling and annealing process. Procedia Manuf. 2018 Jan 1;15:1641–1648.
- Nukui Y, Kubozono H, Kikuchi S, et al. Fractographic analysis of fatigue crack initiation and propagation in CP titanium with a bimodal harmonic structure. Mater Sci Eng A. 2018 Feb 14;716:228–234.
- Park HK, Ameyama K, Yoo J, et al. Additional hardening in harmonic structured materials by strain partitioning and back stress. Mater Res Lett. 2018 May 4;6(5):261–267.
- Sharma B, Vajpai SK, Ameyama K. An efficient powder metallurgy processing route to prepare high-performance β-Ti–Nb alloys using pure titanium and titanium hydride powders. Metals (Basel). 2018;8(7):516.
- Kikuchi S, Nakatsuka Y, Nakai Y, et al. Evaluation of fatigue properties under four-point bending and fatigue crack propagation in austenitic stainless steel with a bimodal harmonic structure. Frattura Integr Strutt. 2019 Mar 7;13(48).
- Nagata M, Horikawa N, Kawabata M, et al. Effects of microstructure on mechanical properties of harmonic structure Designed pure Ni. Mater Trans. 2019;60(9):1914–1920.
- Orlov D, Zhou J, Hall S, et al. Advantages of architectured harmonic structure in structural performance. IOP Conf Ser Mater Sci Eng. 2019;580(012019):265–272.
- Rai PK, Shekhar S, Yagi K, et al. Corrosion behavior of harmonic structured 316L stainless steel in 3.5% NaCl and simulated body fluid Solution. J Mater Eng Perform. 2019;28(12):7554–7564.
- Rai PK, Shekhar S, Yagi K, et al. Fretting wear mechanism for harmonic, non-harmonic and conventional 316L stainless steels. Wear. 2019 Apr 15;424–425:23–32.
- Zheng R, Li G, Zhang Z, et al. Manipulating the powder size to achieve enhanced strength and ductility in harmonic structured Al alloy. Mater Res Lett. 2019 Jun 3;7(6):217–224.
- Zhou G, Ma H, Zhang Z, et al. Fatigue crack growth behavior in a harmonic structure designed austenitic stainless steel. Mater Sci Eng A. 2019 Jun 5;758:121–129.
- Yu H, Watanabe I, Ameyama K. Deformation behavior analysis of harmonic structure materials by multi-scale finite element analysis. Adv Mat Res. 2015;1088:853–857.
- Ibishi B. Finite-element simulations of harmonic structured materials [Manuscript]. Lund: Lund University; 2016.
- Liu J, Li J, Dirras G, et al. A three-dimensional multi-scale polycrystalline plasticity model coupled with damage for pure Ti with harmonic structure design. Int J Plast. 2018 Jan 1;100:192–207.
- Wang X, Cazes F, Li J, et al. A 3D crystal plasticity model of monotonic and cyclic simple shear deformation for commercial-purity polycrystalline Ti with a harmonic structure. Mech Mater. 2019 Jan 1;128:117–128.
- Huang Y, Prangnell PB. The effect of cryogenic temperature and change in deformation mode on the limiting grain size in a severely deformed dilute aluminium alloy. Acta Mater. 2008;56(7):1619–1632.
- Rathmayr GB, Pippan R. Influence of impurities and deformation temperature on the saturation microstructure and ductility of HPT-deformed nickel. Acta Mater. 2011 Nov;59(19):7228–7240.
- Orlov D, Kamikawa N, Tsuji N. High pressure torsion to refine grains in pure aluminum up to saturation: mechanisms of structure evolution and their dependence on strain. Philos Mag. 2012 Jun 21;92(18):2329–2350.
- Guo X, Yang G, Weng GJ. The saturation state of strength and ductility of bimodal nanostructured metals. Mater Lett. 2016 Jul 15;175:131–134.
- Iwakuma T, Koyama S. An estimate of average elastic moduli of composites and polycrystals. Mech Mater. 2005 Apr 1;37(4):459–472.
- Watanabe I, Nakamura G, Yuge K, et al. Maximization of strengthening effect of microscopic morphology in duplex steels. In: Altenbach H, Matsuda T, Okumura D, editor. From creep damage mechanics to Homogenization methods: a liber Amicorum to celebrate the birthday of Nobutada Ohno. Cham: Springer International Publishing; 2015. p. 541–555.