
Abstract
The study tests the validity of the tensile hot ductility test for assessing cracking during the straightening operation. Steels with a thin film of deformation induced ferrite (DIF) or fully austenitic when straightening were examined. In both cases dynamic recrystallisation (DRX) occurs at high temperatures. However, DRX is not possible on straightening, the grain size being too coarse and strains too low. When, DRX occurs, ductility is overestimated compared to the un-recrystallised condition on bending. For steels with DIF films if the depth of the trough is ≥40%RA (reduction of area) cracking is unlikely. However, for TWIP steels, the estimated RA for unrecrystallised ϒ can be much < 40% causing cracking even though measured ductility is well in excess.
Introduction
The simple hot ductility curve of RA (reduction of area) against temperature shown in Figure has been found very useful in determining the likelihood of transverse cracking occurring when the strand is straightened during continuous casting [Citation1–3]. Generally, it has been found using a standardised testing procedure, that a RA value ≥40% will give freedom from cracking [Citation3]. However, its use in the higher temperature range when dynamic recrystallisation (DRX) is possible, is unclear and it is the intention to review this part of the curve in more detail as well as to clarify the mechanisms responsible for the shape of the curves for all steels.
Figure 1. The shape of a typical hot ductility curve for a steel having a thin film of ferrite surrounding the austenite grain surfaces present when straightening the strand [Citation1].
![Figure 1. The shape of a typical hot ductility curve for a steel having a thin film of ferrite surrounding the austenite grain surfaces present when straightening the strand [Citation1].](/cms/asset/9454db4b-a1e2-4c5d-be70-0fcb126f2e86/ymst_a_1882047_f0001_oc.jpg)
The cracks are believed to originate in the mould and propagate on straightening when the direction of movement of the strand changes from the vertical to the horizontal (Figure ).
Figure 2. Schematic diagram for the continuous casting process of steel.
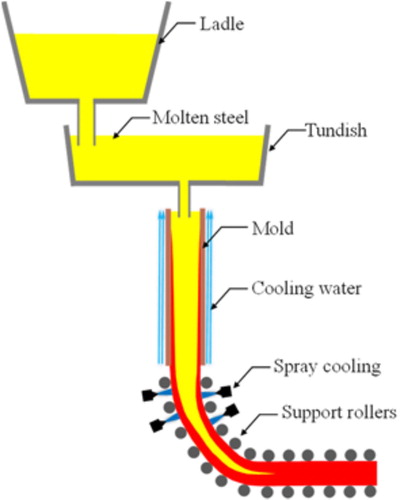
This bending operation produces tensile stresses at the surface and edges which can cause cracks to form and open up. The cracks form in the same temperature range, 700–1000°C, in which ductility can be very poor in a simple hot tensile as shown in Figure .
The tensile test is carried out so as to follow the continuous casting process as closely as possible. The tensile samples are heated to a high enough temperature to take all the microalloying precipitates back into solution and produce a coarse austenite grain size reminiscent of the as-cast condition. They are then cooled from the solution temperature to the test temperature at the average cooling rate undergone in the commercial process and strained at the same rate as used in the straightening operation. As far as commercially simulating the bending operation during continuous casting is concerned, this test procedure has many drawbacks but is used because of its simplicity and that even though it has many inadequacies, it generally has been found to be a good research tool [Citation1–3].
Although much work has been carried out in understanding the hot ductility behaviour in relationship to the problem of cracking when the high strength low alloy (HSLA) steels are continuous cast, there has been only limited research on austenitic steels. However, this area has taken on more interest in the last 10 years with the development of TWIP steels which are austenitic and difficult to cast and subject at times to cracking [Citation4].
In this paper the role of this test in assessing the likelihood to cracking occurring will be discussed for a variety of steels, High-strength low-alloy (HSLA), Transformation Induced Plasticity (TRIP), Dual Phase (DP), all having the thin film of ferrite present during the straightening as well as Stainless and Twinning-Induced Plasticity (TWIP) steels which are fully austenitic.
Plain C-Mn, HSLA, dual phase and TRIP steels
These steels undergo the austenite/ferrite transformation on cooling after solidification and as such show a hot ductility curve, as in Figure with a ductility trough in the temperature range 700–1000°C, the range in which the unbending operation takes place on continuous casting.
The unbending operation causes tensile strains on the surface and edges of the continuous cast strand which can result in cracking of the edges and broad face of the slab, (transverse cracking of the strand). At the higher and lower temperature sides of the trough (regions 1 and 3 in Figure ), ductility is very good but there is a temperature range (region 2) where the ductility can be poor, with the RA being, as low at times, as 10% and cracks are found to propagate along the austenite grain boundaries [Citation1]. This cracking occurs because on cooling through the austenite temperature range, on transformation, a thin film of the softer ferrite forms surrounding the austenite grain surfaces and the strain becomes concentrated in this region. This film is deformation induced and can cause problems, since it does not develop materially into the matrix of the austenite, so that all the strain is localised there, causing void formation at the manganese sulphide inclusions situated in the boundary region leading to ductile intergranular failure. Without deformation, the ferrite develops very quickly on cooling below the Ar3 and when it reaches 40% volume fraction, the strain is no longer localised and ductility recovers, the fracture changing to transgranular [Citation5]. However, under deformation, transformation is encouraged at the grain boundaries and the ferrite film forms at temperatures above the Ar3, quite often over the entire temperature range from the Ar3 to the Ae3 [Citation5], Figure , but importantly does not develop materially into the austenite grain until the temperature is below the Ar3. The hot ductility trough can therefore be very wide covering a 100°C temperature range [Citation6].
At the low temperature end of the trough, region 1, ductility recovers when the temperature falls about 30°C below the Ar3 when there is sufficient ferrite present to prevent localisation of the strain, ferrite having good ductility. At the high temperature end of the trough, ductility recovers by DRX. When tensile testing is carried out at the low strain rates used in the bending operation, dynamic recrystallisation usually occurs at high temperatures, (∼≥800°C) [Citation1]. DRX is beneficial because it results in a finer grain size which reduces the amount of grain boundary sliding (GBS) and it also allows the grain boundaries to migrate away from developing cracks [Citation1].
One of the problems in interpreting these curves for the straightening operation is that the strains in bending are very small compared to the strains used to fracture a tensile sample. The high strains in a tensile test (>20%) can cause DRX and this is not possible in the bending operation, the strains only being 1–3% [Citation1–3].
Although DRX is very important when it comes to hot forming operations such as hot rolling where strains are very high, this recovery process is not relevant to the straightening operation. Importantly, because DRX exerts such a big influence on the hot ductility, this high-temperature range in the hot ductility curve cannot be used to fully assess the likelihood to cracking as it is the ductility of un-recrystallised austenite which is required for the bending operation and this is difficult to determine. However, it must be appreciated that the ductility of un-recrystallised austenite even without precipitation is only a little better than the ductility when the thin film of ferrite is present as is shown in Figure [Citation7,Citation8]. The RA value when the film of ferrite is present is 40% compared to a value of ∼50% for un-recrystallised austenite and this is in a plain C-Mn steel free of any precipitates, Figure . However, this small improvement cannot be discounted and is often sufficient to avoid cracking [Citation3]. Hence, because the ductility is always better when the ferrite film is absent, Figure as long as the RA value is in excess of 40% at the base of the trough, just before the microstructure becomes fully austenitic, the likelihood of cracks forming are remote.
Figure 3. Hot ductility curve for 0.4 wt-%C plain C-Mn steel having no micro-alloying precipitates showing that the RA for un-recrystallised austenite only reaches 50% when tested at strain rate of 3 × 10−4 s−1 [Citation7]. DIF denotes deformation induced ferrite. The dashed curve shown in the figure is for when DRX does not occur.
![Figure 3. Hot ductility curve for 0.4 wt-%C plain C-Mn steel having no micro-alloying precipitates showing that the RA for un-recrystallised austenite only reaches 50% when tested at strain rate of 3 × 10−4 s−1 [Citation7]. DIF denotes deformation induced ferrite. The dashed curve shown in the figure is for when DRX does not occur.](/cms/asset/818ba130-d9c5-464d-a253-a3b084cfbbb8/ymst_a_1882047_f0003_ob.jpg)
Generally, it is found that DRX occurs most easily when the particles are sufficiently coarse to not pin the boundaries [Citation1]. There is also quite a strong relationship between the removal of the thin film of ferrite and when DRX takes place [Citation1] indicating that its presence prevents DRX occurring. In fact, it can generally be taken that in these steels if the minimum ductility in the trough is ∼≥40% then ductility is likely to be enough to avoid cracking at the higher temperatures as the increase in the rate of grain boundary sliding is compensated to a large degree by the reduction in flow stress that occurs on increasing the temperature. When DRX does occur, the ductility can be very high (often as high as 100%) and much higher than the RA value for un-recrystallised austenite which rarely exceeds 60% for the low strain rates relevant to the unbending operation. However, to achieve these very high RA values, it is not only necessary for DRX to take place but it must be sufficiently advanced to isolate cracks and prevent them from inter-linking [Citation1].
The shape of the hot ductility curve for these steels can be explained by a simple model, Figure which shows the influence of strain rate, grain size and precipitation on the hot ductility curve [Citation3].
Figure 4. Schematic diagram showing (a) how the width of the ductility trough at the high temperature side of the trough could be controlled by where the curve for ϵc1, the critical strain for DRX, intersects the curve for ϵf1, the fracture strain this being at TD1, the temperature for DRX, (b) how increasing the strain rate reduces the depth and width of this trough where ϵc1, ϵf1 and TD1 refer to the lower strain rate and ϵc2, ϵf2 and TD2 refer to the higher strain rate, (c) how refining the grain size reduces the depth and width of the trough, where ϵc1, ϵf1 and TD1 refer to the coarser grain size and ϵc2, ϵf2 and TD2 refer to the finer grain size and (d) how precipitation causes the width and depth to increase where ϵc1, ϵf1 and TD1 refer to there being no precipitation and ϵc2, ϵf2 and TD2 refer to when precipitation is present [Citation3].
![Figure 4. Schematic diagram showing (a) how the width of the ductility trough at the high temperature side of the trough could be controlled by where the curve for ϵc1, the critical strain for DRX, intersects the curve for ϵf1, the fracture strain this being at TD1, the temperature for DRX, (b) how increasing the strain rate reduces the depth and width of this trough where ϵc1, ϵf1 and TD1 refer to the lower strain rate and ϵc2, ϵf2 and TD2 refer to the higher strain rate, (c) how refining the grain size reduces the depth and width of the trough, where ϵc1, ϵf1 and TD1 refer to the coarser grain size and ϵc2, ϵf2 and TD2 refer to the finer grain size and (d) how precipitation causes the width and depth to increase where ϵc1, ϵf1 and TD1 refer to there being no precipitation and ϵc2, ϵf2 and TD2 refer to when precipitation is present [Citation3].](/cms/asset/a393c4e7-a41c-4bdc-b79b-d0576dbd88fe/ymst_a_1882047_f0004_oc.jpg)
Two curves are proposed, Figure (a), one of the fracture strain, ϵf, against temperature and the other for the critical strain for dynamic recrystallisation, ϵc, against temperature and where the curves intersect this gives the temperature at which dynamic recrystallisation occurs, TD1, Figure (a). The fracture strain is taken as the RA value at the base of the trough and ϵc can be calculated according to Ref. [Citation9]. Increasing the strain rate (Figure (b)) or refining the grain size (Figure (c)) will lead to a narrower and more ductile trough. Precipitation will in contrast lead to a wider and less ductile trough, Figure (d). The Ae3 and Ar3 temperatures will always give a good guidance as to the width of the trough, as they often cover the entire temperature range in which the thin film of deformation induced ferrite is formed, Figure .
Summarising, the high ductility at the lower temperature range, (region 1 in Figure ) is due to the presence of sufficient ferrite (∼ 40%) to prevent this localised intergranular ductile failure, ferrite having good ductility compared to austenite. This is normally achieved at a temperature ∼30°C below the Ar3. The high ductility at the high temperature end is due to the temperature being high enough to cause dynamic recrystallisation. The presence of particles (inclusions and precipitates at the boundaries) encourages intergranular failure and fine precipitates in the austenite matrix increase the stress acting on the boundary making it easier for grain boundary sliding to occur [Citation1]. When the depth of the trough has RA values below 35–40%, straightening at higher temperatures to avoid the presence of the thin film of ferrite may not avoid cracking even if the hot ductility curve suggests otherwise, if dynamic recrystallisation has occurred. DRX gives a false picture of good ductility for the straightening operation. However, if ductility is such as to give a value of >35–40%RA at the base of the trough, removal of the thin film of ferrite will improve ductility so that straightening at higher temperatures should give freedom from cracking.
Restrictions on use
As noted in the introduction, the simple hot ductility curve does not simulate the continuous casting operation accurately. Probably the main fault is in using an average cooling rate. The cooling condition that has been chosen is a much too simplified simulation of the real situation as can be seen from Figure [Citation10]. The strand cools very rapidly at first, reaches a minimum temperature (primary cooling) and then rises to a peak followed by a gradual fall in temperature (secondary cooling). During secondary cooling, the strand passes through the guide rolls and the temperature cycles, the temperature rising on entering the rolls and then falling as the water sprays impinge on its exit.
Figure 5. A 2-D computerised strand temperature model predicting the thermal history during continuous casting of a 240 mm thick strand, cast at 1 m min–1[Citation10].
![Figure 5. A 2-D computerised strand temperature model predicting the thermal history during continuous casting of a 240 mm thick strand, cast at 1 m min–1[Citation10].](/cms/asset/5fc297ac-a503-4b09-822b-3d0ced81429c/ymst_a_1882047_f0005_ob.jpg)
Notwithstanding this, for plain C-Mn steels and for steels with Nb and V as microalloying additions, additions which go back into solution on solution treating at 1250–1300°C, an average cooling rate has been found to give a good indication of the cracking sensitivity. However, a standardised testing regime must be used so that a set value for the RA can be established to ensure freedom from cracking based on commercial statistics of cracking frequency [Citation2]. For example, a value of RA≥40 has often been found suitable when a strain rate of 3 × 10−3s–1, a solution temperature of 1250–1300°C, and cooling rate of 60°C min–1 is used [Citation3].The holding time at the test temperature should also be standardised but has varied because of the difficulty in reaching the test temperature without overshooting but 30 s is a recommended time.
Generally, for low Al, Nb and V HSLA steels, higher RA values are obtained from tensile samples which have been solution treated to those cast in-situ [Citation11]. This is due to a combination of having a finer grain size caused by heating through the α/ϒ phase transformation and a lower level of S in solution due to the lower temperature of solution treating compared to the temperature on casting [Citation11]. Nevertheless, for Nb and V containing steels, provided the appropriate RA criterion is chosen to link up with the incidence of cracking, the simple hot tensile test has been found to work well for predicting the likelihood of cracking occurring.
However, this simple test cannot be used for Ti containing steels because heating to 1250–1300°C does not take the Ti-rich precipitates back into solution. Furthermore, even when the tensile specimens are cast in-situ prior to testing there is little agreement between industrial and laboratory experience, the Ti additions generally giving very poor ductility in the tensile test [Citation10,Citation12]. In contrast to the poor ductility shown by the majority of laboratory work in which an average cooling rate has been used, commercial experience has shown that under the right conditions, Ti can be a very good addition and not encourage transverse cracking. Modifying the laboratory testing procedure to include an undercooling step as illustrated in Figure which includes both a primary and secondary cooling regime has been found to reconcile this disagreement making it suitable for predicting the cracking susceptibility [Citation10,Citation12].
Figure 6. Thermal schedule used to generate the thermal condition of the billet surface in the continuous casting process: Tm is melting point, Tmin and Tmax are lowest and highest temperatures respectively. Tu is the temperature at the straightener and ΔT is the undercooling step [Citation10].
![Figure 6. Thermal schedule used to generate the thermal condition of the billet surface in the continuous casting process: Tm is melting point, Tmin and Tmax are lowest and highest temperatures respectively. Tu is the temperature at the straightener and ΔT is the undercooling step [Citation10].](/cms/asset/51e2b6b6-2c8c-48f0-a96a-cea0a82d080f/ymst_a_1882047_f0006_ob.jpg)
Austenitic steels
As with steels which undergo the ϒ/α transformation on straightening, it is the hot ductility of un-recrystallised austenite which is important in controlling the cracking susceptibility.
In austenitic steels, as with HSLA, TRIP and dual phase steels which undergo transformation, increasing the strain rate and refining the grain size improves ductility whereas precipitation impairs the ductility particularly when the precipitates are situated at the austenite grain boundaries [Citation13]. The only difference is that there is no ferrite present when straightening, so that the deformation induced thin film of ferrite (DIF) surrounding the austenite grains which is present in the HSLA steels and widens and deepens the ductility trough is absent. A ductility trough can still exist in these steels when precipitation occurs but is then very narrow.
When precipitation takes place in austenitic steels, the curves dip down, Figure , reach a minimum value for RA and instead of remaining relatively flat, then rise again [Citation13]. The minimum ductility in this particular case is due to the precipitation of chromium carbides at the boundaries and within the matrix. The temperature at which the minimum ductility occurs corresponds to the temperature giving the maximum rate of precipitation. At higher temperatures, ductility recovers as any precipitation is too coarse to influence ductility and DRX can now occur giving an added benefit to ductility, particularly with increasing strain rate, Figure . At lower temperatures ductility recovers because the time needed for precipitation to occur during the test is too long.
Figure 7. Hot ductility curves for an austenitic stainless steel tested at different strain rates [Citation13].
![Figure 7. Hot ductility curves for an austenitic stainless steel tested at different strain rates [Citation13].](/cms/asset/4e987673-bab3-4b3c-9958-e214f0794774/ymst_a_1882047_f0007_oc.jpg)
An important point to note in Figure is that at the low strain rates pertaining to the straightening operation, 10-3 to 10-4s–1, there is often little change in the RA with temperature in the temperature range of interest 800–1000°C where straightening takes place. This is because on increasing the test temperature in this temperature and strain rate range, the detrimental influence of grain boundary sliding on hot ductility is approximately balanced by the beneficial influence of recovery, and DRX is not generally sufficiently operative. Li and Cheng [Citation14] found that the hot ductility of a Cr15Mn7Ni4N austenitic stainless-steel slab in which no Cr carbides were detected at the grain boundaries gave a very flat curve in the temperature range 800–1100°C, Figure . DRX occurred for temperatures >825°C but as the RA remained constant with an increase in temperature this suggests that the DRX was not improving the overall ductility and the recovery was just keeping pace with the increase in GBS with temperature, Figure . At lower temperatures, the authors [Citation14] suggest that the decrease in ductility may be because a small amount of ferrite started to form around the boundaries.
Figure 8. Hot ductility curve of a Cr15Mn7Ni4N austenitic stainless steel. Tensile samples were heated to 1250°C and cooled at 180°C min–1 to the test temperature and strained at a strain rate of 1 × 10−3 s−1 [Citation14]. Included in the figure are two curves from Ref. [Citation13].
![Figure 8. Hot ductility curve of a Cr15Mn7Ni4N austenitic stainless steel. Tensile samples were heated to 1250°C and cooled at 180°C min–1 to the test temperature and strained at a strain rate of 1 × 10−3 s−1 [Citation14]. Included in the figure are two curves from Ref. [Citation13].](/cms/asset/a5ac68c0-de0b-42b3-b4dc-d53957cd7c67/ymst_a_1882047_f0008_oc.jpg)
It should be noted that grain boundary sliding is always present in un-recrystallised austenite at high temperatures and gets worse with increasing temperature. However, although at the higher temperatures, DRX will be encouraged preventing GBS, it often occurs too late to stop fracture from occurring and ductility remains poor. The RA value obtained for a fixed strain rate is dependent on a large number of variables including recovery, grain boundary sliding, precipitation, DRX and grain size. For these high Mn TWIP steels, in the absence of fine precipitation and DRX, there is, at the low strain rates pertaining to the straightening operation, an almost constant RA value in the temperature range 800–1000°C. This suggests that for this temperature range and at low strain rates, the rate of recovery approximately balances the rate of grain boundary sliding.
This rather flat curve is again shown in Figure for an austenitic high Mn, 1.5 wt-% Al, TWIP steel which contains no fine matrix precipitation and shows no DRX of consequence [Citation15].
Figure 9. Typical hot ductility curves for both low (0.0 and 0.047%Al) and high Al (1.5%Al) 0.6%C, 18%Mn TWIP steels containing no precipitation hardening microalloying additions [Citation15]. (All compositional % are wt-%).
![Figure 9. Typical hot ductility curves for both low (0.0 and 0.047%Al) and high Al (1.5%Al) 0.6%C, 18%Mn TWIP steels containing no precipitation hardening microalloying additions [Citation15]. (All compositional % are wt-%).](/cms/asset/988b4eca-e27f-4111-8959-20da48f74115/ymst_a_1882047_f0009_oc.jpg)
In the high Al, TWIP steels, the AlN precipitates are normally at the grain boundaries unless the S level is very low when they are situated in the matrix and are coarse so are not detrimental to ductility, Figure (a,b) [Citation15,Citation16]. The precipitation of AlN occurs on solidification and does not go back into solution throughout the straightening testing temperature range so because it covers the surface of the grains it will have a constant but detrimental influence on the RA encouraging intergranular failure.
Figure 10. Thin film of AlN precipitated at austenite grain boundary causing intergranular failure and poor ductility. This steel had 0.002 wt-%S and shows that the S level must be very low <0.001 wt-%S before AlN precipitates in the matrix. Black coating on the grain boundary is AlN[Citation15]. Fig.10b Coarse AlN precipitates in the matrix for a high Al, TWIP steel that had no sulphur present. Ductility in consequence improves [Citation16].
![Figure 10. Thin film of AlN precipitated at austenite grain boundary causing intergranular failure and poor ductility. This steel had 0.002 wt-%S and shows that the S level must be very low <0.001 wt-%S before AlN precipitates in the matrix. Black coating on the grain boundary is AlN[Citation15]. Fig.10b Coarse AlN precipitates in the matrix for a high Al, TWIP steel that had no sulphur present. Ductility in consequence improves [Citation16].](/cms/asset/2466efed-07c3-4a07-a1c2-dc6aeae5c409/ymst_a_1882047_f0010_oc.jpg)
The hot ductility curves both for high Al, 1.5 wt-%, and low Al, 0.0 - 0.047 wt-%, 0.6 wt-%C, 18 wt-%Mn, TWIP steels tested at a strain rate of 3 × 10−3s–1 are shown in Figure [Citation15]. In both cases there is little change in the RA value with an increase in temperature in the range 800–1000°C and no dynamic recrystallisation was observed. Increasing the Al level made the ductility worse but ductility even with a low Al level is only just acceptable.
It should be noted that contrary to the experience with HSLA steels no significant difference in RA values has been observed between as cast in-situ samples and reheated samples for Nb containing high Al, TWIP samples, Figure [Citation17]. This is because there is no change in grain size on solution treating and the steels have low S levels so there is little difference in the amount of S in solution between the as-cast samples and the solution treated.
Figure 11. Hot ductility curves for Nb containing high Al, TWIP steel for the as-cast state and after solution treating at 1300°C [Citation17].
![Figure 11. Hot ductility curves for Nb containing high Al, TWIP steel for the as-cast state and after solution treating at 1300°C [Citation17].](/cms/asset/3e229b11-3a0d-4a20-bff3-f9a2392c9c52/ymst_a_1882047_f0011_oc.jpg)
In the case of high Al containing TWIP steels the hot ductility at the low strain rate relevant to the straightening operation has been examined extensively by a group of research workers [Citation18–22].and the influence of the microalloying elements, Ti (0.02 wt-%), V(0.11 wt-%), Nb(0.08 wt-%), Mo(0.3 wt-%) and Ti-B(0.014 wt-%Ti, 0.004 wt-%B) on the hot ductility of these steels determined. Three of these curves are illustrated in Figure [Citation18]. The three steels had the base composition 1.5%Al, 1.5% Si with 0.45%C, 22%Mn and 0.01%N (all wt-%), one with no micro-alloying addition (Figure (a)) and the other two having the same base composition but with 0.02 wt-%Ti and 0.11 wt-%V, Figure (b,c), respectively It was found in Figures (a,c) that ductility was poor at the low and high temperature ends of the temperature range examined 700–1100°C. In the steel with no microalloying additions, a small peak in ductility occurred at 800°C, Figure (a), and for the V containing steel at the intermediate temperatures, 800–1000°C, the ductility was found to peak markedly and the better ductility was shown to be due to dynamic recrystallisation, Figure (c). Only this V containing steel gave RA > 40% in the temperature range 800–1000°C. This is different to the behaviour with HSLA steels when the same amount of V and N would lead to poor ductility due to dynamically induced fine VN precipitation [Citation23].
Figure 12. Hot ductility curves reported by Salas-Reyes et al. for three steels having (a) no microalloying additions, (b) 0.02 wt-%Ti and (c) 0.11 wt-%V [Citation18].
![Figure 12. Hot ductility curves reported by Salas-Reyes et al. for three steels having (a) no microalloying additions, (b) 0.02 wt-%Ti and (c) 0.11 wt-%V [Citation18].](/cms/asset/d85397b9-b4a9-4ea5-b101-ad58a904e310/ymst_a_1882047_f0012_oc.jpg)
Two cooling rates were used in Salas-Reyes et al. work, casting being carried out in both metallic (∼60°C min–1) and sand moulds (∼1°C min–1), the cooling rates giving generally little difference in hot ductility for test temperatures in the range 900–1100°C [Citation18]. The grain size after cooling in the metallic mould was ∼0.5 mm and the grain size was coarser ∼2 mm when cooled at the slower rate in the sand mould. Little difference in RA values was noted between the hot ductility curves for the metallic and sand moulds for temperatures >900°C, Figure . Previous work has shown that once the grain size is coarse >300 µm further increase in grain size has only a small influence on the hot ductility [Citation2]. The peak in ductility was however, more pronounced as expected for the finer grained steels cast in the metallic mould, DRX being easier the finer grain size Figure (a,c) [Citation18].
Grain boundary sliding (GBS) was proposed as the failure mechanism when DRX did not take place [Citation18]. The high RA values of 60–80% for the 0.11 wt-%V containing steel, Figure (c), were associated with DRX but as already noted DRX would not occur on straightening.
Hence, the problem is again how to relate the tensile test results to the straightening operation. Kang et al. [Citation16] have also examined the influence only of V on hot ductility of TWIP steels but covering a wider range than Salas-Reyes et al. [Citation18], from 0.05 to 0.7 wt-%V. The hot ductility curves are shown in Figure for the 0.05% and 0.11 wt-%V containing steels.
Figure 13. Hot ductility curves for a 1.5%Al, 18%Mn, 0.6%C steel having 0.05% and 0.12%V in which no DRX was present [Citation16] (all wt-%).
![Figure 13. Hot ductility curves for a 1.5%Al, 18%Mn, 0.6%C steel having 0.05% and 0.12%V in which no DRX was present [Citation16] (all wt-%).](/cms/asset/53f338ee-ccd1-4a69-bb74-8cbfd7eb595f/ymst_a_1882047_f0013_oc.jpg)
In Kang et al.’s work [Citation16] contrary to Salas-Reyes et al. [Citation18] there was no evidence for DRX, probably due to their compositional differences leading to different stacking fault energies [Citation24,Citation25]. The lower the stacking fault energy, the easier it is to build up dislocations in the un-recrystallised grains favouring DRX and because of the lower C content and presence of 1.5 wt-%Si in Salas-Reyes et al.’s TWIP steel, it is likely to have a lower stacking fault energy so encouraging DRX [Citation24,Citation25]. It can be seen that the curves in Figure [Citation16] are very similar to the Salas-Reyes et al. curve for the Ti containing steel, Figure (b) and for the steel with no microalloying elements shown in Figure (a), except a small amount of DRX has taken place at 800°C in the latter [Citation18].
Ignoring the region where DRX occurs on the curves in Figure , Salas-Reyes et al. noted that the ductility is generally better at the lowest testing temperature, 700°C and is worse at the highest temperature 1100°C, Table . This seems to occur for all the steels in Refs [Citation18–22], including the plain C-Mn steel. The RA for the lower test temperature is always greater than that of the higher test temperature, the difference, ΔRA, ranging from 6 to 18%, Table . The intermediate temperature range, where DRX had taken place, clearly had better ductility except for the Ti containing steel in which Salas and Reyes et al. [Citation18] had noted there was no DRX.
Table 1. Summary of RA values from hot ductility curves shown in Refs. [Citation18–22] illustrating the three regions that can be present on the curves in Figure .
Except for the Ti containing steel, the ductility was highest in the intermediate temperature region for all steels and this was ascribed to DRX dominating the ductility, Table . For a fixed strain rate, ductility for un-recrystallised austenite depends on the grain size and degree of precipitation and temperature and how these variables influence grain boundary sliding and recovery will control the RA value. The grain size remains constant after casting and when DRX is not possible or occurs too late, the controlling failure mode is GBS, this being largely balanced by recovery leading to a very gradual decrease in ductility with increasing temperature.
Liu et al. [Citation26] have also examined the influence of Al and Mn on high Mn TWIP steels Figure (a,b), respectively and shown that ductility is very poor when there is no DRX but when DRX is present ductility improves, often dramatically, Figure (b). In Figure (a), ductility is poor for the higher Mn steels but although still poor shows some improvement at the lowest Mn level of 15% where some DRX is possible. The curves are again similar to those in Figures –(a,b). They show that the high Al level in these steels results in AlN precipitates that form at the grain boundaries preventing DRX from occurring. Reducing the Mn, lowers the stacking fault energy enabling a greater separation of the partial dislocations making cross slip more difficult favouring DRX and would account for the lower Mn steel in Figure (a) giving greater ductility [Citation24,Citation25].
Figure 14. Hot ductility curves of (a) 15, 18 and 23%Mn, 1.5%Al TWIP steels and (b) 18%Mn TWIP steels containing 0.0, 0.75 and 1.5%Al [Citation26]. (% is wt-%).
![Figure 14. Hot ductility curves of (a) 15, 18 and 23%Mn, 1.5%Al TWIP steels and (b) 18%Mn TWIP steels containing 0.0, 0.75 and 1.5%Al [Citation26]. (% is wt-%).](/cms/asset/70d013a0-ea7e-4a62-9f19-5d1df8b1e78c/ymst_a_1882047_f0014_oc.jpg)
When there is no AlN present to pin the boundaries, Figure (b), DRX becoming easier and easier as the temperature increases.
The final study that is relevant to understanding the hot ductility of these high Al TWIP steels is that carried out by Kang et al. [Citation16] in which a TEM study was made on high Al TWIP steels containing varying amounts of V from 0.05 wt-% to 0.7 wt-%. The curves for the 0.05 and 0.1 wt-%V steels have already been presented in Figure . The TEM study showed that there were no fine VC precipitates present (or any other fine precipitates) in the 0.05 and 0.1 wt-%V bearing steels, which would influence the hot ductility, Figure . Coarse precipitates of AlN and MnS, mainly situated in the matrix and too coarse to influence the hot ductility, were the only precipitates that were present. Fine VC precipitation will take place in these lower V steels, 0.05 and 0.1 wt-%V, at lower temperatures than 700°C but will be below the straightening temperature range and so will not be of concern to the cracking problem. However, increasing the V content does force the finer particles to come out at a higher temperature, ≥800°C in the critical temperature range, when cracks start to propagate giving poor ductility, Figures (a) and and this is not restored until the precipitates coarsen at higher temperatures, ≥900°C, Figure (b).
Figure 15. Coarse precipitates of AlN and MnS but no fine VC precipitation was detected in this 0.11 wt-%V, TWIP tested at 800°C [Citation16].
![Figure 15. Coarse precipitates of AlN and MnS but no fine VC precipitation was detected in this 0.11 wt-%V, TWIP tested at 800°C [Citation16].](/cms/asset/e83c4d91-9bc3-4aac-978b-ae72af1868b0/ymst_a_1882047_f0015_oc.jpg)
Figure 16. (a) Fine precipitation on increasing V to 0.5 wt-%V, steel tested at 800°C, (b) coarser precipitation of VC, steel tested at higher temperature of 900°C [Citation16].
![Figure 16. (a) Fine precipitation on increasing V to 0.5 wt-%V, steel tested at 800°C, (b) coarser precipitation of VC, steel tested at higher temperature of 900°C [Citation16].](/cms/asset/cc5e3c0b-9e06-4eb4-b507-102c01820cf4/ymst_a_1882047_f0016_oc.jpg)
Figure 17. Hot ductility curves for 0.5 wt-%V containing Ti-B, TWIP steels of otherwise similar composition to those in Figure . Again, no DRX took place [Citation16].
![Figure 17. Hot ductility curves for 0.5 wt-%V containing Ti-B, TWIP steels of otherwise similar composition to those in Figure 13. Again, no DRX took place [Citation16].](/cms/asset/29708612-8067-4ad8-85a9-6a4f596d849a/ymst_a_1882047_f0017_oc.jpg)
Thus, the acceptable ductility given by the 0.05 wt-%V steels in Figure is probably due to the absence of fine precipitation and the very good ductility shown in Figure (c) is due to the added benefit of DRX. This probably explains the good ductility of the 0.11 wt-%V containing steel in Figure (c) [Citation18]. Although no precipitation was found in the 0.11 wt-%V at 800°C,[Citation16], the hot ductility curve in Figure does suggest there was precipitation at higher temperatures which were not examined. Thermo-Calc software showed for equilibrium conditions, VC precipitates at higher and higher temperatures as the V level increases from 0.05–0.7 wt-%, the start temperature being 810°C for 0.05 wt-%Vand 1090°C for 0.7 wt-%V [Citation16]. However, the TEM examination for the non-equilibrium conditions applying, found for the 0.05 and 0.11 wt-%V containing steel no VC precipitated at 800°C, Figure and the V level had to be increased to 0.3 wt-% before any fine VC precipitated was observed at this temperature. At V levels ≥ 0.5 wt-%, where the volume fraction of VC had significantly increased, Figure (a), the ductility in the lower temperature range 700–800°C was very poor, Figure [Citation16].
Ductility only recovered at 900°C when the VC precipitates had coarsened sufficiently, Figure (b), not to influence the ductility, Figure . The shape of the curves in Figure also suggests that Nb is behaving in a similar manner to V [Citation17].
From all these studies it therefore appears that the hot ductility curves for TWIP steels can be divided into three types and these are shown in Figure ((a–c)). The curves are as follows: Figure (a) is a curve for when there is no fine matrix precipitation and as there is no DRX the RA values can be used directly to assess the cracking susceptibility in the straightening operation, Figure (b) is the curve applying to hot forming where DRX takes place at intermediate temperatures but no fine precipitation takes place and Figure (c) the third type of curve is when there is no DRX but very fine matrix precipitation occurs, in this case, in the lower temperature range resulting in ductility being poor but improving again when the precipitation coarsens at the higher temperatures even though GBS is enhanced. Again, this curve can be directly used for predicting the cracking sensitivity in the straightening operation as no DRX is taking place.
Figure 18. Schematic types of hot ductility curves for high Mn TWIP steels (a) No DRX, no fine matrix precipitation, the curve is relevant to straightening (b) GBS and DRX in intermediate temperature range, curve relevant to hot forming (c) No DRX fine precipitation, curve relevant to straightening (d) Separation of curve in (b) into regions of GBS and DRX.
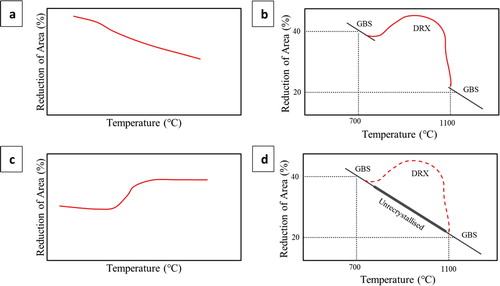
The curve in Figure (a) is similar to Figures –(b) and the two lower curves in Figure (a,b) and applies to the condition of there being no DRX and absence of matrix precipitation. In these TWIP steels, the effect of GBS on hot ductility has slightly more influence than recovery as the temperature increases. The curve in Figure (c) is similar to the curves in Figures and when fine precipitation is dominating the lower temperature part of the curve and when no DRX is taking place.
Figure (b) is the curve when DRX occurs in the intermediate temperature range and so will in this range overestimate the RA values for un-recrystallised austenite,
It would seem that the best way to treat the curve in Figure (b) when DRX occurs would be to assume that one can draw a solid line in Figure (d) joining up the two regions of grain boundary sliding and use this solid line to give a measure of the hot ductility for the un-recrystallised austenite.
On this basis if for example the RA value was 40% at 700°C and 20% at 1100°C then the value of RA for the un-recrystallised state is likely to be lower than 40% in the temperature range 800–1000°C and cracking is likely to occur even though when DRX takes place the RA value may be 50%.
The RA value decreases on average by 10% over a temperature span of 400°C, Table . At this low strain rate there is only a small influence on the hot ductility of the un-recrystallised TWIP steel with temperature but unfortunately it is negative so ductility will always be less than the maximum RA value before DRX can occur. The ductility of un-recrystallised austenite at 700°C is rarely above a RA value of 40% so these steels will always be difficult to cast without cracks forming. This is likely to be the case for the apparently good ductility shown in Figure (c) for the V containing TWIP steel. POSCO have solved the problem by adding a B addition to the steel which can add a further 10% onto the RA values as is shown in Figure [Citation23,Citation27]. Meija et al. and Salas-Reyes et al. have also shown similar benefits to adding B to these TWIP steels [Citation19,Citation28].
Conclusions
The simple hot ductility curve in which the samples are solution treated at 1250–1300°C can be used to predict the likelihood of cracks forming during the straightening operation for HSLA steels having Nb or V as the microalloying additions. More sophisticated testing procedures including melting and an undercooling step are required for Ti containing steels.
Dynamic recrystallisation overestimates the hot ductility as this does not occur on straightening.
If the minimum depth of the trough is in the range 35–40%RA using the recommended standard testing regime, increasing the temperature by removing the thin film of ferrite should improve the ductility and avoid cracking but any further improvement in ductility due to DRX should be discounted.
If the RA value is less than 35–40% the benefit of removing the thin film may not be sufficient to prevent cracking as the ductility of un-recrystallised austenite is only a little better than when the thin film of ferrite is present.
In austenitic steels when un-recrystallised austenite is present, as during the straightening operation, the hot ductility is dependent on the degree of grain boundary sliding and recovery. Quite often for the low strain rates used in the bending operation, on increasing the temperature, the benefit to hot ductility from a decreasing flow stress is balanced out by an increasing rate of grain boundary sliding. However, in TWIP steels, grain boundary sliding is the dominating process leading to a relatively small fall in RA value with increase in temperature. Hence, there is a danger that if the un-recrystallised RA value is in the region of 40% at 700°C, which it normally is in high Al, TWIP steels, that at higher temperatures, the un-recrystallised RA value will be less than 40% even though the RA values are well in excess of this due to DRX. Cracking may then be a problem but a B addition can help to solve this.
The ease of DRX shown in the hot ductility curves could be used as a measure to indicate the suitability for hot forming operations such as hot rolling, where the strains are substantially higher.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Correction Statement
This article has been republished with minor changes. These changes do not impact the academic content of the article.
References
- Mintz B, Yue S, Jonas JJ. Hot ductility of steels and its relationship to the problem of transverse cracking during continuous casting. Int Mater Rev. 1991;36(1):187–217.
- Mintz B. The influence of composition on the hot ductility of steels and to the problem of transverse cracking. ISIJ Int. 1999;39(9):833–855.
- Mintz B, Crowther DN. Hot ductility of steels and its relationship to the problem of transverse cracking in continuous casting. Int Mater Rev. 2010;55:168–196.
- Hernandez V, Mostaghel S, Ge S, et al. Innovative and economical approach for the production of mid-and high-manganese steel. AIS Tech. Conference Proceedings, Pittsburgh. PA, May 2016. AISTech.Pr. Published – PR- 370-090.9013.
- Mintz B, Cowley A. Deformation induced ferrite and its influence on the elevated temperature tensile flow stress/elongation curves of plain C-Mn and Nb containing steels. Mater Sci Technol. 2005;21:1–14.
- Mintz B, Banerjee JR. The influence of C and Mn on the hot ductility of steel and its relationship to transverse cracking in continuous casting. Mater Sci Technol. 2010;26(5):547–551.
- Mintz B. Importance of Ar3 temperature in controlling ductility and width of hot ductility trough in steels and its relationship to transverse cracking. Mater Sci Technol. 1996;12:132–138.
- Mintz B. Understanding the low temperature end of the hot ductility trough in steels. Mater Sci Technol. 2008;24:112–120.
- Mintz B, Abushosha R, Jonas JJ. Influence of dynamic recrystallisation on the tensile ductility of steels in the temperature range 700 to 1150°C. ISIJ Int. 1992;32:241–249.
- Banks KM, Tuling A, Klinkenberg C, et al. The influence of Ti on the hot ductility of Nb containing HSLA steels. Mater Sci Technol. 2011;27:537–545.
- Mintz B, Abushosha R. Effectiveness of hot tensile test in simulating straightening in continuous casting. Mater Sci Technol. 1992;8:171–177.
- Banks KM, Tuling AS, Mintz B. (2012). Improved laboratory simulation of transverse cracking during continuous casting in microalloyed steels with varying C contents. 3rd Int Conf Thermomechanical simulation and Processing of steels. Sim Proc 12,12–14 Dec 2012. Steel Authority of India Ltd. Ranchi, India p 393–404.
- Mintz B, Shaker M, Crowther DN. Hot ductility of an austenitic and ferritic stainless steel. Mater Sci Technol. 1997;12:243–249.
- Li J, Cheng G. Hot ductility of Cr15Mn7Ni4N austenitic stainless steel slab. J Mater Res Technol. 2020;9:52–58.
- Kang SE, Tuling A, Banerjee JR, et al. Hot ductility of TWIP steels. Mater Sci Technol. 2011;27(1):95–100.
- Kang SE, Kang MH, Mintz B. Influence of vanadium, boron and titanium on hot ductility of high Al, TWIP steels. Mater Sci Technol. 2021;37(1):42–58.
- Kang SE, Tuling A, Lau I, et al. The hot ductility of Nb/V containing high Al, TWIP steels. Mater Sci Technol. 2011;27(5):909–915.
- Salas-Reyes AE, Majia I, Bedolla-Jacuinde A, et al. Hot ductility behaviour of high Mn austenitic Fe-22Mn-1.5Al-1.5 Si −0.45C TWIP steels microalloyed with Ti and V. Mater Sci Eng A. 2014;611:77–89. mi W. Siderurgia. Milan:AIM; 2011. 11–34.
- Reyes-Calderon F, Meija I, Boolaajaj A, et al. Effect of microalloying elements (Nb, V and Ti) on the hot flow behaviour of high-Mn austenitic twinning induced plasticity (TWIP) steel. Mater Sci Eng A. 2013;560:552–560.
- Meija I, Salas-Reyes AE, Calvo J, et al. Effect of Ti and B microadditions on the hot ductility behaviour of a high –Mn austenitic Fe-23Mn-1.5Al-1.3Si-0.5C TWIP steel. Mater Sci Eng A. 2015;648:311–329.
- Meija I, Salas-Reyes AE, Bedolla-Jacuinde A, et al. Effect of Nb and Mo on the hot ductility behaviour of a high-manganese austenitic Fe-21Mn-1.3Al-1.5Si-0.5C,TWIP steel. Mater Sci Eng A. 2014;616:229–239.
- Reyes F, Calvo J, Cabrera JM, et al. Effect of V on hot deformation characteristics of TWIP steels. Steel Res Int. 2012;83:334–339.
- Mintz B, Abushosha R. Influence of vanadium on hot ductility of steel. Ironmak Steelmak. 1993;20:445–452.
- Saeed-Akbari A, Imlau J, Prah U, et al. Derivation and variation in composition-dependent stacking fault energy maps based on subregular solution model in high Mn steels. Metall Mater Trans A. 2009;40(13):3076–3090.
- Zambrano OA. Stacking fault energy Maps of Fe–Mn–Al–C–Si steels: effect of temperature, grain size, and variations in compositions. J Eng Mater Technol. 2016;138(4):041010.
- Liu H, Liu J, Wu B, et al. Effect of Mn and Al contents on hot ductility of high alloy Fe-xMn-C-yAL austenite TWIP steels. Mater Sci Eng A. 2017;708:360–374.
- Kang SE, Banerjee JR, Tuling A, et al. Influence of B on hot ductility of high Al, TWIP steels. Mater Sci Technol. 2014;30(4):486–494.
- Salas-Reyes AE, Altamirano-Guerrero G, Cavez-Alcala JF, et al. Influence of B content on the solidification structure, magnetic properties and hot mechanical behaviour in an advanced as-cast TWIP steel. Metals (Basel). 2020;10:1230. doi:10.3390/met10091230 (22pages).