
Abstract
Manufacturing firms with multiple product groups do not need to involve all factories in the production of all product groups. Some factories may specialize on a small set of products, while others participate in the manufacturing of a broader set of products. However, current theories on international manufacturing networks do not explain in detail how organizations design international manufacturing networks for different products or product groups involving different sets of factories. This research investigates 20 product group networks at five global manufacturing firms. We distinguish between three types of factories: component manufacturing factories, assembly factories, and integrated factories (having both component manufacturing and assembly). Furthermore, we identify four network types: linear, divergent, convergent, and mixed structures. These four types exhibit distinctly different characteristics in terms of key characteristics, factory roles, product types, process types, market types, sourcing, and key managerial challenges. Most networks are relatively small – on an average consisting of four factories and some contain a number of subnetworks that are self-sufficient in terms of material flow and serve separate market regions. We identify two new types of factory roles related to component manufacturing competences, which we call ‘strategic feeder’ and ‘full lead’.
1. Introduction
Many manufacturing firms are expanding their global footprint to explore new opportunities for efficient and effective production. However, the task of designing competitive networks is far from trivial. The strategic perspective on international manufacturing networks involves both the network level and the factory level (Feldmann et al. Citation2009, Citation2013; Cheng et al. Citation2015a). While looking at the complete network for a manufacturing firm can be appropriate in some circumstances, we argue in this paper that it has only limited value when investigating how markets are served. Large multinational companies tend to serve so many markets in different ways that conclusions drawn from the overview of all factories are bound to be misleading. Increasingly, both practitioners and research on supply chain design highlights the need for differentiation of supply chains for different segments, since “one size does not fit all” (e.g. Fisher Citation1997; Simchi-Levi et al. Citation2013; MacCarthy et al. Citation2016). This implies a necessary shift in unit of analysis. It is no longer possible to investigate a unified global manufacturing strategy in a company. Instead, the analysis needs to be conducted on the product group level, which for example is showed by Feldmann et al. (Citation2013) who found completely different manufacturing networks for two products belonging to the same business unit. However, the extant literature on international manufacturing networks is mostly focused on the company or business unit as unit of analysis (see e.g. Porter Citation1986a, Citation1986b; Bartlett and Ghoshal Citation1988, Citation1998; Shi and Gregory Citation1998; Miltenburg Citation2009; Cheng et al. Citation2011). Even if companies have restructured and simplified their international manufacturing networks, these are typically discussed at the aggregate level with little room for details concerning how the network operates to supply specific products or product groups to specific markets. Previous research on international manufacturing networks has typically focused on the total network, or the role of specific factories within a network, while the link between the factory level and the network level has been sparsely researched (Cheng et al. Citation2015a). There are but a few empirical studies that actively link these two levels, see e.g. Colotla et al. (Citation2003), Miltenburg (Citation2009), Feldmann et al. (Citation2013), and Thomas et al. (Citation2015). We have however been unable to find research on the detailed design of international manufacturing networks for particular products or product groups.
In this paper, we study product group networks, i.e. networks of factories that are involved in the manufacturing of a particular product group. We perform an exploratory multiple-case study of 20 product groups and their respective networks, drawn from five multinational corporations with global operations. For the managers of these firms, the product group network is a comprehensible and natural level of analysis, rather than the complete set of plants, which they typically refer to as the global manufacturing footprint of the firm. In this context, it is important to note that what we in this research call a “network” corresponds to a “subnetwork” in Ferdows et al. (Citation2016). They identified and discussed subnetworks within the total network for a manufacturing firm that could be characterised as rooted or footloose depending upon the degree of proprietary processes and product, and where each subnetwork had a “coherent manufacturing mission” (Ferdows et al. Citation2016, p. 64). The key is the coherent manufacturing mission, which in our research is related to the manufacturing of a particular product group.
More specifically, we study the detailed configuration of the network and the material flow from suppliers to internal factories, between internal factories, and further on the markets. In addition, we consider internal R&D and product development as well as information flows. Thus, the unit of analysis is the product group and its international manufacturing network. In some cases the product group network might be a single factory (see e.g. global factory, Abele et al. Citation2008). Although they are strictly speaking not networks, they are relevant in answering the overarching question of how products are manufactured for a global market. This unit of analysis allows us to study in detail how factories interact, if there are separate subnetworks that serve different market regions even within a product group network, and if these are of different network types. It also allows us to identify relevant contextual factors that affect the configuration of the manufacturing network, which has been highlighted as a weakness in existing literature by Cheng et al. (Citation2011). The research questions for this study are therefore as follows:
RQ1: How are networks designed for product groups?
This research question sets out to answer whether a taxonomy of characterising features of different networks can exist, that can aid in differentiating between different types of networks. A taxonomy is a classification system that categorise phenomena into mutually exclusive and exhaustive sets (Bozarth and McDermott Citation1998). While taxonomies often are derived using clustering or other multivariate techniques, they can be based on observation as well (Wheelwright and Hayes Citation1985). It is the descriptive power of a taxonomy, more so than the methods used to derive it, that is important (Miller Citation1996). Unlike typologies, taxonomies do not define “ideal” types (Bozarth and McDermott Citation1998). Taxonomies contribute to both theory and practice by providing “parsimonious descriptions which are useful in discussion, research and pedagogy” (Miller and Roth Citation1994, p. 286) and revealing “insights into the underlying structures of competition from the viewpoint of operations” (Zhao et al. Citation2006, p. 622).
RQ2: Why are networks different?
This second research question sets out to find contextual factors and distinguishing characteristics that can help to explain and predict the design of international manufacturing networks. The second research question is in line with contingency theory, which has a significant role in the field of operations and supply chain management (Lawrence and Lorsch Citation1967; Ho Citation1996; Sousa and Voss Citation2008).
We first discuss the related literature on manufacturing networks and factories. Second, we present the research methodology, the case companies and the basic characteristics of the product group networks. Then we present the results and discuss the implications of the findings. We aim to contribute to the understanding of international manufacturing networks, by providing new insights on network design at a more detailed level than in previous research on international manufacturing networks.
2. Related literature
2.1. International manufacturing networks
Research on manufacturing networks has its’ roots in the literature on international strategy that approaches the topic in a more general fashion. Porter (Citation1986a, Citation1986b), who categorised networks according to their geographical dispersion and the need for global coordination, can be seen as a starting point for the development of literature on global strategy. Similar contributions have later been made by Prahalad and Doz (Citation1987) and Bartlett and Ghoshal (Citation1988, Citation1998). Numerous researchers have used Porter’s model as the basis for extended conceptual models; see e.g. Meijboom and Vos (Citation1997), Shi and Gregory (Citation1998), and Rudberg and Olhager (Citation2003). Shi and Gregory (Citation1998) developed this concept by translating the decision categories for the manufacturing strategy on the factory level (based on Hayes and Wheelwright, Citation1984) into network-related decision categories. They identified four structural decision categories (factory characteristics, geographic dispersion, horizontal coordination, and vertical coordination) and four infrastructural decision categories (dynamic response mechanism, product life cycle knowledge transfer, operational mechanisms, and dynamic capability building and network evolution). They further identified seven different international manufacturing network configurations. Miltenburg (Citation2009) expanded on the framework by Shi and Gregory (Citation1998) by integrating it into a framework together with plant roles (Ferdows Citation1989, Citation1997). None of these frameworks gives explicit insight into the actual material flow of different networks. Other contributions, such as Hayes and Schmenner (Citation1978) and Abele et al. (Citation2008), have suggested network phenotypes with more focus on the material flow. However, empirical research is lacking at a more detailed level of analysis. Because of increasing complexity at the company level, Ferdows et al. (Citation2016) called for further research that contribute to reducing the complexity of network decisions. This research focuses on the structural aspects of international manufacturing networks, which Shi and Gregory (Citation1998, p. 201) defined as “static levers controlling the architectural configurations of corporate international manufacturing system”. The review of the related literature below follows the decision categories suggested by Shi and Gregory (Citation1998), i.e. factory characteristics, geographical dispersion, and horizontal and vertical coordination.
2.2. Factory characteristics
As noted by Shi and Gregory (Citation1998), the characteristics of each factory are an integral part in the network strategy. This part has been approached in a number of different ways starting with the focused factory (Skinner, Citation1974). Later, factory focus has been discussed by e.g. Hayes and Schmenner (Citation1978), Schmenner (Citation1982), Hayes et al. (Citation2005), Hallgren and Olhager (Citation2006), and Hill and Hill (Citation2009). Shi and Gregory (Citation1998) include the structural decision categories for the manufacturing strategy at the factory level: capacity, facilities, process technology, and vertical integration following the decision structure proposed by Hayes and Wheelwright (Citation1984) and Wheelwright and Hayes (Citation1985).
A related literature stream is concerned with factory roles, acknowledging that all factories do not have to be designed in the same fashion, but can take on different strategic roles (e.g. Schmenner Citation1982; Ferdows Citation1989, Citation1997; Gupta and Govindarajan Citation1991; Birkinshaw and Morrison Citation1995; Vereecke et al. Citation2006; Rudberg and West Citation2008; Mediavilla et al. Citation2015). Although the dimensions vary, the different models tend to take into account strategic factors such as skills and competence at the site, knowledge flows, reasons for locations, and degree of involvement in process and product innovations. The model introduced by Ferdows (Citation1989, Citation1997) that identified six factory roles (off-shore, source, server, contributor, outpost, and lead) has both been tested (Vereecke and Van Dierdonck Citation2002) and expanded (Feldmann and Olhager Citation2013) in later studies. It has also been used as framework for empirical studies on factory roles (Vereecke and Van Dierdonck Citation2002; Fusco and Spring Citation2003; Maritan et al. Citation2004; Meijboom and Voordijk Citation2003; Meijboom and Vos Citation2004; Vokurka and Davis Citation2004; Cheng et al. Citation2011; Feldmann et al. Citation2013). A limitation of this model is that it does not explicitly include factories with only internal customers. Schmenner (Citation1982), Colotla et al. (Citation2003), Schmenner and Vastag (Citation2006), and Friedli et al. (Citation2014) discussed feeder plants, but only as having a minor role in the network, serving one or more assembly plants. We can conclude that the model by Ferdows (Citation1989, Citation1997) is a recognised and well-research model that can serve as a point of departure when relating individual factories to the network, but that non-assembly plants, such as feeder plants or component plants in general, need to be included.
2.3. Geographical dispersion
The geographical dispersion is concerned with the distribution of factories in a manufacturing network (Shi and Gregory, Citation1998). The issue of network configuration is important in international manufacturing because it can add complexity to the network related to the characteristics of the flows between factories in the network (Levy, Citation1995). Wide dispersion leads to larger distances for the flow of goods, increased lead time, increased inflexibility, and increased complexity in coordination (Levy, Citation1995), while geographical concentration typically leads to the reverse. A geographically concentrated strategy implies that an activity is performed in one location, which serves the world from it; e.g. one R&D lab and one large factory (Porter Citation1986a, Citation1986b). Thus, the structural elements are concerned with the location of production facilities but also the number and location of R&D centres, and location of the purchasing function, markets and suppliers (Porter Citation1986a, Citation1986b). Shi and Gregory (Citation1998) distinguish between four modes of geographic dispersion: national, regional, multinational, world-wide manufacturing operations.
The geographical configuration of the network is related to the collection of factories that make up the network, e.g. the factories that are involved in the manufacturing of a particular product or product group and the relationships among these factories. Since these may take on different roles in the manufacturing of a particular product group, the links between factories are included since these outline the material flows and who is doing what in the product group network. In the literature on supply chain design, factories are generally reduced to a location and capacity (Melnyk et al. Citation2014), while the role or focus is left out. Hayes and Schmenner (Citation1978) discussed how process and product focused factories conceptually form different kinds of networks. In a case study, Colotla et al. (Citation2003) found that decisions regarding factory and network issues were often taken independently of each other despite the fact that they may be heavily interdependent. Later, Miltenburg (Citation2009) highlighted the need to combine literature on factory roles and manufacturing networks when attempting to develop a combined conceptual framework. Thomas et al. (Citation2015) proposed a framework that links site capabilities and network targets, based on an in-depth study of a company in the food industry. There is, however, still a lack of empirical research on how factories interact with the overall network configuration (Cheng et al. Citation2011; Cheng and Johansen Citation2014). Cheng et al. (Citation2015a) further confirms this in a detailed historical account of the development of international manufacturing networks and the role of factories.
2.4. Horizontal and vertical coordination
The structural aspects of coordination refer to horizontal and vertical coordination mechanisms. Horizontal integration refers to the relationship and coordination between factories on the same level in the supply chain, e.g. organisational structures needed to manage multi-tiered material flows (e.g. Rudberg and Olhager Citation2003; Ferdows Citation2006; Arshinder and Deshmukh Citation2008; Rudberg and West Citation2008) and interactions between other functional networks, such as R&D functions, product and process development, and purchasing (Shi and Gregory Citation1998; Cheng and Johansen Citation2014; Cheng et al. Citation2015b). Thus, while geographical dispersion is concerned with the material flow, the horizontal coordination mechanism is concerned with the information flows. Vertical integration determines the length of the internal chain (number of successive stages in the internal network) as well as location and characteristics of key suppliers and key customers (Hayes and Wheelwright Citation1984; Rudberg and Olhager Citation2003). This includes decisions on vertical ownership in the value chain, such as make-buy decisions (Venkatesan Citation1992; Cánez et al. Citation2000; Feldmann and Olhager Citation2008).
Shi and Gregory (Citation1998) identify two key coordination conditions: multi-domestic orientation versus global coordinated orientation. Multi-domestic-oriented strategies are characterised by product/process tailoring to the local markets, strong autonomy in operations, independent factories, and weak coordination, while global-oriented strategies are featured with global product development, integrated value-adding chain, and network interdependence (Shi and Gregory Citation1998). This distinction is similar to the integration-responsiveness framework by Prahalad and Doz (Citation1987), where pressures for global integration and local responsiveness are the two key dimensions that need to be balanced, and the global production network phenotypes by Abele et al. (Citation2008) focusing on the importance of local adaptation versus economies of scale and scope.
3. Methodology
3.1. Research approach
Since theory and research method are interrelated, the choice of research method also forms the type of theory that can come out of the study (Van Maanen et al. Citation2007). In order to answer the research questions formulated above, case study was selected as the primary research method for explorative purposes (Yin Citation2009; Handfield and Melnyk Citation1998). Unconstrained by the limits of questionnaires and models, the case study can lead to new and creative insights and have high validity with practitioners (Voss et al. Citation2002; Stuart et al. Citation2002; Barratt et al. Citation2011). Previous research has shown that the complete manufacturing network of a company can look very complex. An analysis at the aggregate level does not capture the interaction between factories at a more detailed level, e.g. concerning material flows and related information flows and responsibilities. Additionally, companies are increasingly differentiating their supply chains for different products and different markets; see e.g. Childerhouse et al. (Citation2002), Simchi-Levi et al. (Citation2013) and Ferdows et al. (Citation2004).
Therefore, we have chosen an embedded multiple case approach for this study (see Yin Citation2009). We use two levels for the unit of analysis, i.e. both the product group network and the individual factory, and we use multiple product group networks and multiple factories. We do this for three main reasons. First, each factory can have different roles for different products or product groups. If we try to look at all products simultaneously, the patterns are complex and contradictory information may even be obtained concerning how the factories interact. Second, the networks on the product group or product level tend to have much lower complexity than the international manufacturing network for the entire company (Feldmann et al. Citation2013). The interaction between factories is first and foremost related to the material flow between the factories, and the related information flow. Another dimension of interaction is related to site competences, since e.g. R&D and product development are typically concerned with a particular product group, and thus have to be carried out somewhere in the product group network (potentially at a separate R&D centre; but the responsibility of R&D and product development of a product must reside somewhere in the network, unless the product design is bought from outside; see Feldmann et al. Citation2013). Third, multiple-case studies typically provide a stronger base for theory building (Yin Citation2009), since multiple cases enable comparisons that clarify whether a finding is simply idiosyncratic to a single case or consistently replicated by several cases (Eisenhardt Citation1991). In this research, we use 20 product group networks sampled from five different global manufacturing companies, in order to study a wide array of manufacturing network setups.
3.2. Data collection
The selection of the cases is based on theoretical sampling since the purpose of this research is theory building rather than theory testing (Eisenhardt and Graebner Citation2007). Theoretical sampling means that cases are selected because they are particularly suitable for illuminating relationships. The cases in this study were selected based on four requirements:
The case company should be an OEM.
The manufacturing footprint should be global, i.e. many factories located in many different regions.
The products should be advanced and complex.
A variety in product types, which can create variation between manufacturing networks.
This study takes a sequential approach of first studying one manufacturing firm (company A) and its product group networks and then selecting the other four firms (company B, C, D and E) based on the data collected at the first firm and the corresponding findings (Glaser and Strauss Citation1967; Yin Citation2009). Combining different types of data and sources of data is an important part in building validity of a study (Eisenhardt Citation1989; Voss et al. Citation2002; Barratt et al. Citation2011). Data collection for this study was carried out using a combination of questionnaires, interviews, and studying internal company documents. The questionnaire was used to get an overview of the networks as well as identifying potentially different roles of a factory in different networks. The first company was visited four times, in order to successively gain insights into the phenomenon at hand and refine the data collection instrument. In particular, we successively refined the mapping model for the international manufacturing networks at the product group level, specifying the material flow between strategic suppliers, internal component factories, internal assembly factories, and strategic market areas, and potentially related control variables concerning markets, products, processes, etc. provides an overview of the factors included in this study and the decision categories they are related to. In addition to the factors related to the manufacturing network, data was collected on product characteristics and markets.
Table 1. Data collected for each manufacturing network.
The other companies were visited twice. Interviews were conducted with the directors of global manufacturing and global operations development managers, lasting 2-3 h each. Both researchers participated in each interview to enhance the content of the interview; cf. Eisenhardt (Citation1989). The purpose of the first meeting was to introduce the network maps (see Appendix 1) and detailed factory information questionnaire (see ), and map one network with factory roles. As noted by Flynn et al. (Citation1990) a systematic data collection can provide evidence that is more generalisable. It also ensures cross-case validity (Yin Citation2009). In order to reduce researcher impact on the results, all other networks were at first mapped by the companies themselves using a standardised model (see Appendix 1), that was developed interactively with the first manufacturing firm. If two tiers of internal production or two factories per geographic region (for each factory type) were insufficient, the companies could add tiers and/or factories as required. After the initial mapping by the companies, the maps were discussed and verified during the interviews at the second meeting.
The study used a data collection protocol for semi-structured data collection. All locations were identified and the material flows from strategic suppliers, between factories, as well as to major markets were identified and mapped. Data were collected per product group network and per factory in each respective network. Any factory belonging to two product group networks was identified with the specific factory operation details for each product group. We collected data concerning the responsibility of individual competence areas at a site to capture the potentially different roles for different product groups. The allocation of responsibilities follows the pattern in Feldmann and Olhager (Citation2013) in that site competences are grouped into three bundles related to production (P), supply chain (SC), and development (D); cf. Appendix 1. The production bundle includes production, maintenance, and process improvement; the supply chain bundle contains logistics, supplier development, and purchasing; while the development bundle includes product development, and the introduction of both new product and new process technologies (Feldmann and Olhager Citation2013). Following this structure, we include the site competence bundles for each product group network. A factory with full responsibility for all three competence bundles can be characterised as a “lead” factory, using the terminology by Ferdows (Citation1989, Citation1997). In this research, we allow for a “lead” role both for component manufacturing and for final assembly. For the cases where supply chain and development responsibilities are spread out at several sites, the exact roles, responsibilities, and coordination mechanisms were mapped, thus capturing both horizontal and vertical coordination as suggested by Shi and Gregory (Citation1998).
4. Overview of companies, networks and factories
We map and investigate 20 manufacturing networks belonging to five multinational companies. Three of these companies have the company headquarters in Europe, one company is based in Asia and one in the USA. An overview of the companies, the product group networks and factories is provided in . Overall, the 20 international manufacturing networks include 49 different factories (see ). shows the distribution of the number of factories in the product group networks. Most networks consist of only 2–6 factories and only two networks contain as many as seven or eight factories. The average network contains 4.05 factories (the median is 4). It should be noted that the factory in the “single-factory network” is an integrated factory with component manufacturing and assembly co-located at one site. All other 19 networks contain two or more factories. Taking the factory perspective, many factories are involved in the manufacturing of two or more product groups, i.e. they belong to two or more networks. The average factory is involved in 1.7 networks. In some cases, a site has different roles for different product groups. However, by selecting this unit of analysis, i.e. the product group and its network, problems with potentially conflicting information regarding e.g. roles and responsibilities are avoided. Thus, the overall insight is that international manufacturing networks for specific product groups are in general quite comprehensible, and considered a natural unit of analysis for the managers in these companies.
Figure 1. Number of factories in the product group networks.
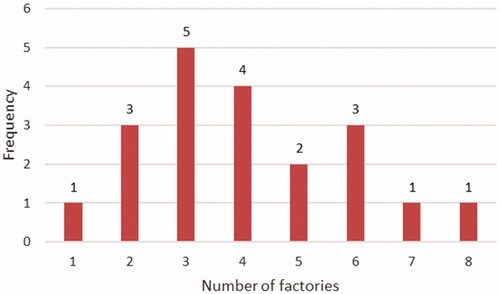
Table 2. Overview of companies, networks, and factories.
5. Analysis of product group networks
5.1. Factory characteristics
All 20 manufacturing networks include both component manufacturing and assembly operations. We identify three different types of factories based on their type of operations: (i) component factories, (ii) assembly factories, and (iii) integrated factories (which have both component manufacturing and assembly). Some factories can have both component manufacturing and assembly for one product group, but only one of these for another product group. The networks are numbered A1-A4, B5-B9, C10-C13, D14-D18, and E19-E20, denoting the firm and network number.
The sample includes 18 component factories that are included in ten different product group networks. Twelve of these component factories have R&D responsibilities for the components they are producing and are thus the lead factory for the development of these components. A common theme among these components is that they provide key functionality and contribute to the competitive advantage of the end product, in some cases with patents tied to the component. We refer to these factories as “Strategic Feeders”, which extends the terminology used by Schmenner (Citation1982), Colotla et al. (Citation2003), Schmenner and Vastag (Citation2006), and Friedli et al. (Citation2014). Unlike previous research, we find that component plants can have a clear strategic role in the network, particularly when IPR issues are present. For the remaining six component factories, R&D is performed at a different location. Component factories without R&D responsibilities at the factory fall into two categories: (i) low cost production and (ii) utilisation of existing capacity or competences. In the latter case, the network structure is often due to mergers or acquisitions.
The second group of factories that are included in the sample are the assembly factories. There are 21 unique assembly factories in 15 different networks. They can be split into two groups: (i) centres for R&D (seven factories) and (ii) pure assembly factories typically focusing on low cost and serving a specific market. In general, specialised assembly factories receive the strategic components from another factory in the product group network.
The final group of factories are the integrated factories, with both component manufacturing and assembly. There are 42 integrated factories in 18 networks, and 25 of these have R&D responsibilities; typically for both components and the finished good. Either they are a global centre for both R&D and manufacturing or they are a self-contained supply chain, serving a specific market region. We refer to the factories that have full R&D responsibilities for both components and the finished good as “Full Lead”, i.e. they have a lead role for both component manufacturing and assembly.
In summary, component, assembly, and integrated factories are included in 10, 15, and 18 networks, respectively. Thus, there is not one specific factory type that is included in all networks. This result emphasises that the distinction between the component and assembly operations is a key characteristic of these networks, since each factory type is included in at least half of the networks.
5.2. Network characteristics
The analysis of the material flow connections in the 20 product networks indicates that there are four basic network structures: (i) linear, (ii) divergent, (iii) convergent, and (iv) mixed. This taxonomy of network structures is concerned with the relationship between component plants and assembly plants, focussing on the material flows within the internal manufacturing network for a product group. This taxonomy was developed together with the managers of the participating companies, and has high interpretative power.
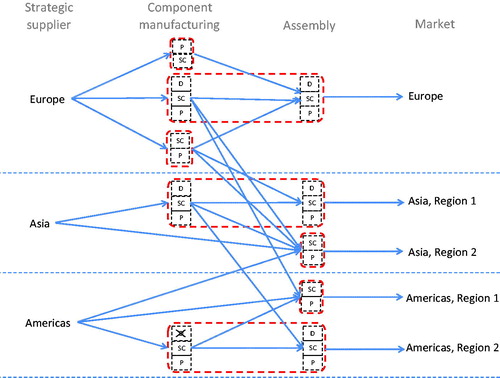
Below, we present and discuss the four network types with respect to the material flow and key properties for each network type, before summarising and comparing the main characteristics of each network type. In the illustrations below, the distribution of factories between geographic regions is purely for illustration and P denotes production competences, SC denotes supply chain competences, and D denotes development competences, including R&D (see Feldmann and Olhager Citation2013). Component factories and assembly factories that are encircled by a dashed line are co-located (typically at the same site and if not, in very close proximity).
5.2.1. Linear network structure
A pure linear flow of goods is found in five of the 20 studied networks (A4, B6, C13, D15, and D16). A fundamental characteristic of these networks is that there is no material flow between different factories in the network (unless a single component factory supplies a single assembly factory in a one-to-one relationship). Most linear networks contain a number of parallel self-contained supply chains producing the same product group. These self-contained supply chains can be considered as subnetworks and typically consist of a single integrated factory. An example of such a network structure with subnetworks in displayed in . This means that the global market is divided into separate geographic regions that correspond to the major regions (Europe, Asia, and Americas) or sub-regions (such as North America and South America). The networks have either one global R&D facility or one R&D centre per region in full lead factories.
Figure 2. Illustration of a linear network structure for a product group.
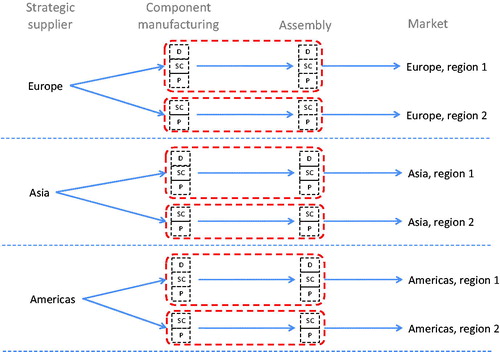
The products in these networks are mature and belong to the least advanced types of products that the case companies produce. The product is typically of simple design with little intellectual property content, and can therefore be produced locally at many locations near the relevant market areas. The linear networks contain one, two or even three full lead factories with both component manufacturing and assembly, as well as all responsibility for product and process development. In larger networks, there is a higher possibility that there is more than one lead factory. In addition, local factories can be given responsibility for local adaptions and potentially for local product design.
Even though the network structure in all of the observed cases are concentrated within one geographic region, it does not necessarily have to be so in general. A network where one component plant in one part of the world has a one-to-one relationship with an assembly plant in another geographical region would also be characterised as a linear network structure.
5.2.2. Divergent network structure
Second, we turn to divergent networks. Networks A2, B5 and C11 belong to this category of networks. This type of network is connected globally through one full lead factory, having component manufacturing as well as assembly, and full responsibility for global product and process development. The component manufacturing at this site feeds a number of pure assembly factories that are located globally, in reasonable proximity to each respective market. This implies that the main overall material flow structure in the network is divergent; see .
Figure 3. Illustration of a divergent network structure for a product group.
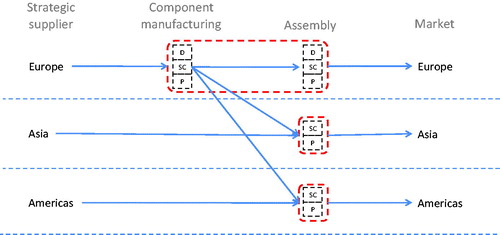
A typical example is the following: the product is complex and contains a significant portion of proprietary knowledge in components and processes at the full lead factory in the network; at least for that particular product group. As a specific example, network A2 has an integrated factory co-located with company headquarters (a typical lead factory) and two market-oriented assembly factories. Critical components are manufactured at the integrated factory (both strategic feeder and full lead), both due to IPR issues and due to the complexity of products and processes. These components are then shipped to the assembly factories, who are responsible for sourcing less complex material, final assembly and delivery to customers. Thus, these networks utilise economies of scale for some critical components of the product and use the proximity to market in the assembly factories to both reduce logistics cost and be closer to the customers.
In all of the observed cases, the key component plant (strategic feeder) is co-located with an assembly plant, which together make up a full lead factory. However, the strategic feeder in a divergent network structure does not necessarily have to be co-located with an assembly plant, and subsequently there would not be a full lead factory in such a network.
5.2.3. Convergent network structure
Networks with a pure convergent material flow structure include D18, E19, and E20; see . These networks consist of a number of component factories, typically strategic feeders, producing components with critical impact on the performance of the final product. The final product is assembled in a dedicated assembly factory or in an integrated lead factory, and then distributed globally. Since part of the product development is located at the strategic feeders, the integrated factory is not referred to as full lead.
Figure 4. Illustration of a convergent network structure for a product group.
These networks produce products with highly specialised components with substantial R&D investments in the components. Product performance is highly dependent on the quality of the components and control of the finished product is important enough to centralise the function to one factory globally. Both key components and final products typically have a high value density. A high degree of specialisation is a predominant characteristic of the convergent networks. The lead role is divided between one factory with end product responsibility and several strategic feeders, with responsibilities for component development. Often, some of the strategic feeders are acquisitions that were motivated by the skills and knowledge they possess.
5.2.4. Mixed network structure
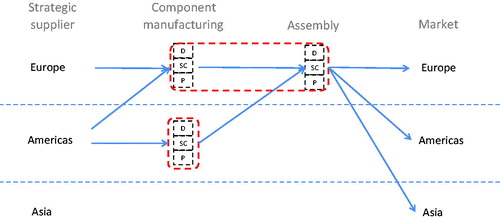
The last network type includes a combination of at least two of the other network types. We differentiate between mixed networks with and without subnetworks. The former type includes only two networks (B7 and D14) and will be discussed later. We will first turn to the latter type, which includes seven networks: A1 (with 3 factories), A3 (8), B8 (5), B9 (6), C10 (4), C12 (4), and D17 (7). It is notable that most large networks belong to this network type. The material flow binds all factories together, i.e. each factory is connected to all other factories in the network – either directly or indirectly with respect to material flow connections in the network. This mix of structures adds complexity, with extensive division of production tasks among factories. shows such a mixed network that contains both divergent and convergent material flows without any independent subnetworks. Typically, the network contains one or more strategic feeders.
Figure 5. Illustration of a mixed network structure for a product group, containing both divergent and convergent material flows.
This setup is strongly linked to a modular product designs in the case examples, where different modules are manufactured at different sites, and transported to a variety of assembly factories in different regions of the world. Even though the modular production is typically considered to be very favourable from a manufacturing perspective, i.e. producing a limited number of modules that can be combined into a large variety of end products for the market place, the transportation consequences can be quite unfavourable. Thus, modular product designs need to be evaluated from a global operations network perspective rather than just the manufacturing perspective (see Pashaei and Olhager Citation2015). In some cases, this network design is also the result of mergers or acquisitions, typically related to companies with similar products but complementary markets or complementary products on similar markets. Over time, the product designs have been homogenised enough to call it one product group, but the history is still reflected in the network design. The production task of the component factories follows a product design logic in that they are responsible for specific modules or semi-finished goods, while the production task at assembly factories follow a market logic with respect to proximity to customers.
Two other networks (B7 and D14) differ from the other mixed networks in that they consist of independent subnetworks. Both include one separate self-contained linear network with regional market responsibilities, while another subnetwork of another type serves other markets. B7 also includes a divergent subnetwork, while D14 includes a convergent subnetwork. The linear subnetwork dominates the overall product-group network structure in both these cases, which is the oldest subnetwork in both cases. The divergent and convergent subnetworks have been introduced for proximity to a new market region and for additional capacity, respectively.
Even though the case examples are concerned with primarily modular product designs in the mixed network structure, other products can potentially also be found in such networks. The logic is that a number of component plants supply a number of assembly plants with potentially different types of components, sub-assemblies or modules. Thus, it is reasonable to assume that the complexity of the manufacturing network reflects correspondingly complex products.
5.2.5. Key distinguishing features
An overview of the characteristics of all networks and the associated factories is presented in . It specifies the number of component, assembly, and integrated plants for each network, the network type, and the number and structure of subnetworks. The numbers in brackets show the number of factories with R&D responsibilities for components and/or assembly for each respective product group.
Table 3. Network and factory characteristics.
The subnetworks identified in the right-hand column deal with the same product group, but have no material flow connection between them. Instead, they are self-sufficient subnetworks that serve a particular geographical market region, and typically source raw materials and components from within that region. However, there is coordination of R&D and product designs between subnetworks, such that the product designs for a subnetwork with no R&D responsibilities is coordinated or controlled from a subnetwork with R&D responsibilities (typically within the same time zone). In addition, they may have common suppliers. In most cases, all subnetworks are linear, but B7 includes one linear and one divergent sub-network and D14 contains one linear and one convergent sub-network. We identified such subnetworks in seven product group networks, which emphasises their practical relevance.
displays the key properties of the four network types as well as relates them to product, market, process, sourcing characteristics, and key managerial challenges. It should be noted that all characteristics in are taken from the products and networks in this research. Even though these characteristics have support from multiple sources and have been verified by the managers of the participating manufacturing firms, we cannot exclude that other characteristics cannot be found in other product and network combinations.
Table 4. Characteristics of the four network types.
We find that the 20 product group networks are well distributed among the four network types, which provides a valid basis for the taxonomy of the network types. It should also be noted that four of five manufacturing firms have product group networks of at least three different types. The only exception is firm E with two networks and both have a convergent structure. A majority of the firms thus verifies the existence of all four types, which is a strong support for the four network structures identified in this research. This also implies that the organisation per se is not a deciding factor for the type of network; instead, most organisations apply different network types to different product groups. All firms perceive that the fit between products and networks is appropriate; a perception that is based on conscious logical reasoning rather than based on network performance measures.
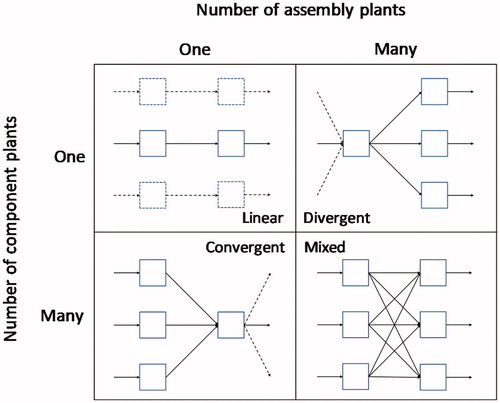
The four columns in are fundamentally different in many respects, indicating that there are four distinctly different network types. These four network types constitute the four possible networks if we consider the material flow connections between component factories (one or many) and assembly factories (one or many). The linear network type is concerned with simple one-to-one relationships between component and assembly factories (or between component manufacturing and assembly operations in an integrated factory). Divergent networks have one-to-many relationships (from the perspective of the component factory), convergent networks have many-to-one relationships (from the assembly factory’s perspective), and mixed networks have many-to-many relationships. Thus, in this perspective the four types represent all possible combinations, wherefore the taxonomy is exhaustive and the classes are mutually exclusive.
We find that the design of these network types is largely driven by (i) geography (focused product and material flow with respect to the market served), and (ii) level of proprietary processes, systems and products. While both aspects have been discussed in previous research, see e.g. Porter (Citation1986a, Citation1986b) and Meijboom and Vos (Citation1997) on geography and Ferdows (Citation2009) and Ferdows et al. (Citation2016) on proprietary products and processes, these have not been combined before in the context of material flows between component and assembly plants. Core proprietary functionality of the product is typically related to proprietary processing equipment at the component manufacturing stage, and is thus typically created at the component factories, which is the signifying feature of the “strategic feeder” factory role. This is key feature in divergent, convergent, as well as mixed networks. It is only in the linear networks that we do not find any strategic feeder. These results emphasise the important role of component factories in a manufacturing network.
Product complexity, in terms of number of components and breadth and depth of the bill of material, is different across the four network types. Products of low complexity are found in linear networks, highly complex products are found in divergent or convergent networks, while products of medium complexity (often modular designs) are found in mixed networks. It seems that modular product architecture lead to many-to-many relationships between specialised component factories (for specific modules) and specialised assembly factories (for final configuration of customised products). Having very complex products seems related to networks that have a relatively simple structure, either divergent or convergent.
Most networks have one full lead factory (with responsibilities for components as well as finished goods). Linear networks can include two or three full lead factories, with responsibilities for targeted market regions. Strategic feeders are present in all network types except for linear networks, since the latter network type by definition has no material flow connections between subnetworks (consisting of one integrated factory).
In terms of process type, there is a strong interrelationship between proprietary equipment, complex products and strategic feeders. In particular, proprietary equipment is used for the core components or core modules at component factories or at component manufacturing in integrated factories, while standard equipment is used for auxiliary components. Linear networks for simpler products tend to use standard equipment.
The market for simpler products in linear networks is regional or local, where the integrated factories are located in close proximity to the market. Core components are generally sourced internally, while additional standard components are sourced locally or globally, depending upon the number of key suppliers’ sites and their geographical location. For example, a reliable global supplier with many sites can supply components to many component or assembly factories.
The four network types present different managerial challenges, dealing with various aspects of location, distribution, coordination, synchronisation, and balancing. Linear networks are mostly concerned with standardisation issues and distribution of R&D responsibilities between parallel subnetworks, i.e. managing similarities and differences in the network. In divergent networks with core product functionality (often with considerable IPR issues) from a strategic feeder to assembly factories, the location of new assembly facilities with respect to capacity and market is important. While capacity for component manufacturing of the core functionality is typically expanded at the core facility, the need for new assembly capacity may well lead to new assembly factories that are located close to a market. Since R&D is distributed in convergent networks, it is important to maintain central control and coordination of product designs. In addition, the operational excellence of assembly factories is dependent upon the timely deliveries from component factories located elsewhere, wherefore tactical synchronisation of material flows is important. Finally, mixed networks exhibit the highest levels of complexity, wherefore continuous balancing of the network through expansion, consolidation, and relocations is a priority to maintain managerial control of the network.
6. Discussion
At the outset of this research, we formulated two research questions. Both research questions are addressed by the taxonomy derived through this research. The first research question – How are networks designed for product groups? – is answered by the taxonomy per se, i.e. the four different network types. The second question – Why are networks different? – is answered through the characterising features of each network type. This taxonomy can be used to illustrate the main principles of alternative configurations and can help to reach a better understanding of relationships and implications. The four network types are not solutions to location issues, but a tool in discussions and decision-making processes. By investigating the particularities of product group networks, we add detail to the understanding of international manufacturing networks. The results of this study have implications for both researchers and managers. Overall, this study contributes with the following findings.
First, we find that all networks include only two tiers of production, i.e. component manufacturing and assembly, and that all networks have both types of operations. The factories can be of three different types: specialised component factories, specialised assembly factories, and integrated factories with co-located component manufacturing and assembly operations. Previous literature has only discussed factories in general, typically referring to factories that supply the markets with finished goods, and have not recognised the material flow relationships between component and assembly factories. This research identifies that component factories can have a strategic role in the network by supplying core functionality or a specific class of modules to the assembly factories. This is foremost notable in divergent, convergent, and mixed networks, while the product in linear networks is typically simpler with little or no IPR issues. All assembly operations (in specialised assembly factories or in integrated factories) serve a particular market. The role concerning which factory is serving which market is very clear. While there may be alternative factories that can perform the necessary set of operations, one factory in the network has the lead role in serving a particular market.
Second, we find that most international manufacturing networks at the product group level are not very complicated. The networks range from one to eight factories, and the average product-group network consists of four factories. One network consists of only one factory, which is an integrated factory with co-located component manufacturing and assembly operations, and thus has two types of manufacturing operations.
Third, the taxonomy distinguishes between four types of international manufacturing networks. Linear networks are self-contained networks with a linear material flow, focused on a geographical region. Divergent networks have the core components emanating from the lead factory (typically strategic feeder and full lead), and have global reach. Convergent networks have a number of specialised component factories (typically strategic feeders) that supply an assembly factory. Finally, mixed networks consist of interconnected convergent and divergent flows, such that a number of specialised component factories (strategic feeders) supply a number of assembly factories (i.e. a many-to-many structure), resulting in many transhipments between regions. Interestingly, it is here that we find products with modular architectures.
Fourth, we find that responsibility for R&D and product and process development can be divided between component and assembly factories with respect to the associated items, i.e. separate modules or components versus the end product. Since these factories have full responsibility for R&D, product and process development they are more “advanced” than the “server” and “contributor” factories (Ferdows Citation1989, Citation1997), and can therefore be considered to be “lead” factories for a specific set of modules, components, or end products. We therefore propose that factories having full responsibility for R&D, product and process development for both component manufacturing and assembly (finished goods) are called “full lead” factories.
Fifth, we have identified that component manufacturing can be strategically important, since almost all divergent, convergent, as well as mixed networks contain one or more component factory that feeds strategic components or modules to assembly factories. We propose that these types of component factories are called “strategic feeder” factories. Such a component factory can be a specialised component factory or part of a “full lead” factory. No <8 of the 20 product group networks contain such an integrated factory, i.e. with a “strategic feeder” role included in the “full lead” role. A “full lead” factory does not necessarily have to be a “strategic feeder”; if the product and process design is simple and standardised, there are typically parallel, self-contained networks with only production and supply chain responsibilities.
Sixth, the two new roles that are identified in this research, i.e. the strategic feeder and the full lead factory, contribute to the literature on plant roles. The addition of the dimension of component plants is fundamental to these two new roles and adds precision to the discussion on plant roles. Ferdows (Citation1997), Miltenburg (Citation2009), and Thomas et al. (Citation2015) discuss plant roles in the context of the manufacturing network, but do not distinguish between component and assembly plants. This research finds that both component and assembly plants can have distinctive sets of capabilities in terms of production, supply chain, and development competences (cf. Feldmann and Olhager, Citation2013). We find that the set of capabilities that typically are referred to as characteristics of assembly plants serving a market can be applied to component plants (an identical set of capabilities), and that the responsibilities for product development can be distributed between both component and assembly plants.
Seventh, we identify the existence of subnetworks within product group networks. Particularly, in linear network structures we find a number of parallel self-sufficient subnetworks that target different market regions. These subnetworks have no connections with respect to material flows, but have product development collaboration with at least one other such subnetwork. R&D, product and process development for a particular product group has to reside somewhere in the product group network (unless a separate facility is in charge of these activities, but this has not been the case in any of the networks in this study).
7. Managerial implications
In this research, we have identified four different network types. In essence, these network types are mutually exclusive and exhaustive, with respect to the fundamental types of structural relationships between component and assembly plants: one-to-one, one-to-many, many-to-one, and many-to-many, which is summarised and illustrated in . This taxonomy is useful for discussions on network configurations in practice.
Figure 6. Overview of the main configurational structures of the four network types.
The linear network type is characterised by a high level of market proximity, which enables short delivery lead times, low inventories, and high levels of responsiveness. This is beneficial for products with low value density and high market-specific characteristics.
The divergent network configuration is attractive to companies that want to deliver products with many variants and short delivery lead times to customers but are dependent on economies of scale in the manufacturing of components. The proximity to market in the assembly factories is used to both reduce logistics cost and be closer to the customers. Complex components typically have a higher value density. This structure relates well to manufacturers that use “knocked down” (KD) or “completely knocked down” (CKD) kits that are sent to assembly facilities, minimising customs expenditures, since duties for components are lower than those for end products and allowing for reaching the required levels of local content in the particular market.
The main benefit of the converging networks is the concentration of skills and knowledge in the strategic feeders, which is important in creating competitive advantage for these products. The networks further benefit from a high level of economies of scale in assembly operations.
The mixed network structure is rather complex, but seems to be the typical network structure for modular products. Modules are produced at various component plants (that potentially can focus on specific modules), while final products are assembled close to or in the market regions. This setup leads to a many-to-many relationship between component and assembly plants, in that a number of component plants serve a number of assembly plants. However, with respect to the complexity of this network structure, more research is needed to investigate the relative merits of this network structure.
8. Limitations and further research
Although we have investigated 20 different product group networks and their 49 factories located around the globe, a limitation is that we only have investigated factories from five companies; three are based in Europe, one in Asia, and one in the U.S. In addition, all companies are from the discrete manufacturing sector. Even though they represent a diversity of industries as well as both industrial and consumer goods, other companies and other industries may have both simpler and more complex networks at the product group or product level. It should be noted that all networks in this research are more “rooted” than “footloose”, referring to the network types in Ferdows (Citation2009). However, since our research investigated intra-firm manufacturing network structures, it was not our intent to include very footloose networks, which typically include very few or no internal factories. We also acknowledge that there may be other types of taxonomies of international manufacturing networks that can reveal complementary insights.
Further research on international manufacturing networks can help to verify the four network structures as well as the two new roles we have identified in this research: the “full lead” and “strategic feeder” factories. However, it should be recognised that the actual material flow connection between factories is a characteristic feature of this research that has to be maintained in comparative and complementary further research. The findings of this research also suggest that location factors differ between different types of factories. In particular, component factories and assembly factories seem to have two different sets of location factors, which can be addressed in further research. The distinction between component and assembly plants may also have implications for research on network evolution, since competences and responsibilities need to be distributed for both component and assembly operations. Another suggestion for further research is to investigate if and how different plant roles and network types affect knowledge sharing.
Notes on contributors
Andreas Feldmann is an Assistant Professor at KTH Royal Institute of Technology, Stockholm, Sweden. He is the deputy director for the degree program in Industrial Engineering and Management. His current research interests are international manufacturing networks, sustainable supply chains and business models, and material flows for recycling of materials. His publications have appeared in journals such as Production Planning and Control, International Journal of Operations and Production Management, the International Journal of Production Economics, and Journal of Cleaner Production.
Jan Olhager is Professor in Operations & Supply Chain Strategy at Lund University. He received an M.Eng. in Industrial Engineering and Operations Research from University of California at Berkeley, and a Ph.D. in Production Economics from Linköping University. He is co-Editor-in-Chief of Operations Management Research, Associate Editor of Decision Sciences and IJOPM and serves on the editorial boards of IJPR, POM, and PPC. He has published >60 papers in international scientific journals and a couple of books. His research interests include global operations networks, operations strategy, supply chain integration, operations planning and control, decoupling points, and flexibility.
References
- Abele, E., T. Meyer, U. Näher, G. Strube, and R. Sykes. 2008. Global Production: A Handbook for Strategy and Implementation. Berlin: Springer-Verlag.
- Arshinder, A. K., and S. G. Deshmukh. 2008. “Supply Chain Coordination: Perspectives, Empirical Studies and Research Directions.” International Journal of Production Economics 115 (2):316–35.
- Barratt, M., T. Y. Choi, and M. Li. 2011. “Qualitative Case Studies in Operations Management: Trends, Research Outcomes, and Future Research Implications.” Journal of Operations Management 29 (4):329–42.
- Bartlett, C. A., and S. Ghoshal. 1988. “Organizing for Worldwide Effectiveness: The Transnational Solution.” California Management Review 31 (1):54–74.
- Bartlett, C. A., and S. Ghoshal. 1998. Managing Across Borders: The Transnational Solution. London: Random House Publishing.
- Birkinshaw, J. M., and A. J. Morrison. 1995. “Configurations of Strategy and Structure in Subsidiaries of Multinational Corporations.” Journal of International Business Studies 26 (4):729–53.
- Bozarth, C. C., and C. McDermott. 1998. “Configurations in Manufacturing Strategy: A Review and Directions for Future Research.” Journal of Operations Management 16 (4):427–39.
- Cánez, L. E., K. W. Platts, and D. R. Probert. 2000. “Developing a Framework for Make-or-Buy Decisions.” International Journal of Operations and Production Management 20 (11):1313–30.
- Cheng, Y., S. Farooq, and J. Johansen. 2011. “Manufacturing Network Evolution: A Manufacturing Plant Perspective.” International Journal of Operations and Production Management 31 (12):1311–31.
- Cheng, Y., S. Farooq, and J. Johansen. 2015a. “International Manufacturing Network: Past, Present, and Future.” International Journal of Operations and Production Management 35 (3):392–429.
- Cheng, Y., and J. Johansen. 2014. “Operations Network Development: Internationalization and Externalization of Value Chain Activities.” Production Planning and Control: The Management of Operations 25 (16):1351–69.
- Cheng, Y., J. Johansen, and H. Hu. 2015b. “Exploring the Interaction between R&D and Production in Their Globalization.” International Journal of Operations and Production Management 35 (5):782–816.
- Childerhouse, P., J. Aitken, and D. R. Towill. 2002. “Analysis and Design of Focused Demand Chains.” Journal of Operations Management 20 (6):675–89.
- Colotla, I., Y. J. Shi, and M. J. Gregory. 2003. “Operation and Performance of International Manufacturing Networks.” International Journal of Operations & Production Management 23 (10):1184–206.
- Eisenhardt, K. M. 1989. “Building Theories from Case Study Research.” Academy of Management Review 14 (4):532–50.
- Eisenhardt, K. M. 1991. “Better Stories and Better Constructs: The Case for Rigor and Comparative Logic.” Academy of Management Review 16 (3):620–7.
- Eisenhardt, K. M., and M. E. Graebner. 2007. “Theory Building from Cases: Opportunities and Challenges.” Academy of Management Journal 50 (1):25–32.
- Feldmann, A., and J. Olhager. 2008. “Internal and External Suppliers in Manufacturing Networks: An Empirical Analysis.” Operations Management Research 1 (2):141–9.
- Feldmann, A., Olhager, J. 2013. “Plant Roles: Site Competence Bundles and Their Relationships with Site Location Factors and Performance.” International Journal of Operations and Production Management 33 (6):722–44.
- Feldmann, A., J. Olhager, D. Fleet, and Y. Shi. 2013. “Linking Networks and Plant Roles: The Impact of Changing a Plant Role.” International Journal of Production Research 51 (19):5696–710.
- Feldmann, A., J. Olhager, and F. Persson. 2009. “Designing and Managing Manufacturing Networks – a Survey of Swedish Plants.” Production Planning & Control 20 (2):101–12.
- Ferdows, K. 1989. “Mapping International Factory Networks.” In Managing international manufacturing, edited by K. Ferdows, 3–21. New York: Elsevier, North-Holland.
- Ferdows, K. 1997. “Making the Most of Foreign Factories.” Harvard Business Review 75 (2):73–88.
- Ferdows, K. 2006. “Transfer of Changing Production Know-How.” Production and Operations Management 15 (1):1–1478.
- Ferdows, K. 2009. “Shaping Global Operations.” Globalization, Competitiveness and Governability 3 (1):136–48.
- Ferdows, K., M. Lewis, and J. Machuca. 2004. “Rapid-Fire Fulfillment.” Harvard Business Review 82 (11):104–10.
- Ferdows, K., A. Vereecke, and A. De Meyer. 2016. “Delayering the Global Production Network into Congruent Subnetworks.” Journal of Operations Management 41 (1):63–74.
- Fisher, M. 1997. “What Is the Right Supply Chain for Your Product?” Harvard Business Review 75 (2):105–16.
- Flynn, B. B., S. Sakakibara, R. G. Schroeder, F. A. Bates, and E. J. Flynn. 1990. “Empirical Research Methods in Operations Management.” Journal of Operations Management 9 (2):250–84.
- Friedli, T., A. Mundt, and S. Thomas. 2014. Strategic Management of Global Manufacturing Networks: Aligning Strategy, Configuration and Coordination. Berlin, Heidelberg: Springer.
- Fusco, J. P., and M. Spring. 2003. “Flexibility versus Robust Networks: The Case of the Brazilian Automotive Sector.” Integrated Manufacturing Systems 14 (1):26–35.
- Glaser, B., and A. A. Strauss. 1967. The Discovery of Grounded Theory: Strategies for Qualitative Research. New Brunswick: Aldine Transaction.
- Gupta, A. K., and V. Govindarajan. 1991. “Knowledge Flows and the Structure of Control within Multinational Corporations.” Academy of Management Review 16 (4):768–92.
- Hallgren, M., and J. Olhager. 2006. “Differentiating Manufacturing Focus.” International Journal of Production Research 44 (18–19):3863–78.
- Handfield, R. B., and S. A. Melnyk. 1998. “The Scientific Theory-Building Process: A Primer Using the Case of TQM.” Journal of Operations Management 16 (4):322–39.
- Hayes, R., G. Pisano, D. Upton, and S. Wheelwright. 2005. Operations, Strategy, and Technology – Pursuing the Competitive Edge. New York: Wiley.
- Hayes, R. H., and R. W. Schmenner. 1978. “How Should You Organize Manufacturing?” Harvard Business Review 56 (1):105–18.
- Hayes, R. H., and S. C. Wheelwright. 1984. Restoring Our Competitive Edge: Competing Through Manufacturing. New York: Wiley.
- Hill, A., and T. Hill. 2009. Manufacturing Operations Strategy. (3rd Ed.), Houndmills, Hampshire: Palgrave Macmillan.
- Ho, C.-F. 1996. “A Contingency Theoretical Model of Manufacturing Strategy.” International Journal of Operations and Production Management 16 (5):74–98.
- Lawrence, P. R., and J. W. Lorsch. 1967. “Differentiation and Integration in Complex Organizations.” Administrative Science Quarterly 12 (1):1–47.
- Levy, D. L. 1995. “International Sourcing and Supply Chain Stability.” Journal of International Business Studies 26 (2):343–60.
- MacCarthy, B., C. Blome, J. Olhager, J. Srai, and X. Zhao. 2016. “Supply Chain Evolution – Theory, Concepts, and Science.” International Journal of Operations & Production Management 36 (12):1696–718.
- Maritan, C. A., T. H. Brush, and A. G. Karnani. 2004. “Plant Roles and Decision Autonomy in Multinational Plant Networks.” Journal of Operations Management 22 (5):489–503.
- Mediavilla, M., A. Errasti, and K. Mendibil. 2015. “Framework for Assessing the Strategic Plant Role and Deploying an Improvement Roadmap in Global Operations Networks: An Empirical Study.” Production Planning & Control: The Management of Operations 26 (10):799–823.
- Meijboom, B., and H. Voordijk. 2003. “International Operations and Location Decisions: A Firm Level Approach.” Tijdschrift Voor Economische En Sociale Geografie 94 (4):463–76.
- Meijboom, B., and B. Vos. 1997. “International Manufacturing and Location Decisions: Balancing Configuration and Coordination Aspects.” International Journal of Operations and Production Management 17 (8):790–805.
- Meijboom, B., and B. Vos. 2004. “Site Competence in International Manufacturing Networks: Instrument Development and a Test in Eastern European Factories.” Journal of Purchasing and Supply Management 10 (3):127–36.
- Melnyk, S., R. Narasimhan, and H. DeCampos. 2014. “Supply Chain Design: Issues, Challenges, Frameworks and Solutions.” International Journal of Production Research 52 (7):1887–96.
- Miller, D. 1996. “Configurations Revisited.” Strategic Management Journal 17 (7):505–12.
- Miller, J. G., and A. V. Roth. 1994. “A Taxonomy of Manufacturing Strategies.” Management Science 40 (3):285–304.
- Miltenburg, J. 2009. “Setting Manufacturing Strategy for a Company's International Manufacturing Network.” International Journal of Production Research 47 (22):6179–203.
- Pashaei, S., and J. Olhager. 2015. “Product Architecture and Supply Chain Design: A Systematic Review and Research Agenda.” Supply Chain Management: An International Journal 20 (1):98–112.
- Porter, M. E. 1986a. “Changing Patterns of International Competition.” California Management Review 28 (2):9–40.
- Porter, M. E. 1986b. “Competition in Global Industries: A Conceptual Framework.” In Competition in global industries, edited by M.E. Porter, 15–60. Boston: Harvard Business School Press.
- Prahalad, C. K., and Y. L. Doz. 1987. The multinational mission, balancing global integration with local responsiveness. New York: Free Press.
- Rudberg, M., and J. Olhager. 2003. “Manufacturing Networks and Supply Chains: An Operations Strategy Perspective.” Omega - International Journal of Management Science 31 (1):29–39.
- Rudberg, M., and M. West. 2008. “Global Operations Strategy: Coordinating Manufacturing Networks.” Omega – International Journal of Management Science 36 (1):91–106.
- Schmenner, R. W. 1982. “Multiplant Manufacturing Strategies among the Fortune 500.” Journal of Operations Management 2 (2):77–86.
- Schmenner, R. W., and G. Vastag. 2006. “Revisiting the Theory of Production Competence: Extensions and Cross-Validations.” Journal of Operations Management 24 (6):893–909.
- Shi, Y., and M. Gregory. 1998. “International Manufacturing Networks – to Develop Global Competitive Capabilities.” Journal of Operations Management 16 (2–3):195–214.
- Simchi-Levi, D., A. Clayton, and B. Raven. 2013. “When One Size Does Not Fit All.” MIT Sloan Management Review 54 (2):15–7.
- Skinner, W. 1974. “Focused Factory.” Harvard Business Review 52 (3):113–21.
- Sousa, R., and C. A. Voss. 2008. “Contingency Research in Operations Management Practices.” Journal of Operations Management 26 (6):697–713.
- Stuart, I., D. McCutcheon, R. Handfield, R. McLachlin, and D. Samson. 2002. “Effective Case Research in Operations Management: A Process Perspective.” Journal of Operations Management 20 (5):419–33.
- Thomas, S., M. Scherrer-Rathje, M. Fischl, and T. Friedli. 2015. “Linking Network Targets and Site Capabilities: A Conceptual Framework to Determine Site Contributions to Strategic Manufacturing Network Targets.” International Journal of Operations and Production Management 35 (12):1710–34.
- Van Maanen, J., J. B. Sorensen, and T. R. Mitchell. 2007. “The Interplay between Theory and Method.” Academy of Management Review 32 (4):1145–54.
- Venkatesan, R. 1992. “Strategic Sourcing: To Make or Not to Make.” Harvard Business Review 70 (5):98–107.
- Vereecke, A., and R. Van Dierdonck. 2002. “The Strategic Role of the Plant: Testing Ferdow's Model.” International Journal of Operations and Production Management 22 (5):492–514.
- Vereecke, A., R. Van Dierdonck, and A. De Meyer. 2006. “A Typology of Plants in Global Manufacturing Networks.” Management Science 52 (11):1737–50.
- Vokurka, R. J., and R. A. Davis. 2004. “Manufacturing Strategic Facility Types.” Integrated.” Industrial Management and Data Systems 104 (6):490–504.
- Voss, C., N. Tsikriktsis, and M. Frohlich. 2002. “Case Research in Operations Management.” International Journal of Operations and Production Management 22 (2):195–219.
- Wheelwright, S., and R. H. Hayes. 1985. “Competing through Manufacturing.” Harvard Business Review 63 (1):99–109.
- Yin, R. K. 2009. Case study research. London: Sage.
- Zhao, X., C.-C. Sum, Y. Qi, H. Zhang, and T. Lee. 2006. “A Taxonomy of Manufacturing Strategies in China.” Journal of Operations Management 24 (5):621–36.
Appendix 1. Manufacturing network mapping model
Standardized model for mapping the global footprint of the manufacturing network (P: Production competence and responsibilities; SC: Supply chain competence and responsibilities; and D: Development competence and responsibilities; see Feldmann and Olhager, Citation2013).