
Abstract
Industry 4.0 offers massive potential for implementing sustainability, which is a growing concern for global manufacturing industries. This paper investigates the impact of the implementation of Industry 4.0 with specific emphasis on digital transformation on the sustainability dimensions of European manufacturing industries. In doing so, we propose a framework to identify the implications of Industry 4.0 on the reconciliation of the firm’s existing and new dynamic capabilities, competencies, and market requirements to achieve sustainable competitive advantage. Using a multiple case research design, we study six European manufacturing companies, including aerospace manufacturing (AM) and electronic component and systems (ECS) manufacturing. The novelty of our study lies in developing a set of theoretical propositions that reveals interrelations between Industry 4.0, the dynamic capabilities of the firm and distinct dimensions of sustainability. Our findings show that the reconciliation of dynamic capabilities mediates the impact of Industry 4.0 on economic, environmental, and social aspects. The study provides insights to practitioners to strengthen their dynamic capabilities in order to achieve sustainability while implementing Industry 4.0. Moreover, the findings also facilitate investment decisions in Industry 4.0 projects.
Introduction
The growing trend towards a digitalised manufacturing environment is an emerging topic for researchers and practitioners of different fields (Hannola et al. Citation2018). Various European manufacturing industries have invested in an increasing number of activities to develop and explore the potential of digital innovation to support Industry 4.0 in order to remain competitive. The integration of intelligent and smart systems and digital technology adoptions has led to new management approaches and capabilities. Adopting these new potential opportunities through digitalised solutions in the context of Industry 4.0 has become increasingly important due to increased customer requirements for value chains (Mukherjee, Mitchell, and Talbot Citation2000; Cagliano and Spina Citation2000). Furthermore, the corporate environment is becoming highly dynamic in terms of economic (costs, resources, productivity, product complexity), social (demanding customers, changing markets, changing organisational cultures), and environmental factors (energy efficiency, waste, and climate changes) requirements (Christopher Citation2016; Simchi-Levi, Kamisky, and Levi Citation2003; Ben-daya, Hassini, and Bahroun Citation2019). To survive in such a complex environment, companies need to become extremely agile and build a high level of resilience, managerial capabilities, and structural flexibility that allow for rapid responses to these challenges. To achieve flexibility and resilience, additional costs in the form of additional resources are increasing (Ben-daya, Hassini, and Bahroun Citation2019). In this context, additional resources include, for example investments in existing or new assets or organisational learning. These investments are based on new software solutions or advances in data science due to new automation technologies, which help to develop dynamic capabilities and sustainable business processes or to extend existing process capabilities. In this paper, we consider this construct through the lens of the resource-based view (RBV) based on Penrose’s research. Penrose (Citation1959) described the firm as a bundle of resources and provided a theory of effective management of these resources that allows the creation of competitive advantage. Penrose’s research establishes the dogma that the firm performance and growth are both facilitated and limited by capabilities and the best usage of available resources (Penrose Citation1959). Considering the impact of Industry 4.0 on resources, firms might be able to extend resources in their possession (i.e. assets, capabilities, processes, and knowledge) to formulate and implement competitive strategies by exploiting the effect of dynamic capabilities (Teece, Pisano, and Shuen Citation1997). These causal relationships among resources, the creation of productive sustainable opportunities for growth, and innovation need to be evaluated. Organisational sustainability and sustainable operations consist of three core components - economic, environmental, and social performance (Gimenez, Sierra, and Rodon Citation2012). Several studies suggest that investments in IT resources and extended digital solutions can provide competitive advantages and sustainable firm competencies (Clemons and Row Citation1991; Wade and Hulland Citation2004; Melville, Kraemer, and Gurbaxani Citation2004; Rivard, Raymond, and Verreault Citation2006). Industry 4.0 can support sustainable value creation in all sustainability dimensions (Stock and Seliger Citation2016). In a more specific context, some researchers also suggest positive implications of Industry 4.0 on the sustainable competitive advantage of organisations (Charro and Schaefer Citation2018; Synnes and Welo Citation2016; Wang, Gunasekaran, et al. Citation2016). However, revisiting the idea of Penrose that a firm’s performance depends on its capability and resources, therefore, it is necessary to understand the role of dynamic capability in the impact of Industry 4.0 on achieving sustainable competitive advantage, which is a gap in the literature.
This study is first of its kind to investigate the current state of innovative digital technologies and information systems in European manufacturing industries and the impact of these technologies on sustainable operational development (e.g. the economic, environmental, and social dimensions) to attain competitive advantage. The study is also unique as it takes into account diverse applications of Industry 4.0 in European manufacturing industries using multiple case studies rather than considering a particular aspect such as big data or the internet of things. This helps to validate the data collected from different case companies on the reconciliation of dynamic capabilities and sustainable competitive advantage.
The study provides novel insights concerning digitalisation efforts that have been conducted within innovation projects in the domain of European aerospace manufacturing (AM) and the electronic components and systems (ECS) domain. The focus is put on the impact assessment of developed and (partially) implemented digital technologies and on the reconciliation of capabilities to enhance firm performance and sustainable development. This development leads researchers and practitioners to the following challenges: The digital transformation triggered by the Industry 4.0 paradigm requires a rethinking and shift in the mind-set that determines how products are manufactured and services are produced, distributed/supplied, sold and used in the supply chain (Spath Citation2013). Thus, it will drive significant structural theoretical evolution and revolution for operations and supply chain management. This development is challenging emerging issues of sustainable competitiveness in companies such as increasing costs, changing quality requirements, resource efficiency, dynamic customer requirements, and improving customer satisfaction, productivity and flexibility (Holmström et al. Citation2016; Rüßmann et al. Citation2015). On the other hand, it enables companies to expand their dynamic capabilities and strategic management objectives. Our objectives lead to the following research questions (RQs):
RQ1: What are the implications of Industry 4.0 on the reconciliation of dynamic capabilities and market requirements?
RQ2: What are the economic (financial and non-financial performance), environmental and social impacts caused by the improved reconciliation in the course of the Industry 4.0 technological shift?
This paper is organised into five major sections. First, we provide a brief overview of the existing literature in the field of Industry 4.0 and the identification of key performance measures with respect to the triple bottom line (TBL) approach. This synthesis provides the conceptual background for our investigation. We then focus on introducing case study research design into our methodology followed by case descriptions and an outline of the research structure. In the fourth section, we present the comprehensive results of our multiple-case study and cross-case analysis on the achieved impacts of conducted digitalisation projects. Finally, we highlight the study’s contributions and discuss propositions based on the TBL impact. Section 5 concludes this paper with a note about the scope of future research.
Literature review
Manufacturing performance is a much-discussed topic in operations management research for which there is no uniform definition, model or measurement system. Past research has, for example, focussed on manufacturing metrics based on quality and output (Leachman, Pegels, and Kyoon Citation2005), the overall equipment effectiveness (OEE) measure (Jonsson and Lesshammar Citation1999, Schwab et al. Citation2017), or it has mapped the area of operational decisions during a growth period to the three performance dimensions (economic, environmental and social) of the Triple Bottom Line (TBL). However, the explicit focus on assessing the impact of digitalisation projects on manufacturing performance has not yet received sufficient attention. Hence, approaches must be identified to make the impact of digitalisation initiatives – i.e. the impact of current industrial digitalisation technologies (IDT) – visible and measurable. However, digitalisation is changing the manufacturing landscape as enterprises begin to use the Internet of things to connect manufacturing assets, big data analytics to monitor plants, and artificial intelligence to support decision-making processes. Therefore, manufacturing operations have become smarter by slowly adopting information and communication approaches and technologies (Kusiak Citation2018) and merging them with production and process technologies on the threshold of a fourth industrial revolution affecting different industries. Electronics components and systems (ECS) are widely understood as enablers for multi-layered innovation in various industries, from automotive to healthcare. The results of a European Commission report (Bériot et al. Citation2018) show that the leading companies of the ECS value chain in Europe have invested around €13.6 billion into R&D projects in recent years. According to the European Industrial Strategic Roadmap (Electronic Leaders Group Citation2014), the European ECS industry employs about 250,000, while more than 800,000 are working on the integration of components to systems while a further 2.5 million are employed in the components value chain. Therefore, research into how the ECS industry itself will benefit from digitalisation is of great importance. IDTs may improve the resource efficiency of industrial processes. Considering insights gained from different industrial studies of the United Kingdom’s (UK) manufacturing sector, IDTs have the opportunity to reduce UK resource costs by approximately £10 billion, and to raise UK productivity and international competitiveness (Made Smarter Review Citation2017). Results of the Made Smarter Review (Citation2017) show that faster adoption of technology will result in greater investment and in increasing the manufacturing activities taking place in the UK. Transferring this statement to the aerospace manufacturing (AM) industry, IDTs could be the key to unlocking future competitiveness. Findings of a global survey conducted by Deloitte show that leveraging new digital technologies could be essential for market differentiation. The application of Industry 4.0 (I4.0) in the AM sector allows firms to develop new cost-effective products and services thus making existing assets smarter by leveraging advanced manufacturing processes (Lineberger et al. Citation2019).
Related work
Several studies prove that I4.0 improves the sustainability and safety of industries and society. I4.0 enables the interaction between the physical world and its digital counterpart (Spath Citation2013, Kusiak Citation2018; Sjödin et al. Citation2018). A key reason for manufacturers to adopt industrial digitalisation technologies, such as internet of things, cyber physical system (CPS), big data or artificial intelligence (AI), is to increase productivity and efficiency through smart and remote management. Another topic forced by manufacturing industries is the inclusion of routines for gathering and processing information and data for linking customer experiences with engineering design and manufacturing processes (Garvin Citation1998, Sisinni et al. Citation2018). The integration of data analytics technologies allows firms to collect a tremendous amount of data on individual customers and their unique characteristics. This enables firms to create innovative distinct values for individual customers by developing personalised sales processes, product design and personalised production and services (Feng and Shanthikumar Citation2018). The development of digital technologies creates the opportunity for countries but also for whole industries to become leaders in specific markets and regions (Made Smarter Review Citation2017). The automation of manufacturing processes coupled with the renewal of engineering capabilities may result in radical improvements in cost efficiency and accuracy (Slack and Lewis Citation2002; Made Smarter Review Citation2017). These technologies will deliver overarching effects on capabilities and create new potential for firms changing strategic management, which may lead to improved sustainable competitiveness. Improved competitiveness will lead to growth, increased sales, and increased employment (Schwab Citation2016). Several studies proof that the 4th industrial revolution is an enabler of sustainable development (Ngjeqari Citation2016, Beier, Niehoff, and Xue Citation2018). Latest studies such as De Man and Strandhagen (Citation2017) examine the effects of I4.0 on sustainable business models. Others such as Kamble, Gunasekaran, and Dhone (Citation2020) discuss the impacts of I4.0 technologies on production environments and the influence on Lean Manufacturing Practices. Overall, the harmonisation of I4.0 and sustainability remains underdeveloped (Beier, Niehoff, and Xue Citation2018, Machado, Winroth, and Ribeiro da Silva Citation2020). Galati and Bigliardi (Citation2019) identified different clusters by reviewing published journals/conferences manuscripts on I4.0 topics. In our research, we adopt these clusters and merge them into three main categories based on the TBL approach to develop the lacking convergence of sustainability and digital transformation.
Cluster 1: business and operations impact
There are several studies in the literature that investigate the impact of Industry 4.0 from business and operations perspectives. The business impact studies appear to collectively suggest that governments and industries are now seeing manufacturing from a different perspective and are attempting to benefit from this industrial revolution wave. Nagy et al. (Citation2018) studied the impact of Industry 4.0 and IoT on the business strategy of manufacturing and logistics companies in Hungary using Porter’s five forces model. They found that the impact is not limited to the production process but also covers other company functions. This creates a higher level of logistic services, more efficient processes with their partners, and higher market and financial performance and competitiveness, which in turn results in increased economic sustainability. Porter and Heppelmann (Citation2014) examined the impact of smart connected products on industry structure and industry boundaries and discussed new strategic choices along with their trade-offs. Strange and Zucchella (Citation2017) studied the effect of Industry 4.0 upon the nature of competition and corporate strategies in many industries within a global value chain context.
On the other hand, much of the relevant literature also assesses the impact of I4.0 on production and operation, logistics, and supply chain processes. Agrifoglio et al. (Citation2017) studied the effect of emerging digital technologies on the operations management through co-creation and found positive impact on efficiency, safety and ecological sustainability. However, the study investigated direct relationship without considering mediating factors. Rossini et al. (Citation2019) examined the interrelationship between Industry 4.0 and lean production practices and found a positive relationship between the two. Similarly, Tortorella and Fettermann (Citation2018) assessed the implementation of I4.0 in Brazilian companies and found that I4.0 and lean practices complement each other to achieve greater performance improvements. The implementation of automation equipment makes manufacturing processes more efficient as well as raising product quality. In the manufacturing environment, the virtual computational space together with physical shop floor information enables a new degree of control, surveillance, transparency and efficiency in the production process (Mladineo, Veza, and Gjeldum Citation2017). Moreover, Gölzer and Fritzsche (Citation2017) explored the impact of big data on industrial operations and its organisational implication using literature review. However, their investigation is limited to only big data aspect of Industry 4.0 and does not consider sustainability perspectives.
Cluster 2: technological and environmental impact
The studies in this cluster belong to the technological solutions impacting the environmental dimension of sustainability. These are different from the previous cluster as papers included here are more focussed on the technological features of Industry 4.0 and less on the implications on production, logistics, and supply chains. According to Machado, Winroth, and da Silva (2019), I4.0 solutions can create sustainable firm competitiveness in terms of improved productivity, flexibility and resource efficiency based on reduction of waste, energy consumption and overconsumption (e.g. renewable energy surplus shared with other fabs). Stock and Seliger (Citation2016) give examples of closed value creation networks, which describes cross-company intelligent cross-linking and the enhanced value creation through a digitalised value chain of product life cycles or the reuse of resources and tools (Kiel et al. Citation2017). Santos et al. (Citation2019) presented a new and innovative solution for diagnosing and improving productivity and environmental performance in a defined production system. The approach is examined through a case company located in the north of Spain. The findings suggest that it is possible to improve productivity and environmental performance at the same time. Also, the result reinforces the notion that waste elimination has a positive impact on improving environmental performance. Wang, Wan, et al. (Citation2016) developed a framework for a self-organised multi-agent system with big data-based feedback and coordination system. The smart machines, conveyers, and products coordinate with each other and reconfigure themselves for the flexible production of different product types. The system collects massive quantities of data from smart objects and utilises these for feedback and coordination based on big data analytics to optimise system performance. Lee, Bagheri, and Kao (Citation2015) proposed a 5-level cyber-physical systems (CPS) architecture for Industry 4.0-based manufacturing systems. It provides a practical guideline for the manufacturing industry to implement CPS for better product quality and system reliability with more intelligent and resilient manufacturing equipment. Schroeder et al. (Citation2019) investigated Industry 4.0 context from the perspective of internet of things (IOT) as the enabling technology and product-use data as the core network resource to provide benefit opportunities to different actors in a business network perspective. They examined the case of an emergent IoT-based business network in the UK road transport industry.
Cluster 3: social impact
This cluster takes account of studies consistent with opportunities and implications in terms of education, work, training, and skills deriving from Industry 4.0. Whysall, Owtram, and Brittain (Citation2019) pointed out the value of taking a more dynamic and systemic approach for talent management practices. The speed of technological change has created a significant gap between the current capabilities of employees and the rapidly changing requirements of their roles. Similarly, Pacaux-Lemoine et al. (Citation2017) raised awareness about the potential risks associated with the complexity of intelligent manufacturing systems in the context of Industry 4.0. This work highlights the need to effectively integrate humans with intelligent manufacturing systems and provides solutions to retain humans in the process control loop with different levels of automation. Some researchers have proposed technological solutions for enhancing workforce capabilities. For example, Longo, Nicoletti, and Padovano (Citation2017) designed and developed a practical solution based on augmented reality contents and intelligent tutoring systems. The solution aims at enhancing operators’ capabilities and on making them highly flexible and adaptive in a very dynamic working environment. The effectiveness of the proposed system is investigated through the use case of a CNC (computer numerically controlled) milling machine.
While looking at the extant literature covering various aspects of I4.0, the authors observed that digitalisation projects have the potential to improve sustainability in the context of the manufacturing and logistics sector. However, in order to successfully implement Industry 4.0 projects, the firms’ dynamic capabilities, core competencies and changing business factors are of paramount importance. Hence, it is primarily important to understand the contextual relationship between these factors in order to effectively achieve triple-bottom-line benefits from implementing Industry 4.0. The next step in this study is to identify several economic, environmental and social key performance indicators (KPIs) to study the impact of the digitalisation project on them.
illustrates taxonomies of the investigated literature based on the impact of I4.0 developments and the different firm planning levels (strategic, operational and tactical level).
Table 1. Literature review taxonomies.
KPI identification with respect to TBL
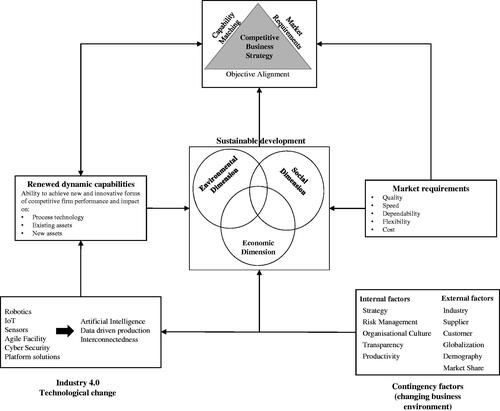
In order to evaluate the integration of new technologies in production and operation, logistics and supply chain processes it is crucial to measure the effects that arise therefrom (Seuring and Müller Citation2008). By constructing an impact assessment framework with specific and appropriate measurements and indicators that can fundamentally capture those dimensions and impacts, the usefulness of emerging technologies in the European manufacturing industries can be examined. Thereby, a mix of methods is required for drawing a more holistic picture including both qualitative and quantitative instruments. The TBL approach serves as a fundamental instrument to observe the three dimensions of operational sustainability and progress (Elkington Citation1998). As outlined in our framework, the traditional TBL model is influenced by contingency factors, characterised by technical aspects and situational/contextual factors affecting the decision variables (Carter and Rogers Citation2008). Market requirements force technological progress, which influences each of the three dimensions of sustainability. Technology potentially influences sustainability across the whole value chain, both directly and indirectly. Contingency factors, which cannot be accurately predicted when considering the future, such as the company strategy, the organisational culture, risk management and the necessity for more transparency, interact with technological development and may gain retrospective impacts. These impacts have to be evaluated.
Performance management is an organisation’s essential mechanism through which to provide information to decision-makers. Special frameworks for performance measurement can be used to capture and evaluate performance data, which enables the derivation of key success factors in business processes. Especially in connection with innovation processes, such frameworks are suitable to link innovation metrics to measure the efficiency and effectiveness of Industry 4.0 R&D activities (Dziallas and Blind Citation2019).
I4.0 and its extension of information systems and autonomous production systems and their behaviour in terms of interactions from machine-to-machine or men-to-machine will generate a change in production performance. To analyse these impacts, we established a set of performance indicators in the economic, environmental and social sphere to capture the respective changes within the industrial process landscapes. Any performance (win) of a new technology or even an enhancement/extension of a current technology should therefore not only be measured in financial and/or productivity terms. Equally important in the long term is to better understand non-financial consequences such as strategic meaning (of new digital technologies), perceived quality of products/services, impacts on image/reputation of the company, their value added to the effectiveness of organisational processes, or the link to the workforce for successful adoption.
In this context standards of special interest include EMAS, ISO 22400, SA8000 and the GRI. The relevant knowledge taken from these standards has been used to facilitate a proper case impact assessment framework covering all three relevant domains of impact assessment- economic, environmental and social. A full set of key performance indicators (KPI) for operations management is defined in the ISO22400-2 document (International Organization for Standardization Citation2014). These KPIs are defined as quantifiable and strategic measurements that reflect an organisation’s critical success factors. KPIs are very important for understanding and improving manufacturing performance; both from the lean manufacturing perspective of eliminating waste and from the corporate perspective of achieving strategic goals. The KPIs outlined in the following section address the main pillars in manufacturing and supply chain execution processes. In this study, we applied a specific set of selected KPIs to assess and evaluate the impact of Industry 4.0 projects on firm performance. A detailed overview and description of these KPIs is given in the section detailing our findings.
Theoretical foundations
Sustainability and Industry 4.0
Technology potentially affects sustainable core competencies and capabilities across the firm’s value chain both directly and indirectly. Industry 4.0 influence the whole organisation and the pursued strategy of any business unit (Galati and Bigliardi Citation2019; Schrauf and Berttram Citation2016). New technical solutions or innovations can change the organisational culture or influence the overall firm strategy on a tactical as well as on an operational level. For example, a more flexible and secure means of communication between supply chain participants can enhance the transparency and flexibility of the whole supply chain environment and may improve risk management among participants. The results of a preliminary analysis prior to the actual commencement of the research show that the majority of current research has focussed on technological aspect of Industry 4.0 (Galati and Bigliardi Citation2019). However, the relationship between profitability and resources as well as the management of the firm’s resource position influenced by Industry 4.0 over time remains an emerging issue. Thus, as a first point it is important to clarify what Industry 4.0 means in this context and how it operates and evolves within certain industries.
Industry 4.0 is the confluence of different technologies to drive the digital transformation of industrial production (OECD, Citation2016). Furthermore, it is an emerging paradigm that allows companies to push their competencies by bringing together the physical and digital world in a holistic environment (Zhou, Liu, and Zhou Citation2016). The term Industry 4.0 has been frequently misinterpreted; nonetheless, it has become a key concept in modern manufacturing environments (Galati and Bigliardi Citation2019). For the purpose of this research, we subscribe to the view of Oesterreich and Teuteberg (Citation2016), that Industry 4.0 comprises the increasing digitalisation and automation of manufacturing environments as well as the expansion of the digital supply chain to ensure better communication, transparency and traceability for all products, processes and business partners involved. These technologies have the potential to revolutionise operations and supply chain management (Brennan et al. Citation2015; Holmström et al. Citation2016; Rüßmann et al. Citation2015; Waller and Fawcett Citation2013). In general, Industry 4.0 serves as a concept regarding how future customer demands, resources and data are shared, used, organised, and recycled to make a product or deliver a service faster, cheaper, more efficiently and more sustainably (Spath Citation2013). By striving for the dynamic integration of humans and machines through the entire supply chain, digitalisation adds more transparency, efficiency and sustainability to business processes (Kusiak Citation2018). Other new technologies may include innovative applications such as real-time monitoring, controlling systems or advanced process digitalisation (e.g. visualisation methods along the horizontal and vertical supply chain). The implementation of digital technologies may affect different issues of core business processes such as production processes, product development, organisational structures and supply chain management (Sjödin et al. Citation2018). To ensure the improvement of such processes, it is of high interest to measure the impact of digitalisation activities. Therefore, a company must identify the relevant performance indicators while implementing new technologies or sustainable programmes and compare the results to the desired performance change (Felsberger and Reiner Citation2018).
The impact of Industry 4.0 on dynamic capabilities
However, the impact of Industry 4.0 from the resource-based perspective also invites firms to think about a reconciliation of existing capabilities and the development of new business competencies (Teece, Pisano, and Shuen Citation1997). For example, Big data has high operational and strategic potential to enhance dynamic capabilities and competitive advantage. Conboy et al. (Citation2020) identified the value of business analytics technologies on the firm’s ability to leverage the Vs of data. The authors paid attention on how organisations can use business analytics to enhance their OR activities in dynamic environments. In doing so, they investigated analytics-enabled micro foundations of dynamic capabilities, which serve as enablers for organisational dynamic capabilities. The value of business analytics depends on the ability of a company to use the Vs of data to identify opportunities and threats, to activate resources and to reconfigure tangible and intangible resources (Conboy et al. Citation2020). Others such as Singh and Del Giudice (Citation2019) listed in the special issue ‘Big data analytics, dynamic capabilities, and firm performance’ several studies which are dealing with the impact of big data initiatives as a mediator for dynamic capabilities that create sustainable development among people, processes and organisations to enhance competitive firm advantage. The framework depicted in illustrates that the influence of internal and external factors of a firm’s environment triggers technological development. In order to support a competitive advantage; it is of high importance to consider the development of dynamic capabilities. According to Bititci et al. (Citation2011), the empirical and theoretical exploration of managerial processes, conclusion can be drawn about dynamic capabilities from the perspective of business processes. The study by Teece, Pisano, and Shuen (Citation1997) refers to the term ‘dynamic’ as the capacity to renew competences to achieve congruence with a rapidly changing business environment. Technology is changing these capabilities and strategic management is expected to adapt, integrate and reconfigure internal as well as external resources, structural changes, skills and functional competences to match the changing environment triggered by contingency factors. Contingency factors, which cannot be accurately predicted in the future, such as internal factors (e.g. the change of organisational culture, strategy, productivity) and external factors (e.g. change of customer demand, globalisation and demography) can trigger technological development (Carter and Rogers Citation2008; Sousa and Voss Citation2008) and may have retrospective impacts on a firm’s core competencies. One of the main aspects of technological change (Industry 4.0) is the generation of high volume of data and its analysis, known as big data analytics, for developing critical insight that has a positive impact on dynamic capabilities of firms together with the ultimate benefit of achieving competitive advantage (Constantiou and Kallinikos Citation2015; Wamba et al. Citation2017; Mikalef et al. Citation2019). The capabilities that are enabled through a strong big data analytics can facilitate technological capability transformation by allowing temporal process reconfiguration and adjusting operational inefficiencies (Wang, Gunasekaran, et al. Citation2016). The development of new competencies and firm-specific capabilities (new assets, existing assets and organisational learning) is facilitating competitive advantages to fulfil market requirements. (Wernerfelt Citation1984). Market requirements are represented by firm’s performance objectives such as quality, speed, dependability, flexibility and cost (Slack and Lewis Citation2002). There is obviously value in the ability to reconfigure the firm asset structure by embracing Industry 4.0 technologies (Amit and Schoemaker Citation1993). Furthermore, reconfigured and transformed capabilities can be the basis for diversification into new product markets and therefore they must be unique and difficult to replicate (Teece Citation1982). However, this requires constant supervision of market requirements and technological changes and ultimately, a willingness to adopt best practices (Teece, Pisano, and Shuen Citation1997). Only by reaching congruency among all three dimensions of sustainability and the simultaneous renewal of existing capabilities to satisfy market requirements, the overall competitive business strategy potentially be enhanced. Nowadays, European manufacturing companies try to reach this uniqueness through the adaption of new intelligent technologies to enhance their existing business processes and to increase organisational learning. In our paper, we analyse parts of this theoretical construct in order to establish the basis for further discussions and research in this field.
Figure 1. Research framework Based on (Teece, Pisano and Shuen 1997, Slack and Lews 2002, Beer and Liyanage 2012).
Research methodology
To answer the underlying research question of our paper, we apply a multiple case study approach, including six different industrial cases of digitalisation in the production and operations, logistics and supply chain environments of European AM and ECS companies. The rationale for using multiple cases in this research area is to replicate findings across the different cases. Therefore, we chose cases that represent specific I4.0 developments in industrial manufacturing environments, triggering the three sustainability dimensions (Yin Citation2009; Saunders, Lewis, and Thornhill Citation2012). All six cases outline different digital solution approaches – related to topics including (1) cyber-security for legacy systems, (2) agile manufacturing maintenance, (3) machine learning for improved decision-making, (4) the interconnectedness of supply chain participants, (5) fab digitalisation and virtualisation, and (6) smart factory with digitally connected machines. Given the nature of our investigation, we chose a multiple case study research method, using a clearly structured research design based on existing publications on case study research (Eisenhardt Citation1989; Stuart et al. Citation2002; Voss, Tsikriktsis, and Frohlich Citation2002; Yin Citation2003; Reiner et al. Citation2008; Teller et al. Citation2018). From a methodological point of view, case study research is an appropriate technique for studying a phenomenon within its real-life context – here the digitalisation of manufacturing environments (Yin Citation2003; Voss, Tsikriktsis, and Frohlich Citation2002, McCutcheon and Meredith Citation1993). The subject matter is highly complex (Stuart et al. Citation2002) and our research deals primarily with ‘what’ and ‘how’ questions (Yin Citation2003). Furthermore, case study research can provide a holistic view since many sources of evidence were used (Noor Citation2008). In this paper, we use a multiple case study strategy to gain a rich understanding of the I4.0 context and the therein-developed industrial processes being enacted (Eisenhardt and Graebner Citation2007). Our study complements existing work in the sense that we present latest insights from cases that have not yet been documented in any academic literature. In detail, we assess the impact of these technologies on sustainable competitive firm advantage, which is a gap in the literature. In this paper, we build theory from case studies, by creating an overlap of collection, analysis and coding of data (Eisenhardt Citation1989). Multiple sources of data, here five different industrial case companies, collected and processed using different data collection techniques, ensure data triangulation throughout our investigation (Yin Citation2009). For data collection, we use a mixed method approach based on assessments with people in charge of digitalisation projects, expert interviews and documentary analysis. By using multiple data collection methods, the triangulation provides stronger substantiation of constructs and propositions (Eisenhardt Citation1989). One essential point in case study research is the step of case selection. Compared to surveys, where statistical sampling methods are applied in order to enable inferential statistics, our case selection was guided more by variety and the cases’ potential contribution to our research objectives (Stuart et al. Citation2002) rather than randomness. Also, the research area is new, therefore we applied case study research, which is the state-the-art methodology to cover explorative research ambitions, compared to survey-based research, which is explanatory. Based on the specifications of Stuart et al. (Citation2002), we have selected companies that have the required I4.0 development and from whom we could expect to receive the relevant data.
In the end, we analysed two cases from Austria, two cases from Germany and two cases from UK within two different manufacturing industries (AM and ECS). This differential selection was justified, as we focussed on the examination of diverse technical solutions in various industrial I4.0 application domains. Our study uses primary data from expert interviews and assessments with people in charge of digitalisation projects in the case companies. We assess the current situations and challenges leading to digital transformation projects, the implementation of digital technologies to solve these challenges, and the achieved impacts. The qualitative data collected by applying expert interviews triangulates the quantitative data collected by the assessment forms (Saunders, Lewis, and Thornhill Citation2012). A qualitative content analysis is applied to gain valuable information and investigate the impacts of digitalisation efforts in the AM and ECS manufacturing domain referring to our six individual cases. The approach enables us to retain the holistic and meaningful characteristics of real-life events such as individual life cycles, renewal of process capabilities, organisational and managerial processes, and the maturation of industries (Yin Citation2009).
To structure our multiple case study research, we followed the concept proposed by Stuart et al. (Citation2002), and used their five-stage approach. The first stage of this research model handles the development of the research questions, followed by the second stage ‘instrument development’ stage, which deals with the selection of representative cases including their description and the development of the research instrument that serves as a written guide to conduct further investigation. The third stage is concerned with the collection of required data by means of open, unstructured, semi-structured and structured expert interviews, focus-group discussions, analysis of documents and questionnaires. The data collected are examined in the next step by using qualitative content analysis to extract relevant information (e.g. deducing categories). Finally, our investigation is concluded with the documentation and dissemination of the results and the subsequent testing of internal and external validity, and reliability (Stuart et al. Citation2002).
Sample selection and data collection
In total, six different digitalisation projects were carried out and have been fully documented.1 They describe different digital solution approaches related to cyber-security for legacy systems, agile manufacturing maintenance, machine learning for improved decision-making, fab digitalisation and digital manufacturing technologies, a digital order-to-delivery system for logistics services and a smart factory. In our study, these specific cases represent all six technological areas and have achieved and documented meaningful results. At the suggestion of case study researchers such as Stuart et al. (Citation2002), we have developed a template to achieve a structured description of the digitalisation cases in a first step. As a result, the case studies were documented in a unified structure: describing the current situation and the challenge to be solved, the digital solution approach to be implemented, the target situation to be achieved, and the expected impact to be generated in the first step. The impact assessment was carried out by the case owners using a template developed by us, which was also the basis for the analysis in this paper. This template was completed by all industrial case owners supported by the research team to ensure high-quality case documentation. The impact assessment template consists of two separate sections: in the first section, all case owners described their cases with respect to the degree of implementation, while in the second, case owners had to answer specific questions about the concrete impacts of the implemented digital solution. However, the core of the impact assessment form consists of a broad listing of KPIs that help case owners evaluate the technical impact in the three dimensions of the TBL model. The KPIs were selected in close consultation with the industry. Interviews were held with senior managers, project managers and digitalisation managers to canvass their opinions on possible KPIs. The KPIs, to be considered by the assessed case companies included: level of automation, process quality, product and service quality, OEE, transparency, traceability, reduction of operating costs, workforce satisfaction, innovation and problem-solving skills, Knowledge development/gain, energy efficiency, and material resource efficiency (based on ISO 22400-2014 and Global Reporting Initiative – GRI Standards Citation2018). Additionally, the case owners had the opportunity to mention other influential KPIs for the respective project. The effect of the digitalisation project on each impact aspect had to be quantified by the case owner on a 5-point scale (zero no impact, 5 high impact). In addition, the case owner had to describe in prose how an impact was achieved and what the strengths and weaknesses and what the opportunities and threats of this impact were. An overview of the data collection details is presented in . All completed impact assessment forms were reviewed by us to ensure high-quality documentation standards, and there was one request made to case owners for content elaboration (Felsberger, Wankmüller, Reiner et al. Citation2019).
Case descriptions
In this subsection, we outline the characteristics and background information of the case study sample (). The presented case description is based on the original documentation of the six selected cases. The industrial partners of the ECS industry (semiconductor manufacturer (Case A), component supplier of ECS industry (Case B), PCB assembler (Case C) and semiconductor manufacturer (Case D) and from an aerospace manufacturing company (Case E and Case F)) are responsible for the case descriptions. Here, we introduce each case by describing the industrial challenge and the envisaged solution. Afterwards, we set the focus on the case analyses to explore the expected impact of the individual cases (Felsberger, Wankmüller, Reiner, et al. Citation2019).
Data analysis
This section gives an overview illustrating how our results were gained. We apply the method of qualitative content analysis for extracting relevant information e.g. the impact on defined performance measures, from the impact assessments and documented case descriptions and interview protocols. In doing so, the identified documents (self-assessments, interview protocols and case descriptions) were subjected to a process of coding. Coding is an exploratory problem-solving technique that moves from data analysis to qualitative formulations (Richards and Morse Citation2012; Saldaña Citation2015). A code is defined as a word or short phrase that represents aspects of data or attributes of data. Evaluation coding is an appropriate method to observe qualitative commentary provided by study participants (Patton Citation2002). To make sense of the evaluation findings, four explicit processes were used: analysis of the data for their patterns; interpretation of their significance; judgement of the results and recommendations for actions (Patton Citation2008). Data were analysed in the text coding programme NVIVO 12, afterwards, we conducted a cross-case analysis (Seawright and Gerring Citation2008). In this coding process, the documents were examined to identify impacts on specific performance dimensions caused by a technological shift in production and supply chain environments. Furthermore, we extracted potential improvements as a mediator for the reconciliation of capabilities in terms of existing assets, new assets and new technologies. A manual cross-case analysis was performed to identify patterns between the coded data in the single cases. Finally, our investigation concludes with the documentation and dissemination of the results and the subsequent testing of internal validity, external validity and reliability (Stuart et al. Citation2002). To increase the rigour of the content analysis process, we asked the case owners to check the results of the filtered descriptions for incorrect formulations and wrong interpretations of their formulations. In order to obtain even more in-depth results, we conducted several expert interviews with respective practitioners. These interviews were conducted from January to May 2019. Afterwards, we developed a case analysis table in which the six cases are coded and filtered. We adhered to the dynamic capabilities evaluation framework and evaluated the individual cases according to their impact on the most relevant KPIs mentioned by the case owners. The results were divided into three categories: The first category describes the economic impact of the process, method, application or tool. The second category illustrates the impact of the individual cases on environmental performance indicators such as energy efficiency (energy consumption) and material efficiency (waste reduction). The third category deals with impacts triggered by Industry 4.0 on the social dimension, i.e. the enhanced capabilities of organisational learning influencing workforce satisfaction and/or problem-solving skills and knowledge development. The last step of the analysis comprises the documentation of the achieved impact.
below illustrate coding and selecting the relevant data for our analysis using the example of ‘Traceability’ (economic dimension).
Table 2. Data collection details.
Findings
An informal analysis of the cases performed before the content analysis already showed the disruptive impact of digitalisation on manufacturing and supply chain environments in the ECS and AM industry. In addition, an overview of different impacts is developed from the results of the individual impact assessments. Our first findings are related to RQ1 and illustrate that digitalisation efforts in manufacturing environments positively affect the performance of production processes, sustainable value chain management and overall supply chain productivity. In this regard, digitalised operations offer the potential to decrease defects, reduce costs, increase production flexibility and increase the overall company’s overall sustainability. These enhancements create the opportunity to extend and renew existing capabilities as well as to build new ones to fulfil market requirements. Our results are partially congruent with the findings of Ron (Citation1998), as flexibility, cost reduction and better material handling as well as renewing process capabilities are important aspects for assessing a company’s sustainability performance. Moreover, the evaluation shows that firms gain the ability to integrate and reconfigure internal as well as external competencies to overcome the challenges of rapidly changing environments. Resources such as firm-specific assets are now more difficult to imitate by competitors and this is a fundamental development regarding the enlargement of a firm’s overall business strategy (Rivard, Raymond, and Verreault Citation2006; Teece, Pisano, and Shuen Citation1997). The increase in engineering experience and specialised production facilities leads to a competitive advantage of the investigated industry, which promotes and justifies the investment in such innovation projects. The impact on organisational and firm-specific processes is demonstrated in the individual case findings. The implementation of the selected cases forces routines for gathering and processing information and therefore for creating new coordinative routines of manufacturing processes. These evolving differences in capabilities seem to have a significant impact on economic performance variables such as cost, speed and overall process and product quality. Technological changes can have devastating impacts on a firms’ abilities and capabilities to compete in a market. Here, we make the current impact of I4.0 on the European ECS and AM industry more visible, discuss the consequent digitalisation projects, and also discuss the achieved impacts.
A detailed discussion of these findings is given within the individual case findings followed by a cross-case analysis, which considers the impact on TBL dimensions followed by the presentation of explicit propositions (RQ2).
Individual case findings
Case A – semiconductor manufacturer (intrusion detection system for cyber-security)
Secure production networks are a core requirement for implementing Industry 4.0 applications in real production environments. In the future, deviations from normal behaviour in the production network should be detected automatically by means of intelligent anomaly detection systems. Neither a deeper knowledge about the production network, nor a manual modelling of the network behaviour should be necessary. An extension of the network should not cause an additional configuration effort for such systems. The anomaly detection system is designed as a self-learning system, based on log files and network traces. These rules are tested over a defined period of time. Confirmed rules are entered into a rule database, while unconfirmed rules are discarded. Based on the validated rules, ‘normal system behaviour’ should be distinguished from ‘abnormal system behaviour’ in the monitoring of the production plan. In the event of a violation of the rules, the IT security department is informed of the device affected and the relevant section of the recorded log file. The benefits of exploiting an anomaly detection system in an Industry 4.0 production network are threefold: First, it helps to detect any suspicious network traffic that can be caused either by a legitimate user (due to misuse) or by a malicious attacker (e.g. due to attempted sabotage, intellectual property theft, or product quality degradation). Unlike commercial solutions, which rely on a priori known signatures of known threats, network anomaly detection systems rely on machine learning or statistical algorithms to learn regular communication patterns exchanged between different equipment and machines. Any significant deviation from regular patterns (normal behaviour) is flagged as an anomaly. An interesting property of these systems is that they are able to detect any new attack even if their signatures do not yet exist in the database (i.e. detecting zero-day attacks). Second, detecting abnormal behaviour at an early stage can allow the security department to take proper countermeasures to neutralise potential attacks or minimise their risk, which can have a positive impact on the system’s availability, reliability and dependability. And third, detecting and preventing any malicious network activity can ensure that the production processes cannot be touched by an attacker or a competitor which would compromise the product quality. This will help the Industry 4.0 production environment become more resilient to potential cybersecurity attacks. In turn, it can reduce the system downtime caused by potential attacks and avoid excess delays in responding to demand variations. Recent attacks against CPSs, e.g. Stuxnet, showed that attackers can have very high levels of motivation and resources, including domain-specific knowledge about industrial communications and control processes, to design an attack that can manipulate production processes, while hiding it from system operators by reporting a normal operation to the Human Machine Interface (HMI). Adopting an IDS can help to detect any attempt which would manipulate the production process by analysing the network traffic commanding physical process, rather than solely relying on checking the HMI system. It is also worth mentioning that the data collected for this case from a real production network and the designed algorithms for anomaly detection can be exploited as a baseline for any project related to cybersecurity in Industry 4.0 CPPSs.
Case B – supplier of the ECS industry (implementation of UUN and optimisation algorithm)
This case is divided into two separate developments. The unified unit number (UUN) is implemented for all pure metal sputtering targets. In the main process step, new control and optimisation tools will be implemented. The case is implemented in the ERP system of the case company. Special parts are implemented in the pressing department (graving of plates), the deformation department (rolling equipment) and in the final production step machining. First, there has been an increase in quality improvement: focussing on a zero-defect strategy requires the operator’s cooperation and a corresponding focus on quality. For this purpose, the optimisation algorithm should give the operator recommendations as to (1) how, (2) when and (3) where products are to be manufactured. There was also a significant increase in energy efficiency: since the heating of the ovens is the main energy factor, the optimal use of heated ovens and the potential decommissioning of unused ovens contribute greatly to energy efficiency. The optimisation of oven usage has been added as a goal in the optimisation algorithm in order to avoid the heating of material without subsequent rolling. Furthermore, the throughput was increased by 3–5%. Besides, the implemented traceability of single pieces along the whole internal supply chain increased data quality, speed of complaint handling, and product and process development. The product order prioritisation can be set up directly on the shop floor. The availability of machines can be directly connected to bottlenecks in production. Quality issues are monitored piece by piece and just in time. The implementation of an MES solution in the first production step of powder pressing and sintering further improved the interface between the supply chain and shop floor and thus the speed of order handling. Another emerging impact in terms of production flexibility is based on the increase of production throughput. The production lead time is reduced, and this increases the capacity for the most relevant production step in the supply chain. With improved process stability, the product quality will also improve, further leading to a reduced scrap rate, which reduces material consumption. Finally, paperless production in the final production step, the mechanical processing of sputtering targets, reduced costs of operating supplies (paper and palettes) and the likelihood of confusion in order handling. The impact on the workforce is given by the implementation of MES features and screens for individual workplaces. Improved usability and acceptance on the part of the workforce should be gained. The setting-up of preselected screens will increase the workload for the IT department in the first place. The increase in digitalisation on the shop floor can be a drawback for the older generation, who may be less familiar with IT-systems that their younger counterparts.
Case C – PCB assembler (digital full unit traceability)
The successful completion of the digital traceability project will allow the case company to fully trace produced cards and embedded components. This will improve product quality, customer satisfaction and employee satisfaction, by reducing the time spent on analysis and searching for errors. The experience gained so far greatly supports the future implementation of machine learning for traceability and quality improvement as a subsequent project. The target is to have full unit traceability, which is also a customer requirement. The exact technical solution cannot be described due to confidentiality reasons, but it will allow the case company to ensure knowledge about which PCB was produced when, on which machine, by whom and with what components from which supplier and lot. The implementation of the MES system allows the case company to steer the photo process based on the results of the copper process. For the company it was crucial to link the two processes with each other. The case changes the way data are transferred from one process step to another. This development leads to higher data integrity, data quality and, ultimately, a benefit in knowledge development. The direct control of sequential processes within the line allows an increase in flexibility by minimising changeover times and quick reaction to changing customer needs. Thus, higher flexibility allows for a faster reaction to changes in the production schedule leading to higher rates of completion on time and levels of customer satisfaction. Another aspect is the impact on process quality. Process quality is improved by the possibility to fully trace back all steps, recipes and settings. The case company determined that the digitalisation project allowed them to learn about their production, machines and processes and especially about the capability of the processes. Now they are actively using this newly-gained knowledge to improve certain process steps by developing new capabilities based on their changed managerial strategies.
Case D – semiconductor manufacturer (automated quality inspection system)
Due to the camera system implemented, no human intervention is required anymore to fully track all data and monitor production processes. Better and more reliable KPIs now enable more effective decisions, gaining more control of the production processes, increasing flexibility, reducing costs and increasing quality. It is also possible to optimise maintenance scheduling by detecting machine weaknesses at an early stage. The process is continuously monitored while the system is in operation. Meanwhile, the process quality is made more stable thanks to increased reliability regarding standardised errors. The new process provides the permanent quality of process controlling and product quality control. In addition, the scrap rate has been drastically reduced. The camera system provides 100% quality control through algorithms. Therefore, quality inspection is no longer subject to the errors made by human operators, and a consistent quality level is ensured. Wafer scrap is very expensive and a machine breakdown due to damaged wafer is even more expensive (100–200k for one lot). These costs of inspection failure have now been eliminated. The new solution now only takes about 4 seconds to control the wafer quality. The manual inspection by an operator took between 1–3 min. Therefore, the impact on cycle time, variability and service time is measurable. The reliability for standardised errors increased but for unwanted events within the inspection phase it has decreased. Nevertheless, humans will always have better reactions and subjective reactions to uncommon defects, because the algorithm cannot handle new defects. Therefore, operators are still need to be trained to use the software and implement machine learning for detecting new potential defects. A significant impact is afforded to the faster and more flexible reaction to scrap detection, which leads to a positive impact on rework and demand planning. The availability of the system is very high, while the robustness and resilience of the production system is even higher compared to manual inspection. Now this is a standardised process that can be analysed quickly, rapidly and accurately. The process is continuously monitored as long as the system is up and running. The company was thus able to implement a decision support system that allows to develop new capabilities and competencies to be developed regarding the existing process infrastructure while simultaneously increasing the ability to expand it to other firms’ processes.
Case E – aerospace manufacturer (IT-based order to delivery system)
The successful implementation of an IT-based order-to-delivery system integrating the case company, their suppliers and logistics service providers gives end-to-end visibility to items in the supply chain. With the implemented solution, more than 98% of the items are now visible. On-time delivery is now fully measured and there is ongoing improvement in this area. The ability to analyse performance data now allows the case company to develop effective countermeasures for continuously improved performance. This also brings in work force satisfaction, especially for supply chain operators who have full visibility and greater control over the booking and collection processes. All event delays are catalogued according to an agreed criteria, which allows a quick analysis of where, when and why failures occur. This provides a rich source of data to aid problem-solving and traceability. One of the main benefits lies in the significant cost reductions and efficiency improvements gained from removing waste processes and better transport infrastructure utilisation. This has also optimised transport lead time. The new technology-based solution allows the case company to switch to an exception management methodology. Moreover, this solution has changed the belief system of the workforce, many of whom before thought they needed infinite flexibility instead of a rule-based system. Now, they have realised that with a collaborative approach, coaching and training they can operate within agreed parameters. Furthermore, the solution can be extended beyond the current order-to-delivery process into the overall order-to-cash process.
Case F – aerospace manufacturer (smart manufacturing setup)
The case company has witnessed significant benefits as a result of the new digital manufacturing system, primarily in terms of increased flexibility, efficiency and reduced lead times. Switching to new methods of production including digitally connected machines, 3 D printing set-ups and big data driven decision-making reduces the process time by half. The facility is now much more intelligent, both digitally and mechanically, and therefore able to produce products at the desired quality through their high-quality process. The machines self-diagnose themselves and act intelligently, which reduces manual intervention down to the lowest level. This increases the level of automation, where only one operator is required to look after five machines instead of needing to assign one person to one machine, as was the case before. The traceability of the product has significantly increased as they have reduced the amount of inventory as well as the lead times have been reduced, which leads to much greater control over tracing products. Moreover, the single manufacturing setup improves process visibility too. The staff gets access to live data generated by machines, which are accumulated and can later be used for process and product improvements. Moreover, the workforce appears very satisfied with the reliable manufacturing process. Besides, the new setup significantly enhances not only people skills but also provides them with an opportunity to learn new ones. For example, an operator on the shop floor can contribute to programming in addition to operating machines. The new facility replaces four old manufacturing units, which brings about high speed manufacturing processes, production flexibility, improved product quality, low operations costs, a reduced environmental impact, and above all, customer and workforce satisfaction.
Cross-case analysis: aggregating case-specific impacts on TBL performance dimensions
The qualitative analysis of the collected case data led to the identification of different impacts and improvements identified by the case partners during the impact self-assessment. Based on the impact rating (scale from no impact ‘1’ to very high impact ‘5’) of the case owners, we identified 12 KPI categories with the highest ranking at a rate of 4–5 on the scale (very high impact). We do not consider all assessed KPIs within our study, because some of them were out of scope. Most of the non-listed performance measures did not create any impact, whether negative or positive, on the case company. The performance measures analysed in the cross-case analysis have been grouped to the related performance dimension. Each performance measure has a specific definition, slightly modified for our purpose, but still based on its original ISO 24000-2 and GRI standard definition. The analysed KPIs are listed in below:
Table 3. Case descriptions.
Based on these performance measures we conducted the cross-case analysis as illustrated within –.
Table 4. Case coding example “Traceability”.
Table 5. Description of KPIs.
Table 6. Cross-case analysis of economic performance measures.
Table 7. Cross-case analysis of environmental performance measures.
Table 8. Cross-case analysis of social performance measures.
Impact on TBL dimensions and propositions
Economic dimension
Cases A, B, C, D and F deal with operation and production process improvements. As a result, we have identified some overlaps in the economic impact when comparing cases. When assessing the operational level of a case organisation, several impacts of individual process improvements are evident. Not only internal but also external improvements can occur. For example, the representative of Case A stated that, ‘Cyberattacks on Industry 4.0 CPPSs can threaten not only information security, risking the protection of intellectual property, but also the availability, by causing physical damages, that may even risk human lives or compromise the final product's quality by manipulating the underlying production processes. The implementation of the proposed IDS can help minimise these risks caused by cyberattacks on a CPPS’. The IDS of Case A will detect any suspicious activity within the information network supporting the production environment, caused either by an insider (misuse) or by an outsider (attacker). This will help make Industry 4.0’s production environments more resilient to potential cybersecurity attacks. Employing a network anomaly detection system can prevent a cyberattack which may compromise production quality. Furthermore, it serves to increase traceability along the supply chain and establish systems/models help the operator in decision-making by providing optimised recommendations and model-based process times. The responsible manager for factory integration from Case D stated that, ‘The new solution is a simple camera system which can be placed in an existing semiconductor equipment to monitor all wafer for defects. The camera system provides 100% quality control through algorithms defined by process experts’. Automated early and precise detection of faulty items (Case D) lead to a more reliable inspection rate and thus to a reduction in variability within control processes. This allows operating departments to increase throughput, and has an impact on costs as well. A company can reduce operating and production costs by improving overall product and process quality through automated systems. Improved overall process quality leads to less downtime and maintenance activities. Using automated solutions increases the OEE in terms of higher availability of the system and better process planning thus reducing the dependency on human input. Cases B, C, D and E had remarkable impacts on traceability and transparency. The processes are now continuously monitored, and process quality is much more stable due to the possibility to fully trace back all steps, recipes and settings. Another overlap concerns the increase in standardised processes through digital technologies. This statement can be generalised for all cases. If machine availability decreases due to a higher throughput, predictive maintenance will play an important role in the future. This IT dependability may potentially leads to increased IT effort and therefore creates additional costs in terms of external expert engagement. Overall, the digitalisation of production and supply chain processes leads to a reconciliation of capabilities thus enhancing the sustainable firm’s business strategy. From an economic perspective in Case E, the representative stated, ‘Significant cost reductions and efficiency improvements gained from removing waste processes and better transport infrastructure utilisation. This new technology also allowed us to switch to exception management methodology’. The findings from Case E are consistent with that of Agrifoglio et al. (Citation2017) and Mladineo, Veza, and Gjeldum (Citation2017) emphasising on the positive impact of digital technologies on production efficiency. Now, a network approach is adopted where trucks only call at suppliers’ premises if they are notified that the material is ready for collection. Earlier there was a fixed collection time window for suppliers. Now, supply chain operators can select different modes of transport through the system depending on urgency. This leads to optimised transport lead times and costs. Moreover, inventory accuracy has improved, leading to less rework and reissue requirements. The main impact attributable to the economic dimension in Case F is throughput efficiency, which was a significant concern in the old production facility. With the new automated, integrated and systemised production system, the processes are now more streamlined, and the speed of production has doubled. The representative of case company F stated, ‘It was a significant reduction in terms of process times by half. We have reduced the amount of inventory and we have reduced the lead time, then there is much better control really over traceability with less human intervention’. The same effect is observable in Case B, where the throughput has now increased by 6–8%, based on the heating time optimisation of furnaces. Back to Case F, the new factory is now much more self-contained, automated and therefore productive with a good quality output. As the case F respondent stated, ‘The machining techniques that we brought in on modern machining platforms are much more capable in terms of the quality that they are producing, but I think if you look at the digital side of it, how machines are connected, we are looking at live data from the machines, we are looking at the machines self-diagnosing themselves before they start up every day knowing that they are ready to run’. The company now observes an unprecedented level of flexibility across the supply chain as they have standardised their UK facility with that in the USA, both with regard to physical machine tools and digital technology. This enables them to move work between the two facilities depending on customer requirements. This, in turn, creates higher level of customer satisfaction too. Moreover, the level of automation significantly reduces staff, including engineers, operators and logistics people, which brings down overall operating cost. Considering the impact on the reconciliation of process capabilities based on the introduction of new process technologies or assets, and the enhancement of existing assets, engages the sustainable competitiveness of the case companies, which can fulfil changing market requirements such as an increase in product and process quality, speed in terms of throughput and cycle time and a fundamental decrease of operating costs. These improvements will conserve the companies’ level of competitiveness in the market. From the above documented observations and analysis from RBV, we propose the following:
P1: The reconciliation of dynamic capabilities i.e. extension of existing assets, acquisition of new ones and learning, mediates the impact of Industry 4.0 on economic performance.
P2: The implementation of Industry 4.0 positively influences flexibility, speed, cost and quality of operations and production processes in supply chains.
Environmental dimension
The optimisation of production processes makes it possible to shut down machines based on the capacity requirement forecast and thus save energy costs. For example, Case B deals with the reduction of heating times, based on online temperature measurements, leading to reduced energy consumption reflected in less electric energy and pure hydrogen. The representative from Case B has presented the impact on the environmental dimension as following ‘The optimisation algorithm makes it possible to shut down furnaces based on the capacity requirement forecast and thus save energy costs. One of the biggest opportunities energy wise in this case, will be the reorganisation of the pre-heating furnaces. If the algorithm can rearrange the furnace charging, one furnace can be switched off completely or can be set into stand-by mode, which will reduce the energy consumption at least by 10%’. Furthermore, high potential can be identified through all cases to reduce electrical power. Therefore, production costs can be reduced by using more energy-efficient manufacturing systems. This leads to price advantages over competitors and strengthens the competitiveness of European AM and ECS companies. Modern production equipment and optimally-operated machines will emit fewer pollutants and use limited resources more sparingly in order to protect the environment. The very high impact of energy and resource savings were successfully demonstrated by an excellent energy data management concept as shown in Case D. The improved data quality and the link between the different process steps led to fewer sample parts being produced, which slightly reduces the usage of material, leading to an increase in resource and material efficiency. With improved process stability, product quality will also improve, further resulting in a reduced scrap rate. An increase in traceability and transparency of manufacturing processes in Case C led to fewer samplings, fewer reworks and thus fewer process adjustments, leading overall to less material and energy consumption of equipment. In general, it must be pointed out that there is only a small impact on energy savings related to individual cases compared to a full automation roll-out to the whole fab as in Case F. As the respondent of Company F stated, ‘Our footprint is much reduced with the modern building technology. And then the machine tools we put in are much fewer in quantity because in the old factory, you know, you had a drilling machine, a milling machine, a turning machine, an EDM (electrical discharge machine). In this factory we have one machine platform that does most of those operations. So, the footprint of physical factory floor plus the footprint of the number of machines and stuff has significantly reduced energy consumption’. Therefore, considering an extension of the level of automation to the whole company infrastructure, a significant energy reduction will be reached. In terms of material resource efficiency, the consumption of actual product material has not significantly changed; however, there is a clear reduction of consumables such as coolant and tooling. Europe’s resource dependency on other countries is a problem regarding the competitive advantage for the future development of its industries (EC Citation2010). In response to increased transport efficiency based on insights from Case E, i.e. the trucks have improved fill rate, reduction of empty and redundant trips and selection of road and sea transport options instead of air, where appropriate, the fuel consumption is significantly reduced per part delivered. As the representative of Case E stated, ‘Through this change we have increased the transport efficiency i.e. our trucks have better fill rate which means we will consume less fuel per part delivered’. Moreover, in the long run, improved visibility will also reduce surplus production and inventory holding. The above-mentioned findings from the case companies further strengthen the argument of Santos et al. (Citation2019) that the impact of Industry 4.0 not only improves productivity but also positively contributes to the ecological environment. Reflecting on the proposed research framework, the impact of Industry 4.0 on the environmental dimension creates new capabilities regarding the extension of existing assets, making them more sustainable. Our findings lead to the following proposition:
P3: The adoption of Industry 4.0 positively influence energy efficiency (energy consumption) and material resource efficiency (waste reduction) of manufacturing processes.
P4: Dynamic capabilities positively mediate the relationship between Industry 4.0 and energy efficiency (energy consumption) as well as material resource efficiency (waste reduction).
Social dimension
Across all cases, Industry 4.0 forces an increase in knowledge and skills. The implementation of further visualisation tools and the increase of transparency and traceability of products and production systems lead to improved usability and acceptance among the employees. Insights from Cases B, C and D show that individual workplaces enriched with screens on single machines for each worker enhances the overall workforce satisfaction. For example, the experts from Case C mentioned, ‘we expect to have a significant knowledge development for our process experts’. Further ‘…higher knowledge in individuals leads to a higher qualification level, thus raising workforce satisfaction and overall system knowledge in the departments’. This indicates that, an increase in the knowledge of individuals leads to higher employee qualification and therefore to complexity reduction, thus raising employee satisfaction. The IDS system implemented within case A increases the timely information level of security managers, thus improving the response time to take countermeasures in order to neutralise attacks or minimise associated risks. A significant increase in employee qualification and the change in skill-set in digital manufacturing technology setups have been noticed. The digitalisation efforts lead to employees processing greater amount of knowledge. Furthermore, the better qualified the employees are, the more likely a product can be delivered on time. A fundamental insight through all cases is the employees’ fear of job losses – a general fear of ‘Industry 4.0’ and related topics is noticeable in the workforce. The case companies expect significant knowledge development and gain, especially for specific process experts. The developed digital solutions in Cases A, C and D are very innovative, using different hardware and software components. Therefore, employees develop improved problem-solving and innovation skills. Those developments lead to an increase in organisational learning and companies benefit from additional knowledge. On the other hand, case owners mentioned that they perceive the need for external IT professionals to support short-term developments. This is because there is still too little knowledge to fall back on within companies own ranks during the developing and especially the implementation phase. Therefore, this additional acquisition of external resources may lead to higher IT costs. Over time, a significant knowledge base will be created that reduces study time for new and existing workers. In a highly automated fab, such as the Case D company, no human resources are available for non-value adding jobs, e.g. manual quality inspection. Quality inspection is a very monotonous and exhausting task, which is rationalised in the future factory. The operator can therefore be used to perform far more important tasks, which also increases workforce satisfaction. This leads to improved worker conditions as well. An increase in managerial decision support can arise through the increased problem solving-skills of individuals. A general impact on innovation and problem solving-skills is noticed throughout all investigated cases leading to an improved awareness of the underlying systems and thus will lead to an active collaboration between the user and the system. With the implementation of the new system highlighted in Case E, people now waste less time on investigations and rather manage deliveries by exception, which offers people more efficient opportunities. The new system provides greater satisfaction to the workforce, and primarily to the supply chain operators who have full visibility of items in the supply chain. The representative of Case E stated, ‘All event delays are catalogued according to an agreed criterion, which allows quick analysis of where, when and why failures occur. This provides a rich source of data to aid problem solving’. The system with all logged data has the potential to improve the problem-solving skills of supply chain operators, who could find problems, identify their root causes and determine how to avoid them in the future. At the very initial stage of implementing the project in Case F, there was a lot of fear among employees in terms of what this new technology would bring. However, some embraced this very quickly and wanted to be part of it. They appreciated it as the future and wanted to seise the opportunity to upgrade their skill set. In contrast to this, others were reluctant to accept the change and the company made an offer to those who wanted to leave. Moreover, some took the opportunity to retire. As the representative of Case F stated, ‘Everybody who went into the factory went through a four-week long induction where it covered aspects of behavioural and cultural impacts in terms of how we wanted that new factory to work as well as to develop technical skills in terms of the technologies that they would be getting involved with. And then on-going courses beyond that as we got more mature in terms of managing that facility’. Moreover, the new setup empowers staff to act effectively if they have to produce a new product. This is due to the standardisation of machine tools, methods and processes. The reliable performance of new digitalised manufacturing processes together with standardisation significantly increases workforce satisfaction. The implementation of this project has provided significant learning for the business, which directed the workforce’s ability to implement process compliance measures. In general, educational measures based on change management principles are covered within all case companies. The case companies endorse the need of upskilling their staff (Longo, Nicoletti, and Padovano Citation2017) by means of effectively integrating them with intelligent systems (Pacaux-Lemoine; 2017). Therefore, we propose:
P5: The organizational learning aspect of dynamic capabilities positively mediates the impact of Industry 4.0 on workforce satisfaction.
P6: Industry 4.0 enhances innovation as well as problem-solving skills and knowledge among employees.
P7: Change management initiatives positively mediate the impact of Industry 4.0 on generating a shift of skill set and up-skilling of employees.
Referring to the findings of Kiel et al. (Citation2017) on achieving sustainable value creation based on Industry 4.0, it is also evident from the findings of this study that Industry 4.0 can potentially create differential value not only in terms of economic but also from environmental and social perspectives. However, it is pertinent to note that there exists critical factors or elements, which can impede the imitation of value creation by competitors. There are several critical elements identified in this study for leveraging value through Industry 4.0. One of the primary elements is the top management commitment together with the availability of funds to invest in Industry 4.0 technologies, which requires a large upfront cost. Moreover, it is also necessary to evaluate which aspects of Industry 4.0 are relevant for a company to be implemented considering their characteristics, nature of business and the extent of implementation within its supply chain. The workforce productivity is another critical element to be considered. It is important to carry out need analysis of the workforce with respect to the relevant aspects of Industry 4.0 implementation. Furthermore, the upskilling of workforce should always be viewed as a consistent on-going process rather than on-off activity.
Conclusion and implications
The results of our multiple case study contribute to the evaluation of process improvement through the implementation of Industry 4.0. Our investigation underlines the concrete benefits of digitalisation efforts in the European AM and ECS manufacturing industry. The impact assessment aims to rigorously analyse the benefits gained through the implemented technologies in the case companies. With this, we contribute to the growing stream of research in this field and enrich academia as well as practitioners by documenting empirical observations from case analysis. In order to analyse the impact of technology adoption on various levels in a company, the TBL-model is used, which differentiates between the social, economic and environmental dimension. Based on our findings we can substantiate the statement from Stark et al. (Citation2014) that each sustainability dimension represents a specific system evolving around a digital value-creation solution. A digital solution can create direct impacts on one sustainability dimension, but simultaneously can have indirect impacts on the other two dimensions, so-called causal relations. The results of our study support industrial decision-makers in assessing the relevance to invest in digitalisation. We posit that manufacturing companies can definitely benefit from a higher level of automation by making them aware of the improvements gained through increased flexibility and process quality leading to better product and service quality while simultaneously reducing operating costs along the value chain. Furthermore, the analysis shows that digital technologies have the potential for a reconciliation of dynamic capabilities to generate sustainable competitive advantage for firms (Teece, Pisano, and Shuen Citation1997). Shaped processes based on technological improvement mark the road ahead in rapidl-changing industrial environments. Competitive success can flow from both renewing capabilities and fulfilling market requirements to reshape the sustainable value chain of companies. Consequently, this may lead to a further increase in operational performance and competitiveness of manufacturing companies in Europe. In particular, we show the influence of digitalisation efforts and new technological solutions (algorithms/sensors) in the production and operations, logistics and supply chain processes (cases A-F). Furthermore, our insights regarding the effect of learning from data over time offer decisive potential and opportunities for future developments related to Industry 4.0 projects.
This study was constrained by several factors. Firstly, we analysed only six specific cases in different technological application fields, as already explained in the methodology section. Secondly, we only focussed our investigation on two specific industries – AM and ECS industry. This was due to the fact that these industries are early adopters of Industry 4.0 technologies, which has the advantage that the technologies are already in use and can therefore be evaluated. There are other business sectors already implementing and testing these technologies and these could be the subject of further research in order to generate more insights from other digitalisation projects anchored in different application areas. It should also be noted that the link to the reconciliation of capabilities and our suggested framework is held generally. A more in-depth analysis based on quantitative data could provide with more detailed insights on how firm capabilities may change after implementing certain technologies. Furthermore, we mainly explore the positive effects of digital manufacturing technologies. We are aware of the fact that disadvantages and negative aspects also should be considered and accompany process transformations. To a certain extent, we discuss these effects in the cross-case analysis and TBL dimension analysis part.
Other directions of future research are given by the propositions presented in the paper. These propositions must be further developed so that they can be used to generalise. Based on our framework, we have only superficially analysed the interweaving of renewing capabilities, sustainable improvements along economic, environmental and the social dimension as well as the fulfilment of market requirements and the resulting firm competitiveness. Future research must clearly examine the opportunities of these interdependencies. Our propositions pave the ways towards intensified research in Industry 4.0 impact evaluation by means of other scientific methods. Related to proposition 2, which is based on the economic dimension results, quantitative methods such as simulation modelling can support the overall evaluation of such digital process improvements. Applying queuing network theory in combination with simulation modelling the impacts on process quality, product quality and overall production effectiveness and efficiency could be used (Felsberger, Wankmüller, Oberegger, et al. Citation2019; Felsberger, Rabta, and Reiner Citation2018). In general, the increase in process variability negatively influences process performance. Therefore, another investigation subject could be used to evaluate how digital process improvement can reduce variability in production processes within plants (Hopp and Spearman Citation2001; Felsberger, Wankmüller, Oberegger, et al. Citation2019). To understand the impact of Industry 4.0 projects on variability, uncertainty and randomness in manufacturing systems, further investigations on process improvements should be conducted (Dunke et al. Citation2018). Regarding the testing of proposition 3 and 4 it might be necessary to conduct analytical methods based on real data sets. To cover all aspects of energy efficiency and material resource efficiency a much more holistic approach assessing only this sustainability dimension might lead to promising results. In general, examining this complex field from multiple perspectives - operations management, logistics and supply chain management but also from a data science or innovation and organisational behaviour perspective and compiling them - might offer the potential to generate more in-depth insights based on our framework approach. Even if some studies in this direction have been done, there is still the need to go more in depth. An increase in managerial decision support arises through individuals’ increasing problem solving skills. Organisational learning is becoming more and more important in factories of the future. Considering P5-P7 additional research could be applied based on a change management perspective. To investigate the social impact of such digitalisation projects it might be necessary to call in HR experts to discuss this topic in a homogenous company spanning expert group.
Further empirical as well as theoretical work is needed to tighten our framework. The analysis of additional cases, in not only a qualitative manner, and insights from other industrial areas might help us to understand how firms benefit from the digital transformation. The findings of this study have implications for both research and practice. For research, the importance of examining Industry 4.0 contributes to business performance through the lens of the RBV and the dynamic capabilities approach (Rivard, Raymond, and Verreault Citation2006). The proposed framework serves as a research framework but is not only limited to its theoretical application. For an organisation, it potentially can be adopted as an evaluation framework to assess the impact of digitalisation efforts. European manufacturing companies try to enhance competitiveness through the adaption of new intelligent technologies to enhance their existing business processes and to increase organisational learning. The framework could be used as a decision support instrument for the organisations management, which is not only limited to financial or controlling activities such as many others, but also to qualitative assessments. Based on our findings, the impact on dynamic capabilities can be explained using our framework in this specific context. There is indeed a strong link between sustainable development, technology and the reconciliation of dynamic capabilities. We were able to demonstrate how Industry 4.0 applications can enhance the competitiveness of companies. In our paper, we analyse parts of this theoretical construct in order to establish the basis for further discussions and research in this field.
To understand the impact of Industry 4.0 upon society we refer to the rationality of economic reasoning by Gorz (Citation1989). Gorz explains that, ‘the process worker is the by-product of digitalisation, which represents a new interface between the production precess and the worker. The skilled and unskilled worker of the production line will cease to have any physical interaction with the product, but will now focus mainly on controlling and maintaining the production process’.
Al-Ani (Citation2017) states that, the effects of this transition for the process workers will be hard to underestimate and somewhat contradictory. There will be an increase of complexity in such environments. The monitoring and controlling tasks and especially the situational skills needed to fulfil them will be partially more complex, in this context a re-skilling and upskilling will take place. These skills will be accessed more easily and will be transferable across more or less all industries and locations, giving the process worker more mobility. At the same time, the capabilities used can be generalised, since the company or industry characteristics are no longer as striking as they used to be. This means that the competitive advantages for individual employees will be somewhat lower than in the past. The overall situation will be improved by an increase in know-how in individual areas with regard to differentiation and competitive advantages (Al-Ani Citation2017).
In our research, we are able to underpin these statements. Digitalisation is changing social issues, the behaviour and skills of the workforce. Due to an increase of complexity in manufacturing systems organisations need to upskill their employees, to set up educational measures and to increase employee development. On the other hand, some experts have also suggested that the gap between the education of young employees, based on the governmental education system and the state-of-the-art requirements of enterprises is widening. It will therefore also be an indispensable task of the public education system to adapt the education system aligned with technological advancement.
Another example is given by the impact on the environmental dimension. Modern production equipment will emit fewer pollutants and use limited resources more sparingly in order to protect the environment. There is a high impact on energy and resource savings based on excellent energy data management, leading to an increase in resource and material efficiency. In Case F, the company clearly sees the impact of the new smart manufacturing facility on the environment. Compared to buildings in the 1950s, the single modern facility is equipped with new building technology, for example, heating and lighting are significantly different and effective. They now have a much reduced carbon footprint, as the machine tools are fewer in quantity, unlike in the old factory. In terms of material resource efficiency, the consumption of actual product material has not significantly changed; however, there is a clear reduction of consumables such as coolant and tooling. Overall, this leads to less usage of landfill, energy and material consumption.
This study includes more sets of variables. To reach an overall sustainable business strategy, it is of great importance to achieve congruence between sustainable development, technological adaptations and building-up capabilities to fulfil market requirements. In this paper, we go along with the findings from Andreu and Ciborra (Citation1996) and Jarvenpaa and Leidner (Citation1998) who state that IT development and from our perspective the adaption of Industry 4.0 technologies can play an important role in creating competitive value if they were deployed in such a way as to leverage capabilities (Rivard, Raymond, and Verreault Citation2006). Our results gathered in the present study suggest that this is a promising research direction. For managers the results may reinforce their strategic management capabilities regarding the role played by Industry 4.0 to enhance overall firm competitiveness. A further aspect that we cover with our research is that we show how such Industry 4.0 projects can be evaluated. Especially for top management, a qualitative evaluation approach with accompanying results is promising, as they have to defend the enormous investments in such projects.
This study has demonstrated that integrating resource-based and dynamic capabilities views can provide further understanding of the contribution of digital manufacturing technologies towards firm’s performance. The results of this study contribute to theory development regarding how to evaluate value chain process improvement after innovative technical adaptations. The results pave the way for integration of the digital transformation and digital process improvements to increase the competitiveness of manufacturing companies in Europe.
Note
1. The full list of analysed documents is not included in the paper but can made available by the authors open request. Furthermore, the authors would like to thank the experts from the case companies for providing valuable material and insights for the paper.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
Notes on contributors

Andreas Felsberger
Andreas Felsberger is a research fellow in area of Operations Management and Logistics at University of Klagenfurt (Austria). For the last years, he has been involved in a large European funded project. He is working in the field of Sustainability and Production Management; Cross Disciplinar Research in Supply and Operations Management, Smart Manufacturing and Industry 4.0. He is currently working on his doctoral thesis. His research focus lies in the field of impact evaluation of digitization strategies and new technologies.
Fahham Hasan Qaiser
Fahham Hasan Qaiser is a Postdoctoral Research Associate in Supply Chain Management at Loughborough University UK. He holds a Ph.D. in Sustainable Logistics from Loughborough University. Fahham pursued his M.Sc. degree in Supply Chain and Operations Management and a B.E. degree in Industrial and Manufacturing. His research interests include Sustainability and Resilience in Supply Chain Management, Sustainable Manufacturing, Industry 4.0, Circular Economy, Decision Support Systems, Multi-criteria Decision-making and Data mining techniques. He also has industrial experience of working in the supply chain area of several manufacturing and engineering sectors organisations.

Alok Choudhary
Alok Choudhary is a Reader in Supply Chain Management at Loughborough University. Dr Choudhary focuses on interdisciplinary and industry-driven research to investigate environmental sustainability of logistics and supply Chain industry. He has collaborated on various research projects funded (over £2.5 Million) by European Commission, European Union, EPSRC, British Council and other sources for PhD. Studentships. He has authored/co-authored 50+ research publications in international journals including European Journal of Operational Research, Risk Analysis: An International Journal; Computers in Operations Research, International Journal of Production Economics, International Journal of Production Research, IEEE Transactions of Engineering Management, Annals of Operations Research, and Production Planning and Control. He was a Visiting Professor at Vienna University, Ivey Business School (Ontario) and IITs in India. He has served as a scientific committee member, session chair and keynote speaker of several international conferences, and delivered guest lectures to several universities.

Gerald Reiner
Gerald Reiner holds a doctorate degree and habilitation in Business Administration from the Vienna University of Economics and Business (Austria). Between 2007 and 2014 he was full professor in Production Management and Logistics at the University of Neuchâtel (Switzerland). Between 2014 and 2018 he was full professor in Production Management and head of the department of Operations, Energy, and Environmental Management and Business Logistics at Universitaet Klagenfurt (Austria). He is currently full professor in Operations Management and head of the institute of Production Management at Vienna University of Economics and Business (WU Wien, Austria). His research interests include Production Management & Planning, Supply Chain Management & Planning, and Circular Supply Chains. He published in international journals like, e.g. Production and Operations Management, Decision Support Systems, International Journal of Production Economics, International Journal of Production Research, International Journal of Operations and Production Management, International Journal of Management Reviews, Journal of Cleaner Production, and Journal of Industrial Ecology.
References
- Agrifoglio, R., C. Cannavale, E. Laurenza, and C. Metall. 2017. “How Emerging Digital Technologies Affect Operations Management through co-Creation. Empirical Evidence from the Maritime Industry.” Production Planning & Control 28 (16): 1298–1306. doi:https://doi.org/10.1080/09537287.2017.1375150.
- Al-Ani, A. 2017. “CPS and the Worker. Reorientation and Requalification?” In Industrial Internet of Things, edited by S. Jeschke, C. Brecher, H. Song, and D. Rawat, 563–574. Cham: Springer.
- Amit, Raphael, and Paul J. H. Schoemaker. 1993. “Strategic Assets and Organizational Rent.” Strategic Management Journal 14 (1): 33–46. doi:https://doi.org/10.1002/smj.4250140105.
- Andreu, R., and C. Ciborra. 1996. “Organizational Learning and Core Capabilities Development: The Role of IT.” The Journal of Strategic Information Systems 5 (2): 111–127. doi:https://doi.org/10.1016/S0963-8687(96)80039-4.
- Beier, G., S. Niehoff, and B. Xue. 2018. “More Sustainability in Industry through Industrial Internet of Things?” Applied Sciences 8 (2): 219. doi:https://doi.org/10.3390/app8020219.
- Ben-Daya, M., E. Hassini, and Z. Bahroun. 2019. “Internet of Things and Supply Chain Management: A Literature Review.” International Journal of Production Research 57 (15–16): 4719–4724. doi:https://doi.org/10.1080/00207543.2017.1402140.
- Bériot, J., G. Crean, R. De Keersmaecker, J. Drews, D. Floriot, G. Kittler, M. Offenberg, and J. Pelka. 2018. “Boosting Electronics Value Chains in Europe, A report to Commissioner Gabriel.” European Commission report. Accessed 1 May 2019. https://ec.europa.eu/digital-single-market/en/news/boosting-electronics-value-chains-europe.
- Bititci, Umit S., Fran Ackermann, Aylin Ates, John D. Davies, Stephen Gibb, Jillian MacBryde, David Mackay, Catherine Maguire, Robert van der Meer, and Farhad Shafti. 2011. “Managerial Processes: An Operations Management Perspective towards Dynamic Capabilities.” Production Planning & Control 22 (2): 157–173. doi:https://doi.org/10.1080/09537281003738860.
- Brennan, L., K. Ferdows, J. Godsell, R. Golini, R. Keegan, S. Kinkel, J. S. Srai, and M. Taylor. 2015. “Manufacturing in the World: where Next?” International Journal of Operations & Production Management 35 (9): 1253–1274. doi:https://doi.org/10.1108/IJOPM-03-2015-0135.
- Cagliano, R., and G. Spina. 2000. “Advanced Manufacturing Technologies and Strategically Flexible Production.” Journal of Operations Management 18 (2): 169–190. doi:https://doi.org/10.1016/S0272-6963(99)00022-4.
- Carter, C. R., and D. S. Rogers. 2008. “A Framework of Sustainable Supply Chain Management: moving toward New Theory.” International Journal of Physical Distribution & Logistics Management 38 (5): 360–387. doi:https://doi.org/10.1108/09600030810882816.
- Christopher, M. 2016. Logistics & Supply Chain Management. Harlow: Pearson.
- Charro, A., and D. Schaefer. 2018. “Cloud Manufacturing as a New Type of Product-Service System.” International Journal of Computer Integrated Manufacturing 31 (10): 1018–1033. doi:https://doi.org/10.1080/0951192X.2018.1493228.
- Clemons, E. K., and M. C. Row. 1991. “Sustaining IT Advantage: The Role of Structural Differences.” MIS Quarterly 15 (3): 275–292. doi:https://doi.org/10.2307/249639.
- Conboy, K., P. Mikalef, D. Dennehy, and J. Krogstie. 2020. “Using Business Analytics to Enhance Dynamic Capabilities in Operations Research: A Case Analysis and Research Agenda.” European Journal of Operational Research 281 (3): 656–672. doi:https://doi.org/10.1016/j.ejor.2019.06.051.
- Constantiou, I. D., and J. Kallinikos. 2015. “New Games, New Rules: Big Data and the Changing Context of Strategy.” Journal of Information Technology 30 (1): 44–57. doi:https://doi.org/10.1057/jit.2014.17.
- De Man, J. C., and J. O. Strandhagen. 2017. “An Industry 4.0 Research Agenda for Sustainable Business Models.” Procedia Cirp 63: 721–726. doi:https://doi.org/10.1016/j.procir.2017.03.315.
- Dunke, F., I. Heckmann, S. Nickel, and F. Saldanha-da-Gama. 2018. “Time Traps in Supply Chains: Is Optimal Still Good Enough?” European Journal of Operational Research 264 (3): 813–820. doi:https://doi.org/10.1016/j.ejor.2016.07.016.
- Dziallas, M., and K. Blind. 2019. “Innovation Indicators throughout the Innovation Process: An Extensive Literature Analysis.” Technovation 80–81: 3–29. doi:https://doi.org/10.1016/j.technovation.2018.05.005.
- Eisenhardt, K. M. 1989. “Building Theories from Case Study Research.” Academy of Management Review 14 (4): 532–550. doi:https://doi.org/10.5465/amr.1989.4308385.
- Eisenhardt, K. M., and M. E. Graebner. 2007. “Theory Building from Cases: Opportunities and Challenges.” Academy of Management Journal 50 (1): 25–32. doi:https://doi.org/10.5465/amj.2007.24160888.
- Electronic Leaders Group. 2014. “A European Industrial Strategic Roadmap for Micro- and Nano-Electronic Components and Systems.” Accessed 12 September 2018. https://ec.europa.eu/digital-single-market/en/news/european-industrial-strategic-roadmap-micro-and-nano-electronic-components-and-systems
- Elkington, J. 1998. “Partnerships from Cannibals with Forks: The Triple Bottom Line of 21st‐Century Business.” Environmental Quality Management 8 (1): 37–51. doi:https://doi.org/10.1002/tqem.3310080106.
- European Commission. 2010. “Communication form the Commission – EUROPE 2020, A Strategy for Smart, Sustainable and Inclusive Growth.” Accessed 07 June 2019. http://ec.europa.eu/eu2020/pdf/.
- Felsberger, A., and G. Reiner. 2018. “How to measure the impact of digital transformation along industrial value chains? – Cases of the semiconductor industry.” Paper presented at Proceedings of the 25th EurOMA 2018 Conference, Hungary, Budapest.
- Felsberger, A., B. Rabta, and G. Reiner. 2018. “Queuing Network Modelling for Improved Decision Support in Manufacutring Systems.” Paper presented at Proceedings of the 20th International Working Seminar on Production Economics, Innsbruck, Austria.
- Felsberger, A., C. Wankmüller, G. Reiner, A. Stocker, G. Lechner, M. Lütkemeyer, and A. Sala. 2019. “Current State of Digitalization in the European Electronic Components and Systems Industry: A Multiple-case Study Analysis.” Paper presented at Proceedings of the 26th EurOMA 2019 Conference, Finland, Helsinki.
- Felsberger, A., C. Wankmüller, B. Oberegger, G. Lechner, and G. Reiner. 2019. “An Analysis of Improvement Potentials and Impacts on Digitalization on Manufacturing Performance.” Paper presented at Proceedings of the 26th EurOMA 2019 Conference, Finland, Helsinki.
- Feng, Q., and J. G. Shanthikumar. 2018. “How Research in Production and Operations Management May Evolve in the Era of Big Data.” Production and Operations Management 27 (9): 1670–1684. doi:https://doi.org/10.1111/poms.12836.
- Galati, F., and B. Bigliardi. 2019. “Industry 4.0 Emerging Themes and Future Research Avenues Using a Text Mining Approach.” Computers in Industry 109: 100–113. doi:https://doi.org/10.1016/j.compind.2019.04.018.
- Garvin, D. A. 1998. “The Processes of Organization and Management.” Sloan Management Review 39 (4): 33–51.
- Gimenez, C., V. Sierra, and J. Rodon. 2012. “Sustainable Operations: Their Impact on the Triple Bottom Line.” International Journal of Production Economics 140 (1): 149–159. doi:https://doi.org/10.1016/j.ijpe.2012.01.035.
- Global Reporting Initiative – GRI Standards. 2018. Accessed 09 October. https://www.globalreporting.org/standards/getting-started-with-the-gri-standards/
- Gölzer, P., and A. Fritzsche. 2017. “Data-Driven Operations Management: Organisational Implications of the Digital Transformation in Industrial Practice.” Production Planning & Control 28 (16): 1332–1312. doi:https://doi.org/10.1080/09537287.2017.1375148.
- Gorz, A. 1989. Critique of Economic Reason. Translated by Handyside, G. and C. Turner. London: Verso.
- Hannola, L., A. Richter, S. Richter, and A. Stocker. 2018. “Empowering Production Workers with Digitally Facilitated Knowledge Processes – A Conceptual Framework.” International Journal of Production Research 56 (14): 4729–4743. doi:https://doi.org/10.1080/00207543.2018.1445877.
- Holmström, J., M. Holweg, S. H. Khajavi, and J. Partanen. 2016. “The Direct Digital Manufacturing (r) Evolution: Definition of a Research Agenda.” Operations Management Research 9 (1–2): 1–10. doi:https://doi.org/10.1007/s12063-016-0106-z.
- Hopp, W. J., and M. L. Spearman. 2001. Factory Physics. Long Grove, IL: Waveland Press.
- International Organization for Standardization. 2014. “Automation Systems and Integration – Key Performance Indicators (KPIs) for Manufacturing Operations Management – Part 2: Definitions and Descriptions.” IEC/ISO 22400-2. https://www.iso.org/standard/54497.html
- Jarvenpaa, S. L., and D. E. Leidner. 1998. “An Information Company in Mexico: extending the Resource-Based View of the Firm to a Developing Country Context.” Information Systems Research 9 (4): 342–358. doi:https://doi.org/10.1287/isre.9.4.342.
- Jonsson, P., and M. Lesshammar. 1999. “Evaluation and Improvement of Manufacturing Performance Measurement Systems-the Role of OEE.” International Journal of Operations & Production Management 19 (1): 55–78. doi:https://doi.org/10.1108/01443579910244223.
- Kamble, S., A. Gunasekaran, and N. C. Dhone. 2020. “Industry 4.0 and Lean Manufacturing Practices for Sustainable Organisational Performance in Indian Manufacturing Companies.” International Journal of Production Research 58 (5): 1319–1319. doi:https://doi.org/10.1080/00207543.2019.1630772.
- Kiel, D., J. M. Müller, C. Arnold, and K. I. Voigt. 2017. “Sustainable Industrial Value Creation: Benefits and Challenges of Industry 4.0.” International Journal of Innovation Management 21 (8): 1740015. doi:https://doi.org/10.1142/S1363919617400151.
- Kusiak, A. 2018. “Smart Manufacturing.” International Journal of Production Research 56 (1–2): 508–517. doi:https://doi.org/10.1080/00207543.2017.1351644.
- Leachman, C., C. C. Pegels, and S. S. Kyoon. 2005. “Manufacturing Performance: evaluation and Determinants.” International Journal of Operations & Production Management 25 (9): 851–874. doi:https://doi.org/10.1108/01443570510613938.
- Lee, J., B. Bagheri, and H. A. Kao. 2015. “A Cyber-Physical Systems Architecture for Industry 4.0-Based Manufacturing Systems.” Manufacturing Letters 3: 18–23. doi:https://doi.org/10.1016/j.mfglet.2014.12.001.
- Lineberger, R., A. Hussain, T. Hanley, V. Rutgers, and B. Sniderman. 2019. „Aerospace and Defense 4.0. Capturing the value of Industry 4.0 technologies.” Deloitte Insight. Accessed 6 June 2019. https://www2.deloitte.com/content/dam/insights/us/articles/4912_Aerospace-and-defense-4-0/DI_A&D_4-0.pdf.
- Longo, F., L. Nicoletti, and A. Padovano. 2017. “Smart Operators in Industry 4.0: A Human-Centered Approach to Enhance Operators’ Capabilities and Competencies within the New Smart Factory Context.” Computers & Industrial Engineering 113: 144–159. doi:https://doi.org/10.1016/j.cie.2017.09.016.
- Machado, C. G., M. P. Winroth, and E. H. D. Ribeiro da Silva. 2020. “Sustainable Manufacturing in Industry 4.0: An Emerging Research Agenda.” International Journal of Production Research 58 (5): 1462–1423. doi:https://doi.org/10.1080/00207543.2019.1652777.
- Made Smarter Review. 2017. “An Industry-led review Exploring How UK Manufacturing can Maximise Benefits from Increasing Adoption of Digital Technology through a Strong Industry and Government Partnership.” UK gov. - Department for Business, Energy & Industrial Strategy. accessed 5 June 2019. https://assets.publishing.service.gov.uk/government/uploads/system/uploads/attachment_data/file/655570/20171027_MadeSmarter_FINAL_DIGITAL.pdf.
- McCutcheon, D. M., and J. R. Meredith. 1993. “Conducting Case Study Research in Operations Management.” Journal of Operations Management 11 (3): 239–256. doi:https://doi.org/10.1016/0272-6963(93)90002-7.
- Melville, N., K. Kraemer, and V. Gurbaxani. 2004. “Information Technology and Organizational Performance: And Integrative Model of IT Business Value.” MIS Quarterly 28 (2): 283–322. doi:https://doi.org/10.2307/25148636.
- Mikalef, P., J. Krogstie, I. O. Pappas, and P. Pavlou. 2019. “Exploring the Relationship between Big Data Analytics Capability and Competitive Performance: The Mediating Roles of Dynamic and Operational Capabilities.” Information and Management, 57 (2): 103169. doi:https://doi.org/10.1016/j.im.2019.05.004.
- Mladineo, M., I. Veza, and N. Gjeldum. 2017. “Solving Partner Selection Problem in Cyber-Physical Production Networks Using the HUMANT Algorithm.” International Journal of Production Research 55 (9): 2506–2521. doi:https://doi.org/10.1080/00207543.2016.1234084.
- Mukherjee, A., W. Mitchell, and F. B. Talbot. 2000. “The Impact of New Manufacturing Requirements on Production Line Productivity and Quality at a Focused Factory.” Journal of Operations Management 18 (2): 139–168. doi:https://doi.org/10.1016/S0272-6963(99)00023-6.
- Nagy, J., J. Oláh, E. Erdei, D. Máté, and J. Popp. 2018. “The Role and Impact of Industry 4.0 and the Internet of Things on the Business Strategy of the Value Chain-the Case of Hungary.” Sustainability (Sustainability) 10 (10): 3491–3425. doi:https://doi.org/10.3390/su10103491.
- Ngjeqari, V. 2016. “The Sustainable Vision of Industry 4.0.” University of Vienna. https://50.unido.org/files/research-paper-competition/Research-Paper-Vojna-Ngjeqari.pdf.
- Noor, K. B. M. 2008. “Case Study: A Strategic Research Methodology.” American Journal of Applied Sciences 5 (11): 1602–1604. doi:https://doi.org/10.3844/ajassp.2008.1602.1604.
- Oesterreich, T. D., and F. Teuteberg. 2016. “Understanding the Implications of Digitisation and Automation in the Context of Industry 4.0: A Triangulation Approach and Elements of a Research Agenda for the Construction Industry.” Computers in Industry 83: 121–139. doi:https://doi.org/10.1016/j.compind.2016.09.006.
- Organization for Economic Co-operation and Development (OECD). 2016. “Enabling the Next Production Revolution: The Future of Manufacturing and Services – Interim Report.” https://www.oecd.org/mcm/documents/Enabling-the-next-production-revolution-the-future-of-manufacturing-and-services-interim-report.pdf.
- Pacaux-Lemoine, M. P., D. Trentesaux, G. Zambrano Rey, and P. Millot. 2017. “Designing Intelligent Manufacturing Systems through Human-Machine Cooperation Principles: A Human-Centered Approach.” Computers & Industrial Engineering 111: 581–595. doi:https://doi.org/10.1016/j.cie.2017.05.014.
- Patton, M. Q. 2002. Qualitative Research & Evaluation Methods. 3rd ed. Thousand Oaks, CA: Sage.
- Patton, M. Q. 2008. Utilization-Focused Evaluation. 4th ed. Thousand Oaks. CA:Sage.
- Penrose, E. T. 1959. The Theory of the Growth of the Firm. New York, NY: Wiley.
- Porter, M. E., and J. E. Heppelmann. 2014. “How Smart, Connected Products Are Transforming Competition.” Harvard Business Review 92 (11): 64–88.
- Reiner, G., K. Demeter, M. Poiger, and I. Jenei. 2008. “The Internationalization Process in Companies Located at the Borders of Emerging and Developed Countries.” International Journal of Operations & Production Management 28 (10): 918–940. doi:https://doi.org/10.1108/01443570810903096.
- Richards, L., and J. M. Morse. 2012. Readme First for a User´s Guide to Qualitative Methods. Thousand Oaks, CA: Sage.
- Rivard, S., L. Raymond, and D. Verreault. 2006. “Resource-Based View and Competitive Strategy: An Integrated Model of the Contribution of Information Technology to Firm Performance.” The Journal of Strategic Information Systems 15 (1): 29–50. doi:https://doi.org/10.1016/j.jsis.2005.06.003.
- Ron, A. J. d. 1998. “Sustainable Production: The Ultimate Result of a Continuous Improvement.” International Journal of Production Economics 56–57: 99–110. doi:https://doi.org/10.1016/S0925-5273(98)00005-X.
- Rossini, M., F. Costa, G. L. Tortorella, and A. Portioli-Staudacher. 2019. “The Interrelation between Industry 4.0 and Lean Production: An Empirical Study on European Manufacturers.” The International Journal of Advanced Manufacturing Technology 102 (9–12): 3963–3976. doi:https://doi.org/10.1007/s00170-019-03441-7.
- Rüßmann, M., M. Lorenz, P. Gerbert, M. Waldner, J. Justus, P. Engel, and M. Harnisch. 2015. “Industry 4.0: The Future of Productivity and Growth in Manufacturing Industries.” Boston Consulting Group 9 (1): 54–89.
- Saldaña, J. 2015. The Coding Manual for Qualitative Researchers. Thousand Oaks, CA: Sage.
- Santos, J., A. Muñoz-Villamizar, M. Ormazábal, and E. Viles. 2019. “Using Problem-Oriented Monitoring to Simultaneously Improve Productivity and Environmental Performance in Manufacturing Companies.” International Journal of Computer Integrated Manufacturing 32 (2): 183–193. doi:https://doi.org/10.1080/0951192X.2018.1552796.
- Schwab, L., S. Gold, N. Kunz, and G. Reiner. 2017. “Sustainable Business Growth: Exploring Operations Decision-Making.” Journal of Global Responsibility 8 (1): 83–95. doi:https://doi.org/10.1108/JGR-11-2016-0031.
- Schwab, K. 2016. “The Fourth Industrial Revolution: what it means, how to respond.” World Economic Forum. Accessed 5 June 2019. https://www.weforum.org/agenda/2016/01/the-fourth-industrial-revolution-what-it-means-and-how-to-respond/.
- Schrauf, S., and P. Berttram. 2016. “Industry 4.0: How Digitization Makes the Supply Chain More Efficient, Agile, and Customer Focused.” PWC. Strategy&: 1–32. Accessed 20 June 2019. https://www.strategyand.pwc.com/gx/en/insights/2016/industry-4-digitization/industry40.pdf
- Seawright, J., and J. Gerring. 2008. “Case Selection Techniques in Case Study Research: A Menu of Qualitative and Quantitative Options.” Political Research Quarterly 61 (2): 294–308. doi:https://doi.org/10.1177/1065912907313077.
- Seuring, Stefan, and Martin.Müller. 2008. “From a Literature Review to a Conceptual Framework for Sustainable Supply Chain Management.” Journal of Cleaner Production 16 (15): 1699–1710. doi:https://doi.org/10.1016/j.jclepro.2008.04.020.
- Simchi-Levi, D., P. Kamisky, and E. S. Levi. 2003. Designing and Managing the Supply Chain: Concepts, Strategies, and Case Studies. New York: McGraw Hill Education.
- Singh, S. K., and M. Del Giudice. 2019. “Big Data Analytics, Dynamic Capabilities and Firm Performance.” Management Decision 57 (8): 1729–1733. doi:https://doi.org/10.1108/MD-08-2019-020.
- Sisinni, E., A. Saifullah, S. Han, U. Jennehag, and M. Gidlund. 2018. “Industrial Internet of Things: Challenges, Opportunities, and Directions.” IEEE Transactions on Industrial Informatics 14 (11): 4724–4734. doi:https://doi.org/10.1109/TII.2018.2852491.
- Sjödin, D. R., V. Parida, M. Leksell, and A. Petrovic. 2018. “Smart Factory Implementation and Process Innovation.” Research-Technology Management 61 (5): 22–31. doi:https://doi.org/10.1080/08956308.2018.1471277.
- Slack, N., and M. Lewis. 2002. Operations Strategy. 2nd ed. Harlow, England: Pearson Education.
- Saunders, M., P. Lewis, and A. Thornhill. 2012. Research Methods. Harlow, England: Business Students.
- Schroeder, Andreas, Ali Ziaee Bigdeli, Carlos Galera Zarco, and Tim Baines. 2019. “Capturing the Benefits of Industry 4.0: A Business Network Perspective.” Production Planning & Control 30 (16): 1305–1321. doi:https://doi.org/10.1080/09537287.2019.1612111.
- Sousa, R., and C. A. Voss. 2008. “Contingency Research in Operations Management Practices.” Journal of Operations Management 26 (6): 697–713. doi:https://doi.org/10.1016/j.jom.2008.06.001.
- Spath, D. 2013. “Produktionsarbeit der Zukunft – Industrie 4.0”. IOA: Stuttgart. Accessed 18 August 2015. www.produktionsarbeit.de/content/dam/produktionsarbeit/de/documents/Fraunhofer-IAO-Studie_Produktionsarbeit_der_Zukunft-Industrie_4_0.pdf.
- Stark, R., H. Grosser, B. Beckmann-Dobrev, and S. Kind. 2014. “Advanced Technologies in Life Cycle Engineering.” Procedia CIRP 22: 3–14. doi:https://doi.org/10.1016/j.procir.2014.07.118.
- Stock, T., and G. Seliger. 2016. “Opportunities of Sustainable Manufacturing in Industry 4.0.” Procedia CIRP 40: 536–541. doi:https://doi.org/10.1016/j.procir.2016.01.129.
- Strange, R., and A. Zucchella. 2017. “Industry 4.0, Global Value Chains and International Business.” Multinational Business Review 25 (3): 174–184. doi:https://doi.org/10.1108/MBR-05-2017-0028.
- Stuart, I., D. McCutcheon, R. Handfield, R. McLachlin, and D. Samson. 2002. “Effective Case Research in Operations Management: A Process Perspective.” Journal of Operations Management 20 (5): 419–433. doi:https://doi.org/10.1016/S0272-6963(02)00022-0.
- Synnes, E. L., and T. Welo. 2016. “Enhancing Integrative Capabilities through Lean Product and Process Development.” Procedia CIRP 54: 221–226. doi:https://doi.org/10.1016/j.procir.2016.05.090.
- Teece, D. J., G. Pisano, and A. Shuen. A. 1997. “Dynamic Capabilities and Strategic Management.” Strategic Management Journal 18 (7): 509–533. doi:https://doi.org/10.1002/(SICI)1097-0266(199708)18:7<509::AID-SMJ882>3.0.CO;2-Z.
- Teece, D. J. 1982. “Towards an Economic Theory of Multiproduct Firm.” Journal of Economic Behavior & Organization 3 (1): 39–63. doi:https://doi.org/10.1016/0167-2681(82)90003-8.
- Teller, C., C. Holweg, G. Reiner, and H. Kotzab. 2018. “Retail Store Operations and Food Waste.” Journal of Cleaner Production 185: 981–997. doi:https://doi.org/10.1016/j.jclepro.2018.02.280.
- Tortorella, G. L., and D. Fettermann. 2018. “Implementation of Industry 4.0 and Lean Production in Brazilian Manufacturing Companies.” International Journal of Production Research 56 (8): 2975–2987. doi:https://doi.org/10.1080/00207543.2017.1391420.
- Yin, R. K. 2003. Case Study Research: Design and Methods. 3rd ed. Thousand Oaks, CA: Sage Publications.
- Yin, R. K. 2009. Case Study Research: Design and Methods. 5th ed. Thousand Oaks, CA: Sage Publications.
- Voss, C., N. Tsikriktsis, and M. Frohlich. 2002. “Case Research in Operations Management.” International Journal of Operations & Production Management 22 (2): 195–219. doi:https://doi.org/10.1108/01443570210414329.
- Wang, G., A. Gunasekaran, E. W. T. Ngai, and T. Papadopoulos. 2016. “Big Data Analytics in Logistics and Supply Chain Management: Certain Investigations for Research and Applications.” International Journal of Production Economics 176: 98–110. doi:https://doi.org/10.1016/j.ijpe.2016.03.014.
- Wang, S., J. Wan, D. Zhang, D. Li, and C. Zhang. 2016. “Towards Smart Factory for Industry 4.0: A Self-Organized Multi-Agent System with Big Data Based Feedback and Coordination.” Computer Networks 101: 158–168. doi:https://doi.org/10.1016/j.comnet.2015.12.017.
- Wade, M., and J. Hulland. 2004. “The Resource-Based View and Information Systems Research: Review, Extension and Suggestions for Future Research.” MIS Quarterly 28 (1): 107–142. doi:https://doi.org/10.2307/25148626.
- Waller, M. A., and S. E. Fawcett. 2013. “Data Science, Predictive Analytics, and Big Data: A Revolution That Will Transform Supply Chain Design and Management.” Journal of Business Logistics 34 (2): 77–84. doi:https://doi.org/10.1111/jbl.12010.
- Wamba, S. F., A. Gunasekaran, S. Akter, S. J. F. Ren, R. Dubey, and S. J. Childe. 2017. “Big Data Analytics and Firm Performance: Effects of Dynamic Capabilities.” Journal of Business Research 70: 356–365. doi:https://doi.org/10.1016/j.jbusres.2016.08.009.
- Wernerfelt, B. 1984. “A Resource-Based View of the Firm.” Strategic Management Journal 5 (2): 171–180. doi:https://doi.org/10.1002/smj.4250050207.
- Whysall, Z., M. Owtram, and S. Brittain. 2019. “The New Talent Management Challenges of Industry 4.0.” Journal of Management Development 38 (2): 118–129. doi:https://doi.org/10.1108/JMD-06-2018-0181.
- Zhou, K., T. Liu, and L. Zhou. 2016. “Industry 4.0: Towards Future Industrial Opportunities and Challenges.” Paper presented at 12th International Conference on Fuzzy Systems and Knowledge Discovery, Zhangjiajie, China. doi:https://doi.org/10.1109/FSKD.2015.7382284.