
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Plant (vegetable) oil has been evaluated as a substitute for mineral oil–based lubricants because of its natural and environmentally friendly characteristics. Availability of vegetable oil makes it a renewable source of bio-oils. Additionally, vegetable oil–based lubricants have shown potential for reducing hydrocarbon and carbon dioxide (CO2) emissions when utilized in internal combustion (IC) engines and industrial operations. In this study, sunflower oil was investigated to study its lubricant characteristics under different loads using the four-ball tribometer and the exhaust emissions were tested using a four-stroke, single-cylinder diesel engine. All experimental works conformed to American Society for Testing and Materials standard (ASTM D4172-B). Under low loads, sunflower oil showed adequate tribological characteristics (antifriction and antiwear) compared with petroleum oil samples. The results also demonstrated that the sunflower oil–based lubricant was more effective in reducing the emission levels of carbon monoxide (CO), CO2, and hydrocarbons under different test conditions. Therefore, sunflower oil has the potential to be used as lubricant of mating components.
Implications: An experimental investigation of the characteristics of nonedible sunflower oil tribological behaviors and potential as a renewable source for biofluids alternative to the petroleum oils was carried out. The level of emissions of a four–stroke, single-cylinder diesel engine using sunflower oil as a biolubricant was evaluated.
Introduction
Previously, lubricant, fuels, and manufacturing fluids were generally manufactured and selected on the basis of lowest cost relating to the requirements of the application, machine, tool, or engine; at the same time, no attention was given to the possible impacts of their use on the human, animals, plants, and environment. Recent concerns (pollutants from using the petroleum fuel and mineral lubricant) over humans and the environment, increase in the prices of crude liquid for fuels and lubricants, and scarcities of supply in the last decade have promoted interest in the finding and development of bio alternative sources of mass energy, liquid energy, and lubricants. Therefore, biodegradable lubricants that can be obtained from conventional sources are being assessed as potential substitutes for mineral fluids.
Biodegradable oils (bio-based lubricants) are derived from assortment of edible and nonedible oils such as palm, soybean, canola, rapeseed, coconut, sunflower, jojoba, jatropha, and mustard oils (Delgado, Quinchia, and Galegos Citation2010). In the current work, researchers adopted sunflower seed oil as a sample vegetable oil due to the reasonable production cost as well as availability, renewability, and eco-friendliness. For a long time, researchers have focused on finding and developing a biolubricant for the purpose of enhancing functionalities and reducing limitations, an investigation of friction behavior of two contacting sliding metals using bio-oil as lubricant. Results showed a better lubricating ability of vegetable oil compared with mineral or synthetic oils due to the large amounts of unsaturated and polar ester group components that favorably affected the conditions during the reciprocating sliding motion (Golshokouh et al. Citation2014a; Kalin and Vizintin Citation2006). Using a pin-on-disc tribometer and response surface methodology (RSM), lubricity performance features of the Phyllanthus emblica seed oil–based lubricant were assessed, and specific wear rate (SWR) and coefficient of friction (COF) calculated, over the blending ratio range of 0–20%. Results showed that the blend AB10 presented the best possible outcomes in terms of friction and wear behavior features as compared with other variants under high velocity and low normal load conditions and performed as an excellent lubricant (Singh et al. Citation2018).
Studies have focused on the tribological attributes of pure vegetable oils (Ing et al. Citation2012; Maleque and Masjuki Citation1997), emulsion of vegetable oils (Nor Hayati et al. Citation2009), additives with vegetable oil (Jabal, Ani, and Syahrullail Citation2014), and vegetable oil as an additive (Maleque, Masjuki, and Haseeb Citation2000). Most studies found that vegetable oil showed satisfactory outcomes and has a potential to be utilized widely in industrial or engineering applications. Kumar and Sharma (Citation2008) reported numerous ways of using Jatropha curcas oil, including as a biofuel. Seeds of the jatropha tree contain a large amount of viscous oil, which can be utilized for the production of soap and candles, in the manufacture of cosmetics, and as a diesel/paraffin substitute or extender. This latter use has very important implications for meeting the requirement for rural energy services and also exploring practical substitutes for mineral fuels. A study (Agarwal and Agarwal Citation2007) was conducted using a diesel engine to investigate the effect of reducing the viscosity of jatropha oil by increasing the temperature of the fuel (utilizing the waste heat of the exhaust gases). The results implied that for lower blend concentrations, emission and performance parameters were very close to those of petroleum diesel. In a study performed by Hanbey Hazar and Hüseyin Aydin (Hazar and Aydin Citation2010), raw rapeseed oil (RRO) was blended with diesel fuel (DF) (O50: RRO 50%–DF 50% v/v; O20: RRO 20%–DF in 80% v/v) and tested in a single-cylinder, four-stroke ignition engine. Results showed that preheating RRO lowered the viscosity of RRO and provided smooth fuel flow. Heating is necessary for smooth flow and to avoid fuel filter clogging. It can be achieved by heating the RRO to 100 °C. It can also be concluded that preheating process of the fuel has some positive impacts on emissions and engine performance characteristics when operating with vegetable oil.
Nwafor (Citation2004) evaluated the potential of a rapeseed methyl ester (RME) as a biofuel for diesel engines in relation to meeting emission requirements. Compared with the mineral diesel fuel, the test results showed that biofuel (RME) and its blends with mineral diesel fuel released high levels of CO2; also, a very significant reduction in emission levels of hydrocarbons was measured when using the neat RME or blends. Additionally, under high-speed operation, no variation was noted for the exhaust temperatures of the neat RME, blends, and mineral fuel. Carbon monoxide and hydrocarbons are generally considered to be the principal pollutants in the combustion machine exhaust gases. A very important feature of vegetable oils is their high flash points; for example, the flash point of soybean oil is 326 °C whereas the flash point of mineral oils is about 200 °C, thus reducing emission levels and work place pollution (Shashidhara and Jayaram Citation2010). An engine lubricant helps to improve vehicle efficiency, but it contributes to engine exhaust emissions. Therefore, the biggest challenge facing the automotive industry besides improving the fuel economy is limiting air pollutants, i.e., new lubricants and low pollutants (Gligorijevic et al. Citation2006).
By employing the four-ball tribometer in compliance with the American Society for Testing and Materials ASTM D4172-B standard and a four-stroke, single-cylinder diesel engine, the current study aims to investigate experimentally the tribological behavioral features of the clean sunflower seed oil as a renewable natural supplier of biofluids alternative to mineral oils, then determine the emission levels of a diesel engine that was lubricated with sunflower seed oil as a biolubricant.
Experimental methods
Tribological tests using the four-ball tribometer
The four-ball tribometer was utilized for investigation of friction and wear behavior under different test conditions, as shown in . It is connected to the data acquisition software running on a personal computer. It can be operated for dry friction (without lubrication) and for boundary lubrication (with liquid lubricants). A four-ball tribometer appliance (Ducom TR 30 L, Ducom Instruments, Chicago, IL, USA) was utilized to evaluate the antifriction and antiwear characteristics of oil specimens (Hassan, Ani, and Syahrullail Citation2016a). Standard steel ball bearings, ball-pot assembly, and collet with locknut are the major parts of the instrument. For every test, four steel balls were used (the first ball at the top and the others at the bottom). Three balls were firmly held at the lower part as well as within the ball pot of the four-ball machine. By using a steel collet, the upper ball was fixed in the lower part of a spindle. A resistance temperature detector (RTD)-type temperature sensor was mounted at the bottom of the ball pot between the two heaters, which create the heat needed; a digital Variac temperature controller (xx, xx) was used to set the temperature of the oil sample. This machine can run many type of standards related to the application of the oil samples, for example, extreme pressure standard (ASTM D2596) and the antiwear standard (ASTM D4172). The diameter of the scar area, friction torque (Nm), and coefficient of friction are examples of output data that are recorded for each test. According to ASTM D4172-B standard test, friction and wear had been studied under different loads (30–45 steps, 5 kg) during 60 min; 1200 rpm was set as rotational speed of the shaft. Thereafter, the built-in heater of the four-ball tribometer was heated to 75 °C. shows the block diagram of the wear and friction test procedure.
Figure 1. Four-ball tribometer.

Figure 2. Block diagram of the test procedure.
Ball model
In this study, the balls used were manufactured from American Iron and Steel Institute (AISI) 52100 chrome–alloy steel, 12.7 mm diameter, 25 grade Eb, and 64–66 hardness (Rockwell C Hardness [RWC]test). A new set of four chrome–alloy steel balls was utilized for each experiment.
Lubricants
In the current experimental study, sunflower oil was used as sample vegetable oil lubricant and SAE 40 engine oil as sample mineral oil. Results obtained from experiments using sunflower oil under different loads were compared with the results from the commercial mineral oil; 10 mL of lubricant was used in each test.
Kinematic viscosity
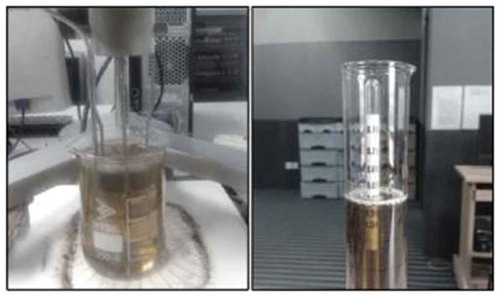
Viscosity is a property of fluids utilized to define the internal resistance offered by a fluid against flow. It directly affects the thickness of the liquid, along with the rate of wear of the surface on which the liquid is being rubbed. For measuring the kinematic viscosity value of the lubricant samples over a range of temperatures (25–100 °C), a Cole-Parmer rotary viscometer was utilized, as shown in . Prior to utilization of the rotary viscometer, a specific gravity measuring tube and a glass sample container (250 mL) must be used to measure the specific gravity of the oil samples. The rotary viscometer has a stainless steel rotary spindle that rotates at a certain speed. After inserting the steel spindle into the container (250 mL of oil sample) installed on an electric heater used to heat the oil sample, the spindle resisted the fluidity or viscosity of the lubricant and the viscosity could be measured and recorded by the data acquisition systems on the personal computer (PC).
Figure 3. Rotary viscometer.
Wear scar diameter
After 1 hr of running, the diameter of the wear area of the steel balls at the bottom was measured to evaluate the lubricity features of the oil samples. From the captured micrographs, the diameter of the wear scar was measured using a optical and scanning electronic microscope computer software.
Friction torque and coefficient of friction
Friction torque values were recorded directly from the four-ball machine during 1 hr using a specific system for data acquisition. For all oil samples, friction torque increased rapidly at the starting of test to 310 sec, then values became stable and reached a steady state. The average value of friction torque at the stable condition was determined by the coefficient of friction, as calculated according to evaluation of the extreme pressure and anti-wear features of lubricating oils also greases using the Four ball test standards IP-239, as shown below in eq 1.
where μ is the coefficient of friction, T is the friction torque (kg·mm), W is the applied load (kg), and r the distance between the axis of the rotation and center of the contact surface on the lower balls, which is 3.67 mm (Husnawan, Saifullah, and Masjuki Citation2007).
Flash temperature parameter (FTP)
The flash temperature parameter (FTP) is a value that is utilized for expressing the critical flash temperatures at which the lubricants will fail under certain given conditions. The FTP shows the possibilities of lubricant films breaking down (Maleque and Masjuki Citation1997). A high flash temperature parameter value indicates better lubricant performances. The flash temperature parameter can be calculated using eq 2:
where W is the applied load (kg) and WSD is the diameter of the wear area (mm).
Brake thermal efficiency of internal combustion engine (ηbth)
The brake power, BP (kW), and brake thermal efficiency, ηbth (%), of the internal combustion (IC) engine used can be estimated using eqs 4 and 5 (Pulkrabek Citation2005):
and
where N is the speed of the engine (rpm), T is the applied engine torque (Nm), Cv is the higher calorific value of the used fuel (10921 kcal/kg or 45693.46 kJ/kg), and mf is the rate of consumption of fuel (kg/sec) and can be calculated using
where Vf is the volume of fuel used (8 × 10−6 m3), ρf is the density of the fuel (kg/m3), and tb is the time needed to empty the burette of fuel (sec).
Engine exhaust emission and cylinder surface temperature
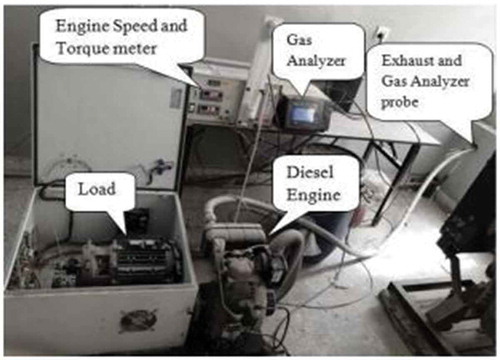
Emissions and the cylinder surface temperature were assessed under different loads and speeds in a four-stroke, single-cylinder diesel engine (type TD 212) as specified in , with air cooling as shown in the and lubricated with vegetable oil (sunflower oil); then the results were compared with those of using mineral oil as a lubricant in the diesel engine. An automotive emission analyzer (NHA-506EN) was used to analyze and measure the level of the gas emissions of the engine exhaust. A digital thermometer (TM-946) with two K-type thermocouple sensors was used for measuring the temperature of the surface cylinder; each sensor of the thermocouple was fixed in the hole made on the cylinder body.
Table 1. Specifications of the test engine.
Table 2. Variability range of kinematic viscosity (ISO VG32) (Resul, Ghazi, and Idris Citation2012).
Figure 4. Photograph of the engine used.
Results and discussion
Tribological characteristics of vegetable and mineral oil lubricants were investigated and characterized. The results provide insights for better understanding the behavior of balls lubricated with sunflower oil, by analyzing the experimental outcomes such as the wear scar diameter, kinematic viscosity, flash temperature parameter, and the coefficient of friction. Results were compared with mineral oil performance.
Kinematic viscosity
A comparison of the values of this parameter for sunflower and mineral oils at different temperatures (25–100 °C) is shown in . The kinematic viscosity of all tested samples was reduced when the temperature was increased. Reducing the viscosity value through high temperatures has also been shown by Golshokouh et al. (Golshokouh et al. Citation2014b).
Figure 5. Kinematic viscosity values of the oil samples.
At high temperature (100 °C), the viscosity values of all oils studied were comparable. Based on the outcomes of the kinematic viscosity shown in , it can be concluded that the mineral oil has higher kinematic viscosity values (54.15 and 12.14 mm2/sec at 40 and 100 °C, respectively) than sunflower oil (46.15 and 10.80 mm2/sec at 40 and 100 °C, respectively). On the other hand, it was found that sunflower oil has a higher viscosity index value compared with the mineral oil. shows also that oil samples attained the required level of kinematic viscosity according to the International Organization of Standardization ISO (VG32 standardas shown in the ).
Wear scar diameters
An optical and scanning electron microscope (high resolution) under high magnification (50×) was utilized to measure and study the wear characteristics of the steel ball bearings after the experiment was completed (1 hr run time). The micrographs were used to determine the wear scar diameters, then the average value of the diameters was determined using ASTM D4172-B standard.
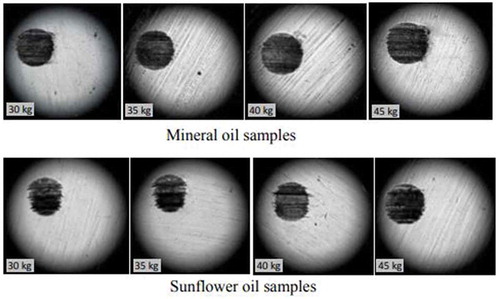
and show the comparison of WSDs between the commercial mineral oil and sunflower oil samples. From the figures, it can be seen that the wear scar diameter increased with increase in the applied load. Under different loads (30–45 kg), the wear scar diameters using sunflower oil (366 and 397 µm, respectively) were smaller than those using petroleum oil (383 and 413 µm). These differences occur because sunflower oil contains unsaturated fatty acids that combine with the bare metallic surfaces to create a thin metallic soap layer. The enhanced lubricating features of the substances are caused by the adsorption layers. Therefore, sunflower oil showed better antiwear performance compared with the mineral oil.
Figure 6. Wear scar diameters for the oil samples under different loads.
Figure 7. Optical micrographs of the oil samples under different loads.
Coefficient of friction
To study the friction performance of the test samples (sunflower and mineral oils) under different applied loads (30–45 kg), experimental conditions were kept at 1200 rpm as a rotational speed, 75 °C bulk temperature of oil, and running time of 1 hr. The coefficients of friction for the mineral and sunflower oils were calculated using eq 1 and presented graphically in . As shown in and under different loads (30–45 kg), all test lubricants showed increase of coefficient of friction with increase in the applied load.
Figure 8. Coefficients of friction for the oil samples under different loads.
As shown in , the coefficients of friction for vegetable oil (sunflower) were still lower than those for the mineral oil under different loads (Hassan, Ani, and Syahrullail Citation2016b; Shahabuddin et al. Citation2013). The lowest coefficient of friction of 0.0590 was found for sunflower oil compared with 0.0606 for the mineral oil under 30 kg load. The results in could be attributed to the fact that most biolubricants, particularly clean sunflower seed oil, have powerful tendency to act as a biofriction-reducing agent; for sunflower oil, this property is due to its long fatty acid chain.
Flash temperature parameter
The flash temperature parameter under different loads was calculated using eq 2 for the vegetable and mineral oil test samples; the results for 1 hr test time and different loads (30–45 kg) are shown in . shows that higher values of FTP occurred with sunflower oil compared with the mineral oil, which means that when sunflower oil was used as lubricant, it minimized the possibility for lubricant thin films to break down and increased the lubricity performance compared with other oil samples.
Figure 9. Flash temperature parameter values of the oil samples under different loads.
For the 60 kg load, the mineral oil test sample showed an FTP of 155.20 compared with 164.02 for sunflower oil. Therefore, the vegetable oil showed better lubricity performance compared with the mineral oil.
Emissions and cylinder surface temperature
To explain the effect of using sunflower oil as IC engine lubricant on the exhaust gas emissions compared with the mineral oil, the graphical models shown in underlined the influence of the sliding speed and the torque. Based on , under constant torque (2 Nm) and variable speed (1000–2500 rpm), the percentages of CO2 and CO emissions for the mineral and vegetable oil samples increased slightly with increasing speed. On the other hand, the sunflower oil samples showed lower percentages of CO2 and CO emissions under variable speed compared with the mineral oil samples. For nitrogen oxide (NOx) and HC emissions, shows better performance (lower value) for sunflower oil than the mineral oil.
Figure 10. Gas emissions for oil samples: (a) CO2 and CO emissions under constant torque; (b) NOX and HC emissions under constant torque; (c) CO2 and CO emissions under constant speed; (d) NOX and HC emissions under constant speed.
Additionally, increasing the engine speed led to decrease of NOx emissions for both lubricant samples, whereas increasing the engine speed caused increase of the HC emission levels. Under constant speed engine (2000 rpm) with variable engine torque, shows increase of CO and CO2 emissions with increase in the torque value. In case of 10 Nm (torque), the mineral oil showed higher percentage of CO2 compared with sunflower oil samples. provides an illustration of the NOx and HC emission levels of the engine exhaust; the levels of NOx and HC emissions increased with increase in torque values for the both types of oil samples. Based on the test results, it can be seen that use of sunflower oil contributed to decrease in the levels of CO2, CO, NOx, and HC emissions compared with the mineral oil samples, because of the biolubricant characteristics, especially that of containing fatty acids, which combine with the bare metallic surfaces to create a metallic soap. The improved lubricating fluid properties of the substances are caused by the adsorption layers (Gligorijevic et al. Citation2006).
shows the graphical comparison of the cylinder surface average temperatures of the IC engine machine during the 360-min continuous operation. During the first 30 min of experiment, the cylinder surface temperatures of the oil samples were comparable. For the mineral oil, higher temperatures for the cylinder surface were acquired. Additionally, temperatures of the cylinder surface appeared to be stable after 90 min for the oil samples examined because of the stability of the engine machine operation after the mentioned time. Based on the results shown in , using the vegetable oil reduced the temperature of the cylindrical surface because of decreased friction among contacting movable parts. shows the effect of using sun flower oil as lubricant on IC engine brake thermal efficiency. Due to the effect of sunflower oil’s suitable viscosity compared with the mineral lubricant oil, the decrease in friction using sun flower oil enhanced the IC engine brake thermal efficiency because of the decrease in the power losses caused by friction (i.e., increase in brake power of IC engine) as shown for the different operation conditions.
Figure 11. Cylinder surface temperatures for the oil samples.
Figure 12. IC engine brake thermal efficiency levels under (a) constant torque; (b) constant speed.
Conclusion
The conclusions based on this study are given below:
In terms of wear diameter and flash temperature parameter, sunflower seed oil shows 9.51% reduction and 13.06% increment, respectively, compared with the commercial mineral oil, which indicates a better antiwear performance (the unsaturated fatty acids might cover the rubbing contact surface fully).
Under 30 kg load, the coefficient of friction for sunflower seed oil shows 2.7% reduction (good antifriction performance) compared with the mineral oil, because of the long fatty acid chain in sunflower oil.
Decreasing the friction among contacting movable parts with use of sunflower vegetable oil led to reduction in the cylindrical surface temperature, about 3.36% and 7.3% in 210 and 360 min run times, respectively.
Under various speeds and torques, results show improvement in the IC engine performance through increasing the brake thermal efficiency, on average about 6.5% (under various speeds, 1000–2500 rpm) and 5.6% (under various torques, 2–10 Nm).
Overall, these findings suggest that sunflower seed oil has the potential to be an alternative biolubricant on the basis of biodegradability, well wear phenomena, and lubricating performance.
Additional information
Notes on contributors
Mohammed Hassan Jabal
Mohammed Hassan Jabal holds a Ph.D. in Mechanical Engineering from the University of Technology, Malaysia (UTM) and is Assistant Professor in faculty of Electromechanical Engineering, University of Technology, Baghdad, Iraq.
Abdulmunem R. Abdulmunem
Abdulmunem R. Abdulmunem is a senior lecturer in Electro-Mechanical Engineering Department, Energy & Renewable Energies Engineering Branch, University of Technology, Baghdad, Iraq, since January 2015.
Hussain Saad Abd
Hussain Saad Abd holds a Ph.D. in Mechanical Engineering by the University of Technology, Iraq and is senior lecturer in faculty of Electromechanical Engineering, University of Technology, Baghdad, Iraq.
References
- Agarwal, D., and A. K. Agarwal. 2007. Performance and emissions characteristics of jatropha oil (preheated and blends) in a direct injection compression ignition engine. Appl. Therm. Eng. 27:2314–2323. doi:10.1016/j.applthermaleng.2007.01.009.
- Delgado, M. A., L. A. Quinchia, and C. Galegos. 2010. Viscosity modification of different vegetable oil with EVA copolymer for lubricant applicants. Ind. Crops Prod. 32:607–612. doi:10.1016/j.indcrop.2010.07.011.
- Gligorijevic, R., J. Jevtic, and D. J. Borak. 2006. Engine oil contribution to diesel exhaust emissions. J. Synth. Lubr. 23:27–38. doi:10.1002/(ISSN)1557-6841.
- Golshokouh, I., S. Syahrullail, F. N. Ani, and H. H. Masjuki. 2014a. Investigation of palm fatty acid distillate oil as an alternative to petrochemical-based lubricants. J. Oil Palm Res. 26 (March):25–36.
- Golshokouh, I., S. Syahrullail, S. Shariatmadari, and F. N. Ani. 2014b. Investigate jatropha oil as new source of lubricant oil. Appl. Mech. Mater. 465–466:201–205. doi:10.4028/www.scientific.net/AMM.465-466.201.
- Hassan, M., F. N. Ani, and S. Syahrullail. 2016a. Tribological performance of refined, bleached and deodorised palm olein blends bio-lubricants. J. Oil Palm Res. 28 (4):510–519. doi:10.21894/jopr.2016.2804.12.
- Hassan, M., F. N. Ani, and S. Syahrullail. 2016b. Tribological features of refined, deodorized, and bleached palm olein with mineral oil blend. Tribol. Trans. 59 (4):671–678. doi:10.1080/10402004.2015.1107928.
- Hazar, H., and H. Aydin. 2010. Performance and emission evaluation of a CI engine fueled with preheated raw rapeseed oil (RRO)–Diesel blends. Appl. Energy 87 (3):786–790. doi:10.1016/j.apenergy.2009.05.021.
- Husnawan, M., M. G. Saifullah, and H. H. Masjuki. 2007. Development of friction force model for mineral oil basestock containing palm olein and antiwear additive. Tribol. Int. 40 (1):74–81. doi:10.1016/j.triboint.2006.02.062.
- Ing, C. T., A. K. Mohammed Rafiq, Y. Azli, and S. Syahrullail. 2012. The effect of temperature on the tribological behavior of RBD palm stearin. Tribol. Trans. 55 (5):539–548. doi:10.1080/10402004.2012.680176.
- Jabal, M. H., F. N. Ani, and S. Syahrullail. 2014. The tribological characteristic of the blends of RBD palm olein with mineral oil using four-ball tribotester. Jurnal Teknologi 69 (6):11–14. doi:10.11113/jt.v69.3232.
- Kalin, M., and J. Vizintin. 2006. A comparison of the tribology behaviour of steel/ steel,steel/DLC and DLC/DLC contacts when lubricated with mineral and biodegradable oil. Wear 261:22–31. doi:10.1016/j.wear.2005.09.006.
- Kumar, A., and S. Sharma. 2008. An evaluation of mulipurpose oil seed crop for industrial uses (jatropha curcas): A review. Ind. Crops Prod. doi:10.1016/j.indcrop.2008.01.001.
- Maleque, M. A., and H. H. Masjuki. 1997. Investigation of the anti-wear characteristics of palm oil methyl ester using a four-ball tribometer test. Wear 206:179–186. doi:10.1016/S0043-1648(96)07351-6.
- Maleque, M. A., H. H. Masjuki, and A. S. M. A. Haseeb. 2000. Effect of mechanical factors on tribological properties of palm oil methyl ester blended lubricant. Wear 239:117–125. doi:10.1016/S0043-1648(00)00319-7.
- Nor Hayati, I., B. C. M. Yaakob, P. T. Chin, and N. A. Idris. 2009. Thermal behavior of concentrated oil-in-water emulsions based on soybean oil and palm kernel olein blends. Food Res. Int. 42:1223–1232. doi:10.1016/j.foodres.2009.06.009.
- Nwafor, O. M. I. 2004. Emission characteristics of diesel engine operating on rapeseed methyl ester. Renewable Energy 29 (1):119–129. doi:10.1016/S0960-1481(03)00133-2.
- Pulkrabek, W. W. 2005. Engineering fundamentals of internal combustion engine. New Jersey: Prentice Hall, USA, University of Wisconsin.
- Resul, M. F. M. G., T. I. M. Ghazi, and A. Idris. 2012. Kinetic study of jatropha bio lubricant from transesterification of jatropha curcas oil with trimethylolpropane: Effects of temperature. Ind. Crops Prod. 38:87–92. doi:10.1016/j.indcrop.2012.01.012.
- Shahabuddin, M., H. H. Masjuki, M. A. Kalam, M. M. K. Bhuiya, and H. Mehat. 2013. Comparative tribological investigation of bio-lubricant formulated from a non-edible oil source (Jatropha oil). Ind. Crops Prod. 47:323–330. doi:10.1016/j.indcrop.2013.03.026.
- Shashidhara, Y. M., and S. R. Jayaram. 2010. Vegetable oils as a potential cutting fluid-an evolution. Tribol. Int. 43 (5–6):1073–1081. doi:10.1016/j.triboint.2009.12.065.
- Singh, Y., P. Singh, A. Sharma, P. Choudhary, A. Singla, and N. K. Singh. 2018. Optimization of wear and friction characteristics of phyllanthus emblica seed oil based lubricant using response surface methodology. Egypt. J. Pet. Elsevier. doi: 10.1016/j.ejpe.2018.04.001.