
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
In order to overcome the problem of decrease of the spraying exhausts purification efficiency caused by the paint mist, the installation combining of the improved sieve-tray tower and the wet electrostatic precipitator (WEP) was used for the treatment of the pilot-scale 1,000 m3 paint waste gas. The characteristics of paint mist were investigated, showing that the size distribution of oil-based paint mist located in the range of 5.4–43.4 μm with an approximate symmetrical distribution under the pressure of 0.4 MPa. The size of paint mist less than 10 μm accounted for ~50% in quantity. It was revealed that the integrated setup was able to remove the concentration of oil-based paint mist with ~98% removal efficiency, in which the improved sieve-tray tower contributed ~94% particles removal. The soluble volatile organic pollutants (VOCs) of spraying exhaust gas were also captured by sieve-tray tower, promoting VOCs removal. At last, the feasibility of integrated setup used in paint mist removal was analyzed, including the secondary pollutants treatment. The results exhibited the setup has the potential for industrial applications.
Implications: Fabricating a pilot-scale installation integrated of the improved sieve-tray tower and wet electrostatic precipitator to remove spraying exhaust gas in the furniture factory efficiently. This tech meets China’s VOC emission policy.
Introduction
Spraying exhaust gas is a common pollution gas in the decoration process of furniture industry. It is composed of paint mist particles such as paint solution, organic solvent, diluent, and volatile organic pollutants (VOCs). Meanwhile, VOCs components of paint composes of toluene, xylene, esters, ketones, olefins, etc., and most of them are hardly soluble in water (Chen et al. Citation2017; Lafita et al. Citation2012). The particles are small and highly adhesive, causing serious harm to workers’ respiratory and immune system (Bennett Citation2010; Carlton and Flynn Citation1997) or the surrounding environment (Sheng et al. Citation2017). In the treatment of spraying waste gas, the paint mist is pretreated firstto reduce the content of adhesive particles in the waste gas treatment device. VOCs are then degraded into CO2, H2O, or other relatively less harmful compounds (Zhan et al. Citation2018) by adsorption (Gil et al. Citation2014) and catalytic oxidation (Shahzad, Razzak, and Hossain Citation2016; Ye et al. Citation2018, Citation2012). As the viscous particles are able to poison the catalytic activity or decrease the adsorption ability, it is necessary to remove the paint mist before purifying the VOCs. In fact, the removal of paint mist is a difficult and key point in the treatment of spraying exhaust gas.
At present, the widely used paint mists treatments can be divided into dry type and wet type. The dry-type treatments are mainly composed of filter fiber, filter cotton, filter bag, and so on (Anand and Howarth, Citation2013), and the wet-type treatments are mainly spraying tower, water curtain, and so on (Isoda and Azuma Citation1981). Compared with the two methods, the wet-type paint mist removal treatment (such as spraying tower) has the characteristics of simple operation and economy (Mohan, Jain, and Meikap Citation2008), but it is difficult to deal with micron particles and also produces secondary pollution (Chen et al. Citation2019; Liu et al. Citation2017a). Although the dry-type filtration adsorption process does not produce waste water, it will lead to a large number of hazardous wastes. Few works have been done on the study of remove paint mists; there is still a vacancy in the study of spray exhausts treatment.
Therefore, firstly, the particle size distribution under different spraying pressure was investigated. Based on the analysis of the particle size characteristics of the paint mist, this article proposed a paint mist treatment combining the improved sieve-tray tower and the wet electrostatic precipitator. The sieve-tray tower was a kind of tray tower (PT) which was mainly used for rectification and absorption in chemical industry. It has also been used to adsorb fine particles (such as fly ash) in the environment (Tseng and Li Citation2018) with a reported removal rate of about ~94.23% (Chen et al. Citation2018; Kurella and Meikap Citation2016). Due to its efficient gas-liquid mass transfer, the sieve-tray tower can be applied to remove the muddy and suspended particles. Hence, it was very suitable for the removal of paint mist, and it was also reported that the ability of sieve-tray tower can capture some water-soluble VOCs (Kim et al. Citation2000; Ou et al. Citation2019). Considering the windage resistance caused by large numbers of sieve trays in traditional sieve-tray tower, the innovative design of sieve-tray tower in this work was to arrange the high-efficient spraying unit before sieve trays unit. On the one hand, the large particles of paint mist will be pretreated to prevent the sieve hole from being clogged. On the other hand, on the basis of ensuring the paint mist removal, the pressure loss of the equipment was reduced due to less numbers of sieve-trays used. Meanwhile, the WEP was reported to be efficient for small size particles removal (Carotenuto, Di Natale, and Lancia Citation2010; Parihar, Hammer, and Sridhar Citation2015; Tokarek and Bernis Citation2006). For example, the removal rate of particles with 0.5–1 μm can reach ~90% (Kocik, Dekowski, and Mizeraczyk Citation2005). However, the collection electrodes of the typical WEP are solid materials such as stainless steel, whose machining accuracy and uneven surface tension of water film limit the applicability of typical WEP (Chang et al. Citation2011). Moreover, under similar conditions, the particle collection efficiency of steel plate is lower than that of felted polypropylene (Bayless et al. Citation2005). Therefore, the collection electrodes research of wet electrostatic precipitator is also an important subject. Besides, the application of WEP requires pretreatment of particles. Hence, the WEP was integrated to the improved sieve-tray tower, which can remove ~98% of ultrafine viscous particles and water mist in the exhaust gas. Nevertheless, the improved wet-type paint mist removal treatment also has its limits, such as the difficulty to remove particles smaller than 0.5 μm (Chen et al. Citation2019; Liu et al. Citation2017b) and the generation of secondary pollution wastewater, which is difficult for factories without sewage treatment system.
Based on the characteristics of paint mist and VOC, we developed the new type of the WEP technology system, which overcome the limitations of adsorption ultrafine particles and absorbs a small amount of VOC. In addition, this article also evaluates the stability of the system and the feasibility of the actual operating condition, and finally discusses the second pollution management.
Materials and methods
The location of research
The pilot-scale experiments were conducted in a furniture painting workshop in Hangzhou Province, China. During the working period, high-pressure airbrush was used to spray the designed paint mixture onto the furniture surface, and then paint mist and gaseous VOCs were discharged into atmospheric environment.
Experimental setup
A pilot-scale integrated ST-WEP (Sieve-tray Tower-Wet Electrostatic Precipitator) reactor was constructed to purify the paint mist in the spray exhaust (). The photos of the experimental site are shown in , and the side view is shown in . The waste gas was introduced into the reactor by an exhaust fan mounted at the end of the reactor at a rate of 1,000 m3 hr−1. The waste gas was firstly introduced into the sieve-tray tower (up-flow counter-current mode), then to the wet electrostatic precipitator (down-flow mode), and finally into the subsequent VOCs treatment setup. The sieve-tray tower (1,000 mm × 400 mm × 1,900 mm) mainly contained a sieve plate unit and a spraying unit, and a slag opening was arranged on the side. The sieve trays unit is mainly composed of two sieve plates, velocity of empty tower is 1 m sec−1, the diameter of sieve hole is 10 mm, the gas velocity in the hole is 11.58 m sec−1, the water flow rate could be controlled by rotameter in the range of 0–5 m3 hr−1, in which 4 m3 hr−1 of water would be used for circulation of sieve-tray tower, and the rest of the water was used for spraying. The spraying unit adopts a ceramic pipe type nozzle, which has good atomization effect and anti-clogging, and the liquid-gas ratio is 1 L m−3. The wet electrostatic precipitator was consisted of 4 × 4 electrostatic fields and the discharge voltage for each electrostatic field was in the range of 15–20 kV. The size of each electrostatic field was 100 mm in diameter and 1,200 mm in length, and the radius of corona wire was 1 mm. In addition, a sampling port was set between the improved sieve-tray tower and the wet precipitator. According to the sample port, it can be detected that the improved sieve tray tower can remove about ~94% of the particles, and the WEP can remove about ~4% of the particles, indicating the former plays a major role in the paint mist purification process.
Figure 1. Spraying exhaust paint spray treatment device. 1. Wet electrostatic precipitator. 2. Sieve-tray tower. 3. Spraying unit. 4. Sieve trays unit. 5. Rotameter. 6 Water pump. 7. Sampling points
Figure 2. ST-WEP device test scene diagrams: (a) the front view, and (b) the back view
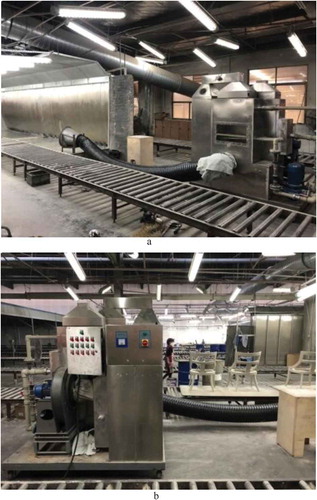
Figure 3. The side view of the ST-WEP

Sample collection
During the 30-day test period, the first five days were used to quantitatively analyze the VOCs components in the on-site exhaust gas. Samples from day 1, 2, 3, 4, and 5 were identified as the 1st, 2nd, 3rd, 4th, and 5th samples, respectively; The next 25 days were used to evaluate the treatment device for paint mist and VOCs removal levels and capabilities. VOCs and particulate samples were collected every other day at the entrance of ST-WEP, the exit of the sieve tray, and the exit of ST-WEP. At the same time, samples are taken at three different time periods (morning, noon, and afternoon) daily. During the test, the activated carbon tube was used to collect gas samples for VOCs analysis, and the carbon tube was aged before use. A filter cartridge was used to collect particulates in the exhaust gas. Before sampling, the filter cartridge was dried at a high temperature and weighed, and then loaded into an antistatic sealed bag. During the sampling process, a certain amount of dust containing gas wass first extracted with a fume sampling gun, then the filter cylinder in the sampling tube wass taken out with forceps, and stored in a sample box with constant temperature and humidity (20 °C, RH = 50%) for an hour before the first mass measurement, and the mass was measured again after an hour interval. Take the average of the two weighing results as the sample weighing results. Finally, the concentration of particles in the airflow to be measured was calculated according to the mass of particles captured by the filter cartridge and the volume of the sampled gas.
Sample analysis
The particle size of the paint mist was measured by a special industrial spray laser particle size analyzer (Winner 318). Winner 318 is based on the principle of optical diffraction and scattering; the scattered light energy produced by laser irradiation on particles reflects the particle size and particle size distribution. Before using Winner 318 to test, the machine should be preheated for 10–15 minutes, and then the micro nano laser particle size analysis software should be run. Click “Background Measurement” in the test menu and start the “Energy spectrum Test” after 10 measurements. When the test results are stable, save the results. The determination of paint mist concentration was based on the standard of exhaust gas from China (GB/T 16157–1996), and the determination of low concentration particulate matter was based on the national standard (HJ 836–2017). The particle collection efficiency η (%) is calculated by the following equation (Chen et al. Citation2014):
where is the inlet particle concentration and
is the outlet particle concentration.
VOC analyses were conducted using a thermal desorption instrument, followed by gas chromatography–mass spectrometry (GC-MS). The sample tube was processed by thermal desorption, and then the carrier gas was introduced into the GC column for separation. According to the recommended conditions of capillary column gas chromatograph and mass spectrometer in the national detection standard of China “Stationary source emission-determination of volatile organic compounds-sorbent adsorption and thermal desorption gas chromatography mass spectrometry method” (HJ 734–2014), the oven temperature was programmed as follows: the initial temperature of 35 °C was held for 5 min; the temperature was then increased to 140 °C at a rate of 6 °C per min; the temperature was then raised to 220 °C at a rate of 15 °C per min, and was then held for another 3 min. The temperature of the injector was 200 °C. The ultra-high-purity helium was used as the carrier gas, at a constant flow of 1.5 mL per min; the MS was operated in full scan mode with m/z = 33–270, The temperature of the transfer line was 230 °C. Finally, the chemical oxygen demand (COD) in wastewater is determined according to the standard of HJ/T 399–2007 in China, which is fast digestion-spectrophotometric method. The biological oxygen demand (BOD) in wastewater is determined according to the standard of HJ 505–2009.
Quality assurance and quality control
When sampling particulate matter, the sampling nozzle is aligned with the direction of the airflow, and constant velocity sampling is used (the suction flow rate of the sampling nozzle is the same as the gas flow rate in the pipe). The nozzle is a pipe nozzle with threaded connection. The inlet of nozzle is 17.5 mm, the outlet of nozzle is 15.5 mm, and the opening angle is 69 degrees under 1.5 kg pressure. Take at least three samples for each sampling, and use the average data of three samples. Calibrate the sampling instrument before use. Any sample that is below the blank testing value of the whole process is invalid. When sampling VOCs, Triplicate VOC samples are collected at each sampling time point, and all samples are analyzed within 7 days of collection. Experimental instruments are calibrated prior to measurements; blank sample (ultra-nitrogen) analyses indicate that no target pollutants are present in the system.
Results and discussion
The analysis of particle size distribution of paint mist
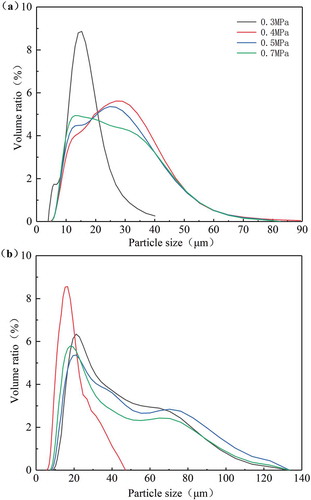
The particle size distribution under different pressure (0.3–0.7 MPa) was investigated as seen in . For water-based paint (), when the spraying pressure was ~0.3 MPa, the particle size was located in the range of 5–40 μm with nearly normal distribution, which indicated the relative fine and well-distributed paint mist favoring surface coating. The compositions of spray paint used in the pilot test is shown in Table S2. According to the test results of particles in the paint mist, it is consistent with the paint provided by the manufacturer. With the increase of the spraying pressure, the distribution peak of particle size increased to ~80 μm, which was twice as large as the maximum size under the pressure of 0.3 MPa. The large gap for particle size distribution would affect the roughness of surface coating. Meanwhile, similar result was also observed for oil-based paint, and the better particle size distribution was under the spraying pressure of 0.4 MPa. It was reported that the required spraying pressure for atomization process was related to viscosity of paint (Fan et al. Citation2014). Compared with water-based paints, organic solvent was used as a diluent solution for oil-based paint, demanding higher shear force for liquid atomization due to intensive aerodynamics disturbance and viscosity effect (Dafsari et al. Citation2019; Liu et al. Citation2017b). Hence, the higher spraying pressure was used for oil-based paint than that of water-based paint. It is noteworthy that the optimized spraying pressure is in accordance with the actual working condition.
Figure 4. Effect of different pressures on spray particle size distribution under different paint types: (a) water-based paint, and (b) oil-based paint
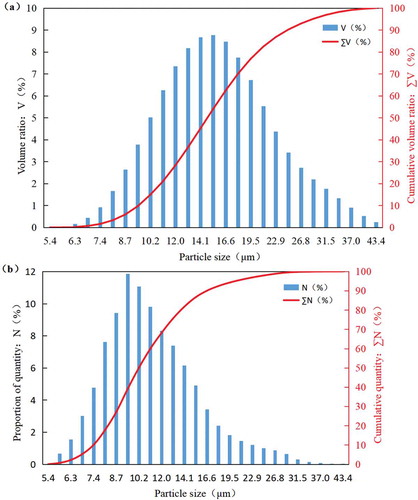
Furthermore, the particle size distribution of oil-based paint mist in volume ratio and proportion of quantities was studied (). A nice symmetrical distribution can be observed for volume ratio comparing to skewed distribution for quantity proportion. This indicated the small size particles had large numbers with low volume. It was also noteworthy that the median particle size for quantity proportion was ~10 μm, and the quantity distribution was skewed to the right, implying that most particles size was near to 10 μm. Meanwhile, for size less than 10 μm, the quantity of paint mist accounted for ~50%. The oil-based paint mist would cause serious harms for paint workers’ health (Sheng et al. Citation2017) and the difficulty of treatment.
Figure 5. Particle size distribution of paint spray under 0.4 MPa pressure: (a) volume distribution, and (b) quantity distribution
The analysis of VOCs in paint mist
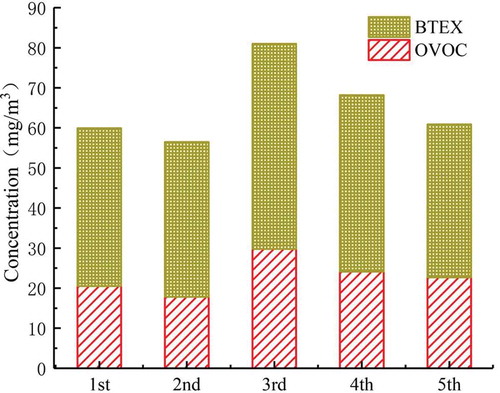
During the pilot-scale test, the exhaust gas from the spray shop of the furniture factory was sampled daily for the first 5 days, and the composition and concentration of VOCs emitted during the spraying process were analyzed by GC-MS. As shown in , a total of six main VOCs was detected, namely toluene, ethylbenzene, xylene, ethyl acetate, and butyl acetate, and categorized into two groups of aromatic hydrocarbons (also known as BTEX) and oxygenated VOCs (OVOCs) for convenience. These compounds were in line with the survey of paints used in the factory. The properties of the VOCs were summarized in , Comparing to BTEX, the Henry’s constant of OVOCs was 101–102 orders lower than that of BTEX, suggesting the potential of dissolution in water. displays the concentration of these VOCs. The sum of VOCs concentrations was in the range of 55–82 mg m−3. Meanwhile, among these VOCs, the percentage of BTEX was found to be significantly higher than that of OVOCs. Similar results were reported in other articles on the composition analysis of exhaust gases from furniture factories (Qi et al. Citation2019; Tong et al. Citation2019). At the same time, Table S1 lists the concentration of each individual component in VOCs, from which it can be seen that the main components of OVOCs and BTEX are butyl acetate and xylene, respectively.
Table 1. Category, Henry’s law constant for water as solvent of main VOCs detected during paint spray process
Figure 6. Concentrations of BTEX and OVOCs emitted during paint spray process
Paint mist and partial VOCs removal
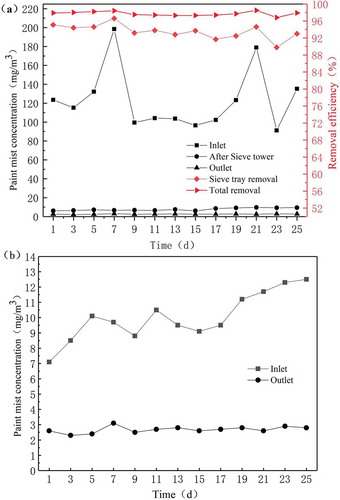
exhibits the removal performance of oil-based paint mist particles in 25 days. The inlet daily average concentration of paint mist fluctuated in the range of 85–200 mg m−3 (). Among them, the multiple peaks in the concentration of inlet paint mist may be directly related to the sudden increase in the numbers or size of spraying workpieces on the day, but the removal efficiency of the ST-WEP could stay at ~98%, suggesting the high and stable removal ability. The paint mist concentration after sieve-tray remover was also monitored. The remover played a major role for the removal of paint mist, accounting for ~94% particles removal. It was believed the size larger than 10 μm could be easily removed in spraying tower due to the inertia of flow. Meanwhile, it was reported that the water droplets generated by the nozzle of spraying tower and the gas-liquid convection velocity would directly affect the capture efficiency for particle size less than 10 μm (Iida, Mitani, and Sato Citation2016). The improved sieve-tray tower could develop a liquid layer of ~40 mm on the surface of tray, through which the waste gas would form small bubbles creating more interaction zone for particles and water droplets (Kurella and Meikap Citation2016). Therefore, the high particle removal efficiency was obtained using the improved sieve-tray tower. In addition, since WEP can filter particles smaller than 2.5 μm (Carotenuto, Di Natale, and Lancia Citation2010), it can capture ~4% of the particles (). shows that the concentration of paint mist at the exit of the sieve-tray tower changed in the range of 7.0–13.3 mg m−3, the WEP could keep the outlet paint mist concentration ranging from 1.5–3.1 mg m−3, exhibiting the stability performance of the WEP. In addition, the paint mist concentration at the entrance of the WEP device increased, which we speculated was due to the saturation of the circulating water adsorption particles in the sieve tray tower after long-term operation, which reduced the removal efficiency.
Figure 7. Particles removal in paint mist as a function of time: (a) integrated setup and sieve-tray tower unit, and (b) particle concentration at the inlet and outlet of wet electrostatic precipitator unit
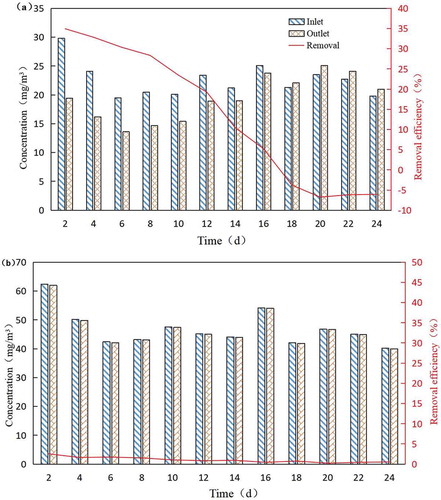
The VOCs removal of oil-based paint by the ST-WEP was also investigated (). The removal efficiency was evaluated in 24 days as shown in . exhibits the daily average OVOCs concentration of inlet and outlet, and the removal efficiency of OVOCs. It was revealed that OVOCs removal efficiency decreased with the increase of time. The removal of OVOCs was ascribed to the absorption of OVOCs; the Henry constant of OVOCs was in the range of 3.5 × 10−2 to 1.1 × 10−1 mol m−3 Pa−1, favoring for water dissolution. The COD of circulation water in sieve-tray tower also confirmed the dissolution process. It was worth mentioning that the OVOCs removal efficiency decreased from 30% to −5%, which may be caused by the release of OVOCs from saturation solution due to the violently stirring in circulation water. Therefore, the refreshing circulation water in sieve-tray tower would benefit for OVOCs removal. also shows the BETX removal performance of the ST-WEP. BETX was hardly removed by the ST-WEP. The insoluble properties of BETX were believed to be the main reasons due to the low Henry constant of BTEX (ranging from 1.3 × 10−3 to 2.0 × 10−3 mol m−3 Pa−1).
Figure 8. Removal of VOCs by integrated setup: (a) OVOCs, and (b) BTEX
Secondary pollutions analysis
After comparing to other paint mist removal techniques, the ST-WEP has advantages in paint mist removal efficiency and running stability. But it was worth mentioning that secondary pollutions were inevitably produced, such as paint slag and wastewater. Paint slag was the waste paint that had not been sprayed onto the workpieces during spraying process, and the moisture content of paint slag was revealed to be ~85%. The composition and biological toxicity of paint slag were analyzed, and it was revealed that the paint slag contained large amounts of organic pollutants (e.g., toluene, xylene), which were not allowed to dispose by landfill treatment (Vaajasaari et al. Citation2004). In China, paint slag was included in the “National Hazardous Waste List,” which was implemented in 2016. As mentioned in , the hourly paint slag of ~0.93 kg could be calculated based on the average paint mist concentration and the removal efficiency in 25 days. The disposal of paint slag was demanded a professional hazardous waste treatment company, and the periodical treatment for paint slag estimated to be 4 months.
The wastewater came from the circulating water of the sieve-tray unit and the wastewater collected from the WEP. The wastewater was periodically sampled and tested in 25 days. The evolution of COD value was shown in . A sharp rise of COD could be observed in the first 16 days, and then the increase of COD began to slow down. Regarding to the OVOCs removal in , the tread of OVOCs removal efficiency followed the change of COD. In addition, the release of OVOCs from circulating water began from the 16th day suggested the cycle of refreshing the circulating water should be every 15 days. Meanwhile, the wastewater in 16 days exhibited weakly alkaline with a pH of 8 and COD value of less than 4,000 mg L−1. Considering the biodegradability of wastewater, the ratio of biological oxygen demand (BOD5) and COD was measured to be ~0.2 ~ 0.3, indicating that the possibility of biochemical treatment. Previous studies have shown that the technologies for treating this type of wastewater included coagulation sedimentation (Bouranene et al. Citation2015), electroflocculation (Akyol Citation2012), chemical oxidation (Li et al. Citation2018) (e.g., Fenton), biological treatment (Güven et al. Citation2017), and others. In China, the common and economical treatment process is coagulation air flotation-biological treatment, in which coagulation air flotation for the paint mist particles in the water, and biological treatment is to degrade organic matter. The coagulant is composed of polyscrylamide (PAM) and polyaluminium chloride (PAC), and the air flotation device is a pressurized reflux dissolved air flotation device. The addition of coagulant can make the dispersed suspended fine particles re-condense into large particles, and the dissolved air float has better effect and lower cost (Zhou et al. Citation2009). After removing paint mist particles and colloidal substances from the water through coagulation air flotation, the wastewater enters the acidification pool to improve the biodegradability, and then enters the A2O reaction unit to remove COD.
Figure 9. The chemical oxygen demand (COD) of wastewater as a function of time
Conclusion
The optimum pressure of water-based and oil-based paint was 0.3 MPa and 0.4 MPa, respectively. The volume distribution of particle size for oil-based well spread with nearly normal distribution. Particles size less than 10 μm accounted for ~50% of quantity proportion, suggesting the difficulty of treatment.
The ST-WEP was able to remove ~98% of particles in the paint mist in 25 days, exhibiting the stability performance. The improved sieve-tray tower played a major role in the removal of particles and contributed ~94% of the paint mist particles, and ~4% of particles were removed by the WEP. The OVOCs were more easily removed using the ST-WEP than BTEX, due to the water-soluble property.
Paint slag and waste circulation water were main secondary byproducts. The value of COD increased as the increase of the treatment days. The ratio of COD and BOD5 was ~0.2 ~ 0.3, suggesting the possibility of biochemical treatment.
Data availability
a. Some or all data, models, or code that support the findings of this study are available from the corresponding author upon reasonable request.
b. Some or all data, models, or code generated or used during the study are proprietary or confidential in nature and may only be provided with restrictions.
Correction Statement
This article has been corrected with minor changes. These changes do not impact the academic content of the article.
Supplemental Material
Download MS Word (22.9 KB)Disclosure statement
No potential conflict of interest was reported by the authors.
Supplementary material
Supplemental data for this paper can be accessed on the publisher’s website
Additional information
Funding
Notes on contributors
Zhiping Ye
Zhiping Ye is an associate professor in the College of Environment, Zhejiang University of Technology.
Qingqing Zhou
Qingqing Zhou, Junjie Hua and Zhen Ye are master’s students in the College of Environment, Zhejiang University of Technology.
Jie Meng
Jie Meng is an engineer with Zhejiang Longying Environmental Technology Company Limited.
Jianmeng Chen
Jianmeng Chen and Jiade Wang are professors in the College of Environment, Zhejiang University of Technology.
References
- Akyol, A. 2012. Treatment of paint manufacturing wastewater by electrocoagulation. Desalination 285:91–99. doi:https://doi.org/10.1016/j.desal.2011.09.039.
- Anand, S., and J. Howarth. 2013. Automotive finishing: Improving filtration in the automotive paint shop. Filtr. Sep. 50 (1):22–26. doi:https://doi.org/10.1016/S0015-1882(13)70032-6.
- Bayless, D. J., L. Shi, G. Kremer, B. J. Stuart, J. Reynolds, and J. Caine. 2005. Membrane-based wet electrostatic precipitation. J. Air Waste Manag. Assoc. 55 (6):784–91. doi:https://doi.org/10.1080/10473289.2005.10464658.
- Bennett, A. 2010. Automotive: Innovative filtration applications in the auto industry. Filtr. Sep. 47 (1):28–31. doi:https://doi.org/10.1016/S0015-1882(10)70035-5.
- Bouranene, S., N. Sedira, P. Fievet, and N. Attia. 2015. Treatment of paint wastewater by coagulation process. Filtr. Sep. 52 (4):42–45. doi:https://doi.org/10.1016/S0015-1882(15)30184-1.
- Carlton, G. N., and M. R. Flynn. 1997. A model to estimate worker exposure to spray paint mists. Appl. Occup. Environ. Hyg. 12 (5):375–82.
- Carotenuto, C., F. Di Natale, and A. Lancia. 2010. Wet electrostatic scrubbers for the abatement of submicronic particulate. Chem. Eng. J. 165 (1):35–45. doi:https://doi.org/10.1016/j.cej.2010.08.049.
- Chang, J., Y. Dong, Z. Wang, P. Wang, P. Chen, and C. Ma. 2011. Removal of sulfuric acid aerosol in a wet electrostatic precipitator with single terylene or polypropylene collection electrodes. J. Aerosol. Sci. 42 (8):544–54. doi:https://doi.org/10.1016/j.jaerosci.2011.05.006.
- Chen, J., R. Liu, Y. Gao, G. Li, and T. An. 2017. Preferential purification of oxygenated volatile organic compounds than monoaromatics emitted from paint spray booth and risk attenuation by the integrated decontamination technique. J. Clean. Prod. 148:268–75. doi:https://doi.org/10.1016/j.jclepro.2017.02.040.
- Chen, T., C. Tsai, S. Yan, and S. Li. 2014. An efficient wet electrostatic precipitator for removing nanoparticles, submicron and micron-sized particles. Sep. Purif. Technol. 136:27–35. doi:https://doi.org/10.1016/j.seppur.2014.08.032.
- Chen, Z., C. You, H. Wang, and Q. Liu. 2019. Experimental study on the synergetic removal of fine particles by wet flue gas desulfurization tower with a flow pattern control device. Powder Technol. 343:122–28. doi:https://doi.org/10.1016/j.powtec.2018.11.017.
- Chen, Z., C.F. You, H. Z. Liu, and H. M. Wang. 2018. The synergetic particles collection in three different wet flue gas desulfurization towers: A pilot-scale experimental investigation. Fuel Process. Technol. 179:344–50. doi:https://doi.org/10.1016/j.fuproc.2018.07.025.
- Dafsari, R. A., H. J. Lee, J. Han, D. C. Park, and J. Lee. 2019. Viscosity effect on the pressure swirl atomization of an alternative aviation fuel. Fuel 240:179–91. doi:https://doi.org/10.1016/j.fuel.2018.11.132.
- Fan, Y., N. Hashimoto, H. Nishida, and Y. Ozawa. 2014. Spray characterization of an air-assist pressure-swirl atomizer injecting high-viscosity Jatropha oils. Fuel 121:271–83. doi:https://doi.org/10.1016/j.fuel.2013.12.036.
- Gil, R. R., B. Ruiz, M. S. Lozano, M. J. Martín, and E. Fuente. 2014. VOCs removal by adsorption onto activated carbons from biocollagenic wastes of vegetable tanning. Chem. Eng. J. 245:80–88. doi:https://doi.org/10.1016/j.cej.2014.02.012.
- Güven, D., O. Hanhan, E. C. Aksoy, G. Insel, and E. Çokgör. 2017. Impact of paint shop decanter effluents on biological treatability of automotive industry wastewater. J. Hazard. Mater. 330:61–67. doi:https://doi.org/10.1016/j.jhazmat.2017.01.048.
- Iida, T., H. Mitani, and M. Sato. 2016. Development of paint booth: “new paint mist collection method. SAE Int. J. Mater. Manufact. 9 (3):844–49. doi:https://doi.org/10.4271/2016-01-1258.
- Isoda, T., and T. Azuma. 1981. Collection characteristics of a double stage scrubber to eliminate the paint mist from a spray booth. Environ. Int. 6 (1):53–56. doi:https://doi.org/10.1016/0160-4120(81)90009-X.
- Kim, B. R., J. A. Adams, P. R. Klaver, P. R. Klaver, E. M. Kalis, M. Contrera, M. Griffin, J. Davidson, and T. Pastick. 2000. Biological removal of gaseous VOCs from automotive painting operations. J. Environ. Eng. 126 (8):745–53. doi:https://doi.org/10.1061/(ASCE)0733-9372(2000)126:8(745).
- Kocik, M., J. Dekowski, and J. Mizeraczyk. 2005. Particle precipitation efficiency in an electrostatic precipitator.J. Electrost. 63 (6–10):761–66. doi:https://doi.org/10.1016/j.elstat.2005.03.041.
- Kurella, S., and B. C. Meikap. 2016. Removal of fly-ash and dust particulate matters from syngas produced by gasification of coal by using a multi-stage dual-flow sieve plate wet scrubber. J. Environ. Sci. Health A 51 (10):870–76. doi:https://doi.org/10.1080/10934529.2016.1181465.
- Lafita, C., J. M. P. Roja, C. Gabaldon, and V. M. I. Soria. 2012. Full-scale biotrickling filtration of volatile organic compounds from air emission in wood-coating activities. J. Chem. Technol. Biotechnol. 87:732–38.
- Li, X., W. J. Zhang, S. Z. Lai, Y. F. Gan, J. Li, T. T. Ye, J. G. You, S. Y. Wang, H. Chen, W. Y. Deng, et al. 2018. Efficient organic pollutants removal from industrial paint wastewater plant employing fenton with integration of oxic/hydrolysis acidification/oxic. Chem. Eng. J. 332:440–48. doi:https://doi.org/10.1016/j.cej.2017.09.008.
- Liu, R., J. Chen, G. Li, and T. An. 2017a. Using an integrated decontamination technique to remove VOCs and attenuate health risks from an e-waste dismantling workshop. Chem. Eng. J. 318:57–63. doi:https://doi.org/10.1016/j.cej.2016.05.004.
- Liu, X., R. Xue, Y. Ruan, L. Chen, X. Zhang, and Y. Hou. 2017b. Effects of injection pressure difference on droplet size distribution and spray cone angle in spray cooling of liquid nitrogen. Cryogenics 83:57–63. doi:https://doi.org/10.1016/j.cryogenics.2017.01.011.
- Mohan, B. R., R. K. Jain, and B. C. Meikap. 2008. Comprehensive analysis for prediction of dust removal efficiency using twin-fluid atomization in a spray scrubber. Sep. Purif. Technol. 63 (2):269–77. doi:https://doi.org/10.1016/j.seppur.2008.05.006.
- Ou, H. W., M. S. Chou, H. Y. Chang, P. J. Huang, and C. M. Hei. 2019. Biological oxidation of air-borne volatile organic compounds by pilot sieve-plate absorption tower. 36 (4):499–507.
- Parihar, A. K. S., T. Hammer, and G. Sridhar. 2015. Development and testing of tube type wet ESP for the removal of particulate matter and tar from producer gas. Renew. Energy 74:875–83. doi:https://doi.org/10.1016/j.renene.2014.09.006.
- Qi, Y., L. Shen, J. Zhang, J. Yao, R. Lu, and T. Miyakoshi. 2019. Species and release characteristics of VOCs in furniture coating process. Environ. Pollut. 245:810–19. doi:https://doi.org/10.1016/j.envpol.2018.11.057.
- Shahzad, K. M., S. A. Razzak, and M. M. Hossain. 2016. Catalytic oxidation of volatile organic compounds (VOCs) - A review. Atmos. Environ. 140:117–34. doi:https://doi.org/10.1016/j.atmosenv.2016.05.031.
- Sheng, N., H. S. Weizhou, M. G. Chen, Y. M. Sun, and X. Han. 2017. Research progress in treatment technology for exhaust gas from spray paint process. Chem. Indust. Eng. Prog. 36 (4):1434–47.
- Tokarek, S., and A. Bernis. 2006. An exemple of particle concentration reduction in parisian subway stations by electrostatic precipitation. Environ. Technol. 27 (11):1279–87. doi:https://doi.org/10.1080/09593332708618746.
- Tong, R. P., L. Zhang, X. Y. Yang, J. F. Liu, P. N. Zhou, and J. F. Li. 2019. Emission characteristics and probabilistic health risk of volatile organic compounds from solvents in wooden furniture manufacturing. J.Clean. Prod. 208:1096–108. doi:https://doi.org/10.1016/j.jclepro.2018.10.195.
- Tseng, C. C., and C. J. Li. 2018. Eulerian-Eulerian numerical simulation for a flue gas desulfurization tower with perforated sieve trays. In.t J. Heat Mass. Transf. 116:329–45. doi:https://doi.org/10.1016/j.ijheatmasstransfer.2017.09.024.
- Vaajasaari, K., M. Kulovaara, A. Joutti, E. Schultz, and K. Soljamo. 2004. Hazardous properties of paint residues from the furniture industry. J. Hazard. Mater. 106 (2–3):71–79. doi:https://doi.org/10.1016/j.jhazmat.2003.11.004.
- Ye, Z., J. M. Giraudon, N. Nuns, P. Simon, N. De Geyter, R. Morent, and J. F. Lamonier. 2018. Influence of the preparation method on the activity of copper-manganese oxides for toluene total oxidation. Appl Catal B 223:154–66. doi:https://doi.org/10.1016/j.apcatb.2017.06.072.
- Ye, Z., C. Wang, Z. Shao, Q. Ye, Y. He, and Y. Shi. 2012. A novel dielectric barrier discharge reactor with photocatalytic electrode based on sintered metal fibers for abatement of xylene. J. Hazard. Mater. 241-242:216–23. doi:https://doi.org/10.1016/j.jhazmat.2012.09.033.
- Zhan, Y., J. Ji, H. Huang, M. He, D. Y. C. Leung, S. Liu, Y. Shu, Q. Feng, R. Xie, R. Fang, et al. 2018. A facile VUV/H2O system without auxiliary substances for efficient degradation of gaseous toluene. Chem. Eng. J. 334:1422–29. doi:https://doi.org/10.1016/j.cej.2017.11.056.
- Zhou, Z. A., Z. Xu, J. A. Finch, J. H. Masliyah, and R. S. Chow. 2009. On the role of cavitation in particle collection in flotation – A critical review. II. Miner. Eng. 22 (5):419–33. doi:https://doi.org/10.1016/j.mineng.2008.12.010.