
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Semi-combed yarn represents a type of ring-spun yarn produced by modifying the typical carded and combed yarn manufacturing process. Carded yarn is inferior in quality, while combed yarns are not cost efficient. The semi-combed yarn has therefore emerged as an alternative to fully combed yarn to facilitate a reasonable quality-cost compromise. This paper reports two manufacturing techniques and associated features of the cotton ring-spun semi-combed yarn of the same count. One process involves sliver mixing in draw frame, and the other by reducing the noil extraction percentage in comber. The aim of this study is to run a comparative analysis of both the end products against themselves and their carded and combed counterparts to establish their acceptance in the industrial scale. Important quality parameters such as unevenness (U%), coefficient of variation (CVm%), thick place(+50%)/km, thin place(−50%)/km, neps(+200%)/km, hairiness (H), strength, elongation, CSP, and cost have been evaluated, analyzed, and compared among these products. In several cases, the quality of semi-combed yarn was comparable to fully combed yarns and better than carded yarns. This offers a cost-effective and sustainable alternative to combed yarn. Comparison shows that the noil extraction process offers less hairiness, and more sustainability and involves no extra operation to develop the yarn.
摘 要
半精梳纱线是一种环锭纺纱,它是通过改进典型的梳理和精梳纱线制造工艺而生产的. 粗梳纱的质量较差,而精梳纱的成本效益不高。因此,半精梳纱线已成为全精梳纱线的替代品,以促进合理的质量成本折衷. 本文报道了相同支数的棉环锭纺半精梳纱的两种生产工艺及其相关特点. 一种方法是在并条机中混合棉条,另一种方法则是降低精梳机中的落棉率. 本研究的目的是对最终产品进行对比分析,以确定其在工业规模中的接受程度. 对这些产品的重要质量参数,如不平度(U%)、变异系数(CVm%)、厚处(+50%)/km、薄处(-50%)/km、棉结(+200%)/km)、毛羽(H)、强度、伸长率、CSP和成本进行了评估、分析和比较. 在一些情况下,半精梳纱的质量与全精梳纱相当,并优于粗梳纱。这为精梳纱线提供了一种经济高效且可持续的替代方案. 对比表明,落纱提取工艺可减少毛羽,提高可持续性,且无需额外操作即可开发纱线.
Introduction
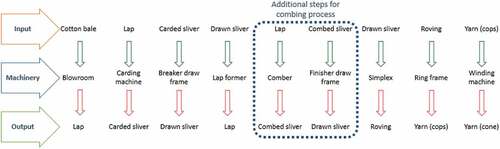
Yarn is the fundamental unit of fabric (Saha, Saquib Sina, and Sabab Sharek Citation2015), and fibers are generally the constituents of yarn. The length of the natural fiber is predetermined by its nature and, hence, the concept of yarn is needed to ensure the best possible incorporation and control of fibers. Yarn is a fine, long, primary textile substrate formed of parallel continuous filaments or twisted staple fibers. Short fibers cannot form the continuous length on their own. Hence, the idea of “spun yarn” is for twisting discontinuous, relatively short-length fibers to form the long, continuous shape of the yarn. Typically, fibers are blended, opened, cleaned, individualized, drawn (parallelized), spun, and eventually wound in the form of yarn (see ) (Elhawary Citation2015; Elmogahzy Citation2020). Among various fiber characteristics, the length influences various parameters like spinning limit, productivity, and final yarn properties such as evenness, hairiness, strength, luster, handle, and many more (Lord Citation1961; Oxtoby Citation1987). The average length of the spinnable cotton fibers used worldwide varies between 25 and 45 mm depending on their grades and origin (Elhawary Citation2015). Variation in fiber length hampers the equal distribution of fiber properties along the whole yarn and thus irregularity occurs (Walle et al. Citation2022). This fact is important as length exhibits maximum irregularity among all the natural fiber characteristics. This inconsistency results in different yarn faults and non-uniformity and contributes to an elevated fly generation during production (Malik and Hussain Citation2011). During yarn spinning from short-staple fibers, the raw fibers are typically processed in dry conditions using different mechanical equipment and means (Lord Citation2003). Due to their non-uniform nature, short staples demand more effective processing care, adding to their manufacturing expense (Elhawary Citation2015).
Figure 1. Steps of converting cotton fiber into yarn.

Various yarn spinning techniques exist. Ring spinning is the most versatile and flexible among these as a broad range of yarn counts can be produced (Adamu, Atalie, and Zelalem Liyew Citation2021; Hasanuzzaman and Basu Citation2015). Since the technique was invented by John Thorp in 1832, ring spinning has always been at the forefront of the spinning industries (Lawrence Citation2010; Messiry, Hosny, and Esmat Citation2013). About 70% of the world’s total staple yarn is manufactured by this technique (Elhawary Citation2015).
Two of the most widely used short staple cotton yarns produced by ring spinning are carded and combed yarns. The typical production flow starts with opening and cleaning operation in the blow-room section followed by fiber tuft separation and individualization in the carding stage. Since carding is responsible for providing linear and lateral positioning of the constituent fibers, it basically introduces the strand’s alignment and orientation (Rengasamy Citation2010). In the consequent processes, drawing, twisting, and spinning contribute to produce the carded yarn. This type of yarn can capacitate a considerable number of short fibers that may generate excessive fly during mechanical agitation while spinning. Hence, fiber abrasion from yarn and cotton dust generated causes air pollution and many chronic diseases (Atalie and Ashagre Citation2021; Bhowmick and Ghosh Citation2007; Yuksekkaya Citation2009).
Combing is an additional step carried out after the carding. This step helps to produce a smoother, more parallel, less irregular, comparatively finer, and a further refined quality yarn by employing a comb-like device (Elhawary Citation2015). This comb-shaped device eliminates short fibers and fiber entanglements (popularly known as neps) and improves parallelization substantially (Messiry, Hosny, and Esmat Citation2013; Patil, Kolte, and Gulhane Citation2019). This additionally improves the overall fiber mean length by reducing lengthwise variation and minimizes the fly generation probability as less amount of short fiber is featured (Yuksekkaya Citation2008). Thus, combed yarns show superior quality than carded yarns of similar parameters (Saha, Saquib Sina, and Sabab Sharek Citation2015). However, the cost of finished product goes up as a higher degree of raw materials are eliminated as short fibers. The process sequences for both carded and combed yarn manufacturing are shown below in .
Figure 2. Process sequences for carded and combed yarn manufacturing.
The idea of semi-combed yarn comes from the concept of getting better quality finished yarn than carded yarn at a lower cost than combed yarn. It is important to engage as many fibers as possible when spinning the yarn as the cost of raw materials features the biggest share of the total yarn manufacturing cost (Goyal and Nayak Citation2020). The common quality parameters are driven by mechanical properties such as uniformity, evenness, and degree of fiber parallelization in the yarn. It is established that, carded yarn is made more economically efficient than the combed yarn but lacks in quality. Comber confirms better quality by ensuring maximum extraction of short fiber present in the raw material. The remaining leftover (in the form of short fiber) after a combing operation has been carried out is known as noil. Optimum noil extraction percentage drives the quality of the end product. It is expressed as the percentage of the total amount of feed material. Semi-combed yarn can be manufactured either by blending carded and combed fibers at the drawing stage or by reducing the optimum noil extraction percentage (see EquationEquation (1)(1)
(1) ).
The higher the noil%, the higher the amount of waste (Malik and Hussain Citation2011). While a rise in the noil% will significantly improve the resulting yarn appearance and properties, it will also add to the fiber waste on a grand level. Noil extraction percentage can be regulated by tuning the distance settings at different comber parts, especially nipper and drafting zone (Ahmad, Ahmad, and Baig Citation2008). In a typical industrial setup, the noil percentage may vary between 13% and 20%, depending on the desired end product quality (Messiry, Hosny, and Esmat Citation2013). In the current study, an expected value of 16% noil extraction has been set to produce fully combed yarns.
Literature research reveals that only a few studies have been conducted on the concept of manufacturing semi-combed yarn and its outcome. A recent study highlighted the combination of carded and combed slivers at different proportions to determine the impact of such a blend to optimize various yarn faults and imperfections (Bhushan et al. Citation2017). Another work investigated optimizing comb preparation parameters and carding components, affecting finished yarn quality (Zhao et al. Citation2011). Further studies showed that the percentage of noil extraction during combing had a distinguishable impact on yarn quality and overall manufacturing cost (Bandopadhyay, Akade, and Pachhade Citation2011; Patil, Kolte, and Gulhane Citation2019). Subramanian et al. (Citation2015) produced polyester-cotton blended yarns in two ways, i.e. blending in the blow room and draw frame. They also performed two types of short fiber removal techniques, namely super-carded and semi-combed processes (Subramanian et al. Citation2015)
This study aims to introduce an optimized product regarding both quality and economy by manufacturing the semi-combed yarn in two ways using 100% cotton short-staple fiber. The first method comprises blending carded and combed slivers in 50:50 ratios in the finisher draw frame stage. The second route employs a reduced percentage of noil extraction than usual. Four ring-spun yarn samples, 100% carded, 100% combed, semi-combed with 50:50 carded-combed sliver blend, and semi-combed yarn with reduced noil (9.48%) extraction, were manufactured and compared to identify the most sustainable alternative of combed yarn.
Materials and methods
Raw materials
100% cotton fibers of different origins have been used to produce the required samples of yarns following the prevailing industrial practice. Quality ratings based on different parameters of the used fibers from different origins have been shown in . To achieve an optimum product-based quality requirement, fibers from different origins (Ivory Coast, Brazil, Burkina Faso, Benin, and Mali) were mixed in the following proportions, as shown in
Figure 3. Mixing proportion of cotton fiber from different origins.
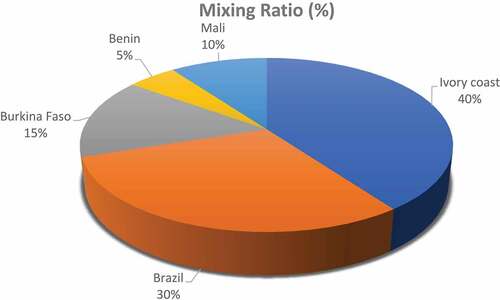
Table 1. Properties of cotton fiber from different origins were used as raw materials for this experiment (USTER HVI Citation2020; USTER AFIS PRO Citation2020).
Methods
This study was conducted in a yarn spinning mill located in Bangladesh. This work produced the following four types of ring-spun yarns – carded, combed, semi-combed by reduced noil extraction (9.48%), and semi-combed by (50:50) carded and combed sliver mixing in a running spinning mill. The same raw materials were used in all cases to produce yarns of 40 Ne. Raw material properties were tested by a high volume fiber testing instrument (HVI) (see ). The intermediate products and yarn samples were tested by Uster evenness tester 5. Finally, an analysis of the quality of four types of yarn was carried out. All these tests were carried out in standard atmospheric conditions in the testing facility (Temperature: 20 ± 2º C, Relative Humidity: 65 ± 2%) as per the standard – BS EN ISO 139:2005+A1:2011 (Textiles. Standard atmospheres for conditioning and testing) BSI (Citationn.d).
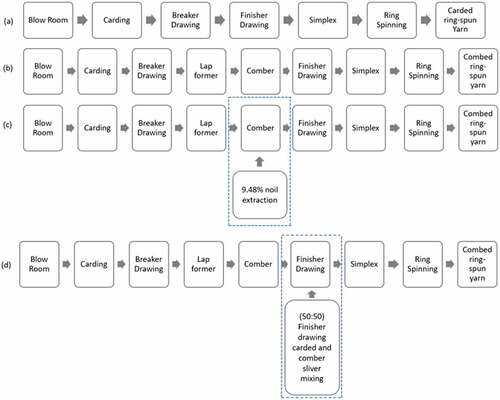
The process flows for four types of ring-spun yarns are presented in
Figure 4. Process flow of four types of ring-spun yarn, (a) fully carded yarn, (b) fully combed yarn, (c) semi-combed yarn by noil % controlling, (d) semi-comber yarn by sliver mixing in finisher drawing.
Machinery
contains the specifications of the machines used to perform the sample manufacturing with set parameters.
Table 2. Types of machinery and their set parameters employed to carry out the research work.
The following shows the changes in the comber part that were made to achieve noil extraction of 9.48%. It also demonstrates the comparison of the settings between a regular fully combed system (with 16% noil extraction) and the experimented semi-combed system side by side.
Table 3. Side-by-side comparison between machine parameters to achieve fully combed and semi-combed effects.
This is to note that through discussion with the industry experts, an initial target of keeping the noil percentage under 10% was set for this study while preparing the semi-combed yarn with reduced noil extraction.
Quality testing
The instruments used to validate this experiment’s results are listed below in . Associated parameters, along with their basic operation settings, are mentioned.
Table 4. Testing parameters with respective instrument list for the research work.
The testing and data analysis was started from the finisher draw frame stage. The finished drawn slivers were tested for unevenness (U%) and coefficient of mass variation (CVm%). Consequently, the product of the following process, i.e., roving, was also analyzed for U% and CVm% to determine their consistency. Next, the final product in the form of a ring-spun yarn was tested for U%, CVm%, thin place (−50%) per kilometer, thick place (+50%) per kilometer, neps (+200%) per kilometer, hairiness, breaking strength, elongation, and CSP (count-strength product) data. The comparison and their respective values have been given in the following sections.
Results and discussion
The test results were analyzed and compared along with each other to determine the optimized process both from the quality and economic aspects. All the four samples − 100% carded, 100% combed, semi-combed by sliver mixing (50:50), and semi-combed by reduced noil extraction 9.48% were subjected to analysis at different spinning stages.
Analysis of finisher drawn sliver and roving quality
Since the mixing took place in the finisher draw frame stage, this process’s quality data was collected and analyzed. The unevenness percentage (U%) and coefficient of variation of mass (CVm%) of finisher drawn (F/D) sliver and roving were analyzed and represented in .
Figure 5. (a) U% and (b) CVm% of finished drawn sliver for the four samples, (c) U% and (d) CVm% of roving for the four samples.
As seen from , the semi-combed by noil reduction process had the highest unevenness, 2.88%, which might be due to material handling, and combed sliver had the lowest unevenness of 1.84%. Carded and semi-combed by mixing showed 2.15% and 1.87% unevenness, respectively. Semi-combed sliver by mixing was almost similar to the combed in terms of unevenness.
According to semi-combed sliver by reduced noil extraction process had the highest CVm%. Since the noil extraction process was not established in the industry, the sample of the product had to be made based on the authors’ idea. Therefore, the material handling during hand carrying might have contributed to this elevated CVm%. Combed and semi-combed by mixing had the lowest CVm%. The carded process accounted for 2.7% of the coefficient of variation of mass. CVm% indicates deviation from the central value. The higher the deviation, the lower the evenness. As a result, the semi-combed by percentage control process had the highest variation. Semi-combed by sliver mixing showed the lowest variation along with combed sliver.
In , it is evident that, in the case of carded roving, unevenness was higher than others, and combed roving had the lowest unevenness. There were fewer short fibers in the combed roving than carded roving. Combed and semi-combed processes by mixing had 2.95% and 3.29% of unevenness, respectively. The reasons behind unevenness might have been uneven sliver feed, fluctuation in relative humidity (RH%), and insufficient twist. reveals that roving attained by the carding process had the highest CVm% and combed had the lowest. Combed and semi-combed by mixing had lower CVm% of 3.76% and 4.16%, respectively. The carded process had 5.29% CVm%, and semi-combed by noil reduction had 4.87% CVm% indicated deviation from the central value. The carded process here had the highest CVm% than others. This is because the carded slivers had a higher portion of short fibers.
Evenness report of four produced sample ring-spun yarns
Evenness report is the primary quality report of ring-spun yarn. This report contains the yarn quality parameter such as unevenness (U%), coefficient of variation of mass (CVm%), thick place, thin place, neps, and hairiness (H). show evenness test results for 100% carded, semi-combed by sliver mixing (50:50), semi-combed by reduced noil extraction (9.48%), and 100% combed yarn.
Table 5. USTER evenness test results for 100% carded ring yarn.
Table 6. USTER evenness test results for (50:50) carded and combed sliver mixing semi-combed ring yarn.
Table 7. USTER evenness test results for semi-combed ring yarn by noil (9.48%) extraction.
Table 8. USTER evenness test results for combed ring yarn.
The following parts depict a comparison of quality parameters among the four samples of ring-spun yarn. The changes of value of U%, CVm%, hairiness, thick place, thin place, neps, elongation, forces, and breaking strength of ring yarns were analyzed.
From , it is apparent that carded yarn had the highest unevenness, and combed yarn had the lowest. Semi-combed yarn by noil extraction had more unevenness than semi-combed yarn by mixing (50:50) card and combed yarn. Semi-combed yarn by mixing (50:50) card and combed yarn was 18.50% less uneven, semi-combed by noil extraction yarn is 17.04% less uneven and combed yarn is 26.49% less uneven than carded yarn.
Figure 6. (a) U%, (b) CVm% and (c) hairiness of ring yarn for the four samples.
CVm% also indicates the unevenness of the yarn. In , the carded yarn showed the highest CVm% than others and the combed yarn had the lowest unevenness. Semi-combed yarn by mixing (50:50) card and combed yarn had 19.14% lower CVm%, semi-combed by noil extraction yarn demonstrated 18.07% lower CVm% and combed yarn had 27.60% lower CVm% than carded yarn.
Hairiness is a measure of the number of fibers protruding from the yarn structure. In the past, hairiness was considered less important. However, with the advent of high-speed looms and knitting machines, hairiness has become a significant parameter. Hairiness occurred due to short fiber content during mixing, low uniformity ratio, and high spindle speed. In , hairiness in the carded yarn was 3.91 and hairiness in combed and semi-combed processes by mixing and semi-combed by noil had 4.2, 4.02, and 3.97, respectively. Semi-combed yarn by mixing (50:50) card and combed yarn showed 29.97% lower hairiness, semi-combed by noil extraction yarn had 30.84% lower hairiness and combed yarn had 26.83% lower hairiness than carded yarn.
From , we can see that the thick places found were the highest in carded yarn, around 304/km, which was significantly lower in the other three processes. Moreover, the lowest was seen in combed yarn, 5.4/km. Semi-combed by noil had a higher thick place number than semi-combed by mixing. This irregularity occurred due to immature fiber and mixing of cotton varying widely in fiber length. The high thick place is responsible for uneven fabric GSM (gram per square meter) and thickness. Semi-combed yarn by mixing (50:50) card and combed yarn had 87.85% lower thickness, semi-combed by noil extraction yarn had 93.25% lower thick places and combed yarn had 98.22% lower thick places than carded yarn.
Figure 7. (a) Thick place (+50%), (b) thin place (−50%) and (c) neps (+200%) per kilometer of ring yarn for four sample.
From , it can be seen that the thin place ratio was highest in carded yarn when it was significantly lower in the other three processes. This type of irregularity occurred due to immature fiber and mixing of cotton varying widely in fiber length. The aftermath of a high number of thin places can be frequent end breakages of yarn and reduced yarn strength. Semi-combed yarn by mixing (50:50) card and combed yarn had 96.20% lower thin places, semi-combed by noil extraction yarn had 93.67% lower thin places, and combed yarn had 97.46% lower thin places than carded yarn.
Neps in cotton cause significant problems in the yarn manufacturing process. This is simply due to the presence of entangled fibers in the yarn. It causes poor yarn quality with poor fabric appearance. That is why neps should be controlled. shows that carded yarn had the highest neps/km and combed yarn had the lowest. Semi-combed by noil extraction had lower neps/km than semi-combed by sliver mixing. Semi-combed yarn by mixing (50:50) card and combed yarn had 74.08% lower neps, semi-combed by noil extraction yarn has 79.90% lower neps and combed yarn had 92.99% lower neps than carded yarn.
Tensile Properties of Four Produced Sample Ring-spun yarns
Breaking strength is one of the prime quality parameters of spun yarn. It mainly depends on fiber properties and the degree of twist insertion on yarn. The tensile resistance that yarn shows upon loading at a constant elongation rate is found directly from the lea strength tester. Although the lea strength tester provides the result in pound-force (lb), it was converted to Newton (N) for maintaining the SI unit standard. The yarn was tested in the bundle form. Further, the count strength product (CSP) and elongation % were also analyzed.
Breaking strength (as shown in ) was slightly higher for semi-combed by noil (9.48%) extraction than semi-combed yarn by sliver mixing (50:50). Semi-combed yarn by mixing (50:50) carded and combed sliver had 7.07% higher breaking strength, semi-combed yarn by noil extraction had 9.13% higher breaking strength and combed yarn had 11.59% higher breaking strength than carded yarn.
Figure 8. (a) Breaking strength, (b) elongation and (c) CSP of ring-spun yarn (bundle form) of four samples.
The elongation percentage is another significant yarn quality parameter – the higher the elongation percentage, the higher the resistance to break. represents semi-combed by mixing had lower elongation (3.73%) than semi-combed by noil (3.82%). Semi-combed yarn by mixing (50:50) card and combed sliver was 31.05% lower, semi-combed by noil extraction yarn was 29.39% lower and combed yarn was 9.24% lower in elongation percentage compared with carded yarn.
CSP means the product of breaking strength of yarn bundle in pounds and yarn count in English cotton count system (Ne). It also indicates the load-bearing capacity of yarn. As the count is fixed for all four types of yarn, this value is a reflection of the aforementioned yarn tensile breaking strength in the bundle form. shows that the semi-combed yarn by noil extraction process had a CSP of 12,223.7, suggesting the yarn’s better strength and uniformity than semi-combed by sliver mixing. Semi-combed yarn by mixing (50:50) card and combed slivers had 7.07% higher CSP, semi-combed by noil extraction yarn had 9.13% higher CSP and combed yarn had 11.60% higher CSP than carded yarn.
Comparison between two types of semi-combed yarns
Physical properties
Analyzing the results in the previous sections, semi-combed produced by noil extraction showed better results than semi-combed by mixing in terms of thick place, neps, and hairiness, indicating that the noil extraction process was better than the sliver mixing process when thick place, neps, and hairiness were concerned. corroborates that semi-combed by noil extraction had 44.44% less thick place per kilometer, 22.46% fewer neps per kilometer, and 1.24% less hairiness compared to the semi-combed yarn by sliver mixing.
Table 9. Technical comparison of semi-combed yarn by noil extraction over semi-combed by mixing (50:50) card and combed sliver.
On the contrary, semi-combed produced by sliver mixing showed lesser values than semi-combed by noil extraction in the case of U%, CVm%, and thin place, rendering the conclusion that sliver mixing process was better than noil extraction for these parameters. further substantiates that semi-combed by sliver mixing had 1.75% less unevenness, 1.31% less coefficient of mass variation, and 40% less thin place per kilometer than the semi-combed yarn by noil extraction.
Table 10. Technical comparison of semi-combed yarn mixing (50:50) card and combed sliver over semi-combed by noil extraction.
Mechanical properties
In the case of woven and knit, more strength is required mainly for woven products and more elongation is required for the knit products; therefore, semi-combed yarn by noil extraction can be a good alternative of combed yarn for woven fabric production as it showed more strength than the sliver mixing semi-combed yarns. Results revealed that both semi-combed yarn from noil extraction and sliver mixing can be used to produce knit fabric as they demonstrated very close elongation values.
Process involved in production
In order to produce semi-combed yarn by controlling the noil extraction, no additional operation, or human effort is needed; the machine operator needs to change the noil extraction percentage in the comber machine. On the other hand, to produce semi-combed yarn by mixing, sliver management is needed, so extra human resources are needed to ensure the error-free feed. In order to support the extra workforce, additional expense might occur, resulting in increasing the yarn price.
Sustainability issues
Using less water, hazardous chemicals, pesticides, and fertilizers, adopting eco-friendly production procedures, using less energy for production operations, generating less waste, and implementing the three Rs – Reduce, Reuse, and Recycle – are all examples of sustainable practices in the textile industry (Amutha Citation2017). The two techniques incorporated in this study caused the removal of less short fibers than the fully combed yarn. This can be justified from the evenness results of roving (see ) and yarn evenness report (see ) that the U% and CVm% of both the roving and yarn were much higher in the semi-combed yarn compared to fully combed yarn. This proves the presence of short fibers at a higher scale in the case of semi-combed yarns. In addition, yarn imperfection parameters such as thick place (see , thin place (see , and neps (see are also higher for semi-combed yarn compared to fully combed yarn. Finally, the tensile strength of the semi-combed yarns (see ) was found to be less than that of the fully combed yarn, meaning that less short fiber was removed in the combing section. This finding coincides with other previous finding (Günaydin, Serkan Soydan, and Palamutçu Citation2018). Thus, both processes for producing semi-combed yarn involve waste reduction. As less waste is produced, it will take less energy to process those. On top of that, less fibers will be generated in the form of fiber dust or fly to pollute the surroundings. In the sliver mixing process, a certain amount of carded sliver was mixed with combed sliver resulting in more waste reduction compared to 100% combed yarn. On the other hand, in semi-combed yarn by noil extraction, the noil percentage is reduced from 16% to under 10%, resulting in waste reduction by controlling the noil extraction process. So, between these two types of semi-combed yarn, the noil extraction process is more sustainable, as a higher amount of waste reduction occurs in this process.
Analysis of cost for different types of ring-spun yarns
In the current market, for the same raw material and count, the combed yarn’s price is higher than the carded yarn due to superior quality. Nevertheless, the price of yarn is not fixed. Apart from the base material costs, the market situation, product availability, demand scenario, spinning mill overhead cost, etc., also play a crucial role in determining yarn’s price at a particular point in time. An approximate price scenario of the carded, combed, and semi-combed yarns based on 100% cotton fibers is given in .
Table 11. Cost of different types of ring-spun yarn made of 100% cotton fibers.
On an approximation, the carded yarn is sold for at least $0.40 less than its combed counterpart. The carded yarn’s price is $3.00 per Kg, while the combed yarn charges $3.40 per Kg commercially. Considering the material savings, the semi-combed yarn made by mixing sliver can be sold at approximately $3.15–$3.20 per Kg. So, there are a savings of $0.20-$0.25 per Kg of finished yarn. On the other hand, with the reduction in noil percentage, there can also be substantial savings as raw material accounts for most of the finished product cost. The noil percentage is kept at a minimum 16% in a standard combed yarn line. In the case of a semi-combed yarn by reduced noil extraction, the extraction percentage is maintained at 9.48%. So, the savings here can come to be at least 6.52% in the region of raw materials. Considering fiber price accounts for the lion’s share of the total cost, a reduction in 6.52% fiber can save a lot. According to the current cotton fiber market, an estimated $0.14 per Kg can be conserved. Again, analogous to yarn, the fiber price is not fixed and can be affected by various factors. Therefore, it can be concluded that it is definitely more cost-efficient than combed yarn in the case of raw materials.
Conclusion
This study attempted to demonstrate the manufacturing processes of producing an optimized ring-spun yarn in terms of both quality and cost. Cotton fiber is chosen as raw material as it surpasses all other natural fibers in terms of usage in yarn spinning industries. Ring spinning is still the dominant yarn manufacturing technique. Two alternative approaches to produce semi-combed ring-spun cotton yarn are presented here. Both approaches offer semi-combed yarn that has much better quality than carded yarn and are slightly inferior to fully combed yarn. Comparison between these two processes revealed better results for semi-combed yarn by sliver mixing in the case of U (10.09%), CVm (12.8%), thin place (0.6/km), and elongation (3.73%). Better results were found for semi-combed yarn by noil extraction in terms of thick place (20.5/km), neps (101.5/km), hairiness (3.97), breaking strength (305.6 N), and CSP (12223.7 Ne-N). At this level, physical and mechanical properties are found to be slightly better in semi-combed yarn produced by noil reduction method. Both processes reduce the wastage of short fibers when compared with the process of fully combed yarn. This material saving results in environmental (6.52% less waste) and cost benefits (approximately $0.20–0.25/Kg) to the manufacturers. Both approaches are industrially viable, so the spinners can decide which one to apply based on the situation and machinery availability. However, it should also be noted that yarn quality can influence the surface quality of the colored textile. Our future research toward that direction will cover this aspect to establish better process choices for spinners.
Highlights
Semi-combed yarn was found to be a sustainable alternative to fully combed yarn in terms of cost and quality.
The quality of semi-combed yarns is comparable to that of fully combed yarns and far better than carded yarns.
Between the two types of semi-combed yarn, the noil extraction process offers less hairiness, neps, thick places, and more sustainability and involves no extra operation to develop the yarn.
Semi-combed produced by sliver mixing shows lesser values than semi-combed by noil extraction in case of U%, CVm%, and thin place.
Both varieties of semi-combed yarns exhibited higher breaking strength and count-strength-product than carded yarn and closer to fully combed yarn.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- Adamu, B. F., D. Atalie, and E. Zelalem Liyew. 2021. Quality evaluation of Ethiopian 100% cotton carded ring spun yarn with respect to USTER Standards. Journal of Engineering (United Kingdom) 2021:4286957. doi:10.1155/2021/4286957.
- Ahmad, S., I. Ahmad, and S. Baig. 2008. The effect of nipper guage and drafting zone guages at combing machine on yarn quality parameters. Journal of Quality and Technology Management IV (1):21–16.
- Amutha, K. 2017. Sustainable practices in textile industry: Standards and Certificates, 79–107. doi: 10.1007/978-981-10-2639-3_5.
- Atalie, D., and G. Ashagre. 2021. Performance properties of half-bleached weft knitted fabrics made of 100% cotton ring yarns with different parameters. Tekstilec 64 (3):188–96. doi:10.14502/Tekstilec2021.64.188-196.
- Bandopadhyay, S. P., A. Akade, and P. M. Pachhade. 2011. To study effect of comber noil percentage on yarn quality. Fiber2fashion. https://www.fiber2fashion.com/industry-article/6023/to-study-effect-of-comber-noil-percentage-on-yarn-quality.
- Bhowmick, N., and S. Ghosh. 2007. Fiber shedding from cotton spun yarn -A serious indoor air pollution in knitting industry, 414–19.
- BSI. (n.d.). BS EN ISO 139:2005+A1:2011 - Textiles. Standard atmospheres for conditioning and testing. BSI Standards Publication. Accessed November 17, 2022. https://www.standardsuk.com/products/BS-EN-ISO-139-2005-A1-2011
- Chaudhari, B., P. P. Kolte, A. M. Daberao, and S. Mhaske. 2017. Performance of card and comb sliver blended yarn. International Journal on Textile Engineering and Processes 3 (1):30–35.
- Elhawary, I. A. 2015. Fiber to Yarn: Staple-Yarn Spinning A2 - Sinclair, Rose. Textiles and Fashion. Elsevier Ltd. doi:10.1016/B978-1-84569-931-4.00009-3.
- Elmogahzy, Y. E. 2020. “Yarns.” engineering Textiles, 223–48. doi: 10.1016/b978-0-08-102488-1.00009-5.
- Goyal, A., and R. Nayak. 2020. Sustainability in Yarn Manufacturing. In Sustainable Technologies for Fashion and Textiles, 33–55. Woodhead Publishing. doi:10.1016/B978-0-08-102867-4.00002-5.
- Günaydin, G. K., A. Serkan Soydan, and S. Palamutçu. 2018. Evaluation of cotton fibre properties in compact yarn spinning processes and investigation of fibre and yarn properties. FIBRES & TEXTILES in Eastern Europe 26 (3(129):23–34. doi:10.5604/01.3001.0011.7299.
- Hasanuzzaman, P. K. D., and S. Basu. 2015. Optimization of ring-spinning process parameters using response surface methodology. The Journal of the Textile Institute 106 (5):510–22. doi:10.1080/00405000.2014.929250.
- ISO. 1988. “ISO 6939:1988(en), Textiles — Yarns from Packages — Method of test for breaking strength of yarn by the Skein Method.” https://www.iso.org/obp/ui/#iso:std:iso:6939:ed-2:v1:en.
- ISO. 2004. “ISO 16549:2004(en), Textiles — Unevenness of textile strands — Capacitance Method.” https://www.iso.org/obp/ui/#iso:std:iso:16549:ed-1:v1:en.
- ISO. 2009. “ISO 2062:2009(en), Textiles — Yarns from Packages — Determination of single-end breaking force and elongation at break using Constant Rate of Extension (CRE) tester.” https://www.iso.org/obp/ui/#iso:std:iso:2062:ed-3:v1:en.
- Lawrence, C. A. 2010. Overview of developments in yarn spinning technology. In Advances in Yarn Spinning Technology, 3–41. Elsevier Ltd. doi:10.1533/9780857090218.1.3.
- Lord, E. 1961. Manual of cotton spinning. Vol. 2. Part 1., The characteristics of raw cotton. https://www.worldcat.org/title/manual-of-cotton-spinning-vol-2-part-1-the-characteristics-of-raw-cotton/oclc/222366795?referer=di&ht=edition.
- Lord, P. R. 2003. Handbook of yarn production : Technology, science and economics. Woodhead Pub. https://www.sciencedirect.com/book/9781855736962/handbook-of-yarn-production.
- Malik, M. H., and T. Hussain. 2011. Effect of percentage of short fibers removed from cotton during spinning on the properties of dyed polyester/cotton-blended knitted fabrics. The Journal of the Textile Institute 102 (1):70–76. doi:10.1080/00405000903495241.
- Messiry, M. E., N. Hosny, and G. Esmat. 2013. Optimization of the combing noil percentage for quality single and ply compact spun yarn. Alexandria Engineering Journal 52 (3):307–11. doi:10.1016/j.aej.2013.01.004.
- Mishuk, A. I., T. Saha, A. S., Sina, M. G., Mostafa, and A. S., Sharek. 2015. Carded and Combed Yarn Effect on finished fabric quality. European Scientific Journal 11 (27): 276–87.
- Oxtoby, E. 1987. Spun Yarn Technology. doi:10.1016/c2013-0-04078-9.
- Patil, K. P., P. P. Kolte, and S. S. Gulhane. 2019. Role of Comber Noil for Improving Yarn Quality, no. June.
- Rengasamy, R. S. 2010. Fundamental principles of ring spinning of yarns. In Advances in yarn spinning technology, 42–78. Elsevier Ltd. doi:10.1533/9780857090218.1.42.
- Subramanian, S., S. Vaidheeswaran, S. Pradeep, and P. Uthaman. 2015. Comparison of polyester-cotton blended yarns produced by blending of polyester with semi-combed and super-carded cotton fibres. Indian Journal of Fibre & Textile Research 40:31–35.
- USTER AFIS PRO. 2020. U AFIS PRO 2: The fiber process control system: technical data. https://www.uster.com/fileadmin/user_upload/customer/Products/Fiber_Testing/AVIS_Pro/AFIS_PRO_2_techdata_en_202003.pdf.
- USTER HVI. 2020. U HVI 1000: The fiber classification and analysis system: Technical data. https://www.uster.com/fileadmin/user_upload/customer/Products/Fiber_Testing/HVI/HVI_1000_techdata_en_202003.pdf.
- Walle, G. A., D. Atalie, E. Tarekegn, A. Wudneh, and A. Desalegn. 2022. Prediction of mechanical, evenness and imperfection properties of 100% cotton ring spun yarns with different twist levels. Mehran University Research Journal of Engineering and Technology 41 (1):14–22. doi:10.22581/MUET1982.2201.02.
- Yuksekkaya, M. E. 2008. A study of fly generation during raising. The Journal of the Textile Institute 99 (2):169–76. doi:10.1080/00405000701476336.
- Yuksekkaya, M. E. 2009. Fiber fly generation of 100% cotton yarns during warp preparation. The Journal of the Textile Institute 101 (3):270–75. doi:10.1080/00405000802377292.
- Zhao, J. B., Y. Wang, Z. Feng, and W. Li Gang. 2011. Effect of comb preparation processing and carding component on finish yarn quality. CNKI. http://en.cnki.com.cn/Article_en/CJFDTotal-MFJS201104014.htm.