
ABSTRACT
This research aims to study the characterization of Eri silk fabrics dyed with fermented banana trunk bio-extract (FBTBe). The ratios of FBTBe to water were 25:75, 50:50 and 75:25 (v/v) at 30, 60 and 90 minutes for dyeing. The result revealed when the amount of FBTBe increased, the yellow value increased. Moreover, Eri silk fabrics processed with dyeing times at 60 and 90 minutes at 75:25 concentration were found to have the highest value of yellow (p ≤ .05). The colorfastness to washing with soap test found that the color change in all concentration ratios at the 60 minutes, more than 3.00. The colorfastness to perspiration test found the color change value of the dyed Eri silk fabrics was an acceptable value of more than 3.00. As for the colorfastness to hot pressing test, all treatments showed that the mean color change values more than 3.00. Moreover, the tearing strength, the results demonstrated that the Eri silk fabrics processed with all conditions were not significantly when compared with pre-dyed Eri silk (p > .05). The functional groups of the dyed Eri silk were investigated using FTIR. The results revealed no differences in the characteristic IR peaks of functional groups present in all treatments.
摘要
本研究旨在研究发酵香蕉干生物提取物(FBTBe)染色伊利丝绸织物的特性. 染色30、60和90分钟时,FBTBe与水的比例分别为25:75、50:50和75:25(v/v). 结果表明,当FBTBe的量增加时,黄色值增加. 此外,在染色时间为60分钟和90分钟、浓度为75:25的伊利丝绸织物中,黄色值最高(p ≤ .05). 用肥皂洗涤的色牢度试验发现,在60分钟时,所有浓度比的颜色变化都大于3.00. 耐汗色牢度试验发现,染色的伊利丝绸织物的颜色变化值为大于3.00的可接受值. 至于耐热压色牢度试验,所有处理均显示平均变色值大于3.00. 此外,撕裂强度,结果表明,与预染色的伊利丝绸相比,在所有条件下处理的伊利丝绸织物没有显著差异(p > .05). 用FTIR研究了染色伊利丝绸的官能团。结果显示在所有处理中存在的官能团的特征IR峰没有差异.
Introduction
Eri silk is a type of wild silk that comes from moths. Eri silk has been widely used and has even become more popular in Japan and India (Pimpasalee, Wongkasem, and Phomtu Citation2019) Cassava farmers in Thailand have also become more interested in raising Eri silkworms as cassava leaves can be used to feed the silkworms and it does not require a complicated process in breeding and raising the silkworms throughout their life cycle (Phutthakosa, Atthatham, and Sombatsiri Citation1992). The Queen Sirikit Department of Sericulture in Thailand has attempted to promote more Eri silk farming using cassava leaves, along with driving Eri silk farming to an industrial level, by providing knowledge about Eri silkworm breeding to farmers in provinces with large cassava growing areas, including Khon Kaen, Udon Thani, Roi Et, Amnat Charoen, Kalasin, Sa Kaeo, etc. The fiber of Eri silk is larger than general silks and it has high heat resistance and thermal properties. Due to its stapled fiber, Eri silk traps air inside its filament. As a result, when used for the preparation of winter clothing, Eri silk can retain warmth well and when used for summer clothing, its stapled, discontinuous filament helps ventilate warm air well too (Sirimungkararat Citation2013). Fabrics woven from Eri silk have softness and natural patterns similar to fabrics made from animal fibers, resulting in unique silk products (Kitnade, Kraisuwan, and Piromthamsiri Citation2013). The use of Eri silk can also help develop handmade textiles and products among farmers (Jintasathaporn, Phertphrao, and Traiwutthanon Citation2006.) The rapid development of woven handicrafts in many areas of Thailand has an impact on given values of cultural heritage and wisdom. With the new generation taking more roles in the weaving, there is more use of technology and a transition to more industrial-focused systems. As a result, there are certain issues that affect both textile manufacturers and consumers, such as the use of synthetic dyes made from chemicals which have direct effects on health. In addition, chemical dyes have a detrimental effect on water and soil ecosystems, since most of the chemicals used are slowly degraded, so they accumulate as pollution in the environment and destroy the natural balance in various ecosystems. As a result of such impacts, natural dyeing methods have been sought after to replace the use of chemicals. The environmental concerns arising from the rapid development in the textile industry have paved the way for continued interest in developing strategies for cost-effective production of natural dyed textile products. (Ahmed and El-Shishtawy Citation2010). Some of the natural products used include fluids obtained from microbial activities known as “bio-extracts.” Bio-extracts are brown-colored solutions obtained from the decomposition of plant cells through the fermentation process of microorganisms that are also beneficial for use in agriculture and the environment (Chaiyasut Citation2007; Research Center for Agricultural Productivity Citation2004). Fermented banana trunk bio-extract has microorganisms including a group of nitrogen-fixing bacteria which secrete antibiotic substances that help to control plant-disease causing microbes. These microorganisms also decompose organic materials into smaller molecular sizes, resulting in beneficial nutrients for plants being released into the soil. Banana trunks have been used to make bio-extracts in recent years based on an observation that wherever banana grows the soil around it seems to become very fertile. The reasons behind such fertility include microorganisms on the banana plants, the vascular bundles containing mildly acidic sap, and the deposits of astringent-taste tannins in every part of the plant. In addition to their properties in controlling the activities of some plant diseases, tannins can also be used for wastewater treatment and are natural dyes that are commonly used as fixing agents. Most tannins found are glycosides and free phenolics which can bind proteins and polymers of phenolic compounds to fibers. This aforementioned background led to the investigation in this research, aiming to explore the characterization of Eri silk dyed with fermented banana trunk bio-extract. Different levels of concentrations and dyeing times under the cold dyeing technique were compared to find the optimal conditions for dyeing. Such dyeing processes can help save time and the cost of fuel that would be used during hot dyeing when heat is required in extracting dyes and dyeing. The results of this study can be applied to the traditional natural dyeing process, help increase added value, and get the most out of banana plants, a local plant in Thailand.
Materials and methods
Materials
One Musa “Pisang Awak” banana plant with a height of not more than 3 meters, 1 kg of molasses, and plain weave Eri silk fabrics. The Eri silk fabrics were woven with warp yarn produced by Chul Thai Silk Co., Ltd. in Thailand and weft yarn made from degummed Thai Eri silk. All plain weave Eri silk fabrics were 12 × 18 cm in size with an average weight of 4 grams (Kaewpilarom, Plengdeesakul, and Soodsang Citation2021)
Methods
Dye extraction: The trunk of the Musa “Pisang Awak” banana plant was cut into small pieces, then mixed with molasses in a ratio of 3:1. The mixture was put into an opaque container with a tight lid and left to ferment in a well-ventilated area not exposed to sunlight for 14 days. The container’s lid was opened every morning to vent gas out and stir the mixture. This was to move the upper banana trunk pieces down and the lower pieces up, ensuring their full contact with the molasses. After 14 days, the mixture was filtered to separate the decomposed banana plant residue, leaving only the fluid bio-extract to be used.
Dyeing process: Eri silk fabrics with an average weight of 4 grams were soaked in clean water for 20 minutes. The Eri silk fabrics were then dyed with fermented banana trunk bio-extract in a 500 ml dyeing cylinder using 450 ml of dyeing solution. Three different dyeing concentrations were used with the ratios of fermented banana trunk bio-extract to water being 25:75, 50:50 and 75:25 (volume to volume). Three lengths of dyeing time at 30, 60 and 90 minutes were also explored. The room temperature of all the experiments was 30°C. When the dyeing time was up, the fabric was removed from the dyeing cylinder to be air-dried, before being washed with clean water, then dried a second time (Kaewpilarom, Plengdeesakul, and Soodsang Citation2021).
Color measurement: The Eri silk fabrics specimens were analyzed for color values measured with a Hunter Color Lab device (model CQ XE, Color Quest XE, United Kingdom) and results were reported as L*, a*, and b* values. The L* value indicates the lightness of the colors, ranging 0-100 with 0 being black and 100 being white. The a* value indicates red and green colors, with +a* being red and -a* being green. The b* value indicates yellow and blue, with +b* being yellow and -b* being blue.
Colorfastness to Washing with Soap Test: The Colorfastness to Washing with Soap Test was done according to the standard specified in the TIS 121, Part 3-2552 (2009), cutting the Eri silk fabrics specimens into (40 ± 2) mm x (100 ± 2) mm and sewing each piece of fabric to a Multifiber DW-type fabric of (40 ± 2) mm x (100 ± 2) mm in size. Only one edge of the specimens was sewn onto the multifiber fabrics using fluorescence-free sewing thread, with the front side of the Eri silk fabric facing the multifiber fabric. Each test piece was then put into the washing cylinder of the Launder-Ometer, added with 0.5% standard soap solution, with the ratio of the washing liquid to the test piece at 50:1. The washing cylinder lid was then closed to start the washing process immediately, washing the specimen at 50°C for 45 minutes. After washing, the test specimen was removed from the washing cylinder and placed in a beaker half-filled with distilled water at room temperature. This was stirred gently for 1 minute, and the distilled water was poured out of the beaker through the test piece for 1 minute, with excess water then removed by squeezing the specimen by hand before the Eri silk fabric and the multifiber fabric were spread apart to air-dry at room temperature not exceeding 60°C. Once dried, the specimen was then assessed for color change of the Eri silk fabrics and the staining of the multifiber cloth by comparing with the pre-washed colors based on the gray scales for color change and staining as specified in the TIS 121 Part 14-2552 (2009).
Colorfastness to Hot Pressing Test: The Colorfastness to Hot Pressing Test was done according to the standard specified in the TIS 121, Part 35-2556 (2013) by cutting the Eri silk specimens into (40×100) mm and leaving them at the controlled conditions of (20 ± 2) °C and relative humidity of (65%±4) for 6 hours or until the specimens reached an equilibrium. Using dry pressing, a smooth-surfaced, bleached, undyed, and unmercerized cotton fabric that cannot be dyed under dry conditions was placed on the bottom of the dry pressing machine. The test specimen was then placed on the cotton fabric, before pulling down the upper heat plate to start the dry pressing process at 150°C for 15 seconds. The specimen was then removed from the hot-pressing machine to cool, before assessing the color change according to the method specified in the TIS 121, Part 14, by comparing it with the gray scale for color change for instantaneous color change in the evaluation chamber. The staining of the undyed cotton in contact with the specimen during the test was also assessed, using the side stained the most, based on the method specified in the TIS 121, Part 14, using the grayscale for staining in the evaluation chamber. After the test, all the specimens were stored in the standard atmospheric conditions for textile testing for 4 hours (Thai Industrial Standards Institute Citation2013).
Colorfastness to Perspiration Test: The Colorfastness to Perspiration Test was done according to the standard specified in the TIS 121, Part 4-2552 (2009) by cutting the Eri silk specimens into (40 ± 2) mm x (100 ± 2) mm and sewing each piece of fabric to a Multifiber DW-Type fabric of (40 ± 2) mm x (100 ± 2) mm in size. Only one edge of the specimens was sewn onto the multifiber fabrics using fluorescence-free sewing thread, with the front side of the Eri silk facing the multifiber fabric. The test specimens were separately tested with acid perspiration and alkaline perspiration, with artificial perspiration prepared according to the TIS 121, Part 4-2552 (2009). Each specimen was placed on a flat-bottomed plate and dropped with artificial perspiration with the ratio of the liquid to the test mate-rial at 50:1 until the specimen was thoroughly soaked. It was left at room temperature for 30 minutes but occasionally moved to ensure it was fully immersed in the solution. Then the soaked specimen was put onto an acrylic plate which was loaded onto the frame of a Perspirometer that had been heated at 37°C. Once the acrylic plate had been loaded, a load weight of 5 kg was applied to the top pressure plate with the pressure set at 12.5 kPa, then incubated at 37°C for 4 hours. When the test time was completed, the test specimen and the Multifiber DW-Type fabric were spread apart to air-dry at room temperature not exceeding 60°C. Once dried, the specimen was then assessed for color change of the Eri silk and the staining of the multifiber cloth by comparing with the pre-washed colors based on the gray scales for color change and staining as specified in the TIS 121, Part 14 (Thai Industrial Standards Institute 2009).
Mechanical tests: Mechanical properties were tested according to ASTM D 1424. The Eri silk fabrics were cut into small pieces and loaded onto sample plates, then left at the controlled conditions of (20 ± 2) °C and relative humidity of (65%±4) for 6 hours or until the specimens reached an equilibrium. The specimens were then placed separately onto a rack under the standard atmospheric conditions for textile testing. The tearing strength was tested using TEXTEST F×3750, an Elmendorf Electronic Digital Testing device, using 1600 cN of weight on both sides of the pendulum. The device was calibrated before loading the specimens to show pretest results close to the pendulum’s weight. When the device was ready, each specimen was inserted securely into the grips, adjusted to be in the middle, using the device blade to cut the thread at the lower edge for 20 mm. The pendulum was then released and would swing until it stopped naturally, and the results were displayed on the device screen. The results must be displayed with a green light, showing that they were in the acceptable range. The results displayed with a red light were in the unacceptable range and must be changed.
SEM analysis: The Eri silk fabrics were cut into small specimens about the size of the prepared stubs and coated with carbon on the surface. Each specimen was placed on each stub and assigned with its own sample number. The stub was then mounted on JEOL JSM-IT300, a Scanning Electron Microscopy (SEM), and examined at 60× magnification to analyze the appearance of the sample fabrics.
Fourier transform infrared (FTIR) Analysis: Samples of Eri silk were inspected for their chemical functional groups using FTIR spectroscopy analysis. The 13 scans were set in the wavenumber range of 4000-650 cm−1 and at 4 cm−1 resolution, resulting in the plotted graphs of FTIR spectra or % transmittance vs wavenumber (cm−1), for which it was analyzed to find the specific peak positions of functional groups.
Experimental plans and data analysis
Two factors were tested in this experimental study-three dye concentration levels (25:75, 50:50 and 75:25) and three dye times (30, 60 and 90 minutes), the specimens were tested at 30°C room temperature under 9 different tests, all of which were repeated 3 times. Using Completely Randomized Design (CRD), the variability of mean values was analyzed using One-Way Analysis of Variance (One-way ANOVA), while the differences between mean values were analyzed with Duncan’s Multiple Range Test at 95% confidence level.
Results and discussion
Color values
When comparing the effect of dyeing Eri silk fabrics with fermented banana trunk bio-extract at different concentrations and dye times, a higher concentration level and a longer dyeing time resulted in darker Eri silk fabrics to the naked eye, or lower light-ness value between 67.08–70.10 when measured with a colorimeter. This was significantly different statistically from the Eri silk before dyeing with an *L value of 83.57. When considered statistically, the optimum dyeing time for Eri silk with fermented banana trunk bio-extract was found to be 60 minutes. This is due to a significant difference in lightness (L*) between 30 and 60 minutes of dyeing. However, there was no significant difference between 60 and 90 minutes dyeing times at all dye concentration levels (p > .05). Dyed Eri silk fabrics were found to have yellow values in the range of 21.93–24.62, which differed significantly from Eri silk fabrics before dying. When considering the dyeing times, Eri silk processed for 60 and 90 minutes and at a concentration level of 75:25 was found to have the highest value of yellow (p ≤ .05). It could be concluded that fermented banana trunk bio-extract produces a yellow tone when used to dye Eri silk and the yellow value increases in a positive correlation with an increase in concentration ratio and dyeing time. When dyeing at 60°C, a concentration ratio of 75:25 and a dyeing time of 60 minutes, the dyed Eri silk was found to have the lowest lightness. It could be concluded that these concentration levels and dyeing times correlate with the lower lightness value of dyed Eri silk. When considering a* value (the chromaticity of green-red coordinates), with +a* being red and -a* being green, the mean a* of dyed Eri silk was found to be +a*, showing that the color of dyed Eri silk was in the red range at all levels of concentrations and at all dyeing times. Eri silk fabric dyed at 75:25 concentration for 90 minutes was found with the highest red value of 5.10, concluding that these concentration levels and dyeing times correlate with the red tones. When considering b* value (the chromaticity of yellow-blue coordinates), with +b* being yellow and -b* being blue, the mean b* of dyed Eri silk was found to be +b*, showing that the color of dyed Eri silk was in the yellow range at all levels of concentrations and at all dyeing times. Eri silk dyed at 75:25 concentration for 90 minutes was also found with the highest yellow value of 24.62, concluding that these concentration levels and dyeing times correlate with the yellow tones. The differences in the color values measured in this test also represented the differences in color tones as seen through human eyes as shown in .
Table 1. Mean values of L* a* b* of Eri silk before and after dyeing with fermented banana trunk bio-extract at different concentration levels and dyeing times.
Colorfastness to washing with soap
From , the result demonstrated that the color change in all concentration ratios at the 60 minutes staining time was averaged more than 3.00, the range at 3.00–3.33 which was within the acceptable range and color staining on Multifiber DW-Type fabrics at all concentration levels and all dyeing periods have an average of more than 3.00, which is within the acceptable range. Therefore, it could be concluded that Eri silk dyed from banana fermented banana trunk bio-extract showed color fastness to washing with soap at all concentrations at 60 minutes of dyeing time.
Table 2. Mean values of Eri silk color change and Multifiber DW-Type fabrics color staining in the Colorfastness to Washing with Soap Test at different concentration levels and dyeing times.
Colorfastness to acid perspiration
Colorfastness to alkaline perspiration
From the mean values of Eri silk color change when tested with acid perspiration at all concentration levels and dyeing times were higher than 3.00, which were all acceptable values. The mean values of staining on Multifiber DW-Type fabrics at all concentration levels and dyeing times were also higher than 3.00, making them acceptable values. When tested with alkaline perspiration, only Eri silk dyed at the 25:75 and 50:50 concentration levels and at 30 and 60 minute dyeing times was found with an acceptable mean color change value of more than 3.00. However, the mean values of staining on Multifiber DW-Type fabrics at all concentration levels and dyeing times were found to be at an acceptable level of higher than 3.00. It could be concluded that under an acidic perspiration condition, different dye concentration ratios and dyeing times have no effect on colorfastness and staining on Multifiber DW-Type fabrics. In contrast, under an alkaline perspiration condition, lower concentrations of dye result in higher resistance to color change and staining.
Table 3. Mean values of Eri silk color change and Multifiber DW-Type fabrics color staining in the Colorfastness to (Acid) Perspiration Test at different concentration levels and dyeing times.
Table 4. Mean values of Eri silk color change and Multifiber DW-Type fabrics color staining in the Colorfastness to (Alkaline) Perspiration Test at different concentration levels and dyeing times.
Colorfastness to hot pressing
From , the mean values of Eri silk color change at all concentration levels and dyeing times were higher than 3.00, making them acceptable values. The color change values and staining values at different concentration levels and dyeing times were found with no statistically significant difference. Therefore, it could be concluded that Eri silk fabrics dyed with fermented banana trunk bio-extract has a very high colorfastness to hot pressing.
Table 5. Mean values of Eri silk color change and Multifiber DW-Type fabrics color staining in the Colorfastness to Hot Pressing Test at different concentration levels of fermented trunk bio-extract and dyeing times.
Mechanical properties
From , Eri silk specimens dyed with fermented banana trunk at were found with no statistically significant difference (P > .05) from Eri silk before dyeing, with the mean tear strength values in the range of 3467–4967 cN.
Table 6. Mean values tear strength of Eri silk dyed with fermented trunk bio-extract at different concentration levels and dyeing times.
Scanning electron microscopy analysis
shows the surface characteristics of Eri silk fabrics before and after dyeing with fermented banana trunk bio-extract at different concentration levels and dyeing times at 30°C. The surface characteristics of the Eri silk fibers after dyeing at 25:75, 50:50 and 75:25, dye concentration levels and at the dyeing times of 30, 60 and 90 minutes, were similar in appearance to pre-dyed Eri silk fabrics. This shows that fermented banana trunk bio-extract did not damage the texture of Eri silk fabrics at all concentration levels and dyeing times.
Figure 1. Surface characteristics of Eri silk textile dyed with fermented banana trunk bio-extract at different concentration levels and dyeing times under a Scanning Electron Microscope (SEM) at 60× magnification.
Fourier transform infrared (FTIR) analysis
shows the FTIR spectra analysis of Eri silk fabrics dyed with fermented banana trunk bio-extract at different concentration levels and dyeing times. In all experiments, the peak around 3280 cm−1 is assignable to N-H stretching (the amide A band), the peak around 1620 cm−1 is assignable to the amide I band (C = O stretching, beta sheet), the peak around 1510 cm−1 is assignable to the amide II band (N-H bending, beta sheet). It is well known that like for the amide I vibration, the amide II vibration of proteins is hardly affected by side chain vibrations but the correlation between protein secondary structure and the frequency is less straightforward than for the amide I vibration. The amide I vibration has long been known to be sensitive to secondary structure. The amide I peak of the un-dyed fabric around 1625 cm−1 showed a slight shift to the lower wavenumber side of 1615 cm−1 after dyeing for 60 min, suggesting an increase in the strength of hydrogen bonds between the adjacent beta-strand (Barth Citation2007; Zhang et al. Citation2012).
Figure 2. FTIR spectra of Eri silk dyed at different concentration levels and dyeing times.
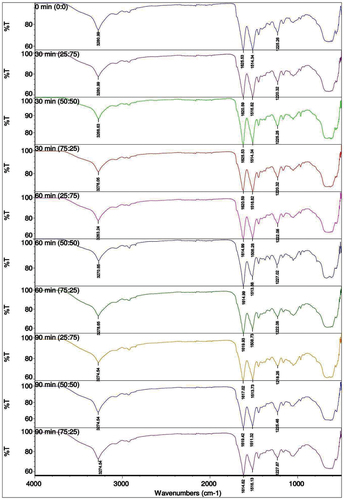
Normally, the content and composition of agricultural by-products widely vary according to species and even growth conditions. Extractive substances are divided to organic-soluble and water-soluble extracts. In the case of the water-soluble extracts of bioresources, they mainly composed of sugars, phenolics (hydrolyzed tannins) and ash (Oliveira et al. Citation2007). For the dyed fabrics, the bands were seen at peaks 665 and 1160 cm-1 by decreasing percentage transmittance due to presence of inorganic salts, tannin, flavonoid, lignin etc. (Ibrahim et al. Citation2010). This finding is consistent with which found that tannins (Phutrakul Citation2000), a group of phenol and phenolic compounds, can bind to proteins. A proposed mechanism for the interaction between natural colorant and Eri silk was shown in .
Figure 3. Proposed mechanism for the interaction between natural colorant and Eri silk.
Conclusion
At all concentration levels of fermented banana trunk bio-extract, a significant difference in color lightness (L*) when dyeing Eri silk fabrics were found only at 30 and 60 minute dyeing times, but not between 60 and 90 minute dyeing times (p > .05). Eri silk fabrics dyed with the fermented banana trunk bio-extract had yellow tone values which would increase with higher concentrations of the bio-extract and longer dyeing times. From , the result demonstrated that the color change in all concentration ratios at the 60 minutes staining time was averaged more than 3.00, the range at 3.00–3.33 which was within the acceptable range and color staining on Multifiber DW-Type fabrics at all concentration levels and all dyeing periods have an average of more than 3.00, which is within the acceptable range. Therefore, it could be concluded that Eri silk fabrics dyed from fermented banana trunk bio-extract showed colorfastness to washing with soap at all concentrations at 60 minutes of dyeing time. Staining at 60 minutes, and all concentrations were within acceptable limits. It was shown that the process of microbial decomposition of banana trunk for 14 days, the staining time of 60 minutes, at all intensity levels, was resistant to washing with soap. Better than microbial decomposition of banana plants for 7 days without the need for mordant. When testing colorfastness to perspiration, all dyeing conditions showed no effect on colorfastness to acid perspiration, while colorfastness to alkaline perspiration increased with decreasing concentration levels at all dyeing times. All dyeing conditions were also found with no effect on colorfastness to hot pressing and no different tear strength between Eri silk fabric before and after dyeing with the fermented banana trunk bio-extract. The experiment results can be used as a guideline for using bio-extract dyes for environmental friendliness. Further improvement of the dyeing variables should help make dyeing processes cleaner and more sustainable (Zuber et al. Citation2020).
Ethical approval
We confirm that all the research meets ethical guidelines and adheres to the legal requirements of the study country. The research does not involve any human or animal welfare-related issues.
Highlights of a manuscript for review
This research was the application of fermented banana trunk bio-extract for dyeing Eri silk fabric by cold dyeing method, which the method can save time and money in the use of heating fuel for extraction and dyeing. In addition, the remaining water from dyeing can also be used to nourish plants and soil, without damaging the environment.
The results of the colorfastness test showed that the fermented banana trunk bio-extract could be used to dye eri silk fabrics without the mordant.
The results of the research can be a guideline for the weaving handicraft group. It is a combination of wisdom and innovation to add value to local plants for maximum sustainable benefits.
Acknowledgments
The authors would like to express their gratitude to Rajamangala University of Technology Krungthep, Thailand, for supporting the lab in conducting this research.
Disclosure statement
The authors declare that there are no conflicts of interest.
Additional information
Funding
References
- Ahmed, N. S. E., and R. M. El-Shishtawy. 2010. The use of new technologies in coloration of textile fibers. Journal of Materials Science 45 (5):1143–13. doi:10.1007/s10853-009-4111-6.
- Barth, A. 2007. Infrared spectroscopy of proteins. Biochimica et Biophysica Acta (BBA) - Bioenergetics 9 (9):1073–101. doi:10.1016/j.bbabio.2007.06.004.
- Chaiyasut, C. 2007. The use of bio-extracts from technology for sufficiency economy to innovation for sustainable community health. Journal of Natural Agriculture 10 (8):46–49.
- Ibrahim, M. M., A. Dufresne, W. K. El-Zawawy, and F. A. Agblevor. 2010. Banana fibers and microfibrils as lignocellulosic reinforcements in polymer composites. Carbohydrate Polymers 81 (4):811–19. doi:10.1016/j.carbpol.2010.03.057.
- Jintasathaporn, O., B. Phertphrao, and O. Traiwutthanon. 2006. A complete report on the one-stop eri silk production project. Bangkok: Office of the Research Fund.
- Kaewpilarom, T., B. Plengdeesakul, and N. Soodsang. 2021. Results of Erie Silk dyeing from fermented banana trunk bio-extracts applied to the ready-to-wear fashion design. PalArch’s Journal of Archaeology of Egypt/Egyptology 18 (18):748–66.
- Kitnade, N., S. Kraisuwan, and K. Piromthamsiri. 2013. Development of household textile products from Eri Silk yarn. Home Economics Journal 56 (2):9–17.
- Oliveira, L., N. Cordeiro, D. V. Evtuguin, I. C. Torres, and A. J. D. Silvestre. 2007. Chemical composition of different morphological parts from ‘Dwarf Cavendish’ banana plant and their potential as a non-wood renewable source of natural products. Industrial Crops and Products 26 (2):163–72. doi:10.1016/j.indcrop.2007.03.002.
- Phutrakul, S. 2000. Development of natural dyes in upper north region. a complete research report. Thailand: Faculty of Science, Chiang Mai University.
- Phutthakosa, K., T. Atthatham, and K. Sombatsiri. 1992. Development of cotton pest control and disease control systems sub-project no.1-use of plant extracts for cotton pest control. Thailand: Kasetsart University Research and Development Institute of Kasetsart University.
- Pimpasalee, S., K. Wongkasem, and P. Phomtu. 2019. Developing Eri Silkworm, Cocoon, and Pupae processing. Thailand: The Queen Sirikit Department of Sericulture District 3 Khon Kaen Province.
- Research Center for Agricultural Productivity. 2004. Biological liquid fertilizers or bio-extracts and the application of effective microorganisms. Thailand: Faculty of Agriculture, Chiang Mai University.
- Sirimungkararat, S. 2013. Eri Silk. Thailand: Faculty of Agriculture, Khon Kaen University.
- Thai Industrial Standards Institute. 2013. Standard test methods for textiles part 35 color fastness to hot pressing. Thailand: Ministry of Industry.
- Zhang, H., L. -L. Li, F. Dai, H. Zhang, B. Ni, W. Zhou, X. Yang, and Y. Wu. 2012. Preparation and characterization of silk fibroin as a biomaterial with potential for drug delivery. Journal of Translational Medicine 10 (1):117. doi:10.1186/1479-5876-10-117.
- Zuber, M., S. Adeel, F. Rehman, F. Anjum, M. Muneer, M. Abdullah, and K. Zia. 2020. Influence of microwave radiation on dyeing of bio-mordanted Silk Fabric using Neem Bark (Azadirachta indica)-based tannin natural dye. Journal of Natural Fibers 17 (10):1410–22. doi:10.1080/15440478.2018.1534182.