
ABSTRACT
This research is a study on the mechanical behavior of novel natural composites consisting of Aegle marmelos fruit resin and epoxy resin as matrix, basalt mat fibers, and Aegle fruit shell powder as reinforcement and fillers, respectively. The composites were fabricated using a hand-lay molding process having five layers of basalt mat fiber and Aegle marmelos shell powder with epoxy/Aegle resins as a matrix. Five weight fraction samples were fabricated, namely EB (basalt and epoxy), EBAP (basalt, epoxy, and Aegle shell Powder), EBAR1 (basalt, epoxy, and 100 g of Aegle resin), EBAR2 (basalt, epoxy, and 150-g Aegle resin), and EBARP (basalt, epoxy, 100 g of Aegle resin, and Aegle shell Powder). The specimens of ASTM standards for various tests were prepared using a water jet cutting process. The specimens were subjected to tensile, flexural, and impact testing. The EBARP composite showed better tensile, flexural, and impact strength, compared to other composites. The composites were subjected to FTIR analysis to understand the existence of bonds in the resin. 1,3-butadiene, vitamin A, and ethylene were noted in the FTIR analysis. Scanning electron microscopy images of the composites revealed strong bonding between the fiber and the matrices.
摘要
本研究研究了以苹果树果实树脂和环氧树脂为基质,玄武岩垫纤维和苹果果壳粉分别作为增强剂和填料的新型天然复合材料的力学性能. 该复合材料采用手捻成型工艺制备,该工艺具有五层玄武岩垫纤维和以环氧树脂/环氧树脂为基质的爱格尔土拨鼠壳粉. 制备了五种重量分数样品,即EB(玄武岩和环氧树脂)、EBAP(玄武岩、环氧树脂和Aegle壳粉)、EBAR1(玄武岩、树脂和100克Aegle树脂)、EABR2(玄武岩、氧化树脂和150克Aegle环氧树脂)和EBARP(玄武岩,环氧树脂,100克Aegel树脂和Aegel壳粉). 使用水射流切割工艺制备用于各种试验的ASTM标准样品. 对试样进行拉伸、弯曲和冲击试验. 与其他复合材料相比,EBRP复合材料显示出更好的拉伸、弯曲和冲击强度. 对复合材料进行FTIR分析,以了解树脂中键的存在. 在FTIR分析中注意到1,3-丁二烯、维生素A和乙烯. 复合材料的扫描电子显微镜图像显示了纤维和基体之间的牢固结合.
Introduction
In recent years, there has been an increase in the demand for the development of strong and biodegradable composite materials for a variety of applications (Gholampour and Ozbakkaloglu Citation2020). The synergistic effect causes, composite materials composed of two or more materials to perform significantly better than the constituent materials (Yahaya et al. Citation2016). Reinforcements are strong load-carrying members embedded in the matrix. The matrix binds the fibers together and helps in the uniform transfer of load to the fibers. Composite materials can be tailor-made to possess specific properties based on the application, and hence they have better design flexibility (Oladele, Omotosho, and Adediran Citation2020). Polymer matrix composites are considered an effective alternative to conventional metallic materials in weight-critical applications where good strength-to-weight ratio, impact properties, and corrosion resistance are of prime importance (Rajak et al. Citation2019). They are light in weight and show superior mechanical properties based on the fibers added.
Many polymer composite materials are developed by combining synthetic fibers and thermoset resins for various applications and recycling of products has been an issue (Mahesh, Joladarashi, and Kulkarni Citation2021). The safe disposal of products after their lifetime is very important for sustainability and environmental protection (Karuppannan Gopalraj and Kärki Citation2020). Hence, constant effort is being made to develop new biodegradable composite materials (Gholampour and Ozbakkaloglu Citation2020). The use of natural fibers in composite materials has increased, as they are biodegradable and renewable with excellent properties such as good strength-to-weight ratio, good corrosion resistance, etc. (Ahmad, Choi, and Park Citation2015; Ashik and Sharma Citation2015).
Natural fiber composites have gained importance as potential structural materials. The fundamental requirement of composite materials is that they should be eco-friendly and cost-effective. Natural fiber composites are lightweight, low-cost, biodegradable and renewable, and completely or partially recyclable biomaterials of choice (Arul Jeya Kumar, Soundarapandian, and Kumar Citation2021; Yashas Gowda et al. Citation2018). Natural fibers are classified into three types based on their origin of source: plant fibers, mineral fibers, and animal fibers (Mishra and Srivastava Citation2014). This necessity of eco-friendly polymer composites leads to the development of composites from natural fiber-reinforced polymer composites. Extensive research of this nature was undertaken recently (Sanjay et al. Citation2018). Due to the attractive properties of the composite material, there is a need to explore the possibility of new natural fibers to be used as reinforcement in polymer composites. Natural fibers are classified as plant fibers, mineral fibers, and animal fibers based on their origin (Shakuntala, Raghavendra, and Samir Kumar Citation2014). Recent progress in cellulosic fiber composite research has shown great potential as structural components in automobiles, aerospace structures, construction, building, and many more engineering applications (Rangappa et al. Citation2022). Hybrid natural fibers with epoxy composites are manufactured using hand lay-up techniques. The kenaf and Kevlar hybrid natural fibers improve the epoxy composite’s mechanical properties such as tensile, flexural, compressive, and impact strength (Ganesh et al. Citation2022).
Natural resins are plant materials that occur as tacky deposits on the bark of a variety of trees and shrub plants. They are made of amorphous mixtures of carboxylic acids, essential oils, and isoprene-based hydrocarbons (Bapat et al. Citation2016). Many people associate synthetic resins with fabrics, but they also have other uses, such as surface coatings, glues, synthetic textile fibers, and so on. Particulate reinforced composites increase stiffness primarily, but they can also increase strength and hardness. Fiber-reinforced polymer composites have excellent properties such as high resilience, hardness, damping property, flexural strength, rust resistance, wear, impact, and burn, in addition to the high strength-to-weight ratio.
Natural fiber-reinforced epoxy composites exhibit better tensile and bending strength. The selection of natural fibers to reinforce the epoxy matrix has a great influence on the strength of the composite (Sarikaya, Çallioğlu, and Demirel Citation2019). Previous research on the mechanical properties of epoxy-reinforced coir fiber has revealed that the tensile and flexural modulus increases (Das and Biswas Citation2016). The alkaline treatment on the natural fiber-reinforced epoxy exhibits improved mechanical behavior (Fiore, Di Bella, and Valenza Citation2015). In another study, the surface-treated fiber composite produces better mechanical properties (Premnath Citation2018). Basalt fiber is used as structural composite materials in the aerospace, automobile, and defense sectors. Basalt fibers have excellent mechanical strength and, due to their non-hazardous nature, are strong competitors to other natural fibers (Ulus Citation2022).
Aegle marmelos fruits commonly called stone apple, bale, wood apple, and vilvam fruit are an important medicinal fruit available in India (Sastry, Devi, and Bandhu Citation2016). Not only the Aegle fruits but also the leaves and barks of Aegle marmelos have medicinal properties (Sandeep, Rao, and Reddy Citation2017). The Aegle marmelos fruit resin is extracted using the traditional methods, and the fruit shell powder is prepared by drying and grinding the shells to fine powders (Sandeep, Rao, and Reddy Citation2017). The mechanical properties of composite material are influenced by many variables, including the reinforcement form and quantity, manufacturing parameters, the distribution of reinforcing material in the matrix, and the type of bonding between the matrix and reinforcement (Rajak et al. Citation2019). Mechanical testing is used to determine a material’s strength as well as how far it can be stretched before splitting. Yield strength, ultimate tensile strength, ductility, strain hardening properties, and Young’s modulus are all measured using this test method. The flexural results of a specimen give the bending ability of the fabricated composites. An impact analysis is used to determine how much energy is released when a material breaks. This released energy is the required energy for bond breaking and can be used to investigate the temperature-dependent brittle-ductile transition.
The purpose of this research is to extract the Aegle resin and mix it with an epoxy resin matrix to fabricate the basalt mat fiber-reinforced and shell powder-filled composite for structural applications. The filler is prepared using ground dry fruit shell powder, and the Aegle resin is extracted using traditional methods. The characteristics are investigated to understand the physical and mechanical properties of the prepared composites. Five different volume fractions of the Aegle fruit shell powder, fruit resin, epoxy, and basalt unidirectional mat fiber composites are prepared using the hand lay method. Mechanical testing such as tensile, flexural, and impact testing are studied. FTIR analysis is carried out in the sample to understand the existence of bonds. The morphological study is carried out to understand the distribution and diffusion of fillers and fibers in a resin matrix.
Materials and methods
The Aegle fruit resin extract, Aegle shell powder, basalt unidirectional mat fiber, epoxy (LY556), and hardener (HY951) are the materials used to fabricate the composites. The basalt fiber used is in the form of a mat with a density of 300 g/m2 and arrayed in one direction with a thickness of 13 µm. The basalt unidirectional mat used to reinforce the composite was purchased from Muthagiri Industrial Pvt. Ltd, Mumbai, India. The epoxy resin (LY556) and hardener (HY951) were purchased from New-era composites, Chennai, India. shows the ingredients of the composites used in this study.
Figure 1. Composite ingredients: a) Aegle fruit, b) Aegle resin, c) epoxy Resin, d) Aegle powder and e) basalt mat.

Aegle marmelos resin preparation
Aegle resin is extracted from Aegle fruit using the wet traditional method. This fruit was available and obtained locally in Tamilnadu, India. The Aegle marmelos fruit is crushed and soaked in the ethanol solution. The mixture is stirred well and kept undisturbed for 24 h. After this, the fruit clusters are filtered out from the mixture and the solution is boiled using a hot plate magnetic Stirrer LMMS-300 until the entire liquid content is vaporized and the resin remains in the container. A temperature of around 100°C to 120 ºC, and a stirring speed of 300 rpm is maintained. The extracted Aegle resin is stored in a closed container.
Aegle marmelos powder preparation
Aegle marmelos were dried until the outer shell becomes dry and hard with a dark brown color utilizing natural drying under sunlight. Then, the fruit shells were broken and dried again at 60 ºC for 24 h to remove the moisture present in a hot oven. The dried shell was broken into small pieces and then pulverized into powder using a grinding machine. The Aegle marmelos shell powder was then collected and stored in an airtight container.
Preparation of composite plates
The Hand Lay Molding method was used to fabricate the composite samples. A relief sheet, hand roller, mixing stick, and beakers are used to make the composite layer samples. A mold of size 200 × 300 × 6 mm is used for the preparation of the composite samples. The Aegle resin extract is mixed with the epoxy along with the hardener in a ratio of 10:1, and the entire matrix resin is mixed thoroughly. The basalt mat is spread in the sheet and between each layer, the resin is equally rolled and the layer composite is fabricated. To achieve the required thickness of 6 mm composite samples, five layers of basalt mat are used. The molded samples are allowed to cure for 8 h with a compressed load of 50 psi, by keeping it in the compression machine. Five different composite samples with different volume fractions of epoxy, Aegle resin, basalt mat fiber, and Aegle shell fillers were prepared and named EB, EBAP, EBAR1, EBAR2, and EBARP. The volume fractions of the five composite samples are shown in .
Table 1. Volume fractions of composite samples.
Test specimens preparation using water jet cutting
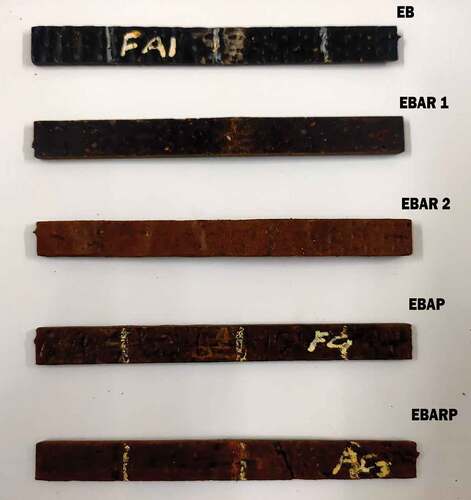
A water jet cutting system was used to prepare test sample specimens of 25 × 250 mm size for tensile (ASTM D3039), 10 × 80 mm size for flexural (ASTM D790), and 10 × 55 mm size for Izod impact (ASTM D256) testing. A water pressure of 3700 bar, an abrasive flow rate of 1200 mm/min, a standoff distance of 2–4 mm, a nozzle diameter of 1.1 mm, an orifice diameter of 0.35 mm, and an abrasive type garnet of 80 mesh were maintained in the water jet cutting process. reveals the fabricated samples of five different volume fractions of the ingredients and the specimens were prepared for testing as per ASTM standards.
Figure 2. Prepared composite specimens for testing.

Fourier transform infrared spectroscopy (FTIR)
An FTIR spectroscopic analysis was performed to characterize the organic elements present and to find the stretching of bonds for the occurrences of compounds in the composite sample. The FTIR was performed using a Perkin-Elmer 783 instrument available at the nano technology lab in SRMIST. Fifty scans from 4000 cm-1 to 500 cm-1 wave number were conducted with a resolution of 4 cm-1. The spectrum obtained for the composite specimens was plotted between the wave number in cm-1 and the transmittance in percentage. The peak values are compared with a standard database to find the bond present.
Mechanical characterizations
The specimens were prepared according to ASTM standard sizes for mechanical testing such as tensile test, flexural test, and impact test. The tensile strength test sample (ASTM D3039) measures 25 mm in width and 300 mm in length. The flexural strength test sample (ASTM D790) measures 12.5 mm in width and 127 mm in length. These tests were carried out in a universal testing machine of model TUE-CN 200 having a maximum load capacity of 200 kN and a cross-head speed of 2 mm/min. The impact strength test specimen (ASTM D256) measures 12.5 mm in width and 64 mm in length.
The Izod Impact Test is used to determine the relative sensitivity of standard test specimens to the impact load of the pendulum type. The “Kaiser” Izod/Charpy effect meter has a five-scale energy spectrum ranging from 1 joule to 25 joules. The machines’ specifications include a unit for Visual Indication in the display, a scale range of 2.0, 4.0, 7.5, 15.0, and 25.0 joules, two hammers, and a power supply of 230 Voltage Alternating Current, 50 Hz, single-phase power supply. These specimens are 12.5 × 64 mm in size. In a cantilever position, the Izod impact test fixes one end of a notched specimen using a vice. The specimen is then struck by a striker on the arm of a pendulum or an equivalent energy carrier. The energy consumed by the specimen is known as the breaking energy in the breaking process.
Result and discussion
FTIR of the basalt and Aegle powder reinforced epoxy and Aegle marmelos resin
The functional group present in the composite is identified using Fourier transform infrared spectroscopy (FTIR). The amount of infrared light absorbed by the specimen can be used to understand the functional groups present in the material (Hou et al. Citation2018). Around 50 scans were performed with a resolution of 4 cm-1. The FTIR spectrum is derived for the wavelength between 4000 and 500 cm-1 as shown in . The wavelength stretches and the corresponding bonds are represented in .
Figure 3. FTIR graph of the composite.
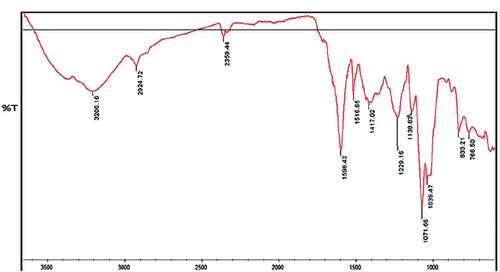
Table 2. FTIR spectroscopy of Aegle composites.
A moderate bond stretching is observed at 3206.16 wavelength, which indicates the presence of an O-H bond. This confirms the alcohol group in the sample. At 2924.72, a small peak appears which indicates that the availability of alkenes resultant of the C-H stretch represents (Patil et al. Citation2015). At a wavelength 2359.44, a small peak rise is visible which may be due to a Si-H-Si lane stretch that indicates the presence of silica. Around 1598.42 bandwidths, a sharp deep peak is observed in the FTIR graph, which indicates the band expansion for the N-H stretch and it indicates the presence of the Amine and Amide groups. Further, at 1516.65, a small peak is seen which represents the C=C stretch (Alkenes) (Deokar, Pawar, and Jadhav Citation2017).
At 1417.022 frequencies, a shallow peak of a wide range is observed which indicates the stretching of the band due to the occurrence of OH bond, representing phenol or tertiary alcohol. An interesting gap open is observed in the band around 1229.16 and 1138.83, for the C-O stretch (Arul Jeya Kumar and Prakash Citation2020), which strongly represents the presence of ethers and carboxylic acid, respectively. Around 1000, wavelength, two continuous peaks are observed representing the presence of C-O-C stretch and C-N stretch, which may be due to the occurrence of aromatic cyclic ethers and primary amines, respectively (Arul Jeya Kumar, Soundarapandian, and Kumar Citation2021). The last band stretch occurs for N-H and – C-Cl at 833.21, and 766.502 represents the occurrence of primary and secondary amines and aliphatic chloro components.
Primary and secondary multi-aliphatic amines are formed when the functional group element primary amine reacts with epoxy (Mora et al. Citation2020). Ethers are good solvents for other organic compounds because of their low reactivity. Some amines, such as novocain, are used as anesthetics. Generally, amines are found in many pharmaceutical compounds. The eponymous member of this family is the carboxylic acid functional group, in which the carbonyl is bonded to a hydroxyl group. Carboxylic acids are used as a preservative in many foods and beverages.
Tensile strength of Aegle marmelos composites
The tensile strength of the Aegle marmelos filled composites is given in . Three specimens of each volume fraction are tested for tensile strength in the universal testing machine. The testing is carried out in specimens of ASTM D3039 (standard test method for tensile properties of plastics). As shown in the bar chart in , the highest average tensile strength is noticed for basalt fiber and Aegle powder reinforced epoxy/Aegle resin (EBARP) composite of 257.503 MPa. The tensile strength for composites EBAR1 and EBAR2 having 100 g and 150 g of Aegle marmelos resin are 254.237 MPa and 198.521 MPa, respectively. The addition of 100 g of Aegle marmelos resin shows comparatively good tensile characteristics, which may be due to an excellent covalent bond between the epoxy matrix (Prolongo, Del Rosario, and Ureña Citation2006). The tensile strength of the EBAP composite is 148.663 MPa. The tensile strength of plain basalt mat fiber-reinforced epoxy reinforced shows a tensile strength of 105.465 MPa. Comparatively, an EBARP composite has greater tensile strength than EBAR1, EBAR2, EPAP, and EB composites. This indicates the excellent adhesion between the fibers, filler with epoxy matrix, and Aegle marmelos resin in the composites. Since the mixing is carried out in a mechanical stirrer, the homogeneous mix of Aegle resin and the filler powder increases the bonding strength between epoxy and basalt mat fibers. A similar increase in tensile strength from 54 MPa to 90.9 MPa was observed on bio-epoxy (exchange for synthetic epoxy) composites with bamboo/basalt/carbon hybrid fibers even after the weathering tests (Yorseng et al. Citation2022). As per Tsai’s theory, when epoxy cracks due to tensile load exceeding the tensile strength, the entire load is carried to the fiber (Rahman et al. Citation2013). Though the bonding is strong in the case of EBAR1 and EBAR2, the adherence of Aegle marmelos resin with basalt mat fiber may not be strong, which is improved by the addition of Aegle shell powder that acts as a filling agent between the fiber and resin and eventually, EBARP shows better tensile strength compared to other composites (Codispoti et al. Citation2015).
Figure 4. Tensile strength of the composites.
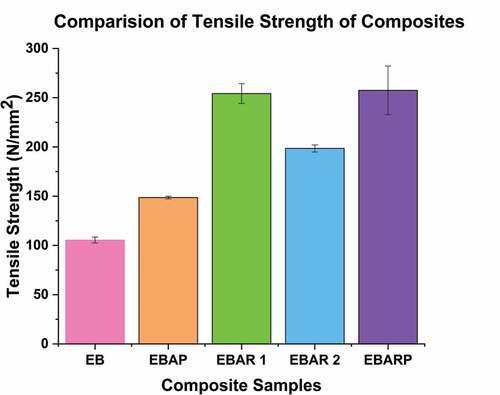
Table 3. Tensile strength of Aegle composites.
Young’s modulus of EBAR1 and EBAR2 is 287.539 MPa and 269.272 MPa. The Young’s modulus of EBARB is 297.564 MPa, which is higher than EBAR1 and EBAR2 as shown in .
Table 4. Young’s modulus of Aegle composites.
This may be due to the presence of Aegle shell powder filler in the EBARP composite, which increases the bonding nature between the fiber mat and matrix (Arul Jeya Kumar and Prakash Citation2020). indicates Young’s modulus value of 159.340 MPa and 210.189 MPa for the EB and EBAP, respectively. As shown in , the elongation before the break during the tensile expansion of the composite is nearly identical for all composites.
Figure 5. Young’s modulus of the composites.
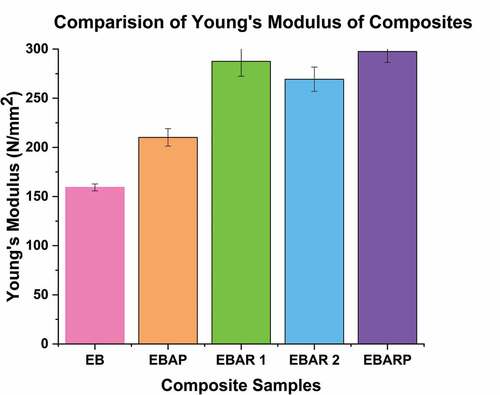
Figure 6. Fractured specimens on tensile loading.

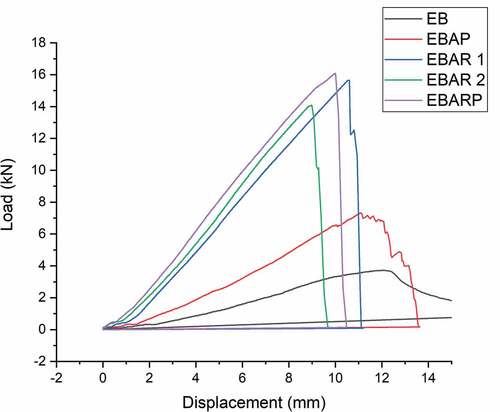
shows the elongation of the specimen before breaking when the tensile load is gradually applied. The graph shows that EBARP composites have higher elongation and can withstand a maximum load of 16.10 kN. The tensile load-bearing capacity of EBAR-1 composites is 15.6 kN. This is followed by EBAR 2 with 14 kN, EBAP with 7.21 kN, and EB with a 3.71 kN maximum load before breaking. An increase of 40% load bearing capacity of the composite increases due to Aegle resin and Aegle shell powder filler addition in the epoxy/basalt composites (Chandrika et al. Citation2022).
Figure 7. Load – displacement curve of tensile test.
Flexural strength of Aegle marmelos composites
shows the bending strength of the composites EB, EBAP, EBAR1, EBAR2, and EBARP composites. The evaluation was done as a three-point bending test as per the ASTM D790 procedure.
Table 5. Flexural strength of Aegle composites.
The flexural test of the composite determines the bending strength and maximum bending ability before breaking by gradually increasing the load (Mohamed and Kalaichelvan Citation2016). The average flexural value of EB composite is 56.75 MPa, and the recorded average value for Aegle powder-filled EB composite is 358.985 MPa.
Barp
The flexural value of 100 g and 150 g Aegle marmelos resin-filled EB composite recorded 464.371 MPa and 431.915 MPa, respectively, as shown in . This could be due to the cellulose resin’s elastic nature, which significantly increases bending strength (Azammi et al. Citation2020). The flexural strength of the EBARP composite is the highest value of all the composites with 597.313 MPa. This could be due to increased bonding strength between the matrix and the composites, which increases the composite’s effective interlocking strength. The presence of Aegle shell powder may strongly interlock the gaps, increasing the breaking strength on bending (Codispoti et al. Citation2015). The flexural tested specimens are shown in .
Figure 8. Flexural strength of the composites.
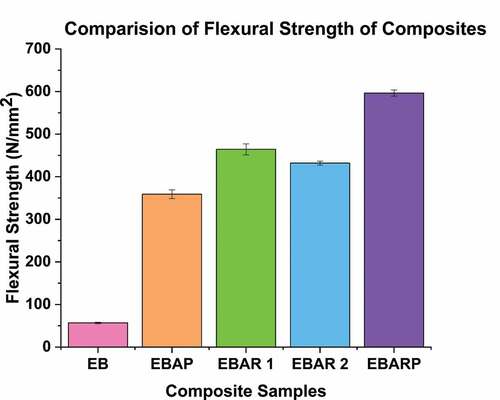
Figure 9. Fractured specimens on bending.
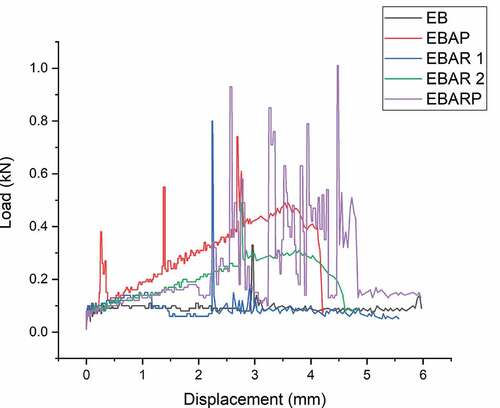
reveals the compressive load and the corresponding crosshead displacement of the composites. The maximum compressive load of 1.01 kN results in a 4.5 mm crosshead displacement for the EBARP composites, which indicates better compressive strength when compared to other composites. EBAR1 is found to withstand a load of 0.8 kN, EBAR2 a load of 0.7 kN, EBAP a load of.49 kN, and Eb composite a load of 0.33 kN. (Chandrika et al. Citation2022).
Figure 10. Load–displacement curve of flexural test.
Impact strength of Aegle marmelos composites
The un-notched Izod impact test is a single-point test that measures a material’s resistance to shear from a swinging pendulum. Izod impact is defined as the kinetic energy needed to initiate and sustain fracture till it results in specimen breakage. Impact strength is the ability of the material to withstand sudden impact loads. The impact strength of the composites is performed as per ASTM D256 standard procedure. This test also gives information on the toughness of the composites. The strong bonding contacts between the fiber and matrix reduce the gaps between them, and the short fiber contributes to the composites’ increased impact strength (Li and Zhang Citation2010). EB composite is shown 4 MPa in and the same is indicated in . The impact strength of EBAP is 5.33 MPa, and the tensile strengths of EBAR1 and EBAR2 are 6 MPa and 3.67 MPa, respectively. The highest impact strength is observed for the EBARP composite of 6.33 MPa. This increase in impact strength may be due to the effective transfer of stress between the fibers and may withstand the impact load. The addition of Aegle powders may close gaps and help the mat adhere to the matrix, as well as increases the covalent bond between the matrix and the fiber in the composite. The EBAR2 has the lowest impact strength, which could be due to small cracks that form on the structure even at low-speed impact loads (Zhang, Yu, and Chu Citation2012). The impact-tested specimens are shown in .
Figure 11. Impact strength of the composites.
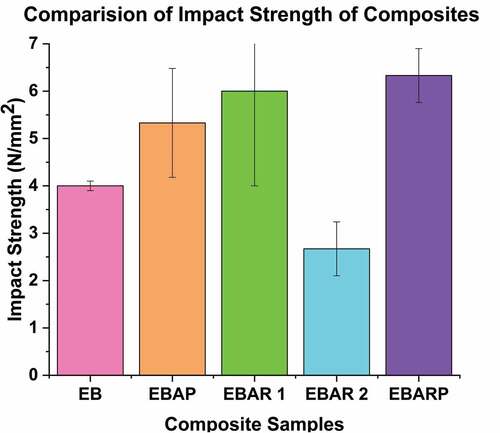
Figure 12. Fractured specimens on impact loading.

Table 6. Impact strength of Aegle composites.
Scanning electron microscopy of composites
, b, c, d, and e show the microstructure of EB, EBAP, EBAR1, EBAR2, and EBARP composites, respectively. The state of dispersion of Aegle resin and shell particles in the epoxy matrix plays a significant role in the mechanical properties of the composite.
Figure 13. SEM images of the composites.
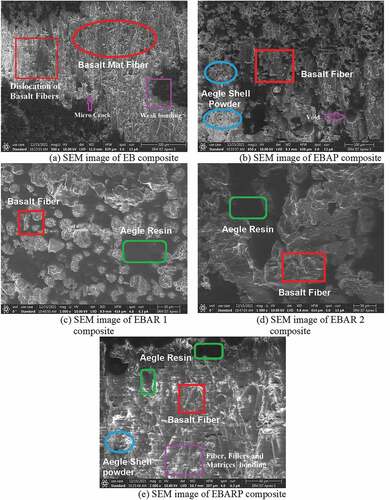
SEM is used to evaluate the fiber dispersion in the matrix. The microstructure reveals that the incorporation of basalt filler with epoxy resin results in good interfacial bonding between fiber and matrix materials (Shakuntala, Raghavendra, and Samir Kumar Citation2014). A very few voids and micro-cracks were found on the surface of all the composite specimens that prove the matrices bind the fiber and fillers with better adhesion property. The SEM image of the EBAP composite shows a few dark patches indicating the presence of micro pores caused by shell powder agglomeration with matrix resin. This may result in a reduction of the load-carrying capacity of the composites. However, there are no such spots as clusters in the SEM images of EBAR1, EBAR2, and EBARP, indicating that the strength of the composites may be increased when compared to other composites researched in this investigation. Due to improper mixing of the fiber and matrix, poor interfacial bonding exists between the materials.
indicates the SEM micrograph of the EB composite that shows the disturbed structure of basalt fibers in the epoxy matrix. The epoxy resin might have relocated the basalt mat structure due to the pressure applied on the composites during post-curing process. This may result in a weak transfer of load. At the same time, the SEM image of EBAP in shows the filling of micropores by Aegle shell filler, which may increase the load-bearing capacity. indicate a strong fiber addiction with a matrix, which may be due to the presence of Aegle resin in the composites. In the case of EBARP composites, as shown in , an absence of voids and homogeneous shell powder distribution that occupy the entire region are indicated clearly. The Aegle resin improves the binding strength of the basalt fiber mat, Aegle shell filler, and epoxy matrix. The SEM analysis adds to the evidence that the EBARP composite will outperform other composites in terms of mechanical performance.
Conclusion
The composites are fabricated by hand-lay molding process having five layers of basalt mat fiber and Aegle marmelos shell powder with epoxy/Aegle resins as a matrix. Five different volume fraction samples were fabricated and named EB (basalt and epoxy), EBAP (basalt, epoxy, and Aegle shell Powder), EBAR1 (basalt, epoxy, and 100 g of Aegle Resin), EBAR2 (basalt, epoxy and 150-g Aegle resin), and EBARP (basalt, epoxy, 100 g of Aegle resin and Aegle shell Powder). The mechanical characterization of the prepared composites was tested for tensile, flexural, and impact strength. The physical properties such as FTIR are studied and the existence of bonding between the elements is analyzed. The result confirmed that the EBARP composite exhibits better properties compared to the other composites concerning tensile, flexural, and impact strength.
The FTIR analysis proves the existence of bonds within the elements present in the composites. The bandwidth stretching indicates the occurrence of Amines, Alkanes, and Ether bonds.
The tensile strength of EBARP composite is greater than other composites. This increase in tensile strength is due to fewer pores and high bonding strength between the elements in the composites.
Similarly, EBARP composite having both Aegle powder and resin has the highest flexural and impact strength than the other composites taken in this study. The additions of Aegle resin enhance the flexural behavior by imparting elastic properties in the composite.
The SEM analysis clearly shows the formation of micro cracks, voids, and poor interfacial bonding in case of EB composites, which causes the strength to decrease. In case of EPARP composites, these pores and micro cracks are very less.
Since the Aegle shell powder/basalt mat fiber reinforced epoxy/Aegle resin composite has better mechanical properties, this EBARP composite is well suited for structural applications in automobiles.
Higlights
Aegle marmelos fruit resin is extracted by traditional method.
Dried Aegle fruit shell powder is used as filler in these composites.
Aegle resin-based composites with basalt mat fiber reinforcement are fabricated.
Mechanical behavior of the prepared Aegle resin-based composites with shell powder shows better results compared to composites without fillers.
The physical and morphological analysis on the Aegle composites reveals superior properties.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Acknowledgements
The authors gratefully acknowledge the help rendered by SRM IST for fabrication and testing facilities.
Additional information
Funding
References
- Ahmad, F., H. S. Choi, and M. K. Park. 2015. A review: Natural fiber composites selection in view of mechanical, light weight, and economic properties. Macromolecular Materials and Engineering 300 (1):10–17. doi:10.1002/mame.201400089.
- Arul Jeya Kumar, A., and M. Prakash. 2020. Mechanical and morphological characterization of Basalt/Cissus quadrangularis hybrid fiber reinforced polylactic acid composites. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science 234 (14):2895–907. doi:10.1177/0954406220911072.
- Arul Jeya Kumar, A., A. Soundarapandian, and R. Kumar. 2021. Dynamic mechanical behavior of Basalt/aramid hybrid fiber reinforced uhmwpe light weight composite. Journal of Natural Fibers 1–13. doi: 10.1080/15440478.2021.1964141.
- Ashik, K. P., and R. S. Sharma. 2015. A review on mechanical properties of natural fiber reinforced hybrid polymer composites. Journal of Minerals and Materials Characterization and Engineering 3 (05):420. doi:10.4236/jmmce.2015.35044.
- Azammi, A. N., R. A. Ilyas, S. M. Sapuan, R. Ibrahim, M. S. N. Atikah, M. Asrofi, and A. Atiqah. 2020. Characterization studies of biopolymeric matrix and cellulose fibres based composites related to functionalized fibre-matrix interface. In Interfaces in particle and fibre reinforced composites, Woodhead Publishing, 29–93. doi: 10.1016/B978-0-08-102665-6.00003-0.
- Bapat, U. C., S. H. Gaurea, A. Bapat, and S. Gaurea. 2016. Evaluation of antioxidant activity of resins of Boswellia serrata Roxb. ex Colebr., Commiphora mukul (Hooks ex Stocks) Engl., Gardenia resinifera Roth. and Shorea robusta Gaertn. European Journal of Pharmaceutical and Medical Research 3:416–21.
- Chandrika, V. S., A. Anamika, C. Jeeva, B. Perumal, S. S. Kumar, J. F. Roseline, and I. K. Raghavan. 2022. Natural fiber incorporated polymer matrix composites for electronic circuit board applications. Advances in Materials Science and Engineering 2022:9. doi:10.1155/2022/3035169.
- Codispoti, R., D. V. Oliveira, R. S. Olivito, P. B. Lourenço, and R. Fangueiro. 2015. Mechanical performance of natural fiber-reinforced composites for the strengthening of masonry. Composites Part B: Engineering 77:74–83. doi:10.1016/j.compositesb.2015.03.021.
- Das, G., and S. Biswas. 2016. Effect of fiber parameters on physical, mechanical and water absorption behaviour of coir fiber–epoxy composites. Journal of Reinforced Plastics and Composites 35 (8):644–53. doi:10.1177/0731684415626594.
- Deokar, T. G., S. S. Pawar, and M. G. Jadhav. 2017. FESEM and FTIR spectroscopic characterization of Aegle marmelos (L.) unripe fruit. International Research Journal of Biological Sciences 6 (1):34–39.
- Fiore, V., G. Di Bella, and A. Valenza. 2015. The effect of alkaline treatment on mechanical properties of kenaf fibers and their epoxy composites. Composites Part B: Engineering 1 (68):14–21. doi:10.1016/j.compositesb.2014.08.025.
- Ganesh, S., Y. Gunda, S. R. J. Mohan, V. Raghunathan, and J. D. J. Dhilip. 2022. Influence of stacking sequence on the mechanical and water absorption characteristics of areca sheath-palm leaf sheath fibers reinforced epoxy composites. Journal of Natural Fibers 19 (5):1670–80. doi:10.1080/15440478.2020.1787921.
- Gholampour, A., and T. Ozbakkaloglu. 2020. A review of natural fiber composites: Properties, modification and processing techniques, characterization, applications. JOURNAL OF MATERIALS SCIENCE 55 (3):829–92. doi:10.1007/s10853-019-03990-y.
- Hou, X., S. Lv, Z. Chen, and F. Xiao. 2018. Applications of Fourier transform infrared spectroscopy technologies on asphalt materials. Measurement 121:304–16. doi:10.1016/j.measurement.2018.03.001.
- Karuppannan Gopalraj, S., and T. Kärki. 2020. A review on the recycling of waste carbon fibre/glass fibre-reinforced composites: Fibre recovery, properties and life-cycle analysis. SN Applied Sciences 2 (3):1–21. doi:10.1007/s42452-020-2195-4.
- Li, J., and Y. F. Zhang. 2010. The impact properties of a polyamide 6–polytetrafluoroethylene composite. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science 224 (1):13–17. doi:10.1243/09544062JMES1571.
- Mahesh, V., S. Joladarashi, and S. M. Kulkarni. 2021. Development and mechanical characterization of novel polymer-based flexible composite and optimization of stacking sequences using VIKOR and PSI techniques. Journal of Thermoplastic Composite Materials 34 (8):1080–102. doi:10.1177/0892705719864619.
- Mishra, V., and A. Srivastava. 2014. Epoxy/Wood apple shell particulate composite with improved mechanical properties. International Journal of Applied Engineering Research 4 (8):142–45. doi: 10.17762/ijritcc.v4i5.2210.
- Mohamed, B., and K. Kalaichelvan. 2016. Experiment study on the mechanical characterization of glass-Basalt fiber reinforced polymer composites. International Journal of Material Science and Engineering 4 (1):46–53. doi: 10.17706/ijmse.2016.4.1.46-53.
- Mora, A. S., R. Tayouo, B. Boutevin, G. David, and S. Caillol. 2020. A perspective approach on the amine reactivity and the hydrogen bonds effect on epoxy-amine systems. European Polymer Journal 15 123:109460. doi:10.1016/j.eurpolymj.2019.109460.
- Oladele, I. O., T. F. Omotosho, and A. A. Adediran. 2020. Polymer-based composites: An indispensable material for present and future applications. International Journal of Polymer Science 2020:1–12. doi:10.1155/2020/8834518.
- Patil, S. R., R. Sivaraj, P. Rajiv, R. Venckatesh, and R. Seenivasan. 2015. Green synthesis of silver nanoparticle from leaf extract of Aegle marmelos and evaluation of its antibacterial activity. International Journal of Pharmaceutical Sciences 7 (6):169–73.
- Premnath, A. A. 2018. Impact of surface treatment on the mechanical properties of sisal and jute reinforced with epoxy resin natural fiber hybrid composites. Journal of Natural Fibers January 1–11. doi:10.1080/15440478.2018.1432002.
- Prolongo, S. G., G. Del Rosario, and A. Ureña. 2006. Comparative study on the adhesive properties of different Epoxy resins. International Journal of Adhesion and Adhesives 26 (3):125–32. doi:10.1016/j.ijadhadh.2005.02.004.
- Rahman, M. M., S. Zainuddin, M. V. Hosur, C. J. Robertson, A. Kumar, J. Trovillion, and S. Jeelani. 2013. Effect of NH2-MWCNTs on crosslink density of Epoxy matrix and ILSS properties of e-glass/epoxy composites. Composite Structures 95:213–21. doi:10.1016/j.compstruct.2012.07.019.
- Rajak, D. K., D. D. Pagar, P. L. Menezes, and E. Linul. 2019. Fiber-reinforced polymer composites: Manufacturing, properties, and applications. Polymers 11 (10):1667. doi:10.3390/polym11101667.
- Rangappa, S. M., S. Siengchin, J. Parameswaranpillai, M. Jawaid, and T. Ozbakkaloglu. 2022. Lignocellulosic fiber reinforced composites: Progress, performance, properties, applications, and future perspectives. Polymer Composites 43 (2):645–91. doi:10.1002/pc.26413.
- Sandeep, N. C., H. R. Rao, and K. H. Reddy. 2017. Extraction and characterization of physicochemical and tensile properties of Aegle marmelos fiber. Materials Today: Proceedings 4 (2):3158–65. doi:10.1016/j.matpr.2017.02.200.
- Sanjay, M. R., P. Madhu, M. Jawaid, P. Senthamaraikannan, S. Senthil, and S. Pradeep. 2018. Characterization and properties of natural fiber polymer composites: A comprehensive review. Journal of Cleaner Production 20 (172):566–81. doi:10.1016/j.jclepro.2017.10.101.
- Sarikaya, E., H. Çallioğlu, and H. Demirel. 2019. Production of epoxy composites reinforced by different natural fibers and their mechanical properties. Composites Part B: Engineering 167:461–66. doi:10.1016/j.compositesb.2019.03.020.
- Sastry, M. N. P., K. D. Devi, and D. Bandhu. 2016. Characterization of Aegle Marmelos fiber reinforced composite. International Journal of Engineering Research 5 (SP 2):345–49. doi:10.17950/ijer/v5i2/009.
- Shakuntala, O., G. Raghavendra, and A. Samir Kumar. 2014. Effect of filler loading on mechanical and tribological properties of wood apple shell reinforced Epoxy composite. Advances in Materials Science and Engineering 2014:1–9. doi:10.1155/2014/538651.
- Ulus, H. 2022. An experimental assessment of hybrid bolted/bonded basalt fiber reinforced polymer composite joints’ temperature-dependent mechanical performances by static and dynamic mechanical analyses. International Journal of Adhesion and Adhesives 114:103120. doi:10.1016/j.ijadhadh.2022.103120.
- Yahaya, R., S. M. Sapuan, M. Jawaid, Z. Leman, and E. S. Zainudin. 2016. Measurement of ballistic impact properties of woven kenaf–aramid hybrid composites. Measurement 77:335–43. doi:10.1016/j.measurement.2015.09.016.
- Yashas Gowda, T. G., M. R. Sanjay, K. Subrahmanya Bhat, P. Madhu, P. Senthamaraikannan, and B. Yogesha. 2018. Polymer matrix-natural fiber composites: An overview. Cogent Engineering 5 (1):1446667. doi:10.1080/23311916.2018.1446667.
- Yorseng, K., S. M. Rangappa, J. Parameswaranpillai, and S. Siengchin. 2022. Towards green composites: Bioepoxy composites reinforced with bamboo/basalt/carbon fabrics. Journal of Cleaner Production 363:132314. doi:10.1016/j.jclepro.2022.132314.
- Zhang, Y., C. Yu, and P. Chu. 2012. Mechanical and thermal properties of Basalt fiber reinforced poly (butylene succinate) composites. Materials Chemistry and Physics 133 (2–3):845–49. doi:10.1016/j.matchemphys.2012.01.105.