
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
The use of natural fibers including abaca has increased because of its advantages such as lightweight, low price, life-cycle superiority, and substitute for synthetic fibers. This paper gives an insight into the effect of three different treatments on abaca fibers: hornification, NaOH 3% concentration solution, and a coating of silica fume with natural latex into cementitious composites; fibers have been characterized before and after through SEM, XRD, FT-IR, TGA, and tensile tests to analyze structural and chemical changes. Cementitious composites through setting time and flexural strength (7, 14, 28 days) were analyzed for determining the optimum treatment and, afterward, the best dosage and length. It was found that HS treatment with 30 mm and 0.2% dosage showed 8.2 MPa in terms of flexural strength.
摘要
包括阿巴卡在内的天然纤维由于其重量轻、价格低廉、生命周期优势和替代合成纤维等优点,其使用量有所增加. 本文深入研究了三种不同处理方法对阿巴卡纤维的影响: 角质化、NaOH 3%浓度溶液和硅灰与天然胶乳在水泥基复合材料中的涂层; 通过SEM、XRD、FT-IR、TGA、拉伸试验对纤维进行了前后表征,分析了纤维的结构和化学变化. 通过凝固时间和弯曲强度(7、14、28天)对水泥基复合材料进行分析,以确定最佳处理,然后确定最佳用量和长度. 发现30 mm和0.2%剂量的HS处理显示8.2MPa在弯曲强度方面.
1. Introduction
During the last years, natural fibers (such as flax, jute, sisal coir, and bamboo fibers) have been extensively used as suitable reinforcement in cement-based composites (Benaimeche et al. Citation2018). The use of fibers from natural plants has attracted greater global attention because of their affordability, abundance, and eco-friendliness (Jiang et al. Citation2018). The advantages of using natural fibers in industrial applications relate to their lightweight, low cost, nontoxicity, biodegradability, and high specific stiffness (Cai et al. Citation2015).
Abaca fiber is obtained from the pseudo-stem of Musa textile., which is commonly known as Manila hemp. This plant has little non-edible fruits full of seeds, and its pseudo-stem can grow up to 6.5 m. In tropical countries like the Philippines, abaca plants are available in abundance (Kumar Sinha, Narang, and Bhattacharya Citation2017). Worldwide, the demand of abaca is mainly fed by the Philippines with an 85% and Ecuador with a 15% (Richter, Stromann, and Müssig Citation2013). Certain authors have compared mechanical properties of natural fibers with promising results in terms of tensile strength abaca 400 MPa (Onuaguluchi and Banthia Citation2016).
Despite all these advantages, many challenges arise concerning the use of natural fibers in cementitious applications, certain drawbacks could be mentioned as poor dispersion in cementitious matrix and probably the most critical, the low durability of fibers in cementitious matrix (Boulos et al. Citation2019). Therefore, in order to counteract these drawbacks, two strategies could be applied as a way of increasing the durability of the natural fibers in cement paste. The first strategy is to modify the composition of the cementitious matrix in a way that reduces its alkalinity in order to increase the durability of natural fibers in cement paste (Xue, Tabil, and Panigrahi Citation2007). The second strategy focuses on the natural fiber itself and involves chemical or physical modification in order to increase its stability in cementitious matrices (Boulos et al. Citation2019; Jiang et al. Citation2018). This study focused on the second strategy by applying three different treatments on abaca fibers.
This work aims to (1) analyze the effect of three different treatments on abaca fibers used in cementitious mortars, (2) study how the size and dosage of abaca fibers influence the behavior of the cementitious composite. The abaca fibers were subjected to three different treatments: a process of hornification, dipping in 3% NaOH solution and water, and finally a coating of silica fume with natural latex. Scanning electron microscopy (SEM), X-ray diffraction (XRD), Fourier transform-infrared spectroscopy (FT-IR), Thermo gravimetric analysis (TGA), tensile test, and flexural strength were used to analyze structural and chemical changes in the fibers before and after applying the treatment.
2. Material and methods
2.1. Materials
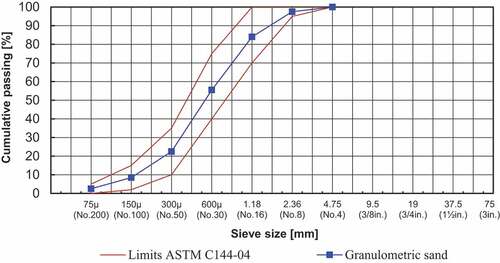
The abaca fibers used in this research correspond to a second quality fiber. This classification is based on the color and diameter of the fiber (Simbaña et al. Citation2020). The cement used is a general use (GU) type, according to ASTM C1157 (ASTM International Citation2020). The sand used in this study was collected from Rio Boliche (), and its granulometric curve was set as the average between ASTM C144 maximum and minimum ranges (ASTM International Citation2018).
Figure 1. Granulometric curve of sand used in this research.
2.2. Abaca treatments
The length of the fibers were determined based on previous research and were cut into four different lengths: 20, 25, 30, 35 mm (Ferreira et al. Citation2018; Onuaguluchi and Banthia Citation2016). The fibers were subjected to three different treatments: hornification, dipping in 3% NaOH solution and water, and a coating of silica fume with natural latex.
2.2.1. Hornification
The process was performed as described by Ferreira et al. (Citation2017) with the main purpose of improving natural fiber properties: The abaca fibers were placed in a container with water (T = 22°C) during 3 h. The drying process was carried out in a furnace at a temperature increasing temperature rate of 1°C/min to 80°C. Then, this temperature was maintained for 16 h. After 16 h of drying, the furnace was cooled down to of 22°C in order to avoid possible thermal shock to the fibers. This procedure was repeated 5 times because at this point other natural fibers accomplished better performance, and it has been proven that through this method fiber-matrix bonding also improves frictional mechanism (Ferreira et al. Citation2015, Citation2017).
2.2.2. Dipping in 3% sodium hydroxide solution and water
The process was performed by a procedure previously applied to leaf fibers according to Jiang et al. (Citation2018). A solution of NaOH (3% mass percentage) and water was prepared, and fibers were dipped into this solution for 4 h and then in water for 10 h. Impregnated abaca fibers were rinsed with water until extruded brown washing became transparent. Then, fibers were dried at 85 ± 1°C for 24 h in a furnace, the use of temperature led to increase the fiber stiffness and decrease its moisture absorption (Pacheco-Torgal and Jalali Citation2011). Fibers were cooled to room temperature and then stored in sealed plastic bags for posterior usage.
2.2.3. Natural latex + silica fume
Firstly, each abaca fiber was immersed in an adherent solution of natural latex for 1 min, according to (Citation2017). At this point, the adherent solution surrounds the abaca fiber generating bonding layers. The silica fume particles act as fillers within the cementitious matrix, reduce the porosity of the composite by filling voids, form more C-S-H, and is also useful for strength development (Júnior Carvalho Machado et al. Citation2020).
2.3. Abaca fibers in cementitious mortars
The cement-based mortar matrix consists of a cement-to-sand ratio 1:3 which corresponds to a typical mortar used in Ecuador (INEN 2615:2012) (INEN Citation2015). The ratio between water-cement is fixed after performing a workability test with the flow table according to UNE 1015–3 (AENOR Citation2000).
The dosage of fiber was applied in three different percentages 0.2%, 0.3%, and 0.4% based on the total weight of solids based on previous literature review (Jianqiang, Siwei, and Thomas Citation2016; Onuaguluchi and Banthia Citation2016; Çomak, Bideci, and Salli Bideci Citation2018), and the mortar mixture composition is listed in .
Table 1. Mortar mix composition.
describes the scheme performed in order to develop this research where abaca fibers were fixed at 25 mm length with a 0.2% of the total solid weight and mixed into the mortar applying three different treatments to find out the optimum treatment (analyzing through flexural strength); once the treatment was determined the optimum length and dosage were analyzed for reaching the best length and dosage.
Figure 2. Methodology proposed for determining optimum treatment, size and dosage.
Thermogravimetric analysis was performed on no treated and treated abaca fibers. This was performed by comparing the rate of weight loss and the decomposition temperature. The analysis was developed with the use of TGA701 under a ramp rate of 15°C/minute from room temperature to 104°C and 50°C/minute from 104°C to 1000°C. The crystal structure of the no treated and treated abaca fibers was characterized. X-ray diffraction (XRD) was performed to four samples of abaca fibers subjected to hornification (HR), NaOH-3% (HS), natural latex + silica fume (LS), and the No treated fiber (NT). This technique is used to identify the crystalline minerals in the natural fibers when their content is higher than 1%. The degree of CI in the cellulosic materials is calculated according to the peak height method. The empirical equation proposed by (Segal et al. Citation1959) for calculating the crystalline index is given in Equation 1.
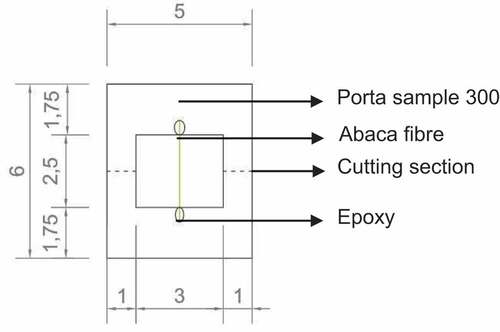
In SEM, samples were prepared in order to analyze the superficial changes as a consequence of the different treatments applied. The three point bending tests on unnotched specimens were carried out according to UNE 196–1 (AENOR Citation2018) which evaluate compressive and flexural properties of cement-based mortar. FT-IR was performed on treated and untreated abaca fibers. This technique is sensible to internal structures since it reflects the characteristic vibrations of atomic groups. To carry out tensile tests, the treated and untreated fibers were split into parcels. This test was performed taking as references the procedure from Cai et al. (Citation2015) and ASTM C1157 (ASTM International Citation2020). The testing machine corresponds to an IBERTEST MOD IBTH-2730. The samples were put in a porta sample that consists of a 300 g, which was tied through epoxy on each bottom in order not to interfere with the test. Fiber length between 300 and 500 mm. The fiber diameters were obtained through SEM (200 µm), as showed in , using the software Motic Images plus 3.0. shows the design of the porta sample for tensile test. The strength at breaking point (N) is gotten from the testing machine, the cross-sectional area of the fiber in the fracture plane is obtained through reflection microscopy, zoom 200, OLYMPUS PME3. This test was performed applying a maximum load of 500 N and a velocity rate of 1 mm/min.
Figure 3. Images of abaca fibers through scanning electron microscopy (200 µm).
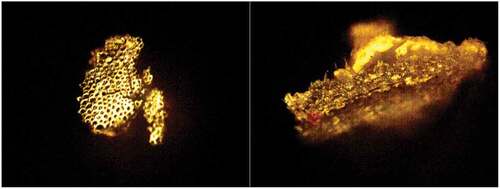
Figure 4. Porta sample for tensile test. Units: cm.
3. Results and discussion
It is important to understand the natural fibers cell wall in order to predict the mechanical properties of the fiber itself. Considering that all natural fibers are composed of pectin, cellulose, hemicellulose, and lignin (Boulos et al. Citation2019), it turns necessary to analyze the behavior of treated samples within its composition. On the other hand, different dosages and sizes may also influence the behavior of the cementitious mortars.
3.1. Characterization of abaca fibers
3.1.1. Thermogravimetric analysis (TGA)
Thermogravimetric analysis was carried out to investigate the changes that the abaca fiber may suffer through the proposed treatments. shows the curves of the different conditions of abaca fibers subjected to hornification (HR), NaOH-3% (HS), natural latex + silica fume (LS), and the No treated fiber (NT). (a) DTG curve shows an initial peak between 40 C and 100°C (loss in weight about 4%) which corresponds to the vaporization of absorbed water. After this peak, the curve shows two more peaks. According to Y. J. Rueda-Ordóñez and Tannous (Citation2018), thermal disintegration of natural fibers begins with the decomposition of the hemicellulose that starts at 200°C to 400°C, then cellulose between 300°C and 410°C and lignin from 400°C to 800°C. (b) Among NaOH, degradation starts at 200°C corresponding to hemicellulose with a 20% weight loss, then cellulose between 380°C up to 400°C with a 65% weight loss and lignin at 680°C with a 20% weight loss. (c) HR degradation starts at 270°C corresponding to hemicellulose with a 10% weight loss, then cellulose at 320°C with a 60% weight loss and lignin at 500°C with a 30% weight loss. (d) LS degradation starts at 300°C corresponding to hemicellulose and 20% weight loss. At 400°C cellulose degrades with a 5% weight loss and lignin at 500°C lignin with a 5% weight loss. This behavior means that there are few volatile elements and that is why the variation of weight vs temperature is small, it can be seen a constant velocity for which only one type of material is being liberated. Among these behaviors, it can be seen that NaOH and HR treatment has some similarities; for example, the weight loss of cellulose is around 60% and lignin at an average of 25%. However, it is interesting how the LS treatment varies from all others losing only a 5% weight loss in cellulose and in lignin. Between these results, it should be analyzed if these behaviors interfere within flexural strength results.
Figure 5. TG and DTG curves. (a) NT: No treated fiber. (b) HS: NaOH-3%. (c) HR: Hornification. (d) LS: Natural latex + silica fume. TG: Thermogravimetric curve. DTG: First derivative of the TG curve.
3.1.2. X-ray diffraction
X-ray diffractograms for all four samples are presented in . Two main peaks can be seen throughout all the analyzed samples at 16.4° and 22.5°, typical of the cellulose, which have a considered width referring to an amorphous material (Kim, Kumbar, and Nukavarapu Citation2023). There is an unusual peak at 31.34°in the LS sample that refers to calcium sulfate (Eremin et al. Citation2016). These results allow the analysis of the cellulose structure and crystallinity. shows the results of the four samples in terms of CrI%, and the highest and the lowest index corresponds to the HS (38.46%) and LS (28%) treatment, respectively. All treatments have eliminated no crystalline materials on the fiber, including amorphous hemicellulose, lignin, and other non-cellulosic materials, which has given the fiber the chance of adopting a more crystalline structure (Cai et al. Citation2016). These results have a certain connection with results from TGA where the weight loss of cellulose and lignin were totally alike within these two treatments; hence, it would be interesting to analyze if this behavior repeats in terms of flexural strength.
Figure 6. Diffractograms for abaca fiber: NT HS, HR, and LS.
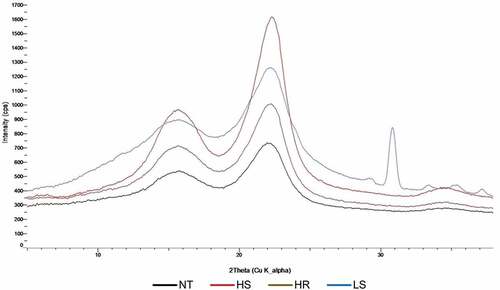
Table 2. Crystallinity index of NT, HS, HR, and LS abaca fiber. NT: No treated fiber. HS: NaOH-3%. HR: Hornification. LS: Natural latex + silica fume. Itotal: Intensity at 22.1°. Iam: Intensity at 16.0°. CrI: Crystallinity index.
3.1.3. Fourier-transform infrared spectroscopy
The chemical composition of all samples was analyzed as seen in . Peaks were formed corresponding to different bondages such as: (−OH), (H-O), (C-H), (C=O), (C=C), (C-H), (C=C), (H-C-H), (C-O), (C-O-C), and (C-O) showed in , these bondages are associated to elements referred as polysaccharides, cellulose, hemicellulose, pectin, and lignin. Within the three applied treatments HR, HS, and LS, it can be seen in that they all look similar, except LS; apparently, this treatment radically transforms the bondage bringing a new value to show, these results are consistent with the ones obtained through TGA and XRD. HR treatment looks similar to NT fiber, this may imply that there is no significant change in the chemical fiber’s composition. HS treatment shows at 1742 cmˉ1, peak that refers to the bondage C=O, where the hemicellulose and pectin disappear, as TGA results confirm, at 1100 cmˉ1 another peak the C-O-C shows up referring to cellulose; therefore, it can be said that part of the lignin and pectin are eliminated from the fiber. Hence, the HS treatment removes the binding materials such as hemicellulose, pectin, and lignin, this led to the separation of the abaca fiber bundle into elementary fibers (Cai et al. Citation2015).
Figure 7. FT-IR of abaca fiber submitted to NT, HS, H,R and LS.
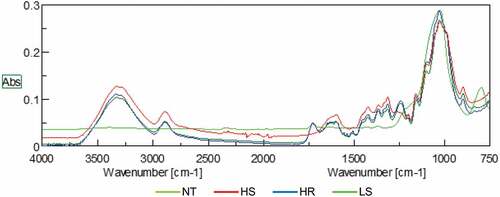
Table 3. Absorption peaks of abaca fiber submitted to different treatments.
3.1.4. Tensile test
After submitting all samples to tensile strength as seen in , it was obtained that NT abaca fiber has the lowest strength compared to treated abaca samples. Results were summarized in . According to these results Ecuadorian abaca fibers may seem less resistant compared to the Philippines 750 MPa (Liu, Takagi, and Yang Citation2013). However, these results may vary depending on the mechanism applied to measure this property, as well as the harvesting and cropping procedure. If we compare the results of tensile tests to previous tests it can be seen that HS and LS treatment have the highest and the lowest results in terms of tensile test, these results are congruent to the ones obtained by TGA, XRD, FT-IR where hemicellulose, cellulose, and weight loss vary tremendously. Summarizing, HR is 5.4% more resistant than NT and HS treatment increases its strength in a 26.41%; therefore, it can be said that HS treatment has the best performance in terms of tensile strength.
Figure 8. Tensile test for abaca fiber NT, HS, HR and LS.
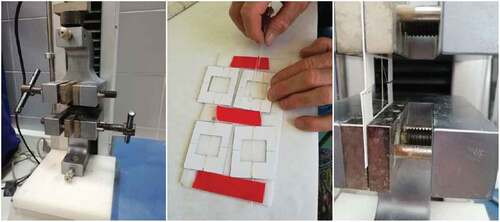
Table 4. Tensile tests of NT, HS, HR, and LS abaca fiber.
3.1.5. Scanning electron microscopy (SEM)
In , SEM analysis of 300 µm shows the behavior of abaca fibers in all their conditions NT, HR, HS, and LS. Abaca fiber experiment a modification of its surface when subjected to proposed treatments. It can be seen how the NT fibers show a similar aspect compared to the HR and HS treatment; on the other hand, LS fibers show a totally different aspect, having as main element Silica fume with almost unnoticeable fibers. shows fibers in all the proposed conditions at 50 µm, it can be seen changes in the surface morphology of all of them. HR treatment shows how the morphology of the natural fiber has disappeared, meaning that transversal elements previously seen in NT fiber have been diluted, and fiber roughness has increased as well. As shown with LS, the fiber seems to be present, but it is covered by latex and the small rocks that can be appreciated are the silica fumes. As shown in at 5 µm, the HR and the HS treatment, the fiber suffers a separation, originally it seems to be tight in a bundle, but it looks different. The LS treatment shows small spherical elements corresponding to silica fumes. In general, all applied treatments modify the fiber’ surface; hence, the adhesion must be considered in the cementitious matrix.
Figure 9. Abaca fibers NT, HR, HS and LS respectively, corresponding to (a) 300 µm, (b) 50 µm and (c) 5 µm of backscattered electrons.
3.2. Abaca fibers in cementitious mortar
One of the most determining tests in terms of masonry mortar is the flexural strength. Therefore, to determine the best treatment (HR, HS, and LS), prismatic samples were performed, fixing a size in 25 mm and 0.2% dosage for comparison. Once the best treatment was determined, different sizes and dosages were tested to find out optimum size and dosage. shows the results after establishing a fixed dosage of 0.2% and a fiber length of 25 mm. At first sight, the LS treatment accomplished better results among all treated fibers, but at 28 days these results were lower than NF mortar. It seems interesting the fact of how the HR treatment did not increase its strength within the first 15 days, but at 28 days it was 3% higher than NF sample. On the other hand, HS treatment at 7 days showed lower strength compared to NF and LS samples, but at 28 days, it showed the highest strength within all samples compared, increasing its strength by a 9%. Compressive strength results of the NF sample compared to HR, LS, and HS, respectively, were 18% lower, 16% lower and 7% higher, meaning that at 7 days the HS treatment showed the highest results in terms of compression. This behavior can be seen within the 28 days where LS and NF samples reached the same strength, HR increased by a 2%, but HS treatment showed better results, increasing its strength by a 6% %. Using fixed mortar samples of 25 mm length and 0.2% dosage (total solid weight), the best treatment was the 3% NaOH solution (HS treatment). Once the optimum treatment was determined (3% NaOH solution) HS, different lengths and dosages were tested.
Table 5. Mortar sample flexural and compressive strength of NF, HS, LS, and HR at 7, 14, 28 days.
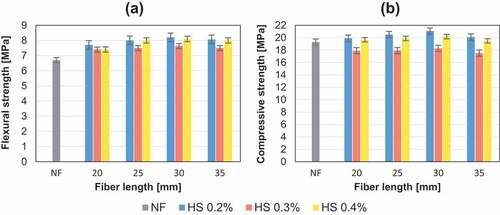
shows all dosages and lengths analyzed. The highest flexural strength results were obtained when abaca fibers were added to the mixture with a 30 mm length and a dosage of 0.2% of the total solid weight, resulting in 8.2 MPa at 28 days; this represents an increase of 18% compared to NF mortar. It can be seen that as lengths increase the flexural strength decreases. In terms of compressive strength, the behavior is similar, at 30 mm length with 0.2% the highest compressive value is achieved, being 8.5% higher than NF.
Figure 10. Samples of NF, HS with 0.2%, 0.3%, 0.4% and lengths of 20, 25, 30, 35 mm. (a) Flexural strength at 28 days. (b) Compressive strength at 28 days.
4. Conclusions
This work presented the effect of three different treatments on abaca fiber: hornification (HR), NaOH-3% (HS), and coating of silica fume with natural latex (LS). From this investigation, it can be concluded that:
Fixing an initial dosage and length of 0.2% of the total solid weight and 25 mm, best results were obtained from fibers treated with NaOH HS treatment.
All three treatments modify the fiber itself, removing lignin and hemicellulose from the surface of natural fibers as proven through TGA, XRD, FT-IR, and SEM analysis.
HS fiber (NaOH) had better behavior in terms of flexural and compressive strength, and when the fiber was analyzed through this treatment it was seen that hemicellulose, cellulose, and lignin were lost and bondages of H-C-H were formed.
Silica fume with natural latex treatment (LS) showed the poorest results in terms of tensile test and flexural strength, this could be because once the treatment was applied, internally few volatile elements remained compared to HR and HS treatment, meaning that internally the composition was modified, but this variation was not as different as the others, only 5% weight loss compared to 65% and 30% in HS and HR respectively
HR treatment, in terms of flexural strength, within the first days showed the highest results, but after reaching the full strength, it was seen that results were lower than HS treatment.
NaOH samples with different dosages and lengths were analyzed (0.2-0.3-0.4% and 20-25-30-40 mm). Results in terms of flexural strength show better behavior when abaca fiber’s length are 30 mm with a 0.2% dosage of the total solid weight.
Highlights
Different treatments to abaca fibers modify their internal composition
Lengths and dosages impact positively or negatively when mixed with cementitious mortar in terms of tensile test.
3% Sodium hydroxide treatment in abaca fibers has better results when they interact with cementitious matrix
Tensile results of Ecuadorian abaca fiber with or without treatments are over the 350 MPa.
Treatment of Silica Fume and latex shows the lowest results in terms of crystallinity.
Ethical approval
We have no conflicts of interest to disclose. We confirm that all the research meets ethical guidelines and adheres to the legal requirements of the study country.
Acknowledgements
The study was supported by Universidad Católica de Santiago de Guayaquil (UCSG), The authors thank Holcim Ecuador S.A. for its installations. Special thanks to Professor José Rodríguez Montero from the University of Granada, and Carlos Ronquillo BSc.
Disclosure statement
No potential conflict of interest was reported by the authors.
Additional information
Funding
References
- AENOR. 2000. UNE-EN 1015-3:2000/A2:2007. Métodos de ensayo para morteros de albañilería. Parte 3: Determinación de la consistencia del mortero fresco (por la mesa de sacudidas). Asociación Española de Normalización y Certificación 10:11.
- AENOR. 2018. UNE-EN 196-1. Métodos de ensayo de cementos. Parte 1: Determinación de resistencias. Asociación Española de Normalización y Certificación 22:35.
- ASTM International. 2018. ASTM C144-18, Standard Specification for Aggregate for Masonry Mortar. In Annual book of ASTM standards Vol. 04, 3. West Conshohocken, PA: ASTM International. doi:10.1520/C0144-18.
- ASTM International. 2020. ASTM C1157/C1157M - 20a, Standard Performance Specification for Hydraulic Cement. In Annual book of ASTM standards Vol. 04, 5. West Conshohocken, PA: ASTM International. doi: 10.1520/C1157_C1157M-20A.
- Benaimeche, O., A. Carpinteri, M. Mellas, C. Ronchei, D. Scorza, and S. Vantadori. 2018, July. The influence of date palm mesh fibre reinforcement on flexural and fracture behaviour of a cement-based mortar. Composites Part B: Engineering 152:292–14. (Elsevier). doi:10.1016/j.compositesb.2018.07.017.
- Boulos, L., M. R. Foruzanmehr, A. Tagnit-Hamou, and M. Robert. 2019, December. The effect of a zirconium dioxide sol-gel treatment on the durability of flax reinforcements in cementitious composites. Cement and Concrete Research 115:105–15. (2017Elsevier). doi:10.1016/j.cemconres.2018.10.004.
- Cai, M., H. Takagi, A. N. Nakagaito, M. Katoh, T. Ueki, G. I. N. Waterhouse, and L. Yan. 2015. Influence of alkali treatment on internal microstructure and tensile properties of abaca fibers. Industrial Crops and Products 65:27–35. Elsevier B.V. doi:10.1016/j.indcrop.2014.11.048.
- Cai, M., H. Takagi, A. N. Nakagaito, L. Yan, and G. I. N. Waterhouse. 2016. Effect of alkali treatment on interfacial bonding in abaca fiber-reinforced composites. Composites, Part A, Applied Science and Manufacturing 90:589–97. Elsevier Ltd. doi:10.1016/j.compositesa.2016.08.025.
- Çomak, B., A. Bideci, and Ö. Salli Bideci. 2018. Effects of hemp fibers on characteristics of cement based Mortar. Construction and Building Materials 169:794–99. doi:10.1016/j.conbuildmat.2018.03.029.
- da Silva, E. J., M. Lidiane Marques, F. Garcia Velasco, C. Fornari Junior, F. Martínez Luzardo, and M. Mitsuuchi Tashima. 2017, January. A new treatment for coconut fibers to improve the properties of cement-based composites – combined effect of natural latex/pozzolanic materials. Sustainable Materials and Technologies 12:44–51. (2016Elsevier). doi: 10.1016/j.susmat.2017.04.003.
- Eremin, A., A. Pustovgar, S. Pashkevich, I. Ivanova, and A. Golotina. 2016. Determination of calcium sulfate hemihydrate modification by X-Ray diffraction analysis. Procedia Engineering 165 (495):1343–47. Elsevier B.V. doi:10.1016/j.proeng.2016.11.862.
- Ferreira, S. R., F. De Andrade Silva, P. Roberto Lopes Lima, and R. Dias Toledo Filho. 2015. Effect of fiber treatments on the sisal fiber properties and fiber-matrix bond in cement based systems. Construction and Building Materials 101:730–40. Elsevier Ltd. doi:10.1016/j.conbuildmat.2015.10.120.
- Ferreira, S. R., F. de Andrade Silva, P. Roberto Lopes Lima, and R. Dias Toledo Filho. 2017. Effect of hornification on the structure, tensile behavior and fiber matrix bond of sisal, jute and curauá fiber cement based composite systems. Construction and Building Materials 139:551–61. Elsevier Ltd. doi:10.1016/j.conbuildmat.2016.10.004.
- Ferreira, S. R., M. Pepe, E. Martinelli, F. de Andrade Silva, and R. Dias Toledo Filho. 2018, September. Influence of natural fibers characteristics on the interface mechanics with cement based matrices. Composites Part B: Engineering 140:183–96. (2017Elsevier). doi: 10.1016/j.compositesb.2017.12.016.
- INEN. 2015. NTE INEN 2615:2012, Cemento Para Mortero. Requisitos. Quito: Instituto Ecuatoriano de Normalización.
- Jiang, D., A. Penghui, S. Cui, X. Feng, T. Tuo, J. Zhang, and H. Jiang. 2018. Effect of leaf fiber modification methods on mechanical and heat-insulating properties of leaf fiber cement-based composite materials. Journal of Building Engineering 19 (May):573–83. doi:10.1016/j.jobe.2018.05.028.
- Jianqiang, W., M. Siwei, and D. G. Thomas. 2016. Correlation between hydration of cement and durability of natural fiber-reinforced cement composites. Corrosion Science 106:1–15. Elsevier Ltd. doi:10.1016/j.corsci.2016.01.020.
- Kim, H. S., S. G. Kumbar, and S. P. Nukavarapu. 2023, April. Amorphous silica fiber matrix biomaterials: An analysis of material synthesis and characterization for tissue engineering. Bioactive Materials 19:155–66. (2022KeAi Communications Co., Ltd). doi: 10.1016/j.bioactmat.2022.04.002.
- Liu, K., H. Takagi, and Z. Yang. 2013. Dependence of tensile properties of abaca fiber fragments and its unidirectional composites on the fragment height in the fiber stem. Composites, Part A, Applied Science and Manufacturing 45:14–22. Elsevier Ltd. doi:10.1016/j.compositesa.2012.09.006.
- Machado, P. J., R. A. dos Reis Ferreira, L. A. de Castro Motta, and D. Pasquini. 2020. Characterization and properties of cementitious composites with cellulose fiber, silica fume and latex. Construction and Building Materials 257. doi:10.1016/j.conbuildmat.2020.119602.
- Onuaguluchi, O., and N. Banthia. 2016. Plant-based natural fibre reinforced cement composites: A review. Cement and Concrete Composites: 68–10896–108. Elsevier Ltd. doi:10.1016/j.cemconcomp.2016.02.014.
- Pacheco-Torgal, F., and S. Jalali. 2011. Cementitious building materials reinforced with vegetable fibres: A review. Construction and Building Materials 25 (2):575–81. Elsevier Ltd. doi:10.1016/j.conbuildmat.2010.07.024.
- Richter, S., K. Stromann, and J. Müssig. 2013. Abacá (musa textilis) grades and their properties-a study of reproducible fibre characterization and a critical evaluation of existing grading systems. Industrial Crops and Products 42 (1):601–12. Elsevier B.V. doi:10.1016/j.indcrop.2012.06.025.
- Rueda-Ordóñez, Y. J., and K. Tannous. 2018. Drying and thermal decomposition kinetics of sugarcane straw by nonisothermal thermogravimetric analysis. Bioresource Technology 264 (September):131–39. Elsevier. doi:10.1016/J.BIORTECH.2018.04.064.
- Segal, L., J. J. Creely, A. E. Martin, and C. M. Conrad. 1959. An empirical method for estimating the degree of crystallinity of native cellulose using the X-Ray diffractometer. Textile Research Journal 29 (10):786–94. doi:10.1177/004051755902901003.
- Simbaña, E. A., P. E. Ordóñez, Y. F. Ordóñez, V. H. Guerrero, M. C. Mera, and E. A. Carvajal. 2020. Abaca: Cultivation, obtaining fibre and potential uses. Handbook of Natural Fibres: Second Edition 1 (January):197–218. doi:10.1016/B978-0-12-818398-4.00008-6.
- Sinha, A. K., H. K. Narang, and S. Bhattacharya. 2017. Effect of alkali treatment on surface morphology of abaca fibre. Materials Today: Proceedings 4 (8):8993–96. Elsevier Ltd. doi:10.1016/j.matpr.2017.07.251.
- Xue, L., L. G. Tabil, and S. Panigrahi. 2007. Chemical treatments of natural fiber for use in natural fiber-reinforced composites: A review. Journal of Polymers and the Environment 15 (1):25–33. doi:10.1007/s10924-006-0042-3.