
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Nowadays, synthetic fiber composites are in decline because of their high initial cost and detrimental impact on the environment. The main aim of this work is to develop natural fiber composite materials that are made from moringa and bamboo fibers by using the hand lay-up method by maintaining a constant 40 vol.% of epoxy content. Both the natural composites were treated with NaOH and also compared with their hybrid composite. The mechanical properties, such as compression, hardness, impact, tensile, flexural properties were investigated. Additionally, thermo gravimetric analysis of composites was also carried out. The biggest boost in compressive strength was seen in bamboo with 60% volume, with improvements ranging from a pure resin value of 13.06 to 68.43% compared to moringa 60% and 30–30% moringa-bamboo. The maximum rise in impact strength was recorded by BM-30/30 at 21J. In addition to this, the highest hardness value was observed by moringa-reinforced composites (MM-60) and noted to be around 40.83 HV. Tensile and flexural properties of all the composites reveal improvement as compared with neat epoxy composites. Bamboo exhibits a considerable improvement in thermal stability as compared with other compositions. Scanning electron micrographs were used to analyze the structure-property correlations.
摘要
如今,合成纤维复合材料由于其高昂的初始成本和对环境的有害影响而正在衰落. 这项工作的主要目的是开发由辣木和竹纤维制成的天然纤维复合材料,通过保持环氧树脂含量不变的40体积%,采用手工铺层法. 两种天然复合材料都用NaOH处理,并与它们的杂化复合材料进行了比较. 研究了压缩、硬度、冲击、拉伸、弯曲等力学性能. 此外,还对复合材料进行了热重分析. 抗压强度提高最大的是体积为60%的竹子,与60%和30-30%的辣木相比,纯树脂值提高了13.06%至68.43%. BM-30/30在21J时记录到冲击强度的最大上升。除此之外,辣木增强复合材料(MM-60)的硬度值最高,约为40.83HV. 与纯环氧树脂复合材料相比,所有复合材料的拉伸和弯曲性能都有所提高. 与其他成分相比,竹子在热稳定性方面表现出相当大的改善. 扫描电子显微照片用于分析结构-性能的相关性.
Introduction
Today’s modern technology demands that a material have very particular qualities in order to satisfy the needs of diverse applications. In order to achieve the best features, composite materials are a sensible choice (M. Z. R. Khan, Srivastava, and Gupta Citation2018). Composites are employed to amalgamate multiple components, thereby engendering an assembly imbued with superlative attributes surpassing those exhibited by the individual constituents in isolation (Hsissou et al. Citation2021). The major parameters that affect the mechanical performance include the nature of fibers, fiber orientation, fiber hybridization, fiber surface treatment, fiber content, moisture uptake behavior of fiber, matrix material properties, and adhesion at the interfacial and fabrication methods, which strongly affect the characteristics of natural fibers (Li et al. Citation2020; Pickering, Aruan Efendy, and Tan Minh Citation2016). There are numerous categories of composite materials. The most popular classification of composite materials is synthetic and natural composites, depending on their constituent reinforcements (Loganathan et al. Citation2019; Xu et al. Citation2019). Due to their high initial cost, poor machinability, and non-recyclability (Venkatesha, Saravanan, and Anand Babu Citation2021), and negative consequences for the ecosystem, synthetic fiber composites are currently being replaced (Kelly Citation2012).
Presently, natural composites are getting more attention due to the numerous drawbacks of synthetic composites and the ever-increasing demand to consider environmental effects and viable aspects of materials (Lotfi et al. Citation2019). Existing synthetic composites have high raw material costs, poor machinability, limited resources, and maintenance complexity (Raj, Edwin Raja Dhas, and Jesuthanam Citation2021). In contrast, natural fiber-reinforced composites are lightweight, low-cost, have a relatively similar or less elastic modulus and strength, and have less processing energy consumption compared to synthetic fibers (Faruk et al. Citation2014; Surnam and Imrith Citation2023). Binoj et al. investigated the fruit husk from the Moringa oleifera plant in varying wt.% (0, 5, 10, 15, 20 and 25) as reinforcement in polyester matrix. Study confirms that fruit husk of Moringa oleifera with a 15–20 wt.% fiber content is ideal for automotive and light-duty applications due to its reasonable tensile strength and low density (Binoj Citation2018). Bamboo weight fractions of 0, 5, 10, 15, and 20 weight percent were explored by Hu et al. in relation to the quasi-static and dynamic compressive responses. The maximum dynamic compressive strength and compression modulus were found in the epoxy resin matrix composites containing 15% bamboo fibers (Hu et al. Citation2023).
Polymer-based matrix composites are often used in a range of engineering applications, including chemical, electrical, automotive, aerospace, packaging, medical, and sports equipment’s (Furtos et al. Citation2012, Citation2021; Shahapurkar et al. Citation2018). Therefore, in engineering materials, natural composites are increasingly being considered as a possible replacement for synthetic composites. The primary objective of this research revolves around the development of an engineering-oriented plant-based composite comprising bamboo and moringa as natural fiber reinforcements, conjoined with an epoxy matrix. The bamboo plant is a versatile plant that is widely distributed all across the world (Bajpay and Singh Yadav Citation2019). Bamboo is well known in the scientific community as a material used in advanced composites (Lopes et al. Citation2021). Bamboo is frequently utilized for textiles, musical instruments, furniture paper, packaging, construction, and healthcare (Kanaginahal et al. Citation2023b; Kanaginahal, Suresh Hebbar, and Kulkarni Citation2019; Syidanova et al. Citation2022). In contrast, moringa is one of the most deserted natural plants used as reinforcement having plenty of applications in different fields (Vinod et al. Citation2021). The moringa oleifera plant is used for traditional food and medicine in Ethiopia and remains largely untapped as a potential reinforcing fiber (Ulian et al. Citation2020). Moringa is among the most significant and effective natural fibers in terms of fiber strength (Nayak and Kumar Khuntia Citation2019). In the present work, three types of composites are prepared: BB-60 (60 vol.% bamboo), MM-60 (60 vol.% moringa), and MB-30/30 (30 vol.% bamboo and moringa). Additionally, neat epoxy samples are prepared for comparison. The compression, impact, hardness, flexural, tensile and thermal properties are investigated, and finally the structure-property correlations are reported.
Experimental procedure
Materials
In the present study, ARS 152 epoxy resin is used as the matrix material, and its designed W 152 hardener was mixed in a ratio of 4:1 by weight/volume, purchased from ARC MARİN Kimya ve Denizcilik Hırdavat Dış Tic.Ltd.şti., Adana, Turkey. Moringa pods were collected from Adama, Ethiopia, and highland bamboo was purchased from the local market in Hawassa, Ethiopia, which is employed as a secondary reinforcement. NaOH for treating both fibers was purchased from Addis Ababa, Ethiopia.
The method for preparing reinforcing fibers
Extraction and treatment of moringa and bamboo fibers
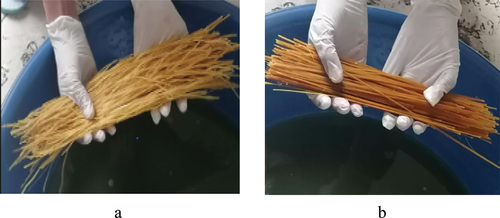
The moringa pods are collected from the moringa tree, and the fibers are extracted from the inner parts of the pod by crushing the pods in order to easily extract the fibers (). To crush the pods, a roller milling machine was used, and thereafter they were left to dry for a period of 48 hours. The extraction of fibers is carried out with the use of a sharp needle to retrieve the fibers. Finally, lignin and extra waste were removed from the fibers by brushing the raw fibers. For greater flexibility, bamboo from the local market was gathered and fashioned into a single, lengthy strip, as depicted in . Both moringa and bamboo fibers are chemically treated with a 10% NaOH solution for 48 hours under ambient conditions to improve bonding with the constituents, modify fiber geometry, and ensure flattening of the fibers () (Karthikeyan, Balamurugan, and Kalpana Citation2014; M. Khan et al. Citation2019).
Figure 1. Collection of Moringa.
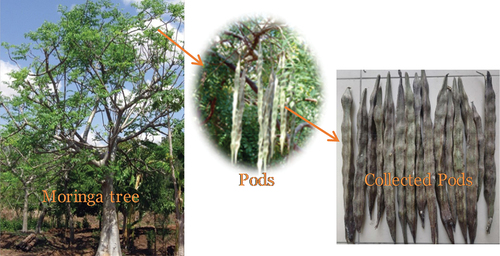
Figure 2. Collection of bamboo.

Figure 3. Fiber treatment a moringa fiber and b bamboo fiber immersed in 10 vol.% NaOH (Yassin et al. Citation2023).
Preparation of bamboo and Moringa woven fibers
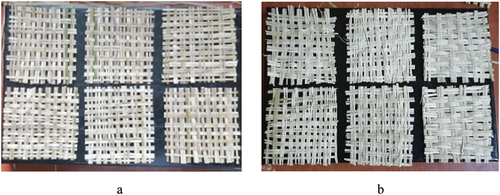
Bamboo and moringa fibers were manually weaved to form three different configurations, namely bamboo, moringa, and a hybrid of bamboo and moringa (). Fiber orientation has a significant influence on the mechanical properties of fiber-reinforced composites. However, the generally planar shape (90/0 arrangement) of the weave possesses high mechanical strength. The mechanical characteristics of fiber-reinforced polymer composites are greatly enhanced by fiber orientation (Retnam, Sivapragash, and Pradeep Citation2014). A needle was used to construct a compact weave, scissors were used to precisely dimension the fabric, and a heavy RHS metal bar was used to secure the opposing size, which made weaving easier. These weaved sections were finally chopped to fit the mold chamber.
Figure 4. Woven fiber preparation a bamboo and b moringa.
According to the available literature, 60 vol.% of the fiber mat was placed in between the layers of the matrix to form composites (Béakou et al. Citation2008; Nayak and Kumar Khuntia Citation2019). Therefore, in the present work, three types of composites are prepared: BB-60 (60 vol.% bamboo), MM-60 (60 vol.% moringa), and MB-30/30 (30 vol.% bamboo and moringa). Additionally, neat epoxy samples are prepared for comparison.
Sample preparation
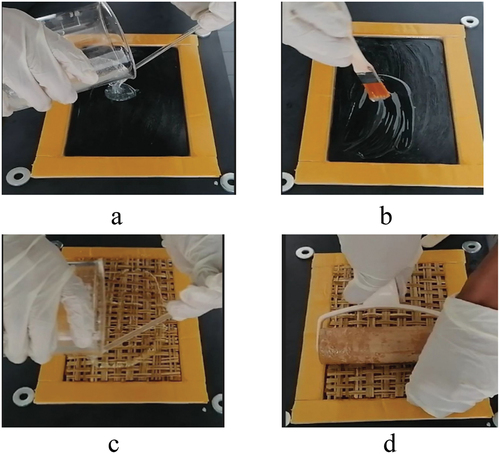
Measurements of the matrix, hardener, and reinforcement were made based on the volume of the ingredients. The hand lay-up technique was used to fabricate the samples. Epoxy and hardener were combined in a ratio of 4:1 to achieve homogeneous mixing. After mixing the resin, it was added to the mold cavity and dispersed across all the corners with the aid of a brush. To enhance the surface interaction between woven fiber and resin, a first layer of woven fiber was placed on the resin that had been poured and rolled again by using a roller to soak the woven fiber. The second layer of woven fabric and resin was then placed in the same order as the first. This process was carried out again until the desired dimension was attained (). In order to assure the removal of extra resin, reduction of voids, and attainment of a precise sample thickness, pressure was introduced to compress the sample at the end. After curing the produced samples for 24 hours, they were taken out and trimmed as per ASTM specifications using a water jet machine for compression, impact, and hardness tests (Astm Citation2003, Citation2018; Wang et al. Citation2016).
Figure 5. Sample preparation process a pouring properly mixed resin, b distributing resin throughout the mold cavity by using brush, c adding the first woven fiber and then resin, d wetting the woven by using roller (Yassin et al. Citation2023).
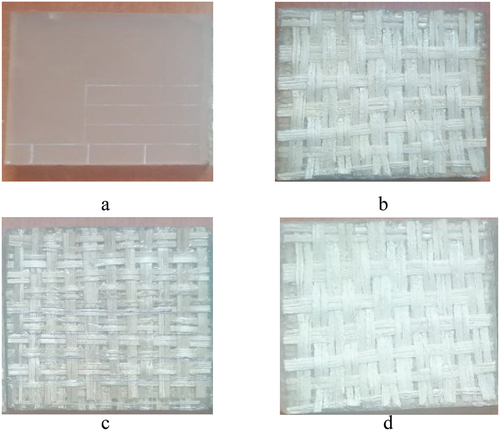
In this work, a neat epoxy resin sample was compared to bamboo composite, moringa composite, and bamboo/moringa hybrid composite samples (). The samples were cut using a water jet machine into specimens for tests with the ASTM standard D3410 (ASTM Citation2003), ASTM D256 (Astm Citation2018), and ASTM D2344–17 (Wang et al. Citation2016) for compression, impact and hardness tests, respectively.
Figure 6. Prepared samples a neat epoxy, b MM-60, c BB-60, d BM-30/30.
The density of all the specimens is determined using ASTM D792–08 (Standard), where theoretical density is calculated using the rule of mixtures,
where
- theoretical density
- filler density
- volume fraction of filler
- matrix density
- volume fraction of matrix.
Experimental density (ρexp) is measured using the Archimedes principle by determining the mass of specimens in water and air. Void content () is estimated using theoretical and experimental density and is given by,
where
- void content
- experimental density.
Chemical composition
The chemical composition analysis was carried out to determine the hemicellulose, cellulose, ash content and lignin content of bamboo and moringa fibers. Ash content and Lignin content were determined using ASTM D 1102–84 (Astm Citation2001) and ASTM D 1106–56 (ASTM Citation1996) standard respectively while hemicellulose and cellulose content was determined according to alkali extraction and Kurchner-Hoffer method, respectively.
Hardness test
The HV50 Vickers hardness testing machine procured from Leader Precision Instrument Co., Ltd, China was used to measure the hardness of specimens by directly applying a predefined load to the specimen’s surface with an indenter of a specific geometry. The indentation is measured after the force has been completely removed in order to determine the hardness of the material. The specimens were prepared by cutting through a water jet machine operated at high speed. A standard specimen of dimensions 20 × 12.5 × 6, prepared in accordance with ASTM D2344–17 (Wang et al. Citation2016), is gently placed on the surface of the testing machine. The specimen’s hardness properties were analyzed using the Vickers Hardness Tester, a micro hardness testing tool. The test is performed on a smooth specimen with a properly prepared surface. The face was free of imperfections that could interfere with the indentation or subsequent diagonal measurement. During the examination, the indentation periphery and margins are almost always visible in the microscope field of view. To produce a diamond-shaped Vickers impression, a force of 10 kg is applied to the specimens. The Vickers hardness was calculated using the diagonals. The measurement is made at a single spot on one specimen and then at another specimen of the same weight percentage. For each composition, three tests were performed.
The specimen’s surface is indented with a defined force, F, using a square-based pyramid diamond indenter having an angle of 136° between opposing sides at the vertex.
where, HV = Vickers hardness
F = Test force
d = Diagonal length
Impact test
Composites’ impact failures include fiber pull-out, fiber/matrix debonding, and matrix fracture. The test was conducted using a dial-display impact testing machine procured from Jinan Victory instrument Co., Ltd, China with a 3.5 m/s impact speed and energy of 5.5 J. The impact test is performed as per the ASTM D256 (ASTM Citation2018) standard on specimens measuring 63.5 × 12.7 × 12.7 mm. The V-notch test specimens had notches that were 2 mm by 2 mm and were cut at a 45° angle. A notched specimen is shattered by swinging hammers mounted on testing devices with the striking point in the center. For each composition, three specimens are tested, and their average values are reported.
Compression testing
A computer-controlled Zwick universal test system (Zwick Roell Z020, ZHU), Ulm, Germany, with a load capacity of 50 kN, was used for the compression testing. The compressive modulus and strength of all specimens were measured. The compressive strength is determined by the peak stress at the tip of the elastic zone. The specimen dimensions were determined by ASTM D3410–17 (Astm Citation2003) and have dimensions of 12.7 × 12.7 × 25.4 mm. The standard testing speed was maintained at 1.2 mm/min.
where, = compressive strength.
p = maximum compressive load carried by the specimen.
A = specimen’s original minimum cross-sectional area.
Tensile test
Tensile testing is performed using a Zwick Roell universal test equipment (Z020 Zwick Roell, USA) in accordance with ASTM D638–14 (ASTM Citation2014) standard. Each sample has a gauge length of 50 mm, and the space between grippers is kept at 115 mm. The specimen’s overall dimensions are 165 × 19x3.2 mm, and a 50 kN load cell is used to maintain a constant cross-head speed of 5 mm/min throughout the trials. Until the test specimen breaks, the test is completed. Utilizing experimental data on load and displacement, stress and strain are calculated.
Flexural test
A 50 kN Zwick Roell universal test equipment (Z020 Zwick Roell, USA) was used to conduct a flexural experiment. Flexure tests are conducted using the ASTM D790–10 (Astm) standard’s criteria and have measurements of 12,712.732 mm (ASTM Citation2017). With a pre-load of 0.1 MPa, a cross-head speed of 1.4 mm/min is utilized. Five different volume fraction combinations are evaluated, and the average data is then provided for examination. In order to acquire the stress-strain data, tests were carried out until the specimen failed.
Thermogravimetric analysis (TGA)
The TGA samples were meticulously fashioned into flakes and subsequently examined utilizing the Perkin Elmer TGA4000, Richmond, California, USA. These samples were subjected to a temperature gradient spanning from 25°C to 700°C, while the heating progression was upheld at a constant rate of 10°C per minute, within a controlled nitrogen atmosphere maintained at 50 mL per minute.
Scanning electron microscopy (SEM)
Scanning electron microscopy (JEOL JSM 6380 LA, Japan) is used to analyze test specimens, and gold sputtering of specimens before to observations is done with a JEOL JFC-1600 auto fine coater to improve conductivity.
Results and discussion
Moringa and bamboo fibers morphology
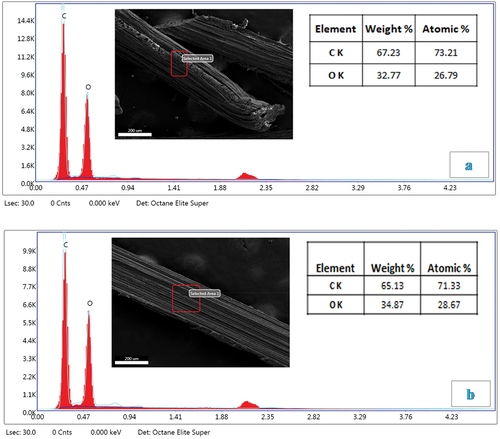
The chemical composition of moringa and bamboo fibers is shown in . Energy dispersive spectroscopy reveals significant carbon and oxygen levels that are evidently visible in .
Figure 7. Chemical composition of a moringa and b bamboo fibers.
Chemical composition
Cellulose, consisting predominantly of carbon, hydrogen, and oxygen, constitutes the fundamental material underpinning the cell wall architecture of bamboo fiber. Typically, cellulose manifests itself in the guise of microfibrils ensconced within the plant cell wall matrix. The cellulose quotient emerges as the principal determinant governing the tensile strength along the grain of bamboo fiber, with the cellulose content evincing a pronounced correlation with bamboo age. The percentage of cellulose in bamboo showed 53.65% compared to that of moringa at 68.4% (). Thus moringa provides a higher value of strength than bamboo.
Table 1. Chemical composition of bamboo and moringa fibers.
Hemicellulose, in concert with cellulose, forms a network with lignin and pectin, conferring adhesive qualities. It is the secondary layer (S2) that assumes responsibility for the physical and mechanical fortitude of the fibers. Hemicellulose helps bind cellulose fibers together. It contributes to the composite’s flexibility, making it more adaptable to shaping and molding processes. It also enhances the overall toughness and resilience of the material. The percentage of hemicellulose in bamboo is 17% compared to moringa which is less than 1% indicating less moisture absorption by moringa. Higher hemicellulose content correlates positively with moisture sorption and biodegradation and also providing higher resistance to impact loadings (Kanaginahal et al. Citation2023a). Thus indicating moringa fibers have greater resistance to moisture absorption. Consequently, during lignocellulose pretreatment, this biopolymer is more susceptible to degradation, particularly in the liquid fraction. Thus, NaOH treatment has reduced the percentage of hemicellulose in fibers compared to raw bamboo and moringa (Chen et al. Citation2022).
Lignin serves as a biochemical material enhancing the structural integrity of plants. It stands as the second most abundant biopolymer, following cellulose, characterized by an aromatic molecular structure and ester linkages with hemicellulose (Badanayak, Jose, and Bose Citation2023). Additionally, lignin is responsible for facilitating UV degradation and char formation in natural fibers. The content of lignin in bamboo and moringa is 21–23%, where lignin can improve the material’s resistance to moisture and environmental factors. It can also enhance the composite’s thermal stability and resistance to microbial degradation. However, excessive lignin content can make the composite brittle (Karimah et al. Citation2021).
The ash content of natural fibers is a direct reflection of their mineral composition. This determination involves incinerating a precise quantity of fibers within platinum crucibles, typically conducted over open flames or, more precisely, within a controlled environment like a muffle furnace. The ash content in the bamboo and moringa is about 4–5% indicating less presence of impurities or contaminants. Depending on the composition, ash content can influence the fire resistance and thermal stability of the composite (Jain and Sinha Citation2022). High ash content can weaken the composite material and make it less suitable for certain applications, thus with low values observed the bamboo and moringa can be utilized for defined applications.
Density
Density and void content measurements are carried out for all the composites to assess the processing method and entrapment of air during fabrication, respectively. Theoretical density calculated using the rule of mixture for ER, BB-60, MB-30/30, and MM-60 is noted to be 1192, 1050, 994, and 940 kg/m3, respectively, whereas experimental density measured using the Archimedes principle is noted to be 1192, 1037.5, 980.0, and 926.4 kg/m3, respectively. Furthermore, the estimated void content of all the composites is observed to be lower than 2%, indicating the good quality of the composites and justifying the hand-layup method to fabricate the samples.
Hardness test
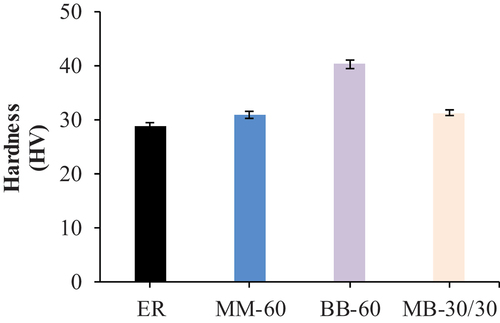
The hardness of different composites measured is presented in . The Vickers hardness of the neat epoxy specimen is seen to be lower than all the composites investigated in the present study. BB-60 composites reveal the highest hardness compared with all other compositions. Composites have an average hardness of 28.8, 30.8, 40.8, and 31.2 HV for ER, MM-60, BB-60, and MB-30/30, respectively. The hardness of a material is directly related to its wear resistance and low porosity (Ali Citation2023). When compared with a neat epoxy resin, the hardness values of MM-60, BB-60, and MB-30/30 showed 6.94, 39.9, and 8.57% improvement, respectively. The increase in hardness of composites is mainly attributed to the hand-layup fabrication process. Additionally, good interfacial bonding between the constituents, as observed in SEM images , has shown a rough surface for bamboo, indicating better bonding compared to smoother surfaces of moringa. Thus conveying the enhancement in the hardness values. The NaOH treatment of fibers prior to the fabrication of composites increases the bonding of composites notably, and therefore an increase in hardness can be evidently seen. However, moringa (MM-60) and hybrid (MB-30/30) composites show lower hardness than bamboo (BB-60) composites owing to the higher strength of bamboo fibers (Rassiah et al. Citation2018).
Figure 8. Average hardness of the composites.
Impact test
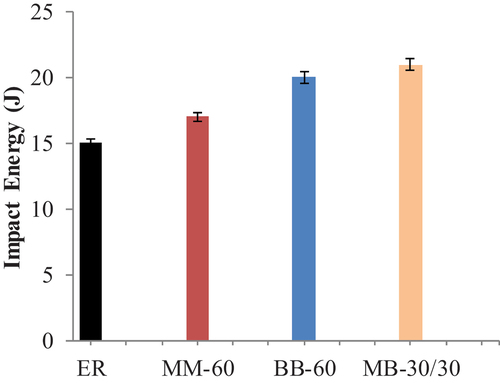
An impact test can be used to determine the toughness and impact strength of the composite material (Vigneshwaran, Venkateshwaran, and Dhanaraj Citation2021). displays the average energy absorbed by specimens (S), the swing angle, and the average impact strength. Neat epoxy, MM-60, BB-60, and BM-30/30 composites reveal 15, 17, 20, and 21 J of impact energy absorbed. Results clearly demonstrate that all fiber-reinforced composites show a significant increase in impact strength as compared to neat epoxy. MM-60 recorded the minimum impact strength, mainly attributed to the lower strength of moringa fibers. As fiber content increases, so do interspaces and stress concentrations, which act as fracture starting locations during impact and reduce impact strength (Nayak and Kumar Khuntia Citation2019). As observed from SEM, moringa fibers displayed a smoother surface compared to bamboo, thus showing a reduction in bonding sites (Kanaginahal et al. Citation2023b). On the other hand, BB-60 depicts higher impact strength than MM-60, mainly credited to the strong bamboo fibers. The impact properties of composites are directly associated with their toughness, which in turn is affected by the properties of matrix, fiber, and interfacial bonding (Radzi et al. Citation2023). A better interaction between reinforcement and matrix has a great influence on impact strength capacity. The hybrid composite (MB-30/30) recorded a maximum impact energy of 21 J, indicating better toughness, which is greatly needed in the automotive sector. Natural fiber-reinforced composites are being widely considered in several applications of packaging, construction, and automobiles due to their eco-friendliness, lightweight, and lower cost (Huda et al. Citation2008). Furthermore, hybridization of fibers generally improves impact strength and energy absorption owing to the addition of different fibers. Moringa fibers are relatively softer compared with bamboo ones; thereby, when impact forces are induced in the composites, moringa fibers tend to absorb energy while impact energy is mitigated by the strong bamboo fibers. Therefore, combinations of both fibers effectively resist the impact energy and depict higher impact resistance.
Figure 9. Impact energy of different composites.
Compressive stress
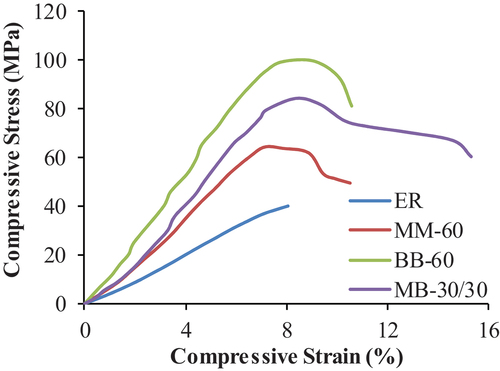
The compressive stress strain profiles of all the composites, including neat epoxy, are presented in . Neat epoxy reveals a brittle mode of failure, while MM-60, BB-60, and MB-30/30 composites depict more deformation before failure. The intrinsic value of augmenting the natural fibers within an epoxy matrix becomes apparent upon careful examination of the stress-strain profiles. The debonding of composites under compressive loads is higher; as observed from SEM , there are more interlocking systems mechanically for bamboo compared to moringa due to the surface. Thus, BB-60, in particular, shows higher stress to failure as compared with others owing to its good stiffness. Within the elastic region, the strain and stress values of BB-60 were higher, with values of 9.09 and 99.56 MPa, respectively, compared to other composites (Kanaginahal, Suresh Hebbar, and Kulkarni Citation2019). The higher fiber content bonding with the matrix of the composite material led to improved stress transmission (Abdellaoui et al. Citation2019). As a result, the material can withstand high compressive stress. Additionally, it is also inferred that the elimination of contaminants owing to NaOH treatment raised the cellulose percentage in the fiber, thereby enhancing its compressive properties (Chin et al. Citation2020). The fibrillation of the fibers and the collapse of the cellular structure resulted in a tight packing of the cellulose chains, which increased the compressive properties (Z. Khan, Yousif, and Islam Citation2017).
Figure 10. Representative compressive stress strain curves of the composites.
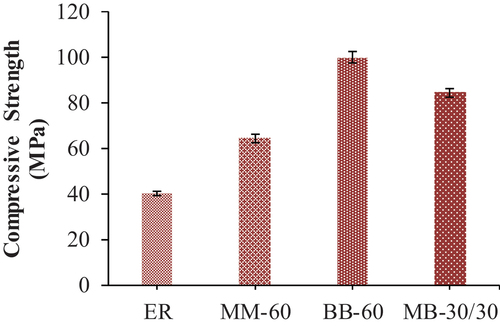
Compressive strength
The experimentally measured compressive strength of composites is presented in . illustrates the specimen’s strength against a compressive load in the longitudinal direction. The compressive strengths of specimens for ER, MM-60, BB-60, and BM-60 are 40.10, 64.27, 99.56, and 84.25 MPa, respectively. Bamboo-reinforced composite specimens show the highest compressive strength, mainly credited to bamboo fibers’ good chemical composition (cellulose content) (Kanaginahal et al. Citation2023b). The fibers are anisotropic and arranged in a 90/0 orientation, which is in plane form. Therefore, the bamboo composites reveal better strength when force is applied in a perpendicular direction to the woven plane. Hybrid composites demonstrate better compressive strength compared to pure moringa composites owing to their good fiber matrix adhesion, fiber nature (cellulose content), and fiber content percentage (60 vol.%), leading to a significant change in compressive modulus (Węcławski, Fan, and Hui Citation2014). In anisotropic natural fiber composites, the uneven distribution of cellulose fibers may result in reductions in compressive strength (Nadir et al. Citation2019). Nevertheless, reinforcing the natural fibers in epoxy matrix results in good strength of composites, signifying the use of abundantly available natural fibers of moringa and bamboo types.
Figure 11. Experimentally measured compressive strength of composite specimens.
Tensile test
shows the tensile modulus of each specimen as measured experimentally. In comparison to neat epoxy, the tensile moduli of MM-60, BB-60, and MB-30/30 increased. The addition of moringa and bamboo fibers to the matrix is primarily responsible for the rise in modulus. The MM-60, BB-60, and MB-30/30 composites had tensile moduli of 616.86, 672.96, and 786.616 MPa, compared to the pure epoxy specimen’s value of 566.58 MPa. When cellulosic fibers are mixed with pure epoxy, all composite’s tensile moduli rise, and the rise is between 19 and 39% greater than with plain epoxy. Relatively strong fibers are mixed in an epoxy matrix to increase the composites’ modulus and facilitate load transfer. The greatest tensile modulus displayed in the BM-30/30 hybrid composite, which is 786.61 MPa, is a result of the combined influence of hybrid fibers (Nayak et al. Citation2022). The stiffness of the epoxy-based composites changes depending on whether reinforcement is present in the matrix material.
Figure 12. Experimentally measured tensile a modulus and b strength of all the composites.
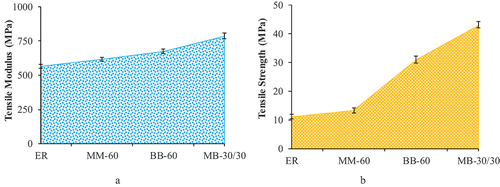
shows the tensile strength of each specimen as measured experimentally. All bamboo/moringa specimens’ composites exhibit greater strength as compared to virgin epoxy. With the MB-30/30 demonstrating the largest improvement, the strength improvements varied from 18 to 281%. 43.08 MPa was recorded as the strength of the MB-30/30 specimen, which is approximately 73.72% more robust than pure epoxy, 68.94% more robust than MM-30, and 27.92% more robust than the specimen of BB-60 reinforced composites. The strength and functionality of the fibers in biocomposites are influenced by the fibers’ nature (Kanaginahal, Suresh Hebbar, and Kulkarni Citation2019). Plant fiber structure, microfibrillar angle, cell size, flaws, and chemical content are typically the most important elements that influence the overall quality of plant fibers. The strength of the fiber also increased with the increase in cellulose content. Chemical treatment was essential for improving tensile strength since it made the reinforcements and matrix compatible. Every time, it was found that the neat epoxy’s mechanical properties were much worse than those of the alkali-treated composites.
Flexural test
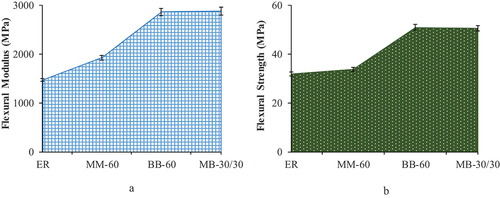
shows the flexural modulus of epoxy and all composites as measured experimentally. The flexural modulus of MM-60, BB-60, and MB-30/30 is observed to be significantly higher than that of clean epoxy. The increase in modulus is mostly attributable to the matrix’s incorporation of moringa and bamboo fibers. The flexural modulus of neat epoxy is 1468.46 MPa, while that of MM-60, BB-60, and MB-30/30 is 1928.05, 2858.66, and 2878.73 MPa, respectively. When moringa and bamboo fibers are mixed with pure epoxy, all composites’ flexural moduli rise; the increases vary from 31 to 96% higher than the plain epoxy. Hybrid specimens (BM-30/30) demonstrated the highest flexural modulus. The two reinforcements’ combined natural synergistic effects may be to blame for the significant improvement in modulus. Furthermore, the strong interaction between cellulose fibers and epoxy resin was the main cause of the composites’ increased bending modulus (Yassin et al. Citation2023). displays the composites’ experimentally measured flexural strengths. shows the effect of fiber reinforcement on the flexural strength of epoxy composites reinforced with bamboo and moringa fibers. The MM-60, BB-60, and MB-30/30 composites all exhibit an increase in flexural modulus when compared to neat epoxy, with the BB-60 composite exhibiting the greatest gain. With a 59.87% increase in strength over neat epoxy, BB-60 exhibited the highest flexural strength of all the composite materials. The orientation and arrangement of the fibers significantly affect the increase in flexural strength. Flexural strength may be affected by how evenly cellulose fibers are distributed throughout the epoxy resin. Additionally, the method utilized to harvest the fiber affected mechanical strength as well (Yassin et al. Citation2023).
Figure 13. Experimentally measured flexural a modulus and b strength of all the composites.
Thermogravimetric analysis (TGA)
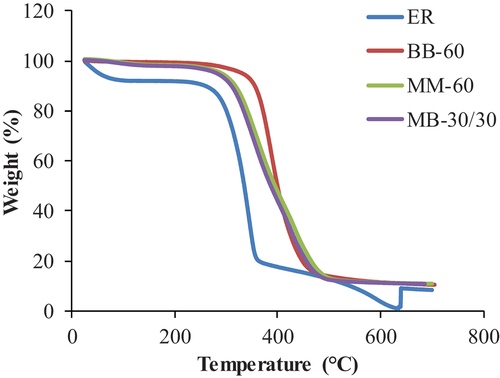
TGA, a method to study the thermal degradation of materials, shows a three step degradation of composites. The first step degradation indicates addition of reinforcements to the pure epoxy enhances the thermal degradation. This infers that reinforcements act as a protective shield by forming a char and delaying the degradation process (Kanaginahal et al. Citation2023a). The decline observed in the unadulterated epoxy can be attributed to the cleavage of ether linkages and the degradation of carboxyl groups, arising from the pyrolysis of the interlinked molecular network (Bahrami, Bagheri, and Dai Citation2022; Manjula et al. Citation2018). The difference in the degradation values clearly infer the improvement in the properties attributed to the bonding at the interface which increased the sustainability of composites (Sahoo, Khandelwal, and Manik Citation2018). Bamboo possesses distinctive polar functional groups, conferring upon it inherent hydrophilic properties (Vuthiganond et al. Citation2023). Consequently, subjecting it to specific treatment protocols engenders the dissolution of constituents such as lignin, pectin, wax, hemicellulose, and an array of low-molecular-weight compounds. This process serves to enhance the congruence between the reinforcing elements and the matrix, culminating in an elevation of thermal stability. The graph delineates the initial stage degradation of bamboo composites transpiring at 281°C, in contrast to moringa at 237°C, hybrid at 260°C, and neat epoxy at 243°C (Lin et al. Citation2018). Bamboo exhibits a notable increase of 15.2% in thermal stability when compared to pure epoxy composites, and a substantial 17.7% enhancement compared to composites reinforced with moringa fibers (). This discrepancy can be attributed to bamboo’s greater density in comparison to other types of fibers (Yassin et al. Citation2023). The second phase, known as the transition state, signifies a shift from a densely packed solid structure to a more gel-like phase, where the bonds begin to loosen. The initial stage of degradation is considered the operational temperature range of the material. Once it progresses into the second stage, it suggests a loss of material functionality. As depicted in the graph, moringa fibers exhibit a sustained degradation and structural alteration up to 500°C, in contrast to bamboo-reinforced composites which display an earlier degradation at 460°C (Nayak et al. Citation2022). The alkaline treatment proves effective in eliminating hemicellulose and glycosidic linkages present in bamboo as compared to moringa. Consequently, this leads to a higher value for the second stage degradation in moringa, since the presence of hemicellulose and glycosidic linkages delays the degradation process (Bharath et al. Citation2020). The final stage degradation was due to presence of lignin and α-cellulose, which displayed similar results for both moringa, bamboo and hybrid composites (Bharath et al. Citation2020; Lin et al. Citation2018; Nayak and Kumar Khuntia Citation2019).
Figure 14. TG curve of composites.
Scanning Electron Micrographs
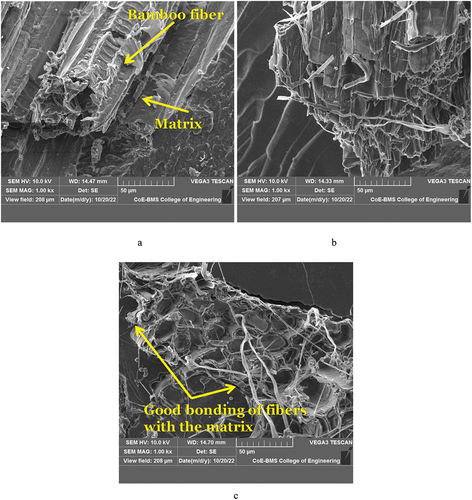
Scanning electron micrographs of composites subjected to compression tests are presented in . A micrograph of BB-60 reveals the bamboo fiber removed from the matrix, as evidently seen in . It can also be observed that the rough fiber surface has bonded well with the matrix prior to debonding due to the applied load. A micrograph of MM-60 is depicted in , and it is revealed that the fibers have undergone more deformation compared with bamboo fibers and thereby show lower compressive strength. Micrographs of MB-30/30 composites reveal both bamboo and moringa fibers have good bonding with the matrix and can be seen intact with each other (). Hybridization of fibers tends to enhance the composites ability to withstand more loads, thereby increasing their strength.
Figure 15. Scanning electron micrographs of a BB-60, b MM-60 and c MB-30/30.
Conclusion
In the present investigation, the incorporation of woven natural fibers derived from moringa and bamboo within the layers of an epoxy matrix is undertaken to evaluate their impact on compressive properties. Four distinct types of composites are produced: neat epoxy, bamboo fiber composites, moringa fiber composites, and bamboo/moringa hybrid composites. The composites exhibit average hardness values for ER, MM-60, BB-60, and BM-30/30. Notably, the hybrid composite achieves the highest impact energy, indicating that the impact strength depends on the fiber composition blended into the matrix and material flexibility. Additionally, all fiber-reinforced composites display higher compressive stress compared to neat epoxy, indicating the ability of fiber integration to enhance compressive stress. The bamboo-reinforced composite exhibits the highest compressive stress. Tensile moduli of the MM-60, BB-60, and MB-30/30 composites were 616.86, 672.96, and 786.616 MPa, respectively, as opposed to 566.58 MPa for the pure epoxy specimen indicating a rise between 19 and 39%. While MM-60, BB-60, and MB-30/30 have flexural moduli of 1928.05, 2858.66, and 2878.73 MPa, respectively, plain epoxy has a flexural modulus of 1468.46 MPa. The considerable increase in flexural modulus could be attributed to the inherent synergistic interactions between the two reinforcements. When contrasted with pure epoxy composites, bamboo shows a noticeable improvement in thermal stability of 15.2%, and a significant improvement in thermal stability of 17.7% when compared to composites supplemented with moringa fibers. The obtained results imply that hybrid composites reinforced with bamboo and moringa fibers can be employed as an alternative material for engineering applications requiring low to moderate structural strength.
Authors’ contributions
Mohammad Yassin, Kiran Shahapurkar, C. Venkatesh – Conceptualization, Mohammad Yassin, Fadi Althoey, Yasin Onuralp Ozkilic – Methodology, Vineet Tirth, Ali Algahtani, Tawfiq Al-Mughanam, Abdulaziz H. Alghtani – Supervision, Mohammad Yassin, Kiran Shahapurkar – Writing – original draft, Kiran Shahapurkar, C. Venkatesh, Vineet Tirth – Investigation, Ali Algahtani, Tawfiq Al-Mughanam- Review and Editing.
Availability of data and materials
All the data used for the study is available in the manuscript.
Supplemental Material
Download MS Word (14.1 KB)Acknowledgments
The authors thank the department of Mechanical Engineering, ASTU, Ethiopia, for providing the facilities and support to conduct this research. The authors extend their appreciation to the Deanship of Scientific Research at King Khalid University Abha 61421, Asir, Kingdom of Saudi Arabia for funding this work through the Large Groups Project under the grant number RGP.2/352/44. The authors acknowledge the Deanship of Scientific Research, Vice Presidency for Graduate Studies and Scientific Research at King Faisal University, Saudi Arabia, for financial support under the annual funding track [GRANT5774].
Disclosure statement
No potential conflict of interest was reported by the author(s).
Supplemental data
Supplemental data for this article can be accessed online at https://doi.org/10.1080/15440478.2024.2311301.
Additional information
Funding
References
- Abdellaoui, H., M. Raji, H. Essabir, and R. Bouhfid. 2019. “Mechanical Behavior of Carbon/Natural Fiber-Based Hybrid Composites.” In Mechanical and Physical Testing of Biocomposites, Fibre-Reinforced Composites and Hybrid Composites, edited byM. Jawaid, M. Thariq, S. Naheed, 103–20. Netherland: Elsevier.
- Ali, M. 2023. “Epoxy–Date Palm Fiber Composites: Study on Manufacturing and Properties.” International Journal of Polymer Science 2023:5670293. https://doi.org/10.1155/2023/5670293.
- ASTM, D. 1996. 1106-56, Standard Test Method for Acid Insoluble Lignin in Wood. USA: West Conshohocken.
- ASTM, D. 2001. “1102-84 Standard Test Method for Ash in Wood.” In American Society for Testing and Materials. USA: West Conshohocken.
- Astm, D. 2003. ASTM Standard D3410/D3410M–03, Standard Test Method for Compressive Properties of Polymer Matrix Composite Materials with Unsupported Gage Section by Shear Loading. USA: ASTM International Philadelphia.
- Astm, D. 2014. “ASTM International.” Standard test method for tensile properties of plastics.
- ASTM, D. 2017. “Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials.” 17. https://doi.org/10.1520/D0790-17.
- Astm, D. 2018. “Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics1.” In.
- Badanayak, P., S. Jose, and G. Bose. 2023. “Banana Pseudostem Fiber: A Critical Review on Fiber Extraction, Characterization, and Surface Modification.” Journal of Natural Fibers 20 (1): 2168821. https://doi.org/10.1080/15440478.2023.2168821.
- Bahrami, R., R. Bagheri, and C. Dai. 2022. “Influence of Fine Structure on the Variations of Thermal and Mechanical Properties in Flax Fibers Modified with Different Alkaline Treatment Conditions.” Journal of Natural Fibers 19 (13): 5239–5257. https://doi.org/10.1080/15440478.2021.1875367.
- Bajpay, A., and K. Singh Yadav. 2019. “Bamboo: a versatile plant.” The Journal of the Greens and Gardens 1 (2): 24–26.
- Béakou, A., R. Ntenga, J. Lepetit, J. A. Atéba, and L. O. Ayina. 2008. “Physico-Chemical and Microstructural Characterization of “Rhectophyllum camerunense” Plant Fiber.” Composites Part A, Applied Science and Manufacturing 39 (1): 67–74. https://doi.org/10.1016/j.compositesa.2007.09.002.
- Bharath, K. N., P. Madhu, T. G. Yashas Gowda, M. R. Sanjay, V. Kushvaha, and S. Siengchin. 2020. “Alkaline Effect on Characterization of Discarded Waste of Moringa Oleifera Fiber as a Potential Eco-Friendly Reinforcement for Biocomposites.” Journal of Polymers and the Environment 28: 2823–2836. https://doi.org/10.1007/s10924-020-01818-4.
- Binoj, J. S. 2018. Characterization and Optimization of Mechanical Properties of Sustainable Moringa Oleifera Fruit Husk Fiber for Polymer Composite Applications. In.: SAE Technical Paper.
- Chen, C., L. Haitao, A. Dauletbek, F. Shen, D. Hui, M. Gaff, R. Lorenzo, I. Corbi, O. Corbi, and M. Ashraf. 2022. “Properties and Applications of Bamboo Fiber-A Current-State-Of-The Art.” Journal of Renewable Materials 10 (3): 605–624.
- Chin, S. C., K. Fah Tee, F. Sheng Tong, H. Ruey Ong, and J. Gimbun. 2020. “Thermal and Mechanical Properties of Bamboo Fiber Reinforced Composites.” Materials Today Communications 23:100876. https://doi.org/10.1016/j.mtcomm.2019.100876.
- Faruk, O., A. K. Bledzki, H. Fink, and M. Sain. 2014. “Progress Report on Natural Fiber Reinforced Composites.” Macromolecular Materials and Engineering 299 (1): 9–26.
- Furtos, G., L. Silaghi-Dumitrescu, M. Moldovan, B. Baldea, R. Trusca, and C. Prejmerean. 2012. “Influence of Filler/Reinforcing Agent and Post-Curing on the Flexural Properties of Woven and Unidirectional Glass Fiber-Reinforced Composites.” Journal of Materials Science 47 (7): 3305–3314. https://doi.org/10.1007/s10853-011-6169-1.
- Furtos, G., L. Silaghi-Dumitrescu, P. Pascuta, C. Sarosi, and K. Korniejenko. 2021. “Mechanical Properties of Wood Fiber Reinforced Geopolymer Composites with Sand Addition.” Journal of Natural Fibers 18 (2): 285–296. https://doi.org/10.1080/15440478.2019.1621792.
- Hsissou, R., R. Seghiri, Z. Benzekri, M. Hilali, M. Rafik, and A. Elharfi. 2021. “Polymer Composite Materials: A Comprehensive Review.” Composite Structures 262: 113640. https://doi.org/10.1016/j.compstruct.2021.113640.
- Hu, H., X. Cheng, Z. Liu, X. Chen, R. Piao, and C. Xiang. 2023. “Influence of Bamboo Fibers Weight Fraction on the Quasi-Static and Dynamic Compressive Responses of Epoxy Matrix Composites.” Journal of Natural Fibers 20 (2): 2246646. https://doi.org/10.1080/15440478.2023.2246646.
- Huda, M. S., L. T. Drzal, D. Ray, A. K. Mohanty, and M. Mishra. 2008. “7 - Natural-Fiber Composites in the Automotive Sector.” In Properties and Performance of Natural-Fibre Composites, edited by L. P. Kim, 221–268. Netherland: Woodhead Publishing.
- Jain, J., and S. Sinha. 2022. “Pineapple Leaf Fiber Polymer Composites as a Promising Tool for Sustainable, Eco-Friendly Composite Material: Review.” Journal of Natural Fibers 19 (15): 10031–10052. https://doi.org/10.1080/15440478.2021.1993478.
- Kanaginahal, G. M., S. Hebbar, K. Shahapurkar, M. A. Alamir, V. Tirth, I. M. Alarifi, M. Sillanpaa, and H. C. Ananda Murthy. 2023a. “Leverage of Weave Pattern and Composite Thickness on Dynamic Mechanical Analysis, Water Absorption and Flammability Response of Bamboo Fabric/Epoxy Composites.” Heliyon 9 (1): e12950. https://doi.org/10.1016/j.heliyon.2023.e12950.
- Kanaginahal, G. M., S. Hebbar, K. Shahapurkar, M. A. Alamir, V. Tirth, I. M. Alarifi, M. Sillanpaa, and H. C. Ananda Murthy. 2023b. “Leverage of Weave Pattern and Composite Thickness on Dynamic Mechanical Analysis, Water Absorption and Flammability Response of Bamboo Fabric/Epoxy Composites.” Heliyon 9 (1): e12950. https://doi.org/10.1016/j.heliyon.2023.e12950.
- Kanaginahal, G. M., H. Suresh Hebbar, and S. M. Kulkarni. 2019. “Influence of Weave Pattern and Composite Thickness on Mechanical Properties of Bamboo/Epoxy Composites.” Materials Research Express 6 (12): 125334. https://doi.org/10.1088/2053-1591/ab5a90.
- Karimah, A., M. Rasyidur Ridho, S. Sofyan Munawar, D. Sudarwoko Adi, R. Damayanti, B. Subiyanto, W. Fatriasari, and A. Fudholi. 2021. “A Review on Natural Fibers for Development of Eco-Friendly Bio-Composite: Characteristics, and Utilizations.” Journal of Materials Research and Technology 13: 2442–2458. https://doi.org/10.1016/j.jmrt.2021.06.014.
- Karthikeyan, A., K. Balamurugan, and A. Kalpana. 2014. “The Effect of Sodium Hydroxide Treatment and Fiber Length on the Tensile Property of Coir Fiber-Reinforced Epoxy Composites.” Science and Engineering of Composite Materials 21 (3): 315–321.
- Kelly, A. 2012. Concise Encyclopedia of Composite Materials. Netherland: Elsevier.
- Khan, M., S. Rahamathbaba, M. A. Mateen, D. V. Ravi Shankar, and M. Manzoor Hussain. 2019. “Effect of NaOH Treatment on Mechanical Strength of Banana/Epoxy Laminates.” Polymers from Renewable Resources 10 (1–3): 19–26.
- Khan, M. Z. R., S. K. Srivastava, and M. K. Gupta. 2018. “Tensile and Flexural Properties of Natural Fiber Reinforced Polymer Composites: A Review.” Journal of Reinforced Plastics & Composites 37 (24): 1435–1455.
- Khan, Z., B. F. Yousif, and M. Islam. 2017. “Fracture Behaviour of Bamboo Fiber Reinforced Epoxy Composites.” Composites Part B Engineering 116:186–199. https://doi.org/10.1016/j.compositesb.2017.02.015.
- Lin, J., Z. Yang, H. Xiaoxia, G. Hong, S. Zhang, and W. Song. 2018. “The Effect of Alkali Treatment on Properties of Dopamine Modification of Bamboo Fiber/Polylactic Acid Composites.” Polymers 10 (4): 403.
- Li, M., P. Yunqiao, V. M. Thomas, C. Geun Yoo, S. Ozcan, Y. Deng, K. Nelson, and A. J. Ragauskas. 2020. “Recent Advancements of Plant-Based Natural Fiber–Reinforced Composites and Their Applications.” Composites Part B Engineering 200: 108254. https://doi.org/10.1016/j.compositesb.2020.108254.
- Loganathan, T. M., M. T. H. Sultan, M. Krishnan Gobalakrishnan, and G. Muthaiyah. 2019. “Ballistic Impact Response of Laminated Hybrid Composite Materials.” In Mechanical and Physical Testing of Biocomposites, Fibre-Reinforced Composites and Hybrid Composites, edited by M.Jawaid, M. Thariq and N. Saba, 171–191. Netherland: Elsevier.
- Lopes, M. D. M., M. de Souza Pádua, J. P. R. G. de Carvalho, N. Tonini Simonassi, F. Perissé Duarte Lopez, H. A. Colorado, and C. Maurício Fontes Vieira. 2021. “Natural Based Polyurethane Matrix Composites Reinforced with Bamboo Fiber Waste for Use as Oriented Strand Board.” Journal of Materials Research and Technology 12: 2317–2324. https://doi.org/10.1016/j.jmrt.2021.04.023.
- Lotfi, A., L. Huaizhong, D. Viet Dao, and G. Prusty. 2019. “Natural Fiber–Reinforced Composites: A Review on Material, Manufacturing, and Machinability.” Journal of Thermoplastic Composite Materials 34 (2): 238–284. https://doi.org/10.1177/0892705719844546.
- Manjula, R., N. V. Raju, R. P. S. Chakradhar, and J. Johns. 2018. “Effect of Thermal Aging and Chemical Treatment on Tensile Properties of Coir Fiber.” Journal of Natural Fibers 15 (1): 112–121. https://doi.org/10.1080/15440478.2017.1321513.
- Nadir, A., F. Ozdemir, O. B. Nazarenko, and P. M. Visakh. 2019. “Mechanical and Thermal Properties of Moringa Oleifera Cellulose-Based Epoxy Nanocomposites.” Journal of Composite Materials 53 (5): 669–675.
- Nayak, S., and S. Kumar Khuntia. 2019. “Development and Study of Properties of Moringa Oleifera Fruit Fibers/Polyethylene Terephthalate Composites for Packaging Applications.” Composites Communications 15:113–119. https://doi.org/10.1016/j.coco.2019.07.008.
- Nayak, S., S. Kumar Khuntia, S. Darsan Mohanty, J. Mohapatra, and T. Kumar Mall. 2022. “An Experimental Study of Physical, Mechanical and Morphological Properties of Alkali Treated Moringa/Areca Based Natural Fiber Hybrid Composites.” Journal of Natural Fibers 19 (2): 630–641.
- Pickering, K. L., M. G. Aruan Efendy, and L. Tan Minh. 2016. “A Review of Recent Developments in Natural Fibre Composites and Their Mechanical Performance.” Composites Part A, Applied Science and Manufacturing 83: 98–112. https://doi.org/10.1016/j.compositesa.2015.08.038.
- Radzi, F. S. M., M. J. Suriani, A. Abu Bakar, A. Khalina, C. M. Ruzaidi, W. B. Wan Nik, M. Awang, et al. 2023. “Effect of Reinforcement of Alkaline-Treated Sugar Palm/Bamboo/Kenaf and Fibreglass/Kevlar with Polyester Hybrid Biocomposites: Mechanical, Morphological, and Water Absorption Properties.” Journal of Materials Research and Technology. https://doi.org/10.1016/j.jmrt.2023.04.055.
- Raj, S. S. R., J. Edwin Raja Dhas, and C. P. Jesuthanam. 2021. “Challenges on Machining Characteristics of Natural Fiber-Reinforced Composites–A Review.” Journal of Reinforced Plastics & Composites 40 (1–2): 41–69.
- Rassiah, K., M. M. H. MegatAhmad, A. Ali, A. Halid Abdullah, and S. Nagapan. 2018. “Mechanical Properties of Layered Laminated Woven Bamboo Gigantochloa Scortechinii/Epoxy Composites.” Journal of Polymers and the Environment 26 (4): 1328–1342. https://doi.org/10.1007/s10924-017-1040-3.
- Retnam, B. S. J., M. Sivapragash, and P. Pradeep. 2014. “Effects of Fibre Orientation on Mechanical Properties of Hybrid Bamboo/Glass Fibre Polymer Composites.” Bulletin of Materials Science 37: 1059–1064. https://doi.org/10.1007/s12034-014-0045-y.
- Sahoo, S. K., V. Khandelwal, and G. Manik. 2018. “Development of Completely Bio‐Based Epoxy Networks Derived from Epoxidized Linseed and Castor Oil Cured with Citric Acid.” Polymers for Advanced Technologies 29 (7): 2080–2090.
- Shahapurkar, K., C. D. Garcia, G. C. M. K. Mrityunjay Doddamani, and P. Prabhakar. 2018. “Compressive behavior of cenosphere/epoxy syntactic foams in arctic conditions.” Composites Part B Engineering 135:253–262. https://doi.org/10.1016/j.compositesb.2017.10.006.
- Surnam, B. Y. R., and G. Imrith. 2023. “Investigation on the Mechanical Properties of Coconut Leaf Stalk Fibres Reinforced Composites.” Journal of Natural Fibers 20 (2): 2198276. https://doi.org/10.1080/15440478.2023.2198276.
- Syidanova, A., H. Gokcekus, B. Uzun, and D. Uzun Ozsahin. 2022. “Superior Types of Bamboo in Healthcare Using with Fuzzy PROMETHEE.” In Decision Analysis Applied to the Field of Environmental Health, edited by D. U. Ozsahin, B. Uzun, J. LaMoreaux, 25–36. Switzerland: Springer.
- Ulian, T., M. Diazgranados, S. Pironon, S. Padulosi, U. Liu, L. Davies, M. R. Howes, J. S. Borrell, I. Ondo, and O. A. Pérez‐Escobar. 2020. “Unlocking Plant Resources to Support Food Security and Promote Sustainable Agriculture.” Plants, People, Planet 2 (5): 421–445.
- Venkatesha, B. K., R. Saravanan, and K. Anand Babu. 2021. “Effect of Moisture Absorption on Woven Bamboo/Glass Fiber Reinforced Epoxy Hybrid Composites.” Materials Today: Proceedings 45: 216–221. https://doi.org/10.1016/j.matpr.2020.10.421.
- Vigneshwaran, K., N. Venkateshwaran, and R. Dhanaraj. 2021. “Chapter Eleven - Mechanical and Mode I Fracture Toughness Characteristics of Hybrid Laminated Composites.” In Hybrid Natural Fiber Composites, edited by A. Khan, S. M. Rangappa, S. Siengchin, M. Jawaid, and M. A. Abdullah, 207–223, Netherland: Woodhead Publishing.
- Vinod, A., M. R. Sanjay, S. Siengchin, and S. Fischer. 2021. “Fully Bio-Based Agro-Waste Soy Stem Fiber Reinforced Bio-Epoxy Composites for Lightweight Structural Applications: Influence of Surface Modification Techniques.” Construction and Building Materials 303: 124509. https://doi.org/10.1016/j.conbuildmat.2021.124509.
- Vuthiganond, N., M. Nakpathom, B. Somboon, N. Narumol, and R. Mongkholrattanasit. 2023. “Improving the Deodorizing Ability of Cotton Fabric by Printing with Bamboo Charcoal.” Journal of Natural Fibers 20 (1): 2181267. https://doi.org/10.1080/15440478.2023.2181267.
- Wang, X., X. Zhao, W. Zhishen, Z. Zhu, and Z. Wang. 2016. “Interlaminar Shear Behavior of Basalt FRP and Hybrid FRP Laminates.” Journal of Composite Materials 50 (8): 1073–1084.
- Węcławski, B. T., M. Fan, and D. Hui. 2014. “Compressive Behaviour of Natural Fibre Composite.” Composites Part B Engineering 67: 183–191. https://doi.org/10.1016/j.compositesb.2014.07.014.
- Xu, D., C. Cerbu, H. Wang, and I. Calin Rosca. 2019. “Analysis of the Hybrid Composite Materials Reinforced with Natural Fibers Considering Digital Image Correlation (DIC) Measurements.” Mechanics of Materials 135: 46–56. https://doi.org/10.1016/j.mechmat.2019.05.001.
- Yassin, M., K. Shahapurkar, V. Chenrayan, I. M. Alarifi, M. A. Alamir, and T. M. A. A. El-Bagory. 2023. “Investigation of Tensile and Flexural Properties of Habesha Moringa-Bamboo Fiber Reinforced Epoxy Hybrid Composite.” Polymer Composites 44 (7): 4121–4133. https://doi.org/10.1002/pc.27384.