
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
Multi jet fusion (MJF) is an emerging powder three-dimensional (3D) printing technology with an ultrafast printing speed, in which polyamide 12 (PA12) is the main material currently utilised. Although structurally sophisticated 3D components have been printed by MJF, there are limitations due to the high cost of printing materials and inferior performance of the printed parts. Here, PA12/glass beads (PA12/GBs) composites with improved performance were manufactured via the MJF technique. Incorporating GBs effectively regulated the dimensional accuracy. Furthermore, the composite possessed lower surface roughness and higher surface hardness than neat PA12. Thermal analysis showed that the composite exhibited an enhanced decomposition temperature (390 °C) and char yield (38.4 wt.%) compared to neat PA12. Remarkably, the incorporation of GBs did not improve the flame retardance of neat PA12. We identified the improved functionalities of PA12/GBs composites in terms of dimensional accuracy, surface, and thermal properties and analysed possible mechanisms for the observed increased flammability.
1. Introduction
Additive manufacturing (AM) has been widely developed and applied to fabricate products for various applications (Ai and Gao Citation2017; Liu et al. Citation2017; Tian et al. Citation2017; Yuan, Chua, and Zhou Citation2019a; Tang et al. Citation2020; Xiang et al. Citation2020). Based on the state of the raw materials used, AM can be divided into three categories: solid-, liquid-, and powder-based (Tan et al. Citation2016; Tian et al. Citation2016; Yuan et al. Citation2020; Guo et al. Citation2020a). As one of the most developed AM methods, powder-based technology is suitable for processing components with complicated details that are difficult to produce using conventional manufacturing methods (Yuan et al. Citation2016; Han et al. Citation2020; Tan et al. Citation2021). Materials available in the powder form, such as polymers, ceramics, and metals, can be fabricated layer by layer using selective laser sintering (SLS) technology (Cai et al. Citation2003; Ren et al. Citation2016; Bai et al. Citation2017; Yuan et al. Citation2017; Tan, Zhu, and Zhou Citation2020). However, the SLS technique is time-consuming as it relies on the complicated ‘point – line – face (slice) – body’ method. Additionally, SLS-printed parts may exhibit mediocre dimensional accuracy and poor surface quality (Olakanmi, Cochrane, and Dalgarno Citation2015). Therefore, it is important to develop a new powder-based 3D printing technology with high efficiency to meet the requirements for various industries.
Multi jet fusion (MJF), a newly developed powder bed fusion technology, significantly accelerates the printing speed because it utilises a ‘face (slice) – body’ accumulation process (O’Connor, Dickson, and Dowling Citation2018; Goh, Sing, and Yeong Citation2020; Yap, Sing, and Yeong Citation2020; Zolfagharian et al. Citation2020). In the MJF printing process, fusing and detailing agents (for absorbing IR radiation and tailoring dimensional accuracy, respectively), and infrared lamps are used to heat and fuse polymer powders into predefined 3D geometries (Habib et al. Citation2018). Compared to existing powder-based 3D printing technologies, the MJF technique is advantageous owing to its low cost per unit volume and high productivity (Yuan et al. Citation2019b). In other words, MJF is highly efficient considering material and energy consumption. Consequently, this new technology is promising for the production of plastic parts with high dimensional accuracy and functionalities (Habib et al. Citation2018).
The main polymer powder used in the MJF process is polyamide 12 (PA12), which is by far the most widely utilised polymeric powder for polymer powder bed fusion technologies (Bai et al. Citation2013; Cai et al. Citation2021). PA12 components have been widely utilised in the aerospace and automotive industries owing to their superior impact resistance and fatigue resistance (Obst et al. Citation2018). However, the high cost of PA12 powders and the overall inferior properties of printed PA12 parts for certain demanding environments (e.g. high pressure and high temperature) limits their industrial applications and development. Therefore, to reduce the material cost and enhance the required properties of the printed parts, introducing additional agents into the PA12 matrix is an effective strategy.
Inorganic additives, such as carbon nanotubes, graphene, and nanofibers (Goodridge et al. Citation2011; Bai et al. Citation2015; Yuan et al. Citation2016; Kausar Citation2018; Aluko, Gowtham, and Odegard Citation2020; Yuan and Yu Citation2020), has been incorporated into the polymer matrix to improve its mechanical and thermal properties. Compared with the aforementioned additives, glass beads (GBs) are cheaper, which can significantly lower the total cost of the materials (Liang Citation2002). Additionally, GBs have been regarded as promising reinforcing agents to increase the desired properties of PA polymers based on several advantages, such as a smooth spherical surface, strong filling ability, and high rigidity (Huang et al. Citation2004; Chung and Das Citation2006; Cano, Salazar, and Rodríguez Citation2018). Regarding the dimensional accuracy and surface properties of the components, there are no reports on their modification by incorporating GBs fillers. In terms of thermal properties, the thermal stability and flame retardant characteristics of PA polymers are important, especially when they are applied in high-temperature and firing environments (Du, Guo, and Jia Citation2006). Since GBs are thermally stable, they have been reported to improve the thermal stability of PA polymers (Huang et al. Citation2004; Dagar and Narula Citation2017). GBs have also been adopted as synergistic additives to increase the flame retardancy. For example, Liu et al. manufactured a GBs/melamine polyphosphate/PA6 composite with modified flame retardant characteristics by extrusion in a twin-screw extruder (Liu, Li, and Wang Citation2009). Hitherto, the flame-retardant effect of a single GBs filler on composites has not been investigated.
In this work, PA12/GBs composites were successfully fabricated using MJF technology. The dimensional accuracy, surface roughness, surface hardness, mechanical stability, thermal stability, and flammability of the PA12 and PA12/GBs composites were comprehensively evaluated.
2. Experimental
2.1. Materials and machine
PA12 and PA12 reinforced with 40 wt.% (32 vol.%) GBs (PA12/GBs) powders (HP, US) were used as the raw materials, and the melting temperature, particle size, bulk density, and cost of powders are displayed in Table S1. The cost reduction in PA12/GBs powders would be helpful for the realisation of large-scale production of industrial products. Figure S1 shows the SEM images of PA12 and PA12/GBs powders. Both the PA12 and PA12/GBs powders exhibited approximately spherical shapes, which demonstrated promising flowability in powder deposition and feeding. Both the PA12 and PA12/GBs powders are engineering-grade thermoplastics. The MJF experiments were conducted on a Multi Jet Fusion 3D 4200 printer (HP, US), which consisted of three units: the printer, movable building unit, and post-processing station. Commercial glass sand powders (187 μm) and blasting cabinet (600 × 500 × 600 mm3), manufactured by Dewei Intelligent Technology Co., Ltd. (Dongguan, China), were served as the material and equipment for the abrasive blasting post-processing.
2.2. Sample preparation by MJF
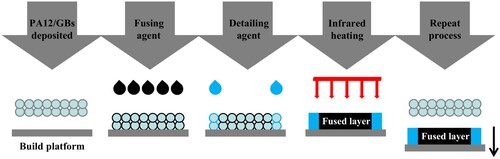
As schematically illustrated in , a thin layer of PA12/GBs powders was uniformly deposited onto the build platform. A fusing agent and a detailing agent were then applied to this layer. The fusing agent was utilised to increase the energy absorption of the powders from the heat source, and the detailing agent was used to separate parts of the powders and reduce the surface roughness. Note that the main ingredients of the fusing agent and detailing agent are 2-pyrrolidone (18.7 and 3.7 wt.%), triethylene glycol (8.4 and 11.1 wt.%), and water (65 and 83 wt.%), respectively (Scherer, Kottenstedde, and Matysik Citation2020). Then, heating energy was applied to the entire surface to melt, crystallize, and integrate the PA12/GBs powders. After the powder surface was fused, the building platform was lowered by a small distance, and a fresh layer of powders was deposited. This process was repeated layer by layer until the final 3D object was printed. The parameters of the MJF process are listed in Table S2. After printing, the PA12/GBs parts were cooled for 12 h and taken out. To remove excess powders on the surface of the PA12/GBs parts, an abrasive blasting treatment was performed. For comparison, neat PA12 parts were prepared following the same procedure as described above.
Figure 1. Schematic of the MJF process.
2.3. Characterisation
The dimensions of the neat PA12 and PA12/GBs composites were measured using a Vernier calliper. High-density materials and pore network models of the MJF-printed parts were collected using a high-resolution micro-computed tomography (micro-CT) system, diondo d2 (ND Inspection & Control Solution, China). VG software was used to visually analyse the reconstructed 3D CT data of the printed components. The surface roughness of the MJF-printed components and char residues was characterised using a laser scanning confocal microscope (VK-X1000, KEYENCE, Japan). All samples were tested in five regions. The surface hardness of the printed parts was evaluated using an advanced Vickers hardness tester (THV-50MDX, LABTT, China). The indentation load and payload hold time used in this study were 40 kgf and 10 s, respectively. Tensile tests of MJF-printed specimens were performed using a universal testing machine (CMT4304, MTS-SANS) at a deformation rate of 2 mm/min. Standard tensile test specimens were produced in accordance with the ISO 527–2. The morphology was observed by field emission scanning electron microscopy (FESEM, ZEISS Merli, Germany) with an acceleration voltage of 5 kV. A dynamic thermogravimetric (TGA) analysis (TA Instrument, America) of the PA12 and PA12/GBs parts was performed at a heating rate of 10 °C/min from 30 to 600 °C in a nitrogen atmosphere, and the mass of the samples was ∼10 mg. Differential scanning calorimetry (DSC) was performed using a TA Instrument (America) in a nitrogen atmosphere. The masses of powders and printed samples were ∼5 mg. The thermal programme was set as follows: started at T = −80 °C, heated up to 300 °C at a heating rate of 10 °C/min, held isothermally for 1 min, and cooled to T = −80 °C at a cooling rate of 10 °C/min. X-ray diffraction (XRD) patterns of the printed samples were recorded on a Rigaku SmartLab diffractometer (Rigaku, Japan) employing a nickel-filtered Cu Kα X-ray source at a scanning rate of 5° from 15° to 30°. The limiting oxygen index (LOI) values were collected using an oxygen index flammability gauge (HC-2C) with sample dimensions of 100.0 × 6.5 × 3.0 mm3 according to the ASTM D2863, and vertical burning tests were carried out with sample sizes of 130.0 × 13.0 × 3.0 mm3 in accordance with the American National UL-94 test ASTM D3801.
3. Results and discussion
3.1. Dimensional accuracy
Concerning sophisticated applications, the dimensional accuracy of 3D printed components is crucial (Xu et al. Citation2019; Guo et al. Citation2020b). (a) shows a model of the tensile test specimen, including the thickness, width, and side width. Neat PA12 and PA12/GBs tensile test specimens printed in the X-build orientation are shown in (b), and the average dimensions of the fabricated tensile specimens are listed in . It is noted that the thickness of the neat PA12 was well controlled, while the width and side width were lower than the standard design sizes. This was ascribed to the occupation of powder voids by melted PA12 during the crystallization process, resulting in internal shrinkage of the printed parts (Xu et al. Citation2019). Compared with neat PA12, the composite exhibited a relatively higher dimensional accuracy (). To investigate the mechanism of GBs that can tailor the dimensional accuracy of PA12, high-density materials network models from micro-CT scans of the neat PA12 and PA12/GBs parts were collected (Figure S2). As shown in Figure S2(b), rigid GBs indicated by red dots were uniformly distributed throughout the PA12 matrix, which could effectively mitigate the internal contractility of PA12. (c) displays a set of seat belt buckles with complex structures, which were composed of PA12/GBs powders. This new powder 3D printing technology offers a feasible strategy for fabricating PA12 composites with 3D geometries.
Figure 2. (a) A model of the tensile test specimen. Photographs of the MJF-printed samples with complex shapes: (b) tensile test specimens and (c) a set of seat belt buckles.
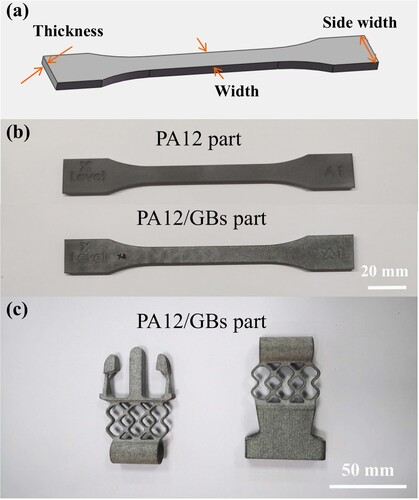
Table 1. The average dimensions of printed specimens. The data is a mean ± standard deviation, and the number of replicates is five.
3.2. Surface properties
Closely related to dimensional accuracy, the surface quality of components is another influential factor because wear, corrosion, and fatigue damage begin on the surface of parts. As two representative surface properties, the surface roughness and surface hardness were investigated. displays the surface images and corresponding 3D contours of the neat PA12 and PA12/GBs parts on the top and bottom sides. After introducing GBs into the PA12 matrix, the composite had a relatively flatter surface than the neat PA12 on both the top ((b) and (f)) and bottom ((d) and (h)) sides. To quantitatively assess the surface roughness of the MJF-printed parts, five roughness parameters were employed: Sa, Sz, Spc, Sdr, and Str (). The surface roughness parameters were obtained by selecting various areas on the top and bottom of the printed components, as shown in Figure S3. Sa, Sz, Spc, and Sdr represent the arithmetic mean height, maximum height of the surface, arithmetic mean peak curvature, and developed interfacial area ratio, respectively (Jafarinejad et al. Citation2019). Compared with neat PA12, the composite exhibited lower Sa, Sz, Spc, and Sdr values, which indicated a decreased surface roughness (). One possible explanation is that the rigid GBs distributed on the surface of the PA12 matrix could effectively mitigate the surface abrasion caused by abrasive blasting post-processing (Figure S2(b)). Str indicates the texture aspect ratio, which is utilised to measure the spatial isotropy and directionality of surface textures (Jafarinejad et al. Citation2019). It was observed that the composite displayed an increased Str value, suggesting a spatially isotropic texture ().
Figure 3. Surface images and 3D contours of the MJF-printed components on the top and bottom sides: (a, b) PA12-top, (c, d) PA12-bottom, (e, f) PA12/GBs-top, and (g, h) PA12/GBs-bottom.
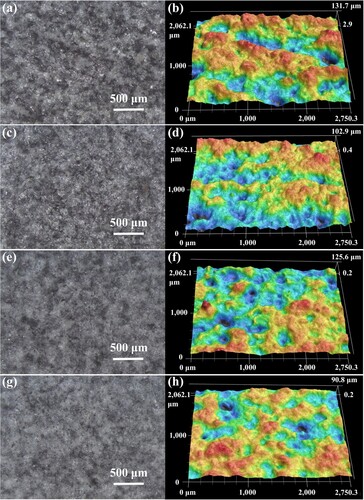
Table 2. The Sa, Sz, Spc, Sdr, and Str values of the printed specimens on the top and bottom sides.
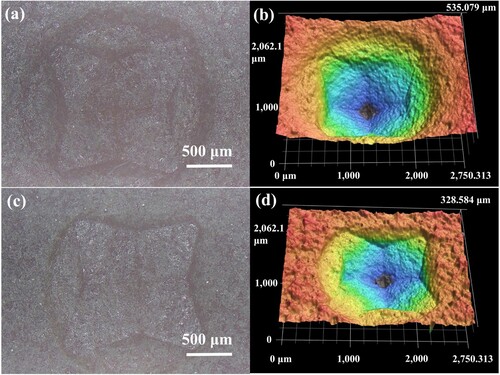
Vickers hardness testing was performed to determine the surface hardness of the MJF-printed samples. shows the indentation images and corresponding 3D profiles of the neat PA12 and PA12/GBs composites. After pressing the indenter into the surface of the sample, the printed components showed typical indenter patterns ((a) and (c)). Note that the indentation depth of the composite (259.8 μm) was shallower than that of neat PA12 (469.7 μm) ((b) and (d) and Figure S4), suggesting an increased resistance to external forces. To accurately determine the surface hardness of the samples, the Vickers hardness values (HV) were calculated using the following equation (Ding et al. Citation2019):
(1)
(1) where P is the indentation load (kgf), and d is the average length of the diagonal indentation (mm) (Ding et al. Citation2019). As shown in Figure S5, the composite exhibited a surface hardness of 19.2 HV, which was higher than that of neat PA12 (17.7 HV). The decreased surface roughness and enhanced surface hardness of the composite indicated that the introduction of GBs could effectively improve the surface properties of PA12.
Figure 4. Indentation images and 3D contours of the (a, b) neat PA12 part and (c, d) PA12/GBs composite.
3.3. Mechanical properties
Evaluating the mechanical stability of MJF-printed components is fundamental for determining their potential applications (Kathavate, Pawar, and Adkine Citation2019). With a similar significance to the surface hardness, the Young’s modulus of a specimen represents its capability to resist elastic deformation when a load is applied. Polymeric materials are inevitably affected by mechanical operations in realistic applications, leading to a limited service time (Guo et al. Citation2020c). Therefore, obtaining a high Young’s modulus is an effective strategy for expanding the lifetime of polymeric products. To investigate the influence of the mechanical stability of the GBs on printed PA12 parts, tensile tests of the neat PA12 and PA12/GBs composites fabricated by MJF were conducted. (a) shows the typical stress–strain characteristics of the printed parts. During the early stages of loading, both the PA12 and PA12/GBs composite behaved in a linear elastic manner, and then this linear elastic behaviour transformed into pseudo-plastic deformation before it reached the ultimate stress, indicating brittle fracture behaviour for MJF-printed parts (Khondker et al. Citation2004; Hong, Zhang, and Xiong Citation2016).
Figure 5. (a) Stress-strain curves and (b) Young’s modulus and elongation at break of the PA12 and PA12/GBs part. SEM images of the fracture surfaces of the (c) PA12 and (d) PA12/GBs part. The inset figures are magnified images of selected areas.
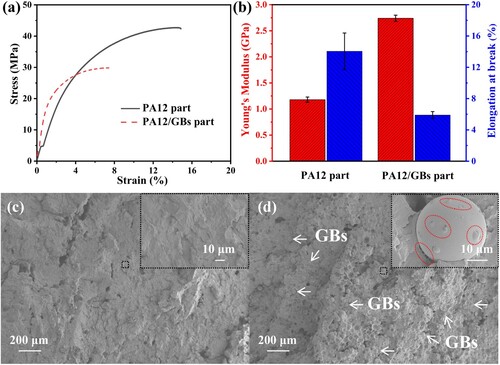
(b) shows the Young’s modulus and elongation at break of the neat PA12 and PA12/GBs composite. The Young’s modulus of the composite (2.74 GPa) was enhanced by 130% compared to that of neat PA12 (1.18 GPa), which indicated an improved mechanical stability in the PA12/GBs composite. The Young’s modulus values of the MJF-printed components are in agreement with those reported in the literature for both the neat PA12 (Caulfield, McHugh, and Lohfeld Citation2007; Yuan et al. Citation2016; Cano, Salazar, and Rodríguez Citation2018) and PA12/GBs composites (Seltzer, de la Escalera, and Segurado Citation2011; Cano, Salazar, and Rodríguez Citation2018). Remarkably, the increase of Young’s modulus of the PA12/GBs composite by the MJF 3D printing in this study was higher than that of other PA-based composites prepared by traditional methods in literature (see ) (Huang et al. Citation2004; Steurer et al. Citation2009; Bai et al. Citation2013; Panaitescu, Frone, and Nicolae Citation2013; Faghihi, Shojaei, and Bagheri Citation2015; Zang, Zhu, and Jiao Citation2015; Zhu et al. Citation2017; Cano, Salazar, and Rodríguez Citation2018; Rashmi et al. Citation2018; Hong et al. Citation2019). However, the composite sacrificed the ductility, and the elongation at break of the composite (5.9%) was lower than that of neat PA12 (14.05%). This could be attributed to premature fracture caused by the destruction of the PA12 matrix continuity after the introduction of GBs.
Table 3. The mechanical and thermal properties of PA-based composites.
To explore the mechanism of GBs that can enhance the mechanical stability of PA12, SEM images of the fracture surfaces of the neat PA12 and PA12/GBs parts were collected, as shown in (c) and (d), respectively. Compared with the rough surface of neat PA12 ((c)), a highly GBs-filled structure was observed in the composite ((d)). Remarkably, GBs, which are indicated by the white arrows, were uniformly embedded in the PA12 matrix, and strong interfacial adhesion between PA12 and GBs was observed in the presence of traces of melted PA12 on the GBs fillers (see the magnified image in (d)). The internal binding forces of melted PA12 and the coalescence between PA12 and GBs were responsible for dissipating the imposed high energy, increasing the rigidity of the PA12/GBs composite.
3.4. Thermal properties
In addition to surface and mechanical properties, the thermal stability of polymeric products is another critical attribute for practical applications, mainly when they are applied in certain demanding environments. TGA analysis was performed to study the thermal stability of MJF-printed components. As shown in (a), the PA12 and PA12/GBs parts exhibited one apparent weight-loss step at 320–500 and 390–500 °C, respectively. It was observed that the increase of onset decomposition temperature of the composite was approximately 70 °C, which was higher than that of other PA-based composites prepared by traditional methods in literature (see ) (Huang et al. Citation2004; Chávez-Medellín, Sanchez de Almeida Prado, and Schulte Citation2010; Zang, Zhu, and Jiao Citation2015; Zhu et al. Citation2017; Cruz et al. Citation2021). After complete thermal degradation, the char yield of the composite was 38.4 wt.%, which was higher than that of the PA12 (1.6 wt.%). Note that the weight difference between the PA12 and PA12/GBs parts was approximately equal to the concentration of the GBs fillers (40 wt.%).
Figure 6. (a) TGA analysis of the PA12 and PA12/GBs parts. DSC curves of the (b) PA12 and PA12/GBs powders and (c, d) MJF-printed parts.
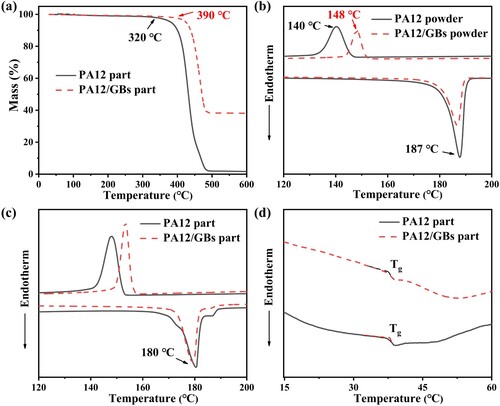
To investigate the melting and crystallization behaviour of PA12 powders, PA12/GBs powders, and MJF-printed components, DSC analysis was performed. Both the PA12 and PA12/GBs powders exhibited an obvious endothermic peak at approximately 187 °C in the thermal run ((b)), indicating the melting of PA12 powders. During the cooling cycle, exothermic peaks at approximately 140 and 148 °C, corresponding to the crystallization process, were observed in the PA12 and PA12/GBs powders, respectively. Remarkably, compared to the PA12 powders, the crystallization peak in the PA12/GBs powders was relatively sharp and narrow. This is because GBs can act as effective nucleating agents to accelerate the crystallization process (Arencón et al. Citation2004).
A similar nucleating function of GBs was also applied in the MJF-printed samples, in which the recrystallization temperature of the neat PA12 part was lower than that of the composite ((c)). The low recrystallization temperature of neat PA12 suggests gradual crystallization kinetics (Yuan et al. Citation2016). In stark contrast with the above-mentioned powders, the melting peaks of the printed parts shifted from 187 °C to approximately 180 °C, which was attributed to the irreversible destruction of hydrogen bonds between PA12 molecules during the MJF sintering process (Ohtaki Citation2003). Note that a negligible peak appeared at 187 °C in the printed components, suggesting the complete sintering of the PA12 powders in the MJF process. To investigate whether the PA12 powders reached complete sintering, the XRD patterns of the printed parts were recorded (Figure S6). Generally, the presence of incompletely melted powders in printed parts will bring about a small ‘bulge’ towards a peak at approximately 27.5° in XRD patterns (Athreya, Kalaitzidou, and Das Citation2010; Athreya, Kalaitzidou, and Das Citation2011). As depicted in Figure S6, no small ‘bulge’ was observed in the printed samples, which indicated sufficient melting of the PA12 powders. The glass transition temperature (Tg) occurs as a step in the DSC curves, and a negligible change of Tg was observed in the PA12 (37.9 °C) and PA12/GBs parts (37.5 °C) ((d)).
3.5. Flammability
As another characterisation of thermal-related properties, the flame retardancy of polymeric products is essential to guarantee fire safety for consumers. Flammability tests, including a limiting oxygen index (LOI) and vertical burning test (UL-94), were carried out to investigate the flammability of the neat PA12 and PA12/GBs components. As shown in , the LOI value of neat PA12 was 24.0%, whereas that of the composite was 20.8%. Additionally, neither could reach the UL-94 V-0 rating. For both the PA12 and PA12/GBs parts, a sooty flame was observed during the burning process.
Table 4. LOI and UL-94 data of the PA12 and PA12/GBs parts.
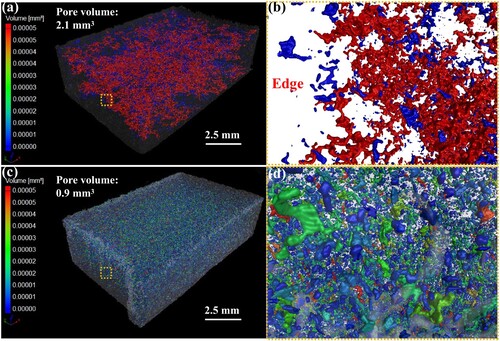
To explain the lower LOI value of the composite compared to the neat PA12, pore network models from micro-CT scans of the neat PA12 and PA12/GBs parts were collected, as shown in . Regarding the neat PA12 part, pores were concentrated internally, with negligible pores on the edges ((a) and (b)). This was ascribed to the utilisation of detailing agents that ensured precise delineation of the fusion process and thus ensured exact edges. Compared with neat PA12, pores were uniformly distributed throughout the PA12/GBs composite ((c) and (d)). This could be attributed to the introduction of high-density GBs (Figure S2(b)), which not only impeded the migration of pores for the interior but also buffered the effect of detailing agents on the edges. Therefore, such an interconnected pore structure in the composite required a lower concentration of oxygen than the neat PA12 part to support combustion of the PA12. Note that the pore volume of the PA12/GBs composite (0.9 mm3) was lower than that of the neat PA12 (2.1 mm3), suggesting a strong filling capability of GBs (Li, Liang, and Tjong Citation1998; Ghazanlou et al. Citation2020).
Figure 7. Pore network models from micro-CT scans and magnified images of the (a, b) PA12 and (c, d) PA12/GBs components.
In addition to LOI and UL-94 tests based on anaerobe pyrolysis, the combustion processes of the MJF-printed components in the air were also investigated. As shown in (a) and (b), both printed samples exhibited high combustibility, and serious melt drippings were generated during the combustion process, which was due to the low melt viscosity of PA12 (Wudy et al. Citation2014). It is known that melt dripping causes secondary damage and aggravates fire accidents (Chen et al. Citation2019). For the neat PA12 and PA12/GBs composite, the flame propagated unceasingly, suggesting inferior flame retardance.
Figure 8. Combustion processes of the (a) PA12 and (b) PA12/GBs components in the air. Surface images and 3D contours of the (c, d) neat PA12 char and (e, f) PA12/GBs char.
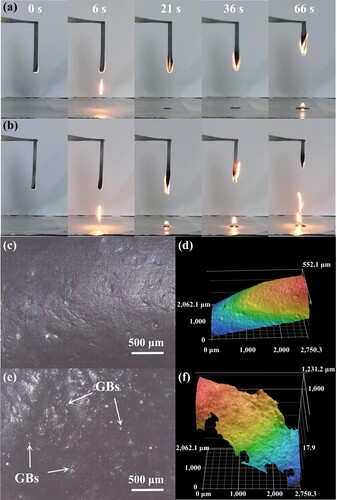
To explain the increased flammability of the PA12/GBs composite in the air, the surface properties of the chars formed by the combustion of printed components were characterised. Figure S7 depicts digital photographs of the printed samples before and after combustion. Compared with the neat PA12 char with a smooth surface, the PA12/GBs char displayed a rough and concave structure (Figure S7). Introducing GBs into the PA12 matrix cannot improve the structure of the char layer. Furthermore, the surface images and corresponding 3D contours of the PA12 and PA12/GBs chars are shown in . Note that the char layer of neat PA12 was flat ((c) and (d)), while that of the PA12/GBs part was coated with large amounts of GBs particles ((e) and (f)). The presence of GBs in the composite resulted in a rough and locally protrusive surface.
To accurately determine the surface roughness of the char samples, various areas were selected (Figure S8), and the corresponding roughness parameters are listed in . Compared with the neat PA12 char, the PA12/GBs char exhibited larger Sa, Sz, Spc, and Sdr values, indicating higher surface roughness. Remarkably, at an identical cross-sectional area of 5.7 mm2, the PA12/GBs char had a higher surface area (7.2 mm2) and volume (4.1 mm3) than the neat PA12 char (6.0 mm2 and 1.8 mm3) (Figure S9). Based on the above discussion, a possible mechanism to explain the increased flammability of the PA12/GBs composite is displayed in . Owing to the interconnected pore structure throughout the composite, oxygen can easily permeate into the interior and support combustion in the air. Subsequently, high-density GBs fillers induced melt drippings to increase the surface roughness, surface area, and volume of the PA12/GBs char and thus increased oxygen contact in the following combustion process. Therefore, incorporating single GBs fillers into the PA12 matrix did not improve the flame-retardant properties of PA12.
Figure 9. Schematic diagram of increased oxygen accessibility of the PA12/GBs composite during the combustion process in the air.
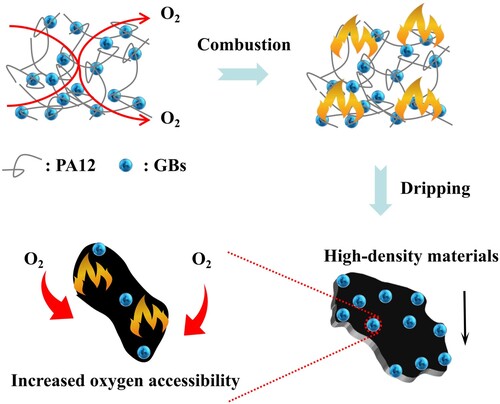
Table 5. The average Sa, Sz, Spc, and Sdr values of the PA12 and PA12/GBs chars.
4. Conclusions
In this study, we comprehensively investigated the dimensional accuracy, surface, mechanical, thermal, and flammable properties of neat PA12 and PA12/GBs composites fabricated by multi jet fusion (MJF) 3D printing. Owing to the incorporation of rigid GBs, the internal contractility of the PA12 part was effectively mitigated to achieve high dimensional accuracy. Notably, the PA12/GBs composite also displayed enhanced surface, mechanical, and thermal properties. Specifically, compared with neat PA12, the composite exhibited a promising surface roughness (Sa, 10.7 and 8.9 μm for the top and bottom sides, respectively), increased surface hardness (19.2 HV), elevated Young’s modulus (2.74 GPa), and enhanced decomposition temperature (390 °C). Surprisingly, however, introducing GBs fillers into the PA12 matrix increased the flammability of PA12. Compared with the neat PA12 part, such an interconnected pore structure in the composite lowered the threshold of concentration of oxygen to support combustion of the PA12. This study provides a promising protocol and guidance for the fabrication of PA12/GBs composites with outstanding performance through the MJF technique, which elucidates the potential applications of printed PA12-based composites.
Supplemental Material
Download MS Word (10.3 MB)Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
Notes on contributors
Binbin Guo
Binbin Guo is currently a Ph.D. candidate at the Southern University of Science and Technology.
Zhiyao Xu
Zhiyao Xu is currently a Ph.D. candidate at the Southern University of Science and Technology.
Xue Luo
Xue Luo is currently a research assistant at the Southern University of Science and Technology.
Jiaming Bai
Dr. Jiaming Bai is an assistant professor at the Southern University of Science and Technology.
Related Research Data
References
- Ai, L., and X.-L. Gao. 2017. “Micromechanical Modeling of 3D Printable Interpenetrating Phase Composites with Tailorable Effective Elastic Properties Including Negative Poisson's Ratio.” Journal of Micromechanics and Molecular Physics 2 (4): 1750015.
- Aluko, O., S. Gowtham, and G. M. Odegard. 2020. “The Assessment of Carbon Nanotube (CNT) Geometry on the Mechanical Properties of Epoxy Nanocomposites.” Journal of Micromechanics and Molecular Physics 2050005.
- Arencón, D., J. I. Velasco, M. A. Rodríguez-Pérez, and J. A. De Saja. 2004. “Poly (Propylene)/Poly (Ethylene Terephthalate-co-Isophthalate) Blends and Glass Bead Filled Composites: Microstructure and Thermomechanical Properties.” Journal of Applied Polymer Science 94 (4): 1841–1852.
- Athreya, Siddharth Ram, Kyriaki Kalaitzidou, and Suman Das. 2010. “Processing and Characterization of A Carbon Black-Filled Electrically Conductive Nylon-12 Nanocomposite Produced by Selective Laser Sintering.” Materials Science and Engineering: A 527 (10-11): 2637–2642.
- Athreya, Siddharth Ram, Kyriaki Kalaitzidou, and Suman Das. 2011. “Mechanical and Microstructural Properties of Nylon-12/Carbon Black Composites: Selective Laser Sintering versus Melt Compounding and Injection Molding.” Composites Science and Technology 71 (4): 506–510.
- Bai, Jiaming, Ruth D. Goodridge, Richard J.M. Hague, and Mo Song. 2013. “Improving the Mechanical Properties of Laser-Sintered Polyamide 12 through Incorporation of Carbon Nanotubes.” Polymer Engineering and Science 53 (9): 1937–1946.
- Bai, Jiaming, Ruth D Goodridge, Shangqin Yuan, Kun Zhou, Chee Kai Chua, and Jun Wei. 2015. “Thermal Influence of CNT on the Polyamide 12 Nanocomposite for Selective Laser Sintering.” Molecules 20 (10): 19041–19050.
- Bai, Jiaming, Shangqin Yuan, Fei Shen, Baicheng Zhang, Chee Kai Chua, Kun Zhou, and Jun Wei. 2017. “Toughening of Polyamide 11 with Carbon Nanotubes for Additive Manufacturing.” Virtual and Physical Prototyping 12 (3): 235–240.
- Cai, Kai, Dong Guo, Yong Huang, and Jinlong Yang. 2003. “Solid Freeform Fabrication of Alumina Ceramic Parts through A Lost Mould Method.” Journal of the European Ceramic Society 23 (6): 921–925.
- Cai, Chao, Wei Shian Tey, Jiayao Chen, Wei Zhu, Xingjian Liu, Tong Liu, Lihua Zhao, and Kun Zhou. 2021. “Comparative Study on 3D Printing of Polyamide 12 by Selective Laser Sintering and Multi Jet Fusion.” Journal of Materials Processing Technology 288: 116882.
- Cano, A. J., A. Salazar, and J. Rodríguez. 2018. “Effect of Temperature on the Fracture Behavior of Polyamide 12 and Glass-Filled Polyamide 12 Processed by Selective Laser Sintering.” Engineering Fracture Mechanics 203: 66–80.
- Caulfield, Brian, Peter E McHugh, and S. Lohfeld. 2007. “Dependence of Mechanical Properties of Polyamide Components on Build Parameters in the SLS Process.” Journal of Materials Processing Technology 182 (1-3): 477–488.
- Chávez-Medellín, Ricardo, Luis A. Sanchez de Almeida Prado, and Karl Schulte. 2010. “Polyamide-12/Functionalized Carbon Nanofiber Composites: Evaluation of Thermal and Mechanical Properties.” Macromolecular Materials and Engineering 295 (4): 397–405.
- Chen, Lin, Hai-Bo Zhao, Yan-Peng Ni, Teng Fu, Wan-Shou Wu, Xiu-Li Wang, and Yu-Zhong Wang. 2019. “3D Printable Robust Shape Memory PET Copolyesters with Fire Safety via π-Stacking and Synergistic Crosslinking.” Journal of Materials Chemistry A 7 (28): 17037–17045.
- Chung, Haseung, and Suman Das. 2006. “Processing and Properties of Glass Bead Particulate-Filled Functionally Graded Nylon-11 Composites Produced by Selective Laser Sintering.” Materials Science and Engineering: A 437 (2): 226–234.
- Cruz, Barbara de Salles Macena da, Lucas Galhardo Pimenta Tienne, Fernanda Fabbri Gondim, Ludmila da Silva Candido, Maria de Fátima Vieira Marques, and Erica Gervasoni Chaves. 2021. “Influence of the Addition of Multi-Walled Carbon Nanotubes on the Thermal and Mechanical Properties of Polyamide-11 before and after Aging Tests.” Journal of Applied Polymer Science 138 (12): 1–14.
- Dagar, Archana, and A. K. Narula. 2017. “Fabrication of Thermoplastic Composites Using Fly-ash A Coal and Hollow Glass Beads to Study Their Mechanical, Thermal, Rheological, Morphological and Flame Retradency Properties.” Russian Journal of Applied Chemistry 90 (9): 1494–1503.
- Ding, Maomao, Tun Wang, Benjamin Maerz, Stuart Robertson, Zehan Sun, Lingcong Fan, Ying Shi, and Houzheng Wu. 2019. “Formation of Twins in AlON Material and Its Effects on the Vickers Hardness and Fracture Toughness.” Ceramics International 45 (17): 21127–21135.
- Du, Mingliang, Baochun Guo, and Demin Jia. 2006. “Thermal Stability and Flame Retardant Effects of Halloysite Nanotubes on Poly (Propylene).” European Polymer Journal 42 (6): 1362–1369.
- Faghihi, Morteza, Akbar Shojaei, and Reza Bagheri. 2015. “Characterization of Polyamide 6/Carbon Nanotube Composites Prepared by Melt Mixing-Effect of Matrix Molecular Weight and Structure.” Composites Part B: Engineering 78: 50–64.
- Ghazanlou, Siamak Imanian, Maisam Jalaly, Sadegh Sadeghzadeh, and Asghar Habibnejad Korayem. 2020. “A Comparative Study on the Mechanical, Physical and Morphological Properties of Cement-Micro/Nano Fe3O4 Composite.” Scientific Reports 10 (1): 1–14.
- Goh, G. D., S. L. Sing, and W. Y. Yeong. 2020. “A Review on Machine Learning in 3D Printing: Applications, Potential, and Challenges.” Artificial Intelligence Review 54: 63–94.
- Goodridge, Ruth Davina, Meisha L Shofner, Richard JM Hague, Michael McClelland, M. R. Schlea, R. B. Johnson, and Christopher J Tuck. 2011. “Processing of A Polyamide-12/Carbon Nanofibre Composite by Laser Sintering.” Polymer Testing 30 (1): 94–100.
- Guo, Binbin, Xinzhu Ji, Xiaoteng Chen, Gang Li, Yongguang Lu, and Jiaming Bai. 2020a. “A Highly Stretchable and Intrinsically Self-Healing Strain Sensor Produced by 3D Printing.” Virtual and Physical Prototyping 15: 1–21.
- Guo, Binbin, Xinzhu Ji, Wei Wang, Xiaoteng Chen, Pan Wang, Liping Wang, and Jiaming Bai. 2020b. “Highly Flexible, Thermally Stable, and Static Dissipative Nanocomposite with Reduced Functionalized Graphene Oxide Processed through 3D Printing.” Composites Part B: Engineering 208: 108598.
- Guo, Binbin, Jingshi Zhang, K. Prem Ananth, Shuai Zhao, Xinzhu Ji, and Jiaming Bai. 2020c. “Stretchable, Self-Healing and Biodegradable Water-Based Heater Produced by 3D Printing.” Composites Part A: Applied Science and Manufacturing 133: 105863.
- Habib, F. N., P. Iovenitti, S. H. Masood, and M. Nikzad. 2018. “Fabrication of Polymeric Lattice Structures for Optimum Energy Absorption Using Multi Jet Fusion Technology.” Materials & Design 155: 86–98.
- Han, Changjun, Rita Babicheva, Jasper Dong Qiu Chua, Upadrasta Ramamurty, Shu Beng Tor, Chen Nan Sun, and Kun Zhou. 2020. “Microstructure and Mechanical Properties of (TiB + TiC)/Ti Composites Fabricated in Situ via Selective Laser Melting of Ti and B4C Powders.” Additive Manufacturing 36: 101466.
- Hong, Yu, Ning Zhang, and Liming Xiong. 2016. “Nanoscale Plastic Deformation Mechanisms of Single Crystalline Silicon under Compression, Tension and Indentation.” Journal of Micromechanics and Molecular Physics 1: 1640007.
- Hong, Rui, Zhihao Zhao, Jie Leng, Junjie Wu, and Jie Zhang. 2019. “Two-Step Approach Based on Selective Laser Sintering for High Performance Carbon Black/ Polyamide 12 Composite with 3D Segregated Conductive Network.” Composites Part B: Engineering 176: 107214.
- Huang, Li, Qiang Yuan, Wei Jiang, Lijia An, Shengxiang Jiang, and R. K. Y. Li. 2004. “Mechanical and Thermal Properties of Glass Bead–Filled Nylon-6.” Journal of Applied Polymer Science 94 (5): 1885–1890.
- Jafarinejad, Shahryar, Hosung Park, Holly Mayton, Sharon L Walker, and Sunny C Jiang. 2019. “Concentrating Ammonium in Wastewater by Forward Osmosis Using A Surface Modified Nanofiltration Membrane.” Environmental Science: Water Research & Technology 5 (2): 246–255.
- Kathavate, V. S., D. N. Pawar, and A. S. Adkine. 2019. “Micromechanics-Based Approach for the Effective Estimation of the Elastic Properties of Fiber-Reinforced Polymer Matrix Composite.” Journal of Micromechanics and Molecular Physics 4 (3): 1950005.
- Kausar, Ayesha. 2018. “Composite Coatings of Polyamide/Graphene: Microstructure, Mechanical, Thermal, and Barrier Properties.” Composite Interfaces 25 (2): 109–125.
- Khondker, O. A., T. Fukui, M. Inoda, A. Nakai, and H. Hamada. 2004. “Fabrication and Mechanical Properties of Aramid/Nylon Plain Knitted Composites.” Composites Part A: Applied Science and Manufacturing 35 (10): 1195–1205.
- Li, R. K. Y., J. Z. Liang, and S. C. Tjong. 1998. “Morphology and Dynamic Mechanical Properties of Glass Beads Filled Low Density Polyethylene Composites.” Journal of Materials Processing Technology 79 (1-3): 59–65.
- Liang, Ji-Zhao. 2002. “Tensile and Impact Properties of Hollow Glass Bead-Filled PVC Composites.” Macromolecular Materials and Engineering 287 (9): 588–591.
- Liu, Yuan, Jie Li, and Qi Wang. 2009. “The Investigation of Melamine Polyphosphate Flame Retardant Polyamide-6/Inorganic Siliciferous Filler with Different Geometrical Form.” Journal of Applied Polymer Science 113 (3): 2046–2051.
- Liu, Jian, Erica Stevens, Qingchen Yang, Markus Chmielus, and Albert C. To. 2017. “An Analytical Model of the Melt Pool and Single Track in Coaxial Laser Direct Metal Deposition (LDMD) Additive Manufacturing.” Journal of Micromechanics and Molecular Physics 2 (4): 1750013.
- Obst, P., M. Launhardt, D. Drummer, P. V. Osswald, and T. A. Osswald. 2018. “Failure Criterion for PA12 SLS Additive Manufactured Parts.” Additive Manufacturing 21: 619–627.
- O’Connor, Heather J, Andrew N Dickson, and Denis P Dowling. 2018. “Evaluation of the Mechanical Performance of Polymer Parts Fabricated Using A Production Scale Multi Jet Fusion Printing Process.” Additive Manufacturing 22: 381–387.
- Ohtaki, Hitoshi. 2003. “Effects of Temperature and Pressure on Hydrogen Bonds in Water and in Formamide.” Journal of Molecular Liquids 103: 3–13.
- Olakanmi, Eyitayo Olatunde, R. F. Cochrane, and K. W. Dalgarno. 2015. “A Review on Selective Laser Sintering/Melting (SLS/SLM) of Aluminium Alloy Powders: Processing, Microstructure, and Properties.” Progress in Materials Science 74: 401–477.
- Panaitescu, Denis Mihaela, Adriana Nicoleta Frone, and Cristian Nicolae. 2013. “Micro- and Nano-Mechanical Characterization of Polyamide 11 and Its Composites Containing Cellulose Nanofibers.” European Polymer Journal 49 (12): 3857–3866.
- Rashmi, B. J., K. Prashantha, M. F. Lacrampe, and P. Krawczak. 2018. “Scalable Production of Multifunctional Bio-Based Polyamide 11/Graphene Nanocomposites by Melt Extrusion Processes Via Masterbatch Approach.” Advances in Polymer Technology 37 (4): 1067–1075.
- Ren, Xiangyuan, Huiping Shao, Tao Lin, and Hang Zheng. 2016. “3D Gel-Printing—An Additive Manufacturing Method for Producing Complex Shape Parts.” Materials & Design 101: 80–87.
- Scherer, Beate, Ingo Leonard Kottenstedde, and Frank Michael Matysik. 2020. “Material Characterization of Polyamide 12 and Related Agents Used in the Multi-Jet Fusion Process: Complementary Application of High-Resolution Mass Spectrometry and Other Advanced Instrumental Techniques.” Monatshefte Fur Chemie 151 (8): 1203–1215.
- Seltzer, Rocío, Federico Martín de la Escalera, and Javier Segurado. 2011. “Effect of Water Conditioning on the Fracture Behavior of PA12 Composites Processed by Selective Laser Sintering.” Materials Science and Engineering: A 528: 6927–6933.
- Steurer, Peter, Rainer Wissert, Ralf Thomann, and Rolf Mülhaupt. 2009. “Functionalized Graphenes and Thermoplastic Nanocomposites Based upon Expanded Graphite Oxide.” Macromolecular Rapid Communications 30: 316–327.
- Tan, Wen See, Chee Kai Chua, Tzyy Haur Chong, Anthony G Fane, and An Jia. 2016. “3D Printing by Selective Laser Sintering of Polypropylene Feed Channel Spacers for Spiral Wound Membrane Modules for the Water Industry.” Virtual and Physical Prototyping 11 (3): 151–158.
- Tan, Lisa Jiaying, Wei Zhu, Kaushal Sagar, and Kun Zhou. 2021. “Comparative Study on the Selective Laser Sintering of Polypropylene Homopolymer and Copolymer: Processability, Crystallization Kinetics, Crystal Phases and Mechanical Properties.” Additive Manufacturing 37: 101610.
- Tan, Lisa Jiaying, Wei Zhu, and Kun Zhou. 2020. “Recent Progress on Polymer Materials for Additive Manufacturing.” Advanced Functional Materials 30 (43): 1–54.
- Tang, Kang, Hui Ma, Yujia Tian, Zixian Liu, Hongyun Jin, Shuen Hou, Kun Zhou, and Xiaocong Tian. 2020. “3D Printed Hybrid-Dimensional Electrodes for Flexible Micro-Supercapacitors with Superior Electrochemical Behaviours.” Virtual and Physical Prototyping 15: 511–519.
- Tian, Xiaocong, Jun Jin, Shangqin Yuan, Chee Kai Chua, Shu Beng Tor, and Kun Zhou. 2017. “Emerging 3D-Printed Electrochemical Energy Storage Devices: A Critical Review.” Advanced Energy Materials 7 (17): 1–17.
- Tian, Xiaoyong, Tengfei Liu, Chuncheng Yang, Qingrui Wang, and Dichen Li. 2016. “Interface and Performance of 3D Printed Continuous Carbon Fiber Reinforced PLA Composites.” Composites Part A: Applied Science and Manufacturing 88: 198–205.
- Wudy, K., D. Drummer, F. Kühnlein, and M. Drexler. 2014. “Influence of Degradation Behavior of Polyamide 12 Powders in Laser Sintering Process on Produced Parts.” AIP Conference Proceedings 1593: 691–695.
- Xiang, Dong, Xuezhong Zhang, Eileen Harkin-Jones, Wanqiu Zhu, Zuoxin Zhou, Yucai Shen, Yuntao Li, Chunxia Zhao, and Ping Wang. 2020. “Synergistic Effects of Hybrid Conductive Nanofillers on the Performance of 3D Printed Highly Elastic Strain Sensors.” Composites Part A: Applied Science and Manufacturing 129: 105730.
- Xu, Zhiyao, Yue Wang, Dingdi Wu, K. Prem Ananth, and Jiaming Bai. 2019. “The Process and Performance Comparison of Polyamide 12 Manufactured by Multi Jet Fusion and Selective Laser Sintering.” Journal of Manufacturing Processes 47: 419–426.
- Yap, Yee Ling, Swee Leong Sing, and Wai Yee Yeong. 2020. “A Review of 3D Printing Processes and Materials for Soft Robotics.” Rapid Prototyping Journal 26 (8): 1345–1361.
- Yuan, Shangqin, Jiaming Bai, Chee Kai Chua, Jun Wei, and Kun Zhou. 2016. “Material Evaluation and Process Optimization of CNT-Coated Polymer Powders for Selective Laser Sintering.” Polymers 8 (10): 370.
- Yuan, Shangqin, Chee Kai Chua, and Kun Zhou. 2019a. “3D-Printed Mechanical Metamaterials with High Energy Absorption.” Advanced Materials Technologies 4 (3): 1–9.
- Yuan, Shangqin, Jiang Li, Xiling Yao, Jihong Zhu, Xiaojun Gu, Tong Gao, Yingjie Xu, and Weihong Zhang. 2020. “Intelligent Optimization System for Powder Bed Fusion of Processable Thermoplastics.” Additive Manufacturing 34: 101182.
- Yuan, Shangqin, Fei Shen, Jiaming Bai, Chee Kai Chua, Jun Wei, and Kun Zhou. 2017. “3D Soft Auxetic Lattice Structures Fabricated by Selective Laser Sintering: TPU Powder Evaluation and Process Optimization.” Materials and Design 120: 317–327.
- Yuan, Shangqin, Fei Shen, Chee Kai Chua, and Kun Zhou. 2019b. “Polymeric Composites for Powder-Based Additive Manufacturing: Materials and Applications.” Progress in Polymer Science 91: 141–168.
- Yuan, Shangqin, and Xudong Yu. 2020. “Ultrasonic Non-Destructive Evaluation of Selectively Laser-Sintered Polymeric Nanocomposites.” Polymer Testing 90: 106705.
- Zang, Chong Guang, Xiang Dong Zhu, and Qing Jie Jiao. 2015. “Enhanced Mechanical and Electrical Properties of Nylon-6 Composite by Using Carbon Fiber/Graphene Multiscale Structure as Additive.” Journal of Applied Polymer Science 132 (19): 1–10.
- Zhu, Dingchun, Yuanyuan Ren, Guangxin Liao, Shenglong Jiang, Fenghua Liu, Jianjun Guo, and Gaojie Xu. 2017. “Thermal and Mechanical Properties of Polyamide 12/Graphene Nanoplatelets Nanocomposites and Parts Fabricated by Fused Deposition Modeling.” Journal of Applied Polymer Science 134 (39): 1–13.
- Zolfagharian, Ali, M. A. Parvez Mahmud, Saleh Gharaie, Mahdi Bodaghi, Abbas Z. Kouzani, and Akif Kaynak. 2020. “3D/4D-Printed Bending-Type Soft Pneumatic Actuators: Fabrication, Modelling, and Control.” Virtual and Physical Prototyping 15 (4): 373–402.