
ABSTRACT
Wood composites are manufactured by joining wood fibres, strands, or particles together with an adhesive, but it is necessary for eliminate the use of formaldehyde-based adhesives in the manufacture of wood composites for the sake of indoor air quality and human health. This initial study has demonstrated the use of sorbitol and citric acid as a potential bio-based formaldehyde-free adhesive for wood-composite manufacture. A solution of citric acid and sorbitol in water was sprayed onto wood particles which were then pressed at 160°C, 180°C, or 200°C for 13 min, to produce boards with a target thickness of 8 mm. The FTIR spectra contained an absorption band at 1720cm−1, presumably due to the esters of citric acid and sorbitol. Pressing of a temperature of 200°C gave boards with the highest modulus of elasticity and the highest internal bond strength. The results reveal a new potential bio-adhesive for the manufacture of wood composites.
Introduction
Synthetic urea-formaldehyde (UF) adhesives currently dominate the interior-grade wood composite market, although there are problems regarding the emission of harmful formaldehyde.
The objective of this study was to test the use of citric acid (CA), an organic tricarboxylic acid, and sorbitol, a natural sugar alcohol, in the production of particleboard and thereby achieve an almost formaldehyde-free wood composite.
Materials and method
Industrially-produced Norway spruce sawdust with a particulate size of 0.25∼2 mm (Niemz and Sandberg Citation2022) with a moisture content (MC) of about 4% was used in a blend of analytical-grade citric acid (CA, C6H8O7) and technical-grade D (-)-Sorbitol (C6H14O6) powder (VWR International AB, Sweden).
Citric acid and sorbitol were dissolved at a molar ratio of 3:1 in deionised water to give a solution with a 50 wt% solids content. The solution was sprayed onto the particles in a small blender, to give approx. 10 wt% solids content of the adhesive, based on the weight of the wood particles. The MC of the mat formed was about 14%. The mat was pressed (open system) in a 205 × 205 mm mould at 160°C, 180°C, or 200°C for a total time of 13 min with three steps reducing the pressure from 3.3, 2.4 MPa to 1.4 MPa. Three replicates of particleboard with a target thickness of 8 mm were manufactured. After pressing and cooling, the boards were trimmed and conditioned at 20°C and 65% RH for one week.
The infrared spectra of the boards were characterised by a FTIR Frontier spectrometer (PerkinElmer, USA) equipped with a UATR Diamond/ZnSe ATR (single-reflection). The wavenumber range of 4000−650 cm−1 was obtained with 4 scans at a resolution of 4 cm−1 on three replicates. The density profile of the conditioned boards was recorded by an X-ray densitometry (DENSE-LAB X, Electronic Wood System GmbH, Hameln, Germany) with a spatial resolution of 50 µm and a step interval between each measurements of 44 µm for the X-ray beam. The bending strength and the modulus of elasticity (MOE) were determined according to the EN 408 standard (CEN Citation2012), and the internal bond strength (IB) was determined on 5 replicates according to the EN 319 standard (CEN Citation1993a). The thickness swelling of the specimens after 2 and 24 h immersion in water was determined from 5 replicates according to the EN 317 standard (CEN Citation1993b).
Results and discussion
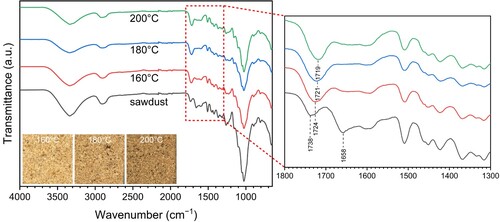
The FTIR spectra of the untreated sawdust and of the wood particles collected from particleboards are shown in . There are significant differences between the bands at 1738 cm−1 and 1658 cm−1. The band at 1738 cm−1 in the sawdust, which originates from the C = O stretching of acetyl groups in hemicelluloses, is shifted to a lower band at 1719 cm−1 with increasing pressing temperature. This is probably due to the new ester bonding formation through the in-situ polyesterification of CA and sorbitol and/or to the reaction between CA/sorbitol and hydroxyl groups in the wood components (Kurkowiak et al. Citation2022). The band at 1658 cm−1 associated with the conjugated C−O coupled with C = O in the sawdust is reduced, which is due to the cleavage of the O−acetyl bonds in hemicelluloses and to the evaporation of acetic acid in the acidic humid hot press environment (Sikora et al. Citation2018). The increasingly brownish colour of the wood composite with increasing temperature is probably due to the natural colour of the CA/sorbitol polymer as well as the thermal degradation of the wood, (Larnøy et al. Citation2018).
Figure 1. FTIR spectra of the untreated sawdust and of the CA/sorbitol/wood composite boards pressed at 160°C, 180°C, and 200°C. Photographs of the boards are also presented.
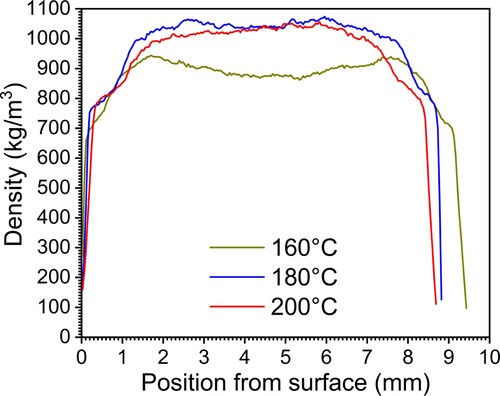
The density profiles of the particleboards are shown in . The density of the outermost surface of all the boards was lower because of the non-sanded surface. The board pressed at 160°C had a lower density in the middle of the board, probably due to the spring-back after the hot-pressing.
Figure 2. Density profiles of the CA/sorbitol/wood composite boards pressed at 160°C, 180°C, and 200°C.
The influence of press temperature on the MOE and on the IB is shown in . The MOE did not differ between the boards pressed at 160°C and 180°C but pressing at 200°C led to an increase in MOE, probably due to a higher degree of polyesterification of CA/sorbitol. The mean IB increased with increasing pressing temperature, but the standard deviation was very large.
Figure 3. (a) Modulus of elasticity, (b) internal bond strength, (c) thickness swelling an immersion in water of the conditioned CA/sorbitol wood composite boards pressed at 160°C, 180°C, and 200°C.
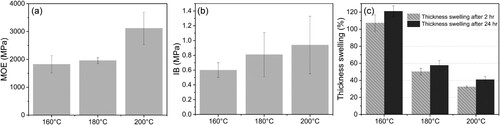
The thickness swelling after soaking in water shown in (c) revealed that the boards manufactured at 200°C had the lowest thickness swelling, which is related to both the high degree of polyesterification of CA/sorbitol and the thermal modification of the boards (Larnøy et al. Citation2018, Nourian and Avramidis Citation2021).
Conclusion
Initial studies have shown that high-density CA/sorbitol/wood composites can be successfully produced. The infrared spectra indicates that polyesterification of CA/sorbitol occurs during the hot pressing. The boards have the highest MOE after being pressed at 200°C; but the IB was not significantly affected by the temperature. It is suggested that such bio-based reagents can be used as an alternative adhesive for the manufacture of wood composites, with the potential of achieving a product with a low formaldehyde emission. Further work should study the effects of temperature, hot press time, amount of adhesive, moisture content, and post-processing on the quality of wood particleboards.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- CEN (1993a) En 319 particleboards and fibreboards–determination of tensile strength perpendicular to the plane of the board. European committee for standardisation, Brussels. Belgium.
- CEN (1993b) EN 317 Particleboards and fibreboards–Determination of swelling in thickness after immersion in water.
- CEN (2012) En 408 timber structures–structural timber and glued laminated timber–determination of some physical and mechanical properties. European committee for standardisation, Brussels. Belgium.
- Kurkowiak, K., Mayer, A. K., Emmerich, L. and Militz, H. (2022) Investigations of the chemical distribution in sorbitol and citric acid (SorCA) treated wood—development of a quality control method on the basis of electromagnetic radiation. Forests, 13(2), 151.
- Larnøy, E., Karaca, A., Gobakken, L. R. and Hill, C. A. S. (2018) Polyesterification of wood using sorbitol and citric acid under aqueous conditions. International Wood Products Journal, 9(2), 66–73.
- Niemz, P. and Sandberg, D. (2022) Critical wood-particle properties in the production of particleboard. Wood Material Science & Engineering, doi:10.1080/17480272.2022.2054726
- Nourian, S. and Avramidis, S. (2021) Exploratory thermal modification of western hemlock. Wood Material Science & Engineering, 16(4), 221–228.
- Sikora, A., Kačík, F., Gaff, M., Vondrová, V., Bubeníková, T. and Kubovský, I. (2018) Impact of thermal modification on color and chemical changes of spruce and oak wood. Journal of Wood Science, 64(4), 406–416.