
Abstract
On the basis of the method for managing the end of life of CdTe photovoltaic panels previously proposed by the authors, a new method for the recycling of all types of thin-film panels (CdTe, a-Si and CIS/CIGS) has been developed and optimised under a research project founded by Enel Foundation and CRUI Foundation. The DGP process has been developed through a feasibility study carried out from three points of view: technical, environmental and economic. The process is composed by two sub-processes matched to each other, one suitable for CdTe panels (named DGPa) and the other one for a-Si and CIS/CIGS panels (DGPb). The Double Green Panel process is based mainly on mechanical treatments with a minimum use of chemicals and it is characterised by a greater level of automation and a high flexibility in production capacity. The potential environmental impacts of various configurations of the DGP process have been extensively analysed with LCA tool in order to develop an environmentally friendly process. The economic feasibility has been assessed through the Discounted Cash Flow Analysis (DCFA) method. The revenues associated to the recovery of valuable and common materials and the recycling costs have been taken into account.
1. Introduction
The photovoltaic (PV) energy production has experienced an unprecedented growth over the past 10 years both at global and European level; despite the financial crisis, at the end of 2012, the cumulative photovoltaic capacity around the world reached more than 120 GW of which 31.1 GW relating to new installations (EPIA Citation2013–2017) With a market so prosperous, the issue of recycling material from spent solar cells and taking care of production waste is becoming increasingly important (Klugmann-Radziemska and Ostrowski Citation2010). Several recycling technologies for solar panel have already been developed by PV manufacturers, research institutions and small and medium enterprises (EPIA Citation2013–2017), but only two of these are operative at industrial scale: the process carried out by Deutsche Solar (SolarWorld) for the recycling of crystalline silicon modules and the process developed and adopted by First Solar for the recycling of CdTe thin-film panels (Marwede et al. Citation2013). With regard to the recycling of all thin-film modules, the feasibility of its processes has been evaluated and demonstrated by the RESOLVED project (RESOLVED Citation2008) and the SENSE project (SENSE – Sustainability Evaluation of Solar Energy system Citation2008), both funded by the European Union. Despite the innovativeness of these processes, they have not been implemented at commercial and industrial scale. The present work wants develop and optimise an innovative high value process, named DGP, for managing the end of life of all types of thin-film panels (CdTe, a-Si and CIS/CIGS) to be implemented at industrial scale in the foreseeable future.
The DGP (Double Green Panel) process has been developed on the basis of the method for managing the end of life of CdTe photovoltaic panels previously proposed by the authors (Giacchetta, Leporini, and Marchetti Citation2013). In fact, the authors have developed a high value process, in terms of lower environmental impact and valuable materials recovery, for the pre-treatment of CdTe thin-film modules characterised by the absence of thermal processes and by the reduction of chemical treatments in comparison with the current available methods. The low environmental impact of this method has been demonstrated through a life cycle analysis and also its economical sustainability has been proved in a successive step. In Giacchetta, Leporini, and Marchetti (Citation2015), the evaluation of the economic impact in terms of valuable material recovered and cost associated to the recycling have been treated. The recycling scheme of , gives a general view of the main steps of the high value process for the recycling of CdTe modules developed by Giacchetta, Leporini, and Marchetti (Citation2013).
Figure 1. Scheme of the recycling process developed by Giacchetta, Leporini, and Marchetti (Citation2013).
In comparison with the analysed current available methods (Eberspacher, Gay, and Moskowitz Citation1994, Bohland, Anisimov, and Dapkus Citation1997; Kushiya et al. Citation2003; First Solar Citation2008; RESOLVED Citation2008; Berger et al. Citation2010; Granata et al. Citation2014), the main innovation of the method consists of the elimination of the thermal treatments and the reduction of chemicals needed for recovering valuable materials, in favour of mechanical processes.
Hasna (Citation2010) stated that, in order to discuss how to advance sustainability in engineering, it is necessary to be clear as to what exactly is the science of sustainability; in his paper, he tried to demonstrate the need for clarity on how the engineering and science community can integrate the science of sustainability into practice. The complexity of energy and environmental phenomena demands, in fact, an integrated approach to their analysis and resolution (Ottone and Grifoni Citation2012).
The issue of PV technology sustainability has been deeply analysed in the last years from many scientists and from different point of view and one the main means used for this purpose is the LCA analysis.
Life Cycle Assessment (LCA) studies of products where the use phase is responsible for a large share of the total environmental impact, variations in the way the products are being used may have a significant impact on the results. The purpose of this paper is to investigate how a better understanding of the use phase, and possibly techniques and experience applied in Design for Sustainable Behaviour (DfSB), may contribute to the way LCA deals with uncertainties related to variations in the use phase (Daae and Boks Citation2015).
Bakker et al. (Citation2010) in their paper addressed the compatibility of C2C and life cycle assessment (LCA) concluding that LCA and C2C can and should be used as complementary tools.
According to Fthenakis (Citation2009), the photovoltaics (PV) technology, in order to be sustainable and really green must meet the need for generating abundant electricity at competitive costs while conserving resources for future generations and having environmental impacts lower than those of current modes of power generation and preferably also lower than those of alternative future energy options.
Gaidajis and Angelakoglou (Citation2012) presented the life cycle assessment of a multi-Si photovoltaic (PV) module applied to examine the environmental burden throughout its life cycle and benchmark it with the environmental burden of the identical conventional energy produced with the energy mix of Greece and supplied by the national energy network grid. The results indicated that aluminium, solar glass and the energy consumed during PV assembly significantly affected the environmental performance of the PV module.
As far as the resources availability is concerned, the European commission listed four elements as critical for PV production in terms of supply risk and economic importance to the European Union markets: germanium, gallium, indium and tellurium (ENV. G.4. Citation2011). A correct management of resources (raw material and from recycling processes) is necessary to meet products demand and guarantee business performances (Haeri and Rezaie Citation2014). The recovery rate of valuable materials has been presented by several authors. Due the increasing growth of CdTe market share (about 40%/year), the availability of tellurium has been evaluated in many researches; Fthenakis (Citation2009), stated that recovering scarce materials such as tellurium (which content in CdTe modules is around 500 ppm) from end of life modules is of fundamental importance to meet the demand, also due to the fact that the technical and economic feasibility of recycling CdTe solar cells is proven. Small-scale operations achieved a 99.99% separation of Te and Cd from end-of-life modules at an estimated cost of 0.02$/Wp. Marwede and Reller (Citation2012) performed a material flow analysis demonstrating that recycled Te from photovoltaic production scrap and end-of-life modules can make up a significant share of the feedstock.
Since the present scope of the development of the process for managing the end of life of PV panels is referred to thin-film panels, a literature survey has been carried out to identify the main advantages and disadvantages of the existing processes. Despite the presence of a significant amount of works published in literature about the methods for recycling panels, few works have been considered useful for the development of the DGP process (First Solar Citation2008; RESOLVED Citation2008; SENSE Citation2008).
The work presented in this paper is part of a larger project that began in 2012 and is still going on. The aim of the project was to develop a high value process to manage the end of life of PV panels with a lower environmental impact. The project has been developed through several phases: in the first one, the design of the new recycling method and the execution of tests on CdTe photovoltaic panels in a facility were made available by a private company whose aim was to develop and patent the process; a detailed LCA analysis of the process was also performed (Giacchetta, Leporini, and Marchetti Citation2013). In the second step, the evaluation of the economic impact in terms of valuable material recovered and cost associated to the recycling has been performed (Giacchetta, Leporini, and Marchetti Citation2015).
In the present work, the previous process, suitable for CdTe panels only, has been further studied and a different process, suitable for a-Si and CIS/CIGS panels, has been developed in order to integrate the two processes for the development of a unique recycling process suitable for all types of thin-film module, the DGP process. The DGP process has been developed through a feasibility study carried out from three points of view: technical, environmental (through the Life Cycle Assessment – LCA) and economic (by the Discounted Cash Flow Analysis – DCFA).
A sensitivity analysis related to the costs associated to the process and the revenues associated to the material prices is being addressed and will be presented in a future paper together with the results of the tests that are being carried out in the prototype of the recycling plant in a-Si and CIS/CIGS panels.
Data for the analysis have been collected from the tests executed in the facility made available by the private company that has been collaborating and co-founding the development of the recycling method. More data have been gathered from the cited literature and from the main process developed in the First solar and Resolved processes.
The paper is organised as follows: in Section 2, the methodology used to develop the DGP recycling process is described; Section 3 is devoted to the presentation of the developed process; Section 4 will present the main results of the LCA and of the DCFA analysis. In Section 5 some conclusions are drawn.
2. Materials and methods
On the basis of data from the currently available recycling processes that were analysed and of the information provided by research institutions and by a private company (that for privacy reasons will be named Photovoltaic Company), leaders in the production of PV modules and in the production of the machineries analysed different configurations of the recycling process that have been developed and, subsequently, investigated from the economic and the environmental point of view. The global process, named DGP (Double Green Panel) is suitable for all types of thin-film panels and it is composed by two sub-processes matched to each other, one suitable for CdTe panels (named DGPa) and the other one for a-Si and CIS/CIGS panels (DGPb).
Four configurations of the DGP panel have been developed and studied: two are related to the sub-process DGPa and two to the sub-process DGPb. In Figures and , a general scheme of the two configurations developed for the sub-process DGPa, named DGPa-1 and DGPa-2 is presented, while Figures and show the two configurations developed for the sub-process DGPb, named DGPb-1 and DGPb-2, suitable for a-Si and CIS/CIGS panels. The sub-processes (DGPa and DGPb) have in common the two first operations so that the same equipment can be used in this first stage of the processes. Tables and report the main inputs and outputs for the four processes in terms of materials and energy.
Figure 2. Scheme of the recycling sub-process DGPa-1.
Figure 3. Scheme of the recycling sub-process DGPa-2.
Figure 4. Scheme of the recycling sub-process DGPb-1.
Figure 5. Scheme of the recycling sub-process DGPb-2.
Table 1. Input and output in terms of materials and power of the DGPa-1 and DGPa-2 processes.
Table 2. Input and output in terms of materials and power of the DGPb-1 and DGPb-2 processes.
After the technical feasibility analysis, the specific equipment to use in each phase of the four sub-processes developed has been accurately chosen. These machines have been used for both the LCA and the economic analysis.
Data related to the composition of the panels have been gathered from literature or provided by production companies. The CdTe panel has the following composition: 11.52 kg of glass, 0.432 kg of EVA, 0.0288 kg of CdTe and 0.00216 kg of CdS; it weights 12 kg and has an area of 0.72 m2 (Giacchetta, Leporini, and Marchetti Citation2013). The composition of a-Si panels that has been provided by a private company is the following: 22.774 kg of glass, 189.36 g of copper, 28.08 g of Silicon and 8.102 g of other materials; it weights 24 kg and has an area of 1.4 m2.
The DGPb can be used for both the a-Si panels and for the CIS/CIGS by only modifying the type of chemical additives.
Together with the technical design, the environmental impact of the DGP process evaluated by LCA applied following the UNI EN ISO 14040 standard. The analysis has been carried out based on data on PV panels and machineries provided by the production companies using the Ecoinvent database and the ‘Electricity, medium voltage, production UCTE, at grid/UCTE S’ data-set. The main aim of the LCA was to evaluate the impact of the recycling system for this reason; all the other phases (fabrication, assembly and working life) of the life of the PV panel have been excluded. The contribution to the environmental impact of each phase has been evaluated through the IMPACT 2002+ method. Four damage categories have been taken into account through the estimate of 15 impact categories (SETAC Citation1991), choosing as functional unit the PV panel.
The different configurations of the recycling process after being investigated from a technical and environmental point of view have been economically evaluated through the Discounted Cash Flow analysis (DCFA). The indicators that have been used were the NPV (Net Present Value), the IRR (Internal Rate of Return) and the PBP (Pay Back period) (Keck, Levengood, and Longfield Citation1998), considering a discount rate of 6%. The costs considered in the DCFA are the plant investment (without costs related to industrial land acquisition) and variable costs (operation, maintenance, overheads).
The revenues obtained by selling the recycled materials have been calculated using McDonald & Pearce formulae (Citation2010), and considering a life cycle of 25 years.
3. The developed processes
The configuration of DGPa-1 is substantially an update of the process developed by Giacchetta, Leporini, and Marchetti (Citation2013) for the management of the end of life of CdTe panels. In this new version, the automatic feed and the automatic transport have been introduced in order to make the process highly automated. The power needed for the automatic handling has been taken into account in the LCA analysis and the costs associated to it have been considered in the economic analysis. Both for DGPa-1 () and DGPa-2 (), the first two operations led to delamination of the modules trough a particles size reduction: the first operation is carried out using a shredder to break the glass into large pieces and a the second one by a hammer mill to crush the broken glass into very small pieces (4–5 mm) of glass-film hybrids. In this way, the bonds created during the lamination process are almost all broken and the semiconductor layer is uncovered. Unlike what is described in Giacchetta, Leporini, and Marchetti (Citation2013), the fine powders formed during these two operations is removed through industrial vacuum cleaner and treated appropriately and the electrical power required by the suction system is considered in the LCA. In the crushed material, large pieces of adhesive are present, as well as glass particles of different sizes, all of which have a CdTe layer on the surface. The liberated semiconductor layers are removed in a wet mechanical attrition process using frictional forces (e.g. Eirich intensive batch mixer). In DGPa-1 configuration, the outputs from the wet mechanical attrition process are treated by means of a flotation process in order to recover the semiconductors material. The mixture is a flotation machine which exploits the hydrophobicity of different materials and performs a solid–liquid separation by means of air bubbles that, being introduced into the fluid will adhere to the substances (hydrophobic) reducing their apparent density and pushing them on the surface from where the particles can be removed by a continuous cleaning system. The production of bubbles is obtained by saturating a percentage of the fluid with pressurised air. Instead, heavy particles such as glass are deposited on the bottom of the flotation system and removed and transported to the washing machine. The metal concentrates are dewatered, dried and shipped to metallurgical plants, with each sulphide being sent to the appropriate smelter; the water is recycled to the mill. According to Fthenakis (Citation2004), it is considered that this step leads to a recovery of the CdTe equal to 90%. Instead, in the DGPa-2 configuration, following the technical advice provided by an Italian company leader in the production of centrifugal machines as a rational solution to production processes, the separation of the semiconductor material from the glass is carried out by a centrifugal extractor, considering a lower recovery efficiency (i.e. 80%, as suggested by the company).
Figure 6. Scheme of DGPa-1 process.
Figure 7. Scheme of DGPa-2 process.
Regarding the sub-process DGPb-1 (), downstream of the stage of dimensional reduction, the fragments of glass coated by the layer of semiconductor material and the other metal layers are subjected to a vacuum blasting operation. This is a technique that uses vacuum instead of air pressure. The method is gentler to the glass surface compared to sand blasting. During the blasting process, a vacuum is created and this causes the blasting materials to hit the surface with high energy. The simple glass fraction recovered by the blasting operation is sent directly to the washing phase. Together with the thin-film material, the blast medium is then directly evacuated by suction with an industrial vacuum cleaner. With this procedure, the recycled material is usually free of dust as the dust emissions are also prevented (RESOLVED Citation2008). The products from the blasting process are then handled by flotation to separate the semiconductor material from the glass. Instead, the glass fraction mixed with the encapsulant is sent to a vibrating screen machine where the separation of the two components is carried out thanks to their different sizes: the encapsulant material, being larger, moves along the top of the screen thanks to vibrating action and is collected on a small conveyor through which is then evacuated. The glass fraction instead, with smaller dimensions, cannot cross the screening surface and so falls downwards through the mesh of the machine. The glass collected on the bottom of the screen is sent to the washing phase. The water used for the washing phase removes any residues from the glass and then emerges from the bottom of the vibrating screen. The cleaned glass is then packed and sent to recycling while the rinse water is pumped to the treatment system.
Figure 8. Scheme of DGPb-1 process.
Instead, in the DGPb-2 configuration, the product obtained by the two first stages is subjected to a leaching process: as suggested by Mezei et al. (Citation2008), using sulphuric acid and hydrogen peroxide, the semiconductor films can be physically removed in a slow rating leach drum over a period of 6 h. The contents of the leach drum are emptied into a classifier (centrifugal extractor) where the glass is separated from the liquids. A rotating screw conveys the glass up an incline, leaving the liquids behind where they will be drained for precipitation. The glass fraction obtained is transported to the screen washer and, after being rinsed, is packaged and sent to recycling. The water used for washing removes any residual semiconductor film from the glass and it is then sent in a precipitation device together with the liquids with a high content of metals, coming from the centrifugal extractor. The precipitation process is composed by different stages each of which with increasing pH values. The material obtained from the precipitation, a kind of mud with a high metal content, is then transported into a filter press that allows to eliminate the water. It is important to point out that the two configurations of the sub-process DGPb are suitable both for a-Si and CIS/CIGS panels. In fact, as suggested by Berger et al. (Citation2010), the precipitation is an operation suitable for both the types of panels. In the present work, for the DGPb sub-process, the results related to the a-Si panels are presented. The following Tables and report the main input and output of the proposed processes in terms of materials and energy needed in the different operations ().
Figure 9. Scheme of DGPb-2 process.
4. Results and discussion
In this paragraph, the results of the economic–environmental analysis of the recycling methods developed are presented.
Figures and show the results of the LCA analysis of DGPa-1 and DGPa-2 in terms of damages evaluation for impact category: the recycling system has positive effects in almost all the impact categories and the environmental loads are always lower that this effects.
Figure 10. LCA results of DGPa-1 process.
Figure 11. LCA results of DGPa-2 process.
For all the process analysed, the main environmental load is given by the waste that has to be incinerated. The negative effects are very limited and significantly lower than the advantages obtained from the materials recovery from the PV modules (mainly glass and CdTe). The two developed process, DGPa and DGPb, from an environmental point of view are very similar except for the separation phase through the centrifugal extractor that produces an environmental load in terms of ionising radiation.
Since from literature the percentage of recovery obtained trough flotation is about 10% higher than the one obtained through the centrifugal extractor, with almost equal environmental performances, the DGPa process has been chosen for implementation.
From an economic point of view it has been calculated that the Pay Back Period (PBP) of DGPa-1 process is lower than the one of DGPa-2, the higher revenues are due to the use of flotation that allows a greater percentage of recovered materials that can be commercialised with respect to the centrifugal extractor.
In Figures and the results of LCA analysis for the DGPb-1 and DGPb-2 are reported. As it is possible to notice, for the DGPb-1 process the main load in terms of ionising radiation and land occupation is given by is the sandblasting under depression; lower is the effects of the waste elements that have to be incinerated. For the DGP2-b process is the leaching phase that has the main impact; however, this operation and the entire DGP2-b process are very convenient due to the high efficiency of the recycling allowing to have a lower PBP () ().
Figure 12. LCA results of DGPb-1 process.
Figure 13. LCA results of DGPb-2 process.
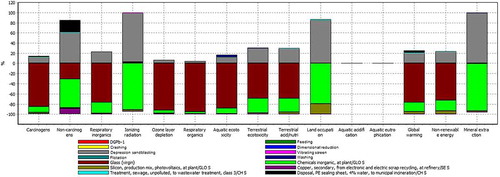
Figure 14. NPV and PBP for DGPa-1 and DGPa-2 processes.
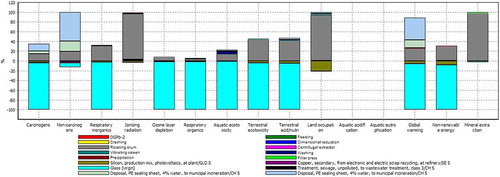
Figure 15. NPV and PBP for DGPb-1 and DGPb-2 processes.
In , an estimation of the main costs and revenues for the DGPa-1 and DGPa-2 processes is reported.
Table 3. Estimation of costs and revenues for DGPa and DGPb processes.
Same conclusions are drawn for the CIS/CIGS panels.
Based on the results of the environmental and economic analysis, the entire high value recycling process of thin-film modules, named DGP, is composed by the sub-processes DGPa-1 and DGPb-2 (). DGP is suitable to manage the end of life of both categories of thin-film panels: CDTE and CIS/CIGS. It possesses a high level of automation in the feeding and transportation phases, a low environmental impact due to the low energy consumption (no thermal treatments) and the limited use of chemical additives.
Figure 16. Scheme of the entire high value recycling Double Green Panel (DGP) process.
5. Conclusions
An innovative process for the management of the end of life of thin-film photovoltaic panels has been developed and the results in terms of economic revenues environmental impacts avoided have been presented.
The high value Double Green Process (DGP), being based mainly on mechanical and hydromechanical treatments, has lower environmental loads, a higher flexibility in productive capacity, system scalability and possibility of decentralisation, lower investment and operative costs, high automation and high level of safety, with respects to the state of the art in the recycling of PV panels.
More tests will be performed in the pilot plant and the next step will be the industrialisation of the process with the possibility of creating a recycling net that will also have a positive effect in terms of employment.
Disclosure statement
No potential conflict of interest was reported by the authors.
Notes on contributors
Barbara Marchetti is associate professor in the field of Mechanical Plants for the Università Telematica eCampus of Novedrate (CO). She graduated in Mechanical Engineeering at Università Politecnica delle Marche, she received her PhD in Mechanical Measurements for Engineering at University of Padova in 2004. In 2002-2003 she has worked as researcher for the Naval Research Laboratory of Washington DC. Her research activities are related to development and application of measurements systems for diagnostic, optimization and control of production processes. She also study Quality Management Systems and Environmental Performances evaluations by the application of LCA methodology. She is author of several papers published on national and international journals and conference proceedings. At present she works as researcher in the field of Mechanical Plants for the Università Telematica eCampus of Novedrate (CO).
Francesco Corvaro is currently associate professor of Thermal Sciences at Università Politecnica delle Marche (UNIVPM) in Ancona. His research activity is been focused on issues related to heat transfer applied to natural convection in cavities with both experimental and numerical simulation; study of the flow fields that trigger natural convection in cavities in two-dimensional geometry using a non-invasive technique for measuring the speed called PIV (Particle Image Velocimetry). He has also been active in the field of renewable energy sources, with particular attention to photovoltaic and solar thermal systems coming to draft guidelines for regional, provincial and municipal territory currently in force. Another field of research is related to the study of innovative fluids in refrigeration and biofuels. The above mentioned research activities have generated 43 publications including 23 published in journals ISI / SCOPUS indexed with 168 citations and a H-Index of 7.
Giancarlo Giacchetta is a Full Professor in the Scientific Sector of Mechanical and Industrial Plants at Università Politecnica delle Marche since 1999. He is a Permanent Member of the Scientific Committee for ?Multiphase Fluid-dynamics in Industrial Plants?. His research activities are related to the management and optimization, from a technical and economic point of view, of processes in different industrial realities: oil companies, food industry, paper industry, etc. To the development of innovative models for risk analysis, experimental analysis of a total separation systems for two phase liquid-gas flows. His works deal also with performance indicator for industrial plants, reverse logistic analysis of packaging systems, strategies for the integration of management standard and production systems, LCA, Quality Management System application.
Fabio Polonara is Full Professor of Thermal Sciences at Università Politecnica delle Marche (UNIVPM) in Ancona, Italy. Since 2012 he also is the Director of the Dipartimento di Ingegneria Industriale e Scienze Matematiche of UNIVPM. Since 2013 he has been appointed by the Italian Ministry of Foreign Affairs as national Delegate for Italy at the International Institute of Refrigeration (I.I.R.), a scientific and technical intergovernmental organization based in Paris, France. Since 2015 he is member of TEAP (Technical and Economic Assessment Panel) and co-chair of RTOC (Refrigeration Technical Options Committee) which help UNEP (United Nations Environmental Programme) to implement the Montreal Protocol. His research activities are documented in more than 200 papers.
Roberta Cocci Grifoni currently works as researcher at the Scuola di Architettura e Design, University of Camerino. Roberta does research in Architectural Engineering and Engineering. She received her PhD in Applied Physics from Università Politecnica delle Marche in 2001. She has authored several papers in international Journals.
Mariella Leporini is currently a Post-Doc Research Fellow @ Politecnico Milano. She has earned her PhD in 2014 in Mechanical Engineering at Università Politecnica delle Marche. Form March 2014 – September 2014. Post-Doc Research Fellow @ UNIVPM with a Fellowship found by ENEL Foundation and CRUI Foundation under the project “Energies for Research” ; From September 2014 – August 2017. She has worked as Senior Flow Assurance Consultant Engineer @ Saipem SPA.
Acknowledgements
The authors wish to acknowledge ENEL and CRUI foundations that have believed and founded the study, Ing. Luigi Lanuzza of ENEL Green Power and 3Sun SRl for their contribution, availability and precious technical suggestions.
References
- Bakker, C. A., R. Wever, Ch. Teoh, and S. De Clercq. 2010. “Designing Cradle-to-Cradle Products: A Reality Check.” International Journal of Sustainable Engineering 3 (1): 2–8.10.1080/19397030903395166
- Berger, W., F.-G. Simon, K. Weimann, and E. A. Alsema. 2010. “A Novel Approach for the Recycling of Thin Film Photovoltaic Module’s.” Resources Conservation Recycling 54: 711–718.10.1016/j.resconrec.2009.12.001
- Bohland, J., I. Anisimov, and T. Dapkus. 1997. “Economic Recycling of CdTe Photovoltaic Modules”. Paper presented at Twenty-Sixth IEEE Photovoltaic Specialists Conference, Anaheim, CA, September 29–October 3.
- Daae, J., and C. Boks. 2015. “Opportunities and Challenges for Addressing Variations in the Use Phase with LCA and Design for Sustainable Behaviour.” International Journal of Sustainable Engineering 8 (3): 148–162.10.1080/19397038.2015.1010630
- Eberspacher, C., C. F. Gay, and P. D. Moskowitz. 1994. “Strategies for Recycling CdTe Photovoltaic Modules.” Paper presented at First World Conference on Photovoltaic Energy Conversion, 962–967, Waikoloa, Hawaii, December 5–9.
- ENV. G.4. 2011. “Study on Photovoltaic Panels Supplementing the Impact Assessment for a Recast of the WEEE Directive.” Final Report.
- EPIA (European Photovoltaic Industry Association). 2013–2017. “Global Market Outlook for Photovoltaics 2013–2017.”
- First Solar. 2008. “Collection and Recycling Program. Technical Overview.” http://www.firstsolar.com/Sustainability/Sustainability-Documentation.
- Fthenakis, V. M. 2004. “Life Cycle Impact Analysis of Cadmium in CdTe PV Production.” Renewable and Sustainable Energy Reviews 8: 303–334.10.1016/j.rser.2003.12.001
- Fthenakis, V. M. 2009. “Sustainability of Photovoltaics: The Case for Thin-film Solar Cells.” Renewable and Sustainable Energy Reviews 13: 2746–2750.10.1016/j.rser.2009.05.001
- Gaidajis, G., and K. Angelakoglou. 2012. “Environmental Performance of Renewable Energy Systems with the Application of Life-cycle Assessment: A Multi-Si Photovoltaic Module Case Study.” Civil Engineering and Environmental Systems 29 (4): 231–238.10.1080/10286608.2012.710608
- Giacchetta, G., M. Leporini, and B. Marchetti. 2013. “Evaluation of the Environmental Benefits of New High Value Process for the Management of the End of Life of Thin Film Photovoltaic Modules.” Journal of Cleaner Production 51: 214–224.10.1016/j.jclepro.2013.01.022
- Giacchetta, G., M. Leporini, and B. Marchetti. 2015. “Evaluation of the Economic Impact of a New High Value Process for the Management of the End of Life of Thin Film Photovoltaic Modules.” International Journal of Productivity and Quality Management 15 (4): 528–541.10.1504/IJPQM.2015.069712
- Granata, G., F. Pagnanelli, E. Moscardini, T. Havlik, and L. Toro. 2014. “Recycling of Photovoltaic Panels by Physical Operations.” Solar Energy Materials and Solar Cells 123: 239–248.10.1016/j.solmat.2014.01.012
- Haeri, A., and K. Rezaie. 2014. “Using Data Envelopment Analysis to Investigate the Efficiency of Resource Utilization and to Develop an Improvement Plan.” International Journal of Productivity and Quality Management 13 (1): 39–66.10.1504/IJPQM.2014.057959
- Hasna, A. M. 2010. “Sustainability Classifications in Engineering: Discipline and Approach.” International Journal of Sustainable Engineering 3 (4): 258–276.10.1080/19397038.2010.500743
- Keck, T., E. Levengood, and A. L. Longfield. 1998. “Using Discounted Cash Flow Analysis in an International Setting: A Survey of Issues in Modeling the Cost of Capital.” Journal of Applied Corporate Finance 11 (3): 82–99.10.1111/jacf.1998.11.issue-3
- Klugmann-Radziemska, E., and P. Ostrowski. 2010. “Chemical Treatment of Crystalline Silicon Solar Cells as a Method of Recovering Pure Silicon from Photovoltaic Modules.” Renewable Energy 35 (1): 1751–1759.10.1016/j.renene.2009.11.031
- Kushiya, K., M. Ohshita, I. Hara, Y. Tanaka, B. Sang, Y. Nagoya, M. Tachiyuki, and O. Yamase. 2003. “Yield Issues on the Fabrication of 30 cm×30 cm-sized Cu(In,Ga)Se2-based Thin-film Modules.” Solar Energy Materials and Solar Cells 75 (1–2): 171–178.10.1016/S0927-0248(02)00144-7
- Marwede, M. M., W. Berger, M. Schlummer, A. Mäurer, and A. Reller. 2013. “Recycling Paths for Thin-film Chalcogenide Photovoltaic Waste – Current Feasible Processes.” Renewable Energy 55: 220–229.10.1016/j.renene.2012.12.038
- Marwede, M., and A. Reller. 2012. “Future Recycling Flows of Tellurium from Cadmium Telluride Photovoltaic Waste.” Resources, Conservation and Recycling 69: 35–49.10.1016/j.resconrec.2012.09.003
- McDonald, N. C., and J. M. Pearce. 2010. “Producer Responsibility and Recycling Solar Photovoltaic Modules.” Energy Policy 38 (11): 7041–7047.10.1016/j.enpol.2010.07.023
- Mezei, A., M. Ashbury, M. Canizares, R. Molnar, and H. Given. 2008. “Hydrometallurgical Recycling of the Semiconductor Material from Photovoltaic Materials – Part One: Leaching.” SGS Minerals Services. Technical Paper.
- Ottone, F., and R. Cocci Grifoni. 2012. “Environmental Cross Sectional Tomography: A New Approach to Design and Planning.” Paper presented at 28th International PLEA Conference on Sustainable Architecture and Urban Design: Opportunities, Limits and Needs – Towards an Environmentally Responsible Architecture, Lima, November 7–9.
- RESOLVED. 2008. “Recovery of Solar Valuable Materials, Enrichment and Decontamination.” http://www.resolved.bam.de.
- SENSE – Sustainability Evaluation of Solar Energy system. 2008. “LCA Analysis.”
- SETAC – Society of Environmental Toxicology and Chemistry and SETAC Foundation for Environmental Education Inc. 1991. A Technical Framework for Life−cycle Assessment. Washington, DC: Society of Environmental Toxicology and Chemistry and SETAC Foundation for Environmental Education Inc. (Workshop held in Smugglers Notch, Vermont, August 18−83, 1990).
