
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
In this research, experimental work was conducted to validate the efficiency of Ceramic Waste Powder (CWP), Ceramic Fine Aggregate (CFA) and Recycled Coarse Aggregate (RCA) as a replacement for cement, Natural Fine Aggregate (NFA) and Natural Coarse Aggregate (NCA) respectively. The importance of this study is the utilization of ceramic waste and RCA together in the concrete mix in order to decrease usage of natural resources in production of concrete, and also to reduce carbon emissions from cement production and dependency on landfills for C&D materials. Eight concrete mixes were prepared in this study, and the mechanical properties, shrinkage, cost and CO2 emissions were obtained for each mix. Finally, a benefit index was derived to estimate the validity of the new recycled concrete in terms of the mechanical properties, cost and CO2 emissions together. It was found that a concrete mix with 100% replacement of NCA by RCA, 20% cement replacement by CWP and 20% NFA replacement by CFA was 26% more advantageous than the control mix in terms of being sustainable and economic. This product proved to be a promising mix, 47% of whose conventional concrete components could be replaced by recycled materials.
Introduction
Concrete is the most common construction material used worldwide, with approximately 3 tonnes of it used annually per person (De Brito and Saikia Citation2013). Concrete has become a much-used construction material because of its many advantages, such as the availability of its ingredients, its high durability, low maintenance cost, low-skill labour needed and its high degree of fire resistance. However, concrete has a considerable impact on the environment through its components. For example, cement production is the primary producer of CO2. A study of concrete production in the Middle East found that production of a ton of cement releases 709 kg of CO2 (Kajaste and Hurme Citation2016). It should be pointed out that the UAE is a leading cement producer in the Middle East, where the production capacity reached 40.7 million tons in 2014 (CISION Citation2015).
The quantity of aggregates used in concrete is also another problem as they occupy about 75% of its total volume, creating a drain on natural resources. For instance, in 2015, global demand for aggregates in the construction industry exceeded 48.3 billion tons, with 5.2% potential annual growth (The Freedonia Group Citation2012).
On the other hand, demolition of old concrete buildings has increased recently due to world population growth and the need for high-rise buildings. This, compounded by design standards which require new structural systems to protect against disasters, brings the problem of demolition landfill, with concrete constituting about 60% of Construction and Demolition Waste (CDW) (Islam et al., Citation2019).
To accommodate the problems mentioned above, intensive research has been conducted to explore replacement of cement and aggregates by recycled materials. For example, Ground-Granulated Blast-furnace Slag (GGBS), Silica Fume and Fly Ash have been utilised as replacements for cement (Vollpracht et al., Citation2018; Golafshania and Behnood Citation2019). To reduce landfill, various waste materials have been used in concrete mixes, such as Recycled Coarse Aggregate (RCA) (Jianzhuang Citation2018), glass (Zhang Citation2013), ceramic waste (Rashid et al., Citation2017) and plastic (Sharma and Bansal Citation2016). The aim of the current study is to use RCA and Ceramic Waste (CW) available in the UAE in concrete mixes and to evaluate the mechanical properties, cost and CO2 emissions of the new mix. Europe produces 820 million tons of CDW yearly. Some countries have already recycled more than 70% of their CDW (e.g., the UK), while other countries are still moving slowly towards the recycling objective (e.g., Greece) (Gálvez-Martosaet al., Citation2018). In the UAE, Abu Dhabi was recorded as having about 4 million tons of CDW during 2017 (42% of the total waste generated in the emirate) (Statistics center Citation2018), of which 28% was recycled, and about 66% was dumped (Al-Braiki et al., Citation2017). The Bee’ah-Tadweer facility in Sharjah (which is the third largest in the world) deals with 500,000 tons of CDW yearly, of which 70% is recycled (Bee’ah. Bee’ahTadweer Citation2020). However, construction waste recycling plants have started spreading in most Gulf Cooperation Council (GCC) areas because of the continuing growth of real estate in this region, where Abdelfatah and Tabsh (Citation2011) estimated the real estate value to be over US$2.39 trillion (a region which has limited natural resources, especially in terms of coarse aggregate). Moreover, it has been recorded that GCC countries generate 120 million tons of waste yearly, of which 18.5% is construction waste (Abdelfatah and Tabsh Citation2011). Using RCA from CDW has been intensively discussed in previous research. It has been pointed out that a drop of between 12% and 25% in compressive strength usually occurs with the addition of RCA, but this reduction is generally negligible when the RCA constitutes less than 30% in the concrete mix (De Brito and Saikia Citation2013). However, some researchers have shown a compressive strength increase of up to 33% with the presence of RCA (Cabral Citation2013). It has been confirmed that the quality of the RCA employed plays an important role. The modulus of elasticity of RCA concrete seems to be lower than conventional concrete (a reduction of 6% to 45%) (Cabral Citation2013; Lye et al. Citation2015). However, it has been found that decreasing rates of elastic modulus with RCA concrete are related to the RCA amount and the strength grade of the concrete (Lye et al. Citation2015). For example, the drop is 16% for 100% RCA usage, while it is 5% for concrete with a 12% RCA content. In addition, the reduction in elastic modulus is higher for a concrete mix with low compressive strength (Lye et al. Citation2015). In terms of the tensile strength of concrete with RCA, it has been observed that RCA has less influence on this property than on compressive strength (Cabral Citation2013). Moreover, the tensile strength of RCA concrete has been shown to increase over time in line with or to a greater than that of a control mix (Silva et al. Citation2015). With regard to the effect of RCA on drying shrinkage of concrete, most researchers agree that RCA causes higher levels of drying shrinkage (between 12% and 66%) than using Natural Aggregate (NA) (Cabral Citation2013). Seara-Paz et al. (Citation2016) concluded that 100% RCA increases drying shrinkage 77% more than utilising NA, and this is due to RCA’s low elastic modulus and high water absorption.
CW has been used partially in concrete in the form of coarse aggregate, fine aggregate and cement. Ceramic production exceeds 13 billion sq. m of ceramic tiles worldwide (ACIMAC Citation2019). It has been estimated that 30% of ceramic waste is from manufacturing and transportation (Senthamarai and Manoharan Citation2005; Awoyera et al., Citation2018), and not put to good use and is sent to large landfills, causing aesthetic destruction to the surrounding area. On another hand, ceramic Waste Powder (CWP) is produced during the final polishing process in ceramic tile manufacturing. It has been estimated that CWP is created at a rate of 19 kg per m2 of ceramic tiles (El-Diebet al., Citation2019), amounting to 234 million tons of CWP globally. In the UAE, it has been shown that individual companies generate, on average, 10,000 tons of CWP yearly (Kanaan and EL-Dieb Citation2016), which has a serious environmental impact since CWP has a very fine granular structure and is dumped in landfills, causing air, soil and groundwater pollution. Therefore, use of CW in concrete is an attractive solution for environmental research and sustainable concrete. For instance, in one study, Kannan et al. (Citation2017) replaced up to 40% of the cement with CWP and produced a high-performance concrete mix. Although the drop in compressive strength at the 90-day test reached 15% with 40% cement substitution for a 64-MPa control mix, superior durability was noted with very low chloride ion permeability and considerably high electrical resistivity. Another example is that of Gonzalez-Corominas and Etxeberria (Citation2014), who confirmed that utilising CW as fine aggregate to a maximum of 30% does not affect the mechanical properties of the hardened concrete and decreases chloride-ion penetration. However, Siddique et al. (Citation2018) showed a drop in compressive strength after 60% replacement of fine aggregate by CW, whereas the tensile strength kept increasing (though it was recommended that the substitution should not go beyond 40%). It is worth mentioning that Siddique et al. (Citation2019) showed that using ceramic waste in concrete as fine aggregate significantly enhances the durability of concrete and its ability to withstand severe conditions.
Research significance
This research has many objectives. The main aim is to check the influence of ceramic waste on concrete made of RCA. On the other hand, this work seeks to reduce the dependence on natural resources within the concrete components to a high percentage. Therefore, 100% of the RCA was utilised to replace the natural coarse aggregate. Besides, ceramic waste was used as a partial substitute for both cement and natural fine aggregate. Although few works have discussed the combination of CWP and Ceramic Fine Aggregate (CFA) in the same concrete mix (Samadi et al. Citation2020; Li et al. Citation2020b; Mohammadhosseini et al., Citation2019), only one work (that by Ahmed et al. Citation2020) has dealt with RCA and ceramic waste together. Therefore, the current work aims to explore material replacement while maintaining the advantages of reducing CO2 emissions, cost and dependence on landfills. At the same time, it also aims to confirm the quality of the final concrete product and produce a new index that combines the quality and replacement gains.
Methodology of this research
In this research, an experimental test was performed on concrete mixes containing CWP, CFA and RCA. Eight concrete mixes were prepared, including the control mix with no replacement contents. As a binder, CWP was used as a replacement for cement in two different proportions: 20% and 30%. The selection of the 20% CWP level to initiate cement replacement was because other researchers have shown an improvement in strength and shrinkage up to this percentage, although those researchers have employed higher and lower replacement percentages (Li et al. Citation2020a, Citation2020b; Ahmad et al. Citation2016). Therefore, there is no need to experiment with low percentages as the main aim of this project was to replace as much cement as was valid in order to reduce CO2 emissions. Cement replacement was stopped at 30%, at which point it was observed a considerable drop in mechanical properties. Natural Fine Aggregate (NFA) was replaced by CFA in 20% and 30% proportions. The 20% CFA proportion was chosen as an initial starting point for replacement by CFA because all studies in the literature agree that the properties of concrete keep improving above this percentage (Corominas and Etxeberria, Citation2014; Siddique et al. Citation2018; Samadi et al. Citation2020). NFA replacement was ended at a level of 30% in the current research because tests showed that 30% replacement caused a decrease in the tensile strength and elastic modulus (despite an increase in compressive strength having been found by other researchers) (Gonzalez-Corominas and Etxeberria Citation2014; Siddique et al. Citation2018; Samadi et al. Citation2020). As well in this research, NCA: was also fully replaced by RCA in some mixes for various reasons. Firstly, NCA forms about 40% of concrete mix proportions. Therefore, a full replacement will save on natural resources and contribute towards a sustainable concrete mix. Secondly, this research focused on checking the quality of RCA produced in the UAE, without the influence of NCA in the mix, as previous literature has shown that high-quality RCA may produce better mechanical properties than a control mix with NCA only, although of 100% usage of RCA (Dhir et al. Citation2019). Finally, one of the objectives of this research was to evaluate the improvement that ceramic waste can bring with 100% replacement of NCA by RCA. A combination of CWP, CFA and RCA was used in the final mix to minimise usage of natural materials in the mix.
Mechanical properties were ascertained for each mix, together with the cost and CO2 emissions, to check the economic and environmental impact of using recycled substitutions.
Experimental procedure
Materials
demonstrates the materials used in the mixes, as follows:
Figure 1. Materials used in the concrete mixes

Cement
Ordinary Portland Cement (OPC) Type I was used to prepare all the mixes. The utilised cement complies with the BS EN 197–1:2011(Citation2011) standard for class 42.5 N and is produced by the UltraTech Cement Factory in the UAE. displays the chemical composition of the cement. In addition, shows the properties of the cement using BS EN 196 (BS EN 196-1:Citation2005; BS EN 196-3:Citation2005). It can be seen that the compressive strength at day 28 is 46.1 MPa, which confirms the quality of the cement. On the other hand, there is an increase of 22% in compressive strength at the 56-day test.
Table 1. Chemical composition of the materials used
Table 2. Properties of the cementitious materials used in the mixes (BS EN 196-1:Citation2005; BS EN 196-3:Citation2005)
Natural Coarse Aggregate (NCA)
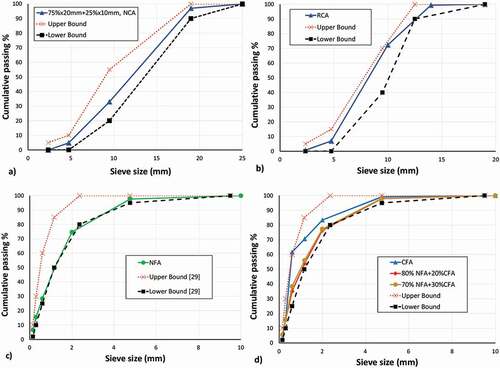
Two sorts of coarse aggregates were used in this research (10 mm and 20 mm), and a combined weight-based ratio of 1:4 was employed. The distribution of the NCA particles is shown in , where it can be seen that the selected combined ratio is in good agreement within the two bounds of ASTM C33-03 (Citation2003). shows the properties of the NCA.
Table 3. Properties of the coarse aggregate used in the mixes (BS 812-2:Citation1995; BS 812-105.1:Citation1989; BS 812-105.2:Citation1990; BS 812-109:Citation1990; BS 812-110:Citation1990; BS 812-111:Citation1990; BS 812-112:Citation1990; Kett Citation2010)
Natural Fine Aggregate (NFA)
Black sand was used as NFA in the concrete mix. It may be noted from that the NFA is at the lower bound (an indication of coarse sand). This is clear from the fineness modulus of 3.27, shown in , which exceeds the limit of 3 (Kett Citation2010).
Table 4. Properties of the fine aggregate used in the mixes (Kett Citation2010)
Recycled Coarse Aggregate (RCA)
RCA was obtained from the Bee’ah recycling plant located in Sharjah, UAE. The sieve analysis in shows that the maximum diameter size of the RCA used was 14 mm. Moreover, the RCA is between the two bounds of the ASTM C33-03 (Citation2003) but was closer to being fine coarse aggregate because of its proximity to the upper bound. In addition, demonstrates the properties of the RCA. It can be seen that the crushing value, impact value and abrasion test for RCA have lower values than those produced in the same tests for NCA. This is an indicator of the high quality of the RCA used in this experiment. On the other hand, the water absorption and moisture contents are less for the NCA due to the mortar layer still bonded to the RCA. The typical limits for water absorption of the RCA are between 3% and 10% indicating the quality of the RCA (De Brito et al. Citation2019). Therefore, water absorption of 4.1% for the RCA used () indicates relatively high quality. However, it is concerning to see that the chloride and sulphate percentages in RCA are much higher than those for NCA (), attributable to the old mortar attached to the RCA. High chloride and sulphate contents cause rapid corrosion of steel reinforcements and disruptive expansion, respectively (De Brito et al. Citation2019). Therefore, building regulations limit the use of RCA to 0.06% for chloride and 1% for sulphate (De Brito et al. Citation2019). In , it can be seen that the chloride level of 0.1% in the RCA exceeds the regulatory limit. However, some studies have advised that using Fly Ash and GGBS improves the resistance of Recycled Aggregate Concrete (RAC) against chloride attack to a level almost the same as that of Natural Aggregate Concrete (NAC) (Qi et al. Citation2018).
Ceramic Waste Powder (CWP)
As stated earlier, CWP is from the final polishing process of ceramic tiles. In this study, it was obtained with the cooperation of United Arab Emirates University. shows the chemical composition of the CWP in comparison with the OPC, where the alumina ratio and lime saturation factor can be obtained as detailed below (Paine Citation2019):
For the OPC binder mix, the alumina ratio and lime saturation factor are 1.46% and 105% respectively. Using 20% CWP as a binder, the alumina ratio and lime saturation factor are 1.77 and 56%, respectively, whereas utilising 30% CWP produced an alumina ratio of 1.91 and a lime saturation factor of 42%. It has previously been shown that an increase in the lime saturation factor leads to a reduction in the setting time (Paine Citation2019). Therefore, increased setting time was recorded when CWP was used (). In addition, more CWP in the mix causes an increase in setting time. On the other hand, it was addressed that the strength of cement mortar always increases with a low alumina ratio (Paine Citation2019). This can be seen from , which shows that using more CWP of a higher alumina ratio caused a fall in the compressive strength on day 28 (14% for 30% CWP usage). However, it recovered on day 56. This means that more CWP delayed the strength of the cement mortar at day 28.
Researchers have previously applied X-Ray Diffraction (XRD) and Scanning Electron Microscope (SEM) to CWP materials and cement-CWP concrete mix samples, and such studies have found, through SEM and XRD tests, that CWP is mainly composed of SiO2 and Al2O3 (more than 70%) (El-Dieb and Kanaan Citation2018; Yunhonget al., Citation2014). This is in keeping with the chemical composition shown in , where SiO2 and Al2O3 together form about 84% of the total CWP mass. This percentage is higher than the required 70% limit stated by ASTMC618 for pozzolanic materials (El-Dieb and Kanaan Citation2018). In addition, Mohammadhosseiniet al. (Citation2019) found (using SEM images) that ceramic mortar forms additional Calcium Silicate Hydrate (C-S-H) gels, causing a dense microstructure of the matrix. Yunhonget al. (Citation2014) tested cement-CWP paste using XRD and showed that it produces Ca(OH)2 less than it consumes. Therefore, further C-S-H gels are produced.
Ceramic Fine Aggregate (CFA)
Ceramic waste was obtained, which was then crushed and sieved to achieve the required grain size (between 5 mm and 0.15 mm) for CFA. demonstrates that the CFA is finer than the NFA, since its grain distribution is between the two bounds, and its fineness modulus is 2.66 which is much less than that of NFA (). As soon as the CFA was combined with the NFA, the grain distribution of the combination became coarse and closer to the lower bound (see ). The fineness modulus for the CFA and CFA combination reduced to 3.15 and 3.09 for 20% and 30% replacements, respectively, which shows that more CFA helps to improve the properties of the fine aggregate in the concrete mix. also shows that the CFA has a light specific gravity, with high water absorption and moisture content.
Superplasticizer
PC 400 (PAC Technologies LLC Citation2011) was used in the mixes as a superplasticizer, and it is based on Poly-carboxylate ether. PC 400 was added to the mixture during the mixing process after 80% of the total water quantity was added. The amount of superplasticizer used in this study is 1.25% of the weight of cement, which is within the manufacturer’s allowable range of 0.8–1.5%.
Figure 2. Particle size distribution for a) NCA, b) RCA and c) NFA and CFA, according to .ASTM C33-03 (Citation2003)
Mix proportions
The concrete mixes were designed for M40 concrete grade using the ASTM standard (Kett Citation2010). M40 grade provides a characteristic cylindrical compressive strength (fck) of 40 MPa. show the mix codes, a description of each mix and the quantity of materials per m3 of concrete. From it can be seen that the cement-to-water ratio (W/C) was 0.33 for all mixes. Although the water absorption of the recycled materials (RCA and CFA) was higher than the water absorption of the natural materials (NCA and NFA), which require extra water to be added prior to the recycled concrete mix, the W/C was kept constant at 0.33 in the existence of the superplasticizer, which guarantees workability with a low water amount. This procedure was followed to avoid the added water affecting the quality of the concrete, and to confirm consistency during discussion of the results.
Table 5. Mix codes and their descriptions
Table 6. Mix proportions
Tests on hardened concrete of each mix
Four tests were conducted on the hardened concrete samples of each mix: a cube compressive strength (fcu) test at days 7, 28 and 56, using 150x150x150mm cube dimensions; an elastic modulus (E) and cylindrical compressive strength (fc) test at day 56, using cylinder samples of 150x300mm; a four-point flexural tensile strength (ft) test at day 56, using concrete beam dimensions of 100x100x500mm; and a drying shrinkage test, using a prism of 70x70x280 mm dimensions. Selection of day 56 for the elastic modulus and flexural test was to avoid the delay in the mortar’s compressive strength at day 28, which the presence of the CWP may have caused (as shown in ). A summary of the test results is given in .
Table 7. Tests on the hardened concrete
Shrinkage
Concrete samples of 70x70x280mm dimensions were made in the laboratory to estimate the length change of concrete according to ASTM C157/C 157M-08 (Citation2008). The specimens were cured in a water tank for up to seven days. They were then placed in the same location outdoors and subjected to the severe weather conditions of the UAE. Therefore, the shrinkage in this study relates to drying shrinkage of the concrete and the thermo-hygrometric conditions. shows the hourly logger readings for both temperature and humidity over a period of 8 months so that daily variations could be witnessed day and night. The temperature fluctuated between 23°c and 51°c, while the humidity ranged between 10% and 88%. presents the shrinkage curves for all mixes.
Figure 3. Logger data relating to the temperature and humidity of the conditions to which the shrinkage samples were exposed
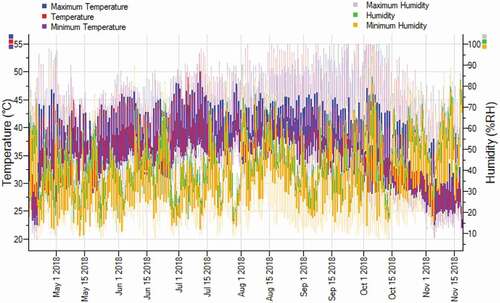
Figure 4. Shrinkage curves for all mixes
Cost analysis
A cost analysis was conducted for all mixes (see ). shows the price for the components of each mix, according to the Dubai market (Dubai Statistics Center, Citation2017). The market price of RCA was provided by the Bee’ah recycling plant in Sharjah. Since recycled ceramic waste has not yet been offered to the market in the UAE, its recycling cost was assumed to be 10% of that of RCA because ceramic waste is a ready-crushed material that only needs secondary crushing and sizing. The 10% estimate is more than the cost proposed by Tam (Citation2008) for the same type of work during the recycling process. Moreover, CWP only requires transportation costs because it is already a powder. By mapping onto , the cost of each mix was estimated, as shown in .
Table 8. Unit price of the concrete mix ingredients
Table 9. Cost of the concrete mixes in this study ()
CO2 emissions
The CO2 emissions from production of each concrete mix ingredient were assessed using data available from other literature. CO2 emissions from cement production in the Middle East (estimated to be 709 kg CO2/t cement) are based on the sum of clinker baseline, clinker substitutes, fossil fuel, electricity and transportation (Kajaste and Hurme Citation2016). In terms of the concrete aggregates, Turner and Collins concluded analytically that fine aggregate production produces 13.9 kg CO2/t, while coarse aggregate production leads to 40.8 kg CO2/t, including transportation (Turner and Collins Citation2013; Latawiec et al., Citation2018). Production of the superplasticizer was estimated to produce 2000 kg CO2/t (Latawiec et al. Citation2018). Although this seems more than double the CO2 resulting from cement production, the small amount of plasticiser utilised in the concrete mix, in comparison with the cement, negates the effects of plasticizer in environmental terms. CO2 emissions from the recycling process depend on the recycling technique. Conventional recycling is usually used for road applications or non-structural elements, while structural applications require different techniques to remove adhered cement paste and produce high-quality aggregates, e.g., using a mechanical technique involving abrasion, or a combined thermo-mechanical technique (Sui and Mueller Citation2012). Thermal treatment involves 300°C preheated air flowing through concrete rubble (Sui and Mueller Citation2012). Quattrone et al. (Citation2014) concluded that the conventional recycling method results in CO2 emissions of between 1.5 and 4.5 kg CO2/t, whereas the mechanical technique generates from 3.8 to 21.7 kg CO2/t. The thermal recycling process creates about 200 kg CO2/t (Quattrone et al., Citation2014). In this study, the CO2 emissions from ceramic waste recycling were considered 4.5 kg CO2/t because it only requires secondary crushing and sizing, as explained in the cost analysis section. Production of RCA was calculated to cause 21.7 kg CO2/t because the Bee’ah company uses mechanical treatment. In this study, the upper proposed limit for both methods was based on the worst case scenario. summarises the CO2 emission values for production of each ingredient used in this study. By mapping onto , the CO2 emissions of each mix were evaluated (see ).
Table 10. CO2 emission values for production of concrete ingredients
Table 11. CO2 emissions of the concrete mixes in this study ()
Discussion
The effect of substitution on mechanical properties
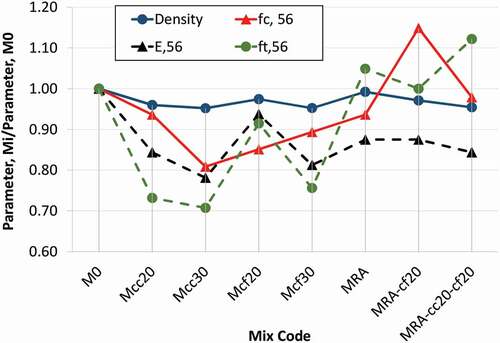
shows the relative differences between each mix (Mi) and the control mix (M0), for each mechanical property given in .
Figure 5. Relative differences between each mix (Mi) and the control mix (M0), for each mechanical property
Density of hardened concrete
shows that RCA in the mix (MRA) did not reduce the concrete density and that utilising ceramic waste in the mix caused a slight fall in density (to a maximum of 5%). This slight fall was expected due to the ceramic waste having less specific gravity in comparison with other replaced ingredients ().
Compressive strength
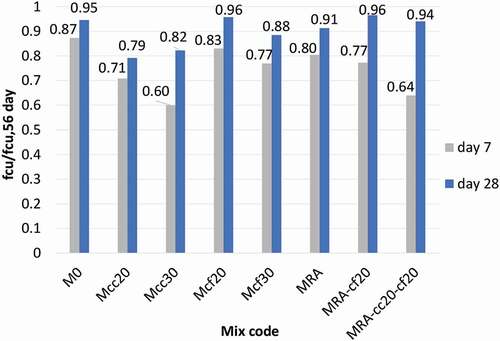
The effect of the substitution on the compressive strength of concrete at day 7 and day 28 is shown in , where the strengths are given as a relative percentage of the strength at day 56. It can be seen that more CWP as a replacement for OPC can cause an early-age strength delay of up to 40% for Mcc30, in comparison to a 13% drop for the control mix (M0). On the other hand, using RCA (MRA) did not affect the strength of the concrete at day 7, which was comparable with that of M0. In terms of strength at day 28, the results indicate that CWP was the only substitution which caused a maximum drop of 21% from the strength at day 56 (Mcc20). It is worth noting that all mixes achieved the compressive strength target for M40 concrete grade, except Mcc30, where the cylindrical compressive strength at day 56 was 38 MPa, which was less than 40 MPa ().
On the other hand, shows that the drop in cylindrical compressive strength at day 56 reached 19% for 30% CWP as a substitution for OPC (Mcc30), whereas using 20% CWP caused a reduction of 6% (Mcc20). Kannan et al. (Citation2017) recorded a 17% drop in the compressive strength of hardened concrete in which 30% of the cement had been replaced by CWP. In addition, Patel et al. (Citation2015) showed a 10% and 13% reduction in compressive strength when 20% and 30% of the cement was replaced by CWP, respectively. When 100% of the NCA was replaced by RCA (MRA) there was a slight fall in compressive strength of 6%, which was just an indication of the high quality of the RCA used in the mix, and this fall was lower than decreases reported in other studies (De Brito and Saikia Citation2013). More CFA in the mix increased compressive strength. However, a small difference (4%) in compressive strength could be observed between 20% CFA (Mcf20) and 30% CFA (Mcf30) as a replacement for NFA. The slight improvement associated with increased CFA content has been addressed in most previous studies (Gonzalez-Corominas and Etxeberria Citation2014; Awoyera et al. Citation2018). The maximum compressive strength was registered for MRA-cf20, where 15% more strength than M0 was gained. This can be explained by the contribution of CFA, which enhanced performance of the fine aggregate within the mix as it was finer. The MRA-cc20-cf20 mix provided almost the same compressive strength as M0.
Figure 6. Relative differences in cubic compressive strength for each mix between days 7 and 28, in comparison to strength at day 56
Elastic modulus
indicates that all types of replacement caused a decrease in the elastic modulus. The maximum drop (22%) was recorded when 30% of the OPC was replaced by CWP (Mcc30), while the minimum reduction (6%) was obtained with 20% CFA in place of the NFA (Mcf20). A 30% proportion of ceramic waste led to a considerable fall in the elastic modulus (Mcc30 and Mcf30). These results were associated with a drop in compressive strength for the same 30% replacement. Peter et al. (Citation2020) also reported that 25% NFA replacement by CFA reduces the elastic modulus by 15%. 100% replacement of NCAby RCA (MRA) produces a 12% reduction in the elastic modulus. This is close to the finding of Lye et al. (Citation2015) that 100% RCA usage decreases the elastic modulus by a mean of 16%. Finally, mix MRA-cc20-cf20 suffered a 16% drop in the elastic modulus. However, although lower elastic modulus indicates higher deflection, it is agreed that higher cement content increases the creep and shrinkage (Bažant and Baweja Citation2000; ACI 209.2R-08 Citation2008). Therefore, reducing the cement content by including CWP decreases the long-term effects on concrete, which will help lower deflection and make the observed reduction in elastic modulus almost negligible.
Flexural tensile strength
It is obvious from that utilising CWP in the mix negatively affects tensile strength, as seen with Mcc20 and Mcc30, where a high drop of 27% and 29%, respectively, can be seen. Patel et al. (Citation2015) demonstrated a 9% reduction in flexural strength with 20% CWP use, while the drop reached 18% with 30% cement substitution. Use of 20% CFA instead of NFA (Mcf20) caused a 9% fall in flexural tensile strength, while extra CFA in the mix increased the reduction (Mcf30). A gain of 5% in tensile strength was recorded for MRA where 100% RCA was employed. This provides further evidence of the quality of the RCA used. However, this slight gain confirms the conclusion by Cabral (Citation2013) that RCA does not influence tensile strength very much. also shows a 12% improvement in flexural strength for MRA-cc20-cf20, although CWP was utilised as a substitution for the OPC. This goes in the opposite direction to Mcc20, where a 27% drop occurred when 20% CWP was used. It may be noted that addition of 20% CWP led to a 10% reduction in mortar strength (). This negligible drop in the mortar’s compressive strength was confirmed by Mohit and Sharifi (Mohit and Sharifi Citation2019). Moreover, Mohit and Sharifi (Citation2019) concluded that the reduction in flexural strength of the mortar was only 8% when 20% of the OPC was replaced by CWP. On the other hand, a deterioration of 27% in flexural strength does not fit with a drop of only 6% in compressive strength. Therefore, it is more likely that the high reduction of 27% in Mcc20 may have been due to human error when the beam sample was cast.
The effect of substitution on shrinkage of the hardened concrete
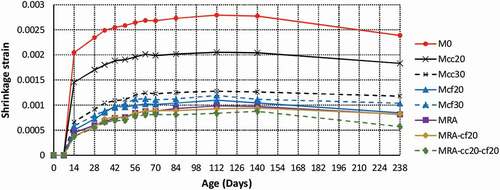
As can be seen from , shrinkage development in relation to sample age was almost the same for all mixes, with shrinkage increasing rapidly directly after removing samples from the curing water tank. Gradual growth could be observed in samples for up to 60 days, after which very slight shrinkage could be seen. The shrinkage drop at the final reading (238 days) was due to the fall in temperature at the time of this reading, in November, which is characterised by moderate weather in the UAE.
also demonstrates that using ceramic waste in concrete considerably reduced the shrinkage. Greater reductions were recorded for ceramic waste as a partial replacement for fine aggregate rather than CWP as a partial substitution in cement. It may be noted that utilising 100% recycled aggregate (MRA) in this study decreased the shrinkage dramatically, although most previous studies have agreed that more recycled aggregate in concrete causes more drying shrinkage (Cabral Citation2013). However, Corinaldesi (Citation2010) and Corinaldesi and Moriconi (Citation2010) showed that recycled coarse aggregate reduced shrinkage efficiently in their experiment, although of lower elastic modulus for recycled aggregate concrete. It was highlighted that combination of the superplasticizer with RCA decreased shrinkage effectively (Corinaldesi and Moriconi Citation2010). Moreover, it was pointed out that shrinkage could be reduced if finer coarse aggregate was utilised (Corinaldesi Citation2010), as in the current study, where the RCA was fine (see ). It should be pointed out that the shrinkage reduction obtained in the current work was more than expected, even with the existence of the superplasticizer, because other researchers utilised a higher water-to-cement ratio. On the other hand, it may be noted from that the MRA mix in this study was a dense mix when the recycled aggregate was employed, unlike in other previous studies where a lower density for recycled aggregate concrete was recorded (Cabral Citation2013).
Combination of recycled aggregate and ceramic waste brought about a greater reduction in the concrete mix, as can be seen in , with mix MRA-cc20-cf20 registering the lowest shrinkage values among all mixes (reaching about 230% less than M0). A reduction in drying shrinkage achieved by utilising CWP and CFA together in the same mix has been recorded by Mohammadhosseini et al. (Citation2019). However, the authors believe that this result requires further research.
The effect of substitution on cost of the mix
It can be seen from that utilising CWP to partially replace OPC reduced the cost because OPC is the costliest ingredient in the concrete mix after the plasticiser (), while replacing the aggregates does not make much of a saving in terms of the cost. Moreover, the cost reduction achieved in the current research is almost the same finding as that of Samadiet al. (Citation2020), whose study found that the cost of cement replaced by 20% and 30% CWP dropped by 12% and 17%, respectively, whereas no such reduction was recorded for CFA. However, aggregate replacement has the advantage of reducing reliance on landfill (to accommodate waste from construction demolition). In addition, shows that MRA-cc20-cf20 has the lowest cost of all mixes (22% less than M0).
The effect of substitution on CO2 emissions of the mix
shows that replacing cement with CWP produced fewer CO2 emissions (Mcc20, Mcc30 and MRA-cc20-cf20), whereas substituting CFA for NFA (Mcf20 and Mcf30) did not add significant value in terms of CO2 emissions (although it would decrease reliance on landfill). Samadi et al. (Citation2020) found that 20% and 30% CWP, by way of cement substitution, decreased CO2 emissions by 18% and 27%, respectively, in comparison with 16% and 24% in the current research. MRA decreased CO2 emissions 6% lower than M0. Finally, a combination of RCA, CWP and CFA in mix MRA-cc20-cf20 caused a drop in CO2 emissions 23% lower than M0.
Benefit index
To evaluate the concrete mixes, the quality, cost and CO2 emissions should all be taken into consideration using a beneficial factor. Latawiecet al. (Citation2018) proposed the following expression to show the value of a concrete mix:
where ɷf28, ɷcarb, ɷEand ɷc are weights of compressive strength at day 28 (f28), carbonation resistance (Rcarb), CO2 emissions of concrete (E) and the cost of concrete (C), respectively.
The weight values in EquationEq. 3(3)
(3) play an important role in assessment of a mix. For example, if strength is the basic requirement, a high weight of 0.4, for instance, can be given to ɷf28, while low weights of 0.2 can be assigned to ɷcarb, ɷEand ɷc. In contrast, if the CO2 emissions of a concrete mix are the basic requirement, ɷE can be allocated a high value (0.4, for example), whereas other weights can have lower values. Therefore, the beneficial factor of EquationEq. 3
(3)
(3) depends on the selected priority of the basic requirement of a mix rather than the properties of the mix in all respects. Thus, another Benefit Index (BI) is suggested in this study, as follows:
In EquationEq.4(4)
(4) , differences in the cost and CO2 emissions can be obtained from , respectively, as the relative difference between the value of a certain mix and the control mix (M0).
To calculate an estimate of the difference in mechanical properties (Rmechanical property) for all characteristics combined (compressive strength, elastic modulus and flexural strength), the following equation can be suggested:
where are the weights of compressive strength, elastic modulus and flexural strength, respectively;
is the relative difference in compressive strength;
is the relative difference in the elastic modulus; and
is the relative difference in tensile strength. The weight values were taken equally for the three properties (1/3 for each, in this study), while the relative differences were calculated (at day 56) between the value a certain property of each mix and the same property of the control mix (M0). These relative differences are demonstrated separately for each property in .
demonstrates the relative differences in the mechanical properties at day 56 (Rmechanical property,56), CO2 emissions and cost of each mix. summarises all the above discussion and shows that replacement of OPC by CWP only (Mcc20 and Mcc30) may lead to a significant reduction in cost and CO2 emissions, but this will result in a drop in mechanical properties. Replacement of the NFA by CFA only (Mcf20 and Mcf30) will not lead to a reduction in cost or CO2 emissions; moreover, 30% replacement decreases the mechanical properties. It is worth noting that combined replacements (MRA-cf20 and MRA-cc20-cf20) allowed us to achieve the two goals of low cost and CO2 emissions while maintaining the quality of the concrete. By replacing the values from in EquationEq. 4(4)
(4) , the benefit index for each mix could be obtained, as shown in . A higher beneficial index means that the concrete mix has high mechanical properties, low cost and low CO2 emissions.
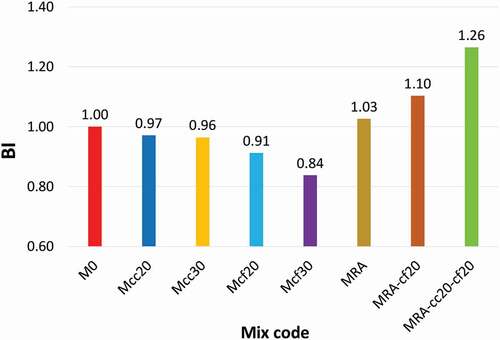
shows that utilising CWP to replace OPC provides a lightly lower BI (Mcc20 and Mcc30) because reducing OPC reduces the cost and CO2 emissions. also demonstrates that CFA as a replacement for NFA (Mcf20 and Mcf30) results in fewer benefits. However, it can be seen that 30% replacement of NFA significantly lowered the benefit index. Using 100% RCA (MRA) had almost the same results as the BI for M0. However, a combination of RCA and CFA in the concrete mix (MRA-cf20) produced a high BI (10% more than M0) because it had almost the same mechanical properties as M0 but lower cost and CO2 emissions (). The highest BI was registered for mix MRA-cc20-cf20 (26% higher than M0) because this mix had only 2% less strength, 22% less cost and 23% lower CO2 emissions ().
Figure 7. Relative differences in the combined mechanical properties (at day 56), cost and CO2 emissions for each mix

Figure 8. The benefit index for each mix
Conclusion
In this paper, experimental work was conducted to study use of Ceramic Waste Powder (CWP), Ceramic Fine Aggregate (CFA) and Recycled Coarse Aggregate (RCA), from the UAE, as substitutes for cement, Natural Fine Aggregate (NFA) and Natural Coarse Aggregate (NCA) respectively and to investigate the effect on mechanical properties, cost and CO2 emissions of the various concrete mixes. The conclusions of the experimental tests can be summarised as follows:
The high presence of SiO2 and Al2O3 in the CWP makes it an active pozzolanic material.
Although other researchers have pointed out that utilising ceramic waste and RCA decreases the density of the hardened concrete, the wastes used in this study showed no more than a 5% reduction in concrete density compared to the control mix.
CWP, as a replacement for cement, causes a delay in the early-age compressive strength at day 7. This delay may reach 40% of the compressive strength at day 56. This research also shows that CWP brings about a delay in the compressive strength at day 28, which may be up to 21% lower than the compressive strength at day 56.
The RCA used in this study (from the UAE) showed a negligible reduction in the mechanical properties of the recycled aggregate concrete, compared to the control mix. On the other hand, the shrinkage was noticeably reduced by using RCA. This indicates that the RCA used in this study has high-quality production properties.
At the end of this study, it was concluded that a concrete mix with full replacement of NCA by RCA, 20% partial cement replacement by CWP and 20% partial NFA replacement by CFA is the best choice for a sustainable concrete mix (MRA-cc20-cf20). It provides only a 2% drop in cylindrical compressive strength (46 MPa), a 16% fall in the elastic modulus (27 GPa) and a 12% increase in tensile flexural strength (4.6 MPa). Moreover, MRA-cc20-cf20 registered the least shrinkage among all mixes (230% less than the control mix). On the other hand, MRA-cc20-cf20 had a lower cost and lower CO2 emissions (22% and 23% less than the control mix, respectively). It should be pointed out that although this research only utilized two percentages for ceramic waste (20% and 30%), other studies have already proved that strength and shrinkage continue to improve with up to 20% substitution of ceramic waste (see the methodology section). Therefore, there was no need to use a lower percentage than 20% in this research. Furthermore, this research has shown that 30% usage of ceramic waste causes a significant fall in mechanical properties. Therefore, partial replacement of cement or fine aggregate by ceramic waste should not exceed 20%.
In this study, a benefit index was derived to assess the advantages of various concrete mixes in terms of mechanical properties, the cost and CO2 emissions together. It was found that mix MRA-cc20-cf20 was 26% more advantageous than the control mix in terms of its sustainability.
MRA-cc20-cf20 was a promising mix, 47% of whose conventional concrete components could be replaced by recycled materials.
Symbols and abbreviations
CWP: Ceramic Waste Powder; CFA: Ceramic Fine Aggregate; CW: Ceramic Waste; RCA: Recycled Coarse Aggregate; NFA: Natural Fine Aggregate; NCA: Natural Coarse Aggregate; CDW: Construction and Demolition Waste; OPC: Ordinary Portland Cement; fck: Characteristic cylindrical compressive strength; fcu: Cube compressive strength; fc: Cylindrical compressive strength; E: Elastic modulus; ft: Flexural tensile strength; AED: United Arab Emirates dirham
Acknowledgements
This project has been funded by EXPO 2020 under the “University Innovation Programme”, and the authors very much appreciate this funding. We would also like to extend our thanks to the following people: Mr. Matthew Mycock from Heriot-Watt University; Eng. Mohammad Jaradat from the Bee’ah company; Prof. Amr S. El-Dieb from the UAE University; and Mr. Elyas Mohammed Sha and Mr. Ajesh from Geoscience Lab Test, for their immediate response when we urgently needed it.
Disclosure statement
No potential conflict of interest was reported by the authors.
Additional information
Funding
Notes on contributors
Mustafa Batikha
Dr Mustafa Batikha has a B.Sc. in Civil Engineering in 1994 and M.Sc. in Structural Engineering in 1998 from Damascus university. Then, Dr Batikha has gained a Ph.D. degree from Edinburgh University (UK) in 2008. Since 1994, Dr Batikha has been working as a full-time lecturer at many universities, starting from Damascus University until today at Heriot-Watt University. During that time, Dr Batikha has been teaching various courses related to Structural Engineering for both undergraduate and post-graduate students. On the other hand, Dr Batikha has guided research work individually and through supervision on both M.Sc. and Ph.D. students in different structural engineering fields. In consultancy work, Dr Batikha has completed many high standard projects from 1994 until the present time. For more details, please visit: https://www.hw.ac.uk/dubai/profiles/teaching/mustafa-batikha.htm
Syed Talha Muhamma Ali
Syed Talha Muhammad Ali has a BEng (Hons) in 2018 from Heriot-Watt University. He researched how to produce Green Concrete Using Recycled Materials in UAE, where this research was selected for a support grant under Expo Live 2020. Syed Talha is working as a Civil Engineer in one of the regions' leading Engineering Consultants, Khatib and Alami.
Ali Rostami
Ali Rostami has a BEng (Hons) in Civil Engineering from Heriot-Watt University in 2018. Then, Mr Rostami fulfilled a year of research on construction safety systems and gaining valuable experience in this sector. Therefore, he designed and manufactured patented products in areas such as Fall Protection, Edge Protection and Loading Platforms. Mr Rostami then co-founded a licensed construction safety company in Dubai that ranked well next to major construction companies in the Gulf region. He aims to expand in his field and sees endless possibilities in the construction safety sector.
Meirzhan Kurtayev
Meirzhan Kurtayev has a BEng (Hons) in Civil Engineering from Heriot-Watt University in 2018. After graduation, Mr Kurtayev worked for a year in Nur Astana Kurylys LLC construction company in Nur-Sultan, Kazakhstan. Since 2019, Mr Kurtayev is continuing his study in Master of Engineering Management at Nazarbayev University. In parallel, he is working as the deputy of director at Ontystuck Kurylys Service LLC construction company in Shymkent, Kazakhstan.
References
- Abdelfatah, A. S., and S. W. Tabsh. 2011. Review of Research on Implementation of Recycled Concrete Aggregate in the GCC, Advances in Civil Engineering. 567924. Hindawi Publishing Corporation. doi:https://doi.org/10.1155/2011/567924.
- ACI 209.2R-08. 2008. Guide for Modeling and Calculating Shrinkage and Creep in Hardened Concrete. USA: American Concrete Institute.
- ACIMAC. 2019. World Production and Consumption of Ceramic Tiles, ACIMAC Research Department, Associations of Italian Manufacturers of Machinery and Equipment for Ceramics. 7th ed. Italy.
- Ahmad, B., S. Ahmad, A. Anwar, and M. A. HusainS. 2016. “Re-process of Ceramic Waste for the Amplification of Eco-efficient Concrete.” International Journal of Advances in Science Engineering and Technology 4 (1): 156–160.
- Ahmed, M. F., S. H. Rizwan, M. H. Ahmed, and M. Batikha (2020) Using Recycled Waste Material from UAE in Concrete, 2020 Advances in Science and Engineering Technology International Conferences (ASET), Dubai, UAE, February 4-6, 6p.https://doi.org/10.1109/ASET48392.2020.9118367
- Al-Braiki, S. M., F. Y. Alseiari, M. Ba-Sahel, M. I. Mosa, M. Adel-Salem, W. T. Suleiman, and Y. Othman. (2017) Abu Dhabi State of Environment Report 2017: Waste, Environment agency-Abu Dhabi, UAE.
- ASTM C157/C 157M-08. 2008. Standard Test Method for Length Change of Hardened Hydraulic-cement Mortar and Concrete. USA: ASTM International.
- ASTM C33-03. 2003. Standard Specification for Concrete Aggregates. USA: ASTM International.
- Awoyera, P. O., J. M. Ndambuki, J. O. Akinmusuru, and D. O. Omole. 2018. “Characterization of Ceramic Waste Aggregate Concrete.” Housing and Building National Research Center 14: 282–287. doi:https://doi.org/10.1016/j.hbrcj.2016.11.003.
- Bažant, Z. P., and S. Baweja. 2000. “Creep and Shrinkage Prediction Model for Analysis and Design of Concrete Structures: Model B3 .adam Neville Symposium: Creep and Shrinkage—Structural Design Effects, ACI SP– 194.” In Am. Concrete Institute, edited by A. A. Manaseer, 1–83. Farmington Hills: Michigan.
- Bee’ah. Bee’ahTadweer. Available at: https://beeah.ae/en/beeah-tadweer (2 May 2020).
- BS 812-105.1:1989. 1989. Testing Aggregates- Part105: Methods for Determination of Particle Shape, Section105.1 Flakiness Index. London: British Standards Institution.
- BS 812-105.2:1990. 1990. Testing Aggregates- Part105: Methods for Determination of Particle Shape, Section 105.2 Elongation Index of Coarse Aggregate. London: British Standards Institution.
- BS 812-109:1990. 1990. Testing Aggregates- Part 109: Methods for Determination of Moisture Content. London: British Standards Institution.
- BS 812-110:1990. 1990. Testing Aggregates- Part 110: Methods for Determination of Aggregate Crushing Value (ACV). London: British Standards Institution.
- BS 812-111:1990. 1990. Testing Aggregates- Part 111: Methods for Determination of Ten per Cent Fines Value (TFV). London: British Standards Institution.
- BS 812-112:1990. 1990. Testing Aggregates- Part 112: Methods for Determination of Aggregate Impact Value (AIV). London: British Standards Institution.
- BS 812-2:1995. 1995. Testing Aggregates- Part 2: Methods of Determination of Density. London: British Standards Institution.
- BS EN 196-1:2005. 2005. Methods of Testing Cement - Part 1: Determination of Strength. London: British Standards Institution.
- BS EN 196-3:2005. 2005. Methods of Testing Cement - Part 3: Determination of Setting Times and Soundness. London: British Standards Institution.
- BS EN 197-1:2011. 2011. Cement - Part 1: Composition, Specifications and Conformity Criteria for Common Cements. London: British Standards Institution.
- Cabral, A. E. B. 2013. “Concrete with Construction and Demolition Wastes (CDW).” In Eco-efficient Concrete, edited by F. Pacheco-Torgal, S. Jalali, J. Labrincha, and V. M. John, 340–367. Cambridge: Woodhead Publishing Limited. doi:https://doi.org/10.1533/9780857098993.3.340.
- CISION (2015) Cement Market in the UAE 2015-2019, available at: https://www.prnewswire.com/news-releases/cement-market-in-the-uae-2015-2019-300113860.html (2 May 2020).
- Corinaldesi, V. 2010. “Mechanical and Elastic Behaviour of Concretes Made of Recycled-concrete Coarse Aggregates.” Construction and Building Materials 24 (9): 1616–1620. doi:https://doi.org/10.1016/j.conbuildmat.2010.02.031.
- Corinaldesi, V., and G. Moriconi. 2010. “Recycling of Rubble from Building Demolition for Low-shrinkage Concretes.” Waste Management 30 (4): 655–659. doi:https://doi.org/10.1016/j.wasman.2009.11.026.
- De Brito, J., F. Agrela, and R. V. Silva. 2019. “Legal Regulations of Recycled Aggregate Concrete in Buildings and Roads.” In New Trends in Eco-efficient and Recycled Concrete, edited by J. de Brito and F. Agrela, 509–526. Cambridge: Woodhead Publishing. doi:https://doi.org/10.1016/B978-0-08-102480-5.00018-X.
- De Brito, J., and N. Saikia. 2013. “Recycled Aggregate in Concrete: Use of Industrial, Construction and Demolition Waste.” Green Energy and Technology. London: Springer-Verlag. https://doi.org/10.1007/978-1-4471-4540-0
- Dhir, R. K., J. de Brito, R. V. Silva, and C. Q. Lye. 2019. Sustainable Construction Materials: Recycled Aggregates. USA: Woodhead Publishing.
- Dieb, E., and A. A. A. Kanaan. 2018. “Ceramic Waste Powder an Alternative Cement Replacement –characterization and Evaluation.” Sustainable Materials and Technologies 17: e00063. https://doi.org/10.1016/j.susmat.2018.e00063.
- Dubai Statistics center, Government of Dubai, 2017. Average Construction Material Prices – 2017, available at: https://www.dsc.gov.ae/en-us/Themes/Pages/Prices.aspx?Theme=25&year=2017#DSC_Tab1 (2 May 2020).
- El-Dieb, A. S., M. R. Taha, and S. I. Abu-Eishah. 2019. “The Use of Ceramic Waste Powder (CWP) in Making Eco-Friendly Concretes.” In Ceramic Materials: Synthesis, Characterization, Applications and Recycling, edited by D. E. Quesada, L. P. Villarejo, and P. S. Soto, 1–35. London: IntechOpen Limited. doi:https://doi.org/10.5772/intechopen.81842.
- The Freedonia Group (2012) Global Demand for Construction Aggregates to Exceed 48 Billion Metric Tons in 2015, Concrete Construction available at: https://www.concreteconstruction.net/business/global-demand-for-construction-aggregates-to-exceed-48-billion-metric-tons-in-2015_o (2 May 2020).
- Gálvez-Martosa, J.-L., D. Styles, H. Schoenberger, and B. Zeschmar-Lahl. 2018. “Construction and Demolition Waste Best Management Practice in Europe.” Resources, Conservation & Recycling 136: 166–178. doi:https://doi.org/10.1016/j.resconrec.2018.04.016.
- Golafshania, F. M., and A. Behnood. 2019. “Estimating the Optimal Mix Design of Silica Fume Concrete Using Biogeography-based Programming.” Cement and Concrete Composites 96: 95–105. https://doi.org/10.1016/j.cemconcomp.2018.11.005.
- Gonzalez-Corominas, A., and M. Etxeberria. 2014. “Properties of High-performance Concrete Made with Recycled fine Ceramic and Coarse Mixed Aggregates.” Construction and Building Materials 68: 618–626. http://dx.doi.org/10.1016/j.conbuildmat.2014.07.016.
- Islam, R., T. H. Nazifa, A. Yuniarto, A. S. M. Shanawaz Uddin, S. Salmiati, and S. Shahid. 2019. “An Empirical Study of Construction and Demolition Waste Generation and Implication of Recycling.” Waste Management 95: 10–21. doi:https://doi.org/10.1016/j.wasman.2019.05.049.
- Jianzhuang, X. 2018. Recycled Aggregate Concrete Structures. Germany: Springer-Verlag. doi:https://doi.org/10.1007/978-3-662-53987-3.
- Kajaste, R., and M. Hurme. 2016. “Cement Industry Greenhouse Gas Emissions – Management Options and Abatement Cost.” Journal of Cleaner Production 112: 4041–4052. doi:https://doi.org/10.1016/j.jclepro.2015.07.055.
- Kanaan, D. M., and A. S. EL-Dieb (2016) Ceramic Waste Powder as an Ingredient to Sustainable Concrete, 4th International Conference on Sustainable Construction Materials and Technologies, Las Vegas, USA, August 7-11, 9.
- Kannan, D. M., S. H. Aboubakr, A. S. EL-Dieb, and M. M. R. Taha. 2017. “High Performance Concrete Incorporating Ceramic Waste Powder as Large Partial Replacement of Portland Cement.” Construction and Building Materials 144: 35–41. doi:https://doi.org/10.1016/j.conbuildmat.2017.03.115.
- Kett, I. 2010. Engineered Concrete: Mix Design and Test Methods. USA: CRC Press.
- Latawiec, R., P. Woyciechowski, and K. J. Kowalski. 2018. “Sustainable Concrete Performance — CO2-Emission.” Environments 5 (2): 1–14. doi:https://doi.org/10.3390/environments5020027.
- Li, L., W. Liu, Q. You, M. Chen, and Q. Zeng. 2020b. “Waste Ceramic Powder as a Pozzolanic Supplementary filler of Cement for Developing Sustainable Building Materials.” Journal of Cleaner Production 259: 120853. doi:https://doi.org/10.1016/j.jclepro.2020.120853.
- Li, L. G., Z. Y. Zhuo, J. Zhu, and A. K. H. Kwan. 2020a. “Adding Ceramic Polishing Waste as Paste Substitute to Improve Sulphate and Shrinkage Resistances of Mortar.” Powder Technology 362: 149–156. doi:https://doi.org/10.1016/j.powtec.2019.11.117.
- Lye, C. Q., R. K. Dhir, and G. S. Ghataora (2015) Elastic Modulus of Concrete Made with Recycled Aggregates, Institution of Civil Engineers. Proceedings. Structures and Buildings, e1500077: 1–26. https://doi.org/10.1680/jstbu.15.00077
- Mohammadhosseini, H., N. H. A. S. Lim, M. M. Tahir, R. Alyousef, and M. Samadi. 2019. “Performance Evaluation of Green Mortar Comprising Ceramic Wasteas Cement and Fine Aggregates Replacement.” Springer NatureApplied Sciences 1 (557): 7. doi:https://doi.org/10.1007/s42452-019-0566-5.
- Mohit, M., and Y. Sharifi. 2019. “Thermal and Microstructure Properties of Cement Mortar Containing Ceramic Waste Powder as Alternative Cementitious Materials.” Construction and Building Materials 223: 643–656. doi:https://doi.org/10.1016/j.conbuildmat.2019.07.029.
- PAC Technologies LLC, 2011. Pc 400. http://www.pactechnologies-ae.com/templates/pac/downloads/pdf/PDF%20FILE-%20ADMIXTURE/precast-concrete/PC%20400.pdf,(accessed 24 September 2019
- Paine, K. A. 2019. “Physicochemical and Mechanical Properties of Portland Cements.” In Lea’s Chemistry of Cement and Concrete, edited by P. C. Hewlett and M. Liska, 285–339. Cambridge: Butterworth-Heinemann. doi:https://doi.org/10.1016/B978-0-08-100773-0.00007-1.
- Patel, H., N. K. Arora, and R. VaniyaS. 2015. “Use of Ceramic Waste Powder in Cement Concrete.” International Journal for Innovative Research in Science & Technology 2 (1): 91–97.
- Peter, D. M., A. R. Mohd Sam, A. Z. Awang, C. K. Ma, P. S. Loo, W. A. W. Jusoh, and S. A. Abd Latif. 2020. “Influence of Industrial Ceramic Waste Aggregates on Elastic Properties of Concrete.” InternationalJournal ofIntegratedEngineering 12 (4): 259–265.
- Qi, B., J. Gao, F. Chen, and D. Shen. 2018. “Chloride Penetration into Recycled Aggregate Concrete Subjected to Wetting–drying Cycles and flexural Loading.” Construction and Building Materials 174: 130–137. doi:https://doi.org/10.1016/j.conbuildmat.2018.04.122.
- Quattrone, M., S. C. Angulo, and V. M. John. 2014. “Energy and CO2 from High Performance Recycled Aggregate Production.” Resources, Conservation and Recycling 90: 21–33. doi:https://doi.org/10.1016/j.resconrec.2014.06.003.
- Rashid, K., A. Razzaq, M. Ahmad, T. Rashid, and S. Tariq. 2017. “Experimental and Analytical Selection of Sustainable Recycled Concrete with Ceramic Waste Aggregate.” Construction and Building Materials 154: 829–840. doi:https://doi.org/10.1016/j.conbuildmat.2017.07.219.
- Samadi, M., G. F. Huseien, H. Mohammadhosseini, H. S. Lee, N. H. A. S. Lim, M. M. Tahir, and R. Alyousef. 2020. “Waste Ceramic as Low Cost and Eco-friendly Materials in the Production of Sustainable Mortars.” Journal of Cleaner Production 266: 121825. doi:https://doi.org/10.1016/j.jclepro.2020.121825.
- Seara-Paz, S., B. González-Fonteboa, F. Martínez-Abella, and I. González-Taboada. 2016. “Time-dependent Behaviour of Structural Concrete Made with Recycled Coarse Aggregates.” Creep and Shrinkage, Construction and Building Materials 122: 95–109. doi:https://doi.org/10.1016/j.conbuildmat.2016.06.050.
- Senthamarai, R. M., and P. D. Manoharan. 2005. “Concrete with Ceramic Waste Aggregate.” Cement & Concrete Composites 27 (9–10): 910–913. doi:https://doi.org/10.1016/j.cemconcomp.2005.04.003.
- Sharma, R., and P. P. Bansal. 2016. “Use of Different Forms of Waste Plastic in Concrete E a Review.” Journal of Cleaner Production 112: 473–482. doi:https://doi.org/10.1016/j.jclepro.2015.08.042.
- Siddique, S., S. Chaudhary, S. Shrivastava, and T. Gupta. 2019. “Sustainable Utilisation of Ceramic Waste in Concrete: Exposure to Adverse Conditions.” Journal of Cleaner Production 210: 246–255. doi:https://doi.org/10.1016/j.jclepro.2018.10.231.
- Siddique, S., S. Shrivastava, and S. Chaudhary. 2018. “Durability Properties of Bone China Ceramic fine Aggregate Concrete.” Construction and Building Materials 173: 323–331. doi:https://doi.org/10.1016/j.conbuildmat.2018.03.262.
- Silva, R. V., J. de Brito, and R. K. Dhir. 2015. “Tensile Strength Behaviour of Recycled Aggregate Concrete.” Construction and Building Materials 83: 108–118. doi:https://doi.org/10.1016/j.conbuildmat.2015.03.034.
- Statistics center. 2018. Statistical Yearbook of Abu Dhabi. Abu Dhabi, UAE: Statistics Centre.
- Sui, Y., and A. Mueller. 2012. “Development of Thermo-mechanical Treatment for Recycling of Used Concrete.” Materials and Structures 45 (10): 1487–1495. doi:https://doi.org/10.1617/s11527-012-9852-z.
- Tam, V. W. Y. 2008. “Economic Comparison of Concrete Recycling: A Case Study Approach.” Resources, Conservation and Recycling 52 (5): 821–828. doi:https://doi.org/10.1016/j.resconrec.2007.12.001.
- Turner, L. K., and F. G. Collins. 2013. “Carbon Dioxide Equivalent (Co2-e) Emissions: A Comparison between Geopolymer and OPC Cement Concrete.” Construction and Building Materials 43: 125–130. doi:https://doi.org/10.1016/j.conbuildmat.2013.01.023.
- Vollpracht, A., M. Soutsos, and F. Kanavaris. 2018. “Strength Development of GGBS and fly Ash Concretes and Applicability of fib Model Code’s Maturity Function – A Critical Review.” Construction and Building Materials 162: 830–846. doi:https://doi.org/10.1016/j.conbuildmat.2017.12.054.
- Yunhong, C., H. Fei, L. Guang-lu, X. Longshuo, and H. Jianlong. 2014. “Test Research on Effects of Ceramic Polishing Powder on Carbonation and Sulphate-corrosion Resistance of Concrete.” Construction and Building Materials 55: 440–446. doi:https://doi.org/10.1016/j.conbuildmat.2014.01.023.
- Zhang, K. 2013. “Recycled Glass Concrete.” In Eco-efficient Concrete, edited by F. Pacheco-Torgal, S. Jalali, J. Labrincha, and V. M. John, 241–270. Cambridge: Woodhead Publishing Limited. doi:https://doi.org/10.1533/9780857098993.2.241.