
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
In the current scenario, colossal demand for state-of-the-art green composites has surged significantly to be exploited in commercial applications with a concurrent need to curtail plastics. The present study targets Aluminium Composite Materials (ACM) with a polyethylene core that can be substituted by rice husk (RH), a hard protective sheath of rice grains. Rice husk is a paragon of eco-friendliness and a productive latent agricultural byproduct. The current investigation focuses on designing and fabricating an ACM with rice husk core in different proportions of rice husk (5, 10, 15, and 20% by weight) with epoxy resin to form a laminate and sandwiched between aluminium sheets. Its various physical, mechanical, and environmental properties were examined to correlate with commercially existing ACMs, composites made from agricultural residues, plywood, and hardboards. It was observed that the proposed composite is light-weight with low water absorption, appreciable tensile and flexural strength, and vibration modes beyond the frequency range of operation. It is envisaged that the eco-friendly ACM with the rice husk core would be a promising eco-solution for daily-use applications like signage, hoarding, and frames.
1. Introduction
The polymer-reinforced composites have been a promising choice for a few decades because of their robustness, flexibility, versatility, and lightweight. However, towering prices of petroleum-based plastics and strict environmental regulations have triggered the engineering community to admire the bio-composites (Khan, Srivastava, and Gupta (Citation2018)). Numerous studies on incorporating various natural fibres of banana (Sharma and Kumar (Citation2013)), jute (Arju et al. (Citation2015)), pine needles (Thakur and Singha (Citation2010)), coconut (Adeniyi et al. (Citation2019)), rice husk (Mohamed et al. (Citation2020); Ighalo et al. (Citation2021)), and bamboo (Khalil et al. (Citation2012)) have been investigated in the past to examine their capabilities. These green composites (Netravali and Chabba (Citation2003)) provide the leverage of durability, biodegradation, low-cost, decent mechanical properties, and are feather-weight (Ogah and Afiukwa (Citation2014); Kumar et al. (Citation2019)).
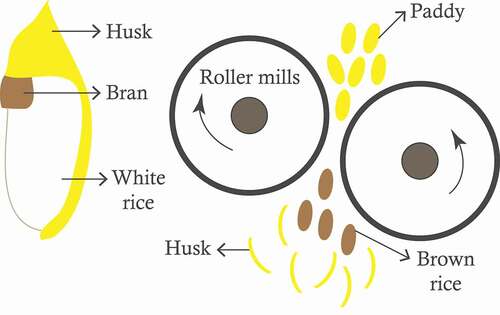
Rice husk, also referred to as rice hull, is an agricultural by-product of rice milling. It is estimated that for every tonne of rice processed, about 0.23 tonnes of rice husk is generated, and annual rice production worldwide is around 700–800 million metric tonnes (Lim et al. (Citation2012)). illustrates the basic structure of paddy rice and the process of obtaining rice husk. Paddy (scientific name: Oryza sativa) is the crop name, and rice grains are obtained after scrapping off the husk through milling. Brown rice is the whole-grain rice from which only the inedible husk (outermost layer) is removed. The bran layer (containing dietary fibre and essential fatty acids) underneath the husk is separated to obtain white rice. The major constituents of rice husk are cellulose (25–35%), hemicellulose (18–21%), lignin (26–31%), silica (15–17%), and moisture (5–10%) (Premalal, Ismail, and Baharin (Citation2002)). Rice husk finds high potential for reuse in agribusiness as soil fertiliser due to high lignin content, biomass fuel, purification of bacteriocins, civil construction, and even as bedding in poultry houses (Janes et al. (Citation1998); Bodie et al. (Citation2019)). However, in developing nations like India, due to a lack of awareness among farmers, rice husk has been widely regarded as an underutilised end product (Hidalgo-Salazar and Salinas (Citation2019)). Also, the high silica content makes it inedible for cattle feeding. Hence, it is either being dumped in a landfill or burnt down by farmers (Arjmandi et al. (Citation2015)). However, rice husk has superior qualities like termite resistance, lightweight, thermal resistance, water-resistance, and less combustibility than wood (Chen et al. (Citation2020)). Hence, it can be used more efficiently to achieve sustainable utilisation (Sekifuji and Tateda (Citation2019).
Figure 1. Husking of paddy grains
In recent years, the valorisation of rice husk in civil construction has allured researchers to investigate its suitability in civil construction applications. Chabannes et al. (Citation2014) designed a lightweight insulating concrete utilising rice husk and a lime-based binder. It was observed that its mechanical and thermal properties are comparable to those of hemp concrete. Chabi et al. (Citation2018) analysed the construction of concretes based on plant aggregates in the form of rice husk. The authors highlighted that volume of entrained air during mixing with cement and water significantly alters concrete performance. Amin and Abdelsalam (Citation2019) investigated the effectiveness of rice husk ash and fly ash to create sustainable concrete. It was observed that concrete mixtures containing rice husk ash displayed higher tensile strength, flexural strength, bond strength, and reduced permeability than fly ash-based concrete. Attah et al. (Citation2020) employed Scheffe’s simplex optimisation methodology to achieve an optimum proportion of rice husk ash along with other ingredients in cement to match the compressive strength of concrete. Chabi et al. (Citation2020) concluded that the rice husk is compatible with CEM II B-LL 32.5 R cement and possesses appreciable thermo-mechanical properties for constructing blocks, interjoists, and false ceilings. Bisht, Gope, and Rani (Citation2020) extensively reviewed the combinability of rice husk in polymer-based composites. The properties studied include tensile strength, % elongation, Young’s modulus, impact response, water absorption, and tribological behaviour. Morales et al. (Citation2021) victoriously manufactured rice husk and recycled polypropylene composite material feedstock filament for 3D printing. However, certain demerits are associated with such filaments, such as swelling due to water absorption, relatively quick degradation, and curtailed mechanical properties. Majeed et al. (Citation2017) explained the pre-treatment methods applied to rice husk to augment the compatibility between the hydrophilic natural fibre and hydrophobic matrix. The physical pre-treatment involves exposure of the fibre surface to high-pressure steam that eliminates hemicellulose and lignin that act as barriers against bonding with the polymer matrix material (Ciannamea, Stefani, and Ruseckaite (Citation2010)). Among chemical pre-treatment techniques, the addition of alkaline solution is widely preferred owing to its effectiveness and low cost. This involves soaking rice husks in NaOH solution that discards the natural fats and waxes from the surface resulting in exposed reactive sites for adhesion (Ndazi, Nyahumwa, and Tesha (Citation2007)).
The bonding of materials in composites is performed using adhesives instead of conventional procedures such as welding, fasteners, and similar techniques. Since there is no universal adhesive and thus selection of pertinent adhesive requires expertise about its properties and the end-application of composite. This may include factors such as the nature of the bonded substrate, the curing cycle, different mechanical loads in applications, and working conditions, to cite a few. outlines different adhesives that are widely employed to manufacture various composites (Wahab (Citation2016)).
Table 1. Comparison of various available adhesives
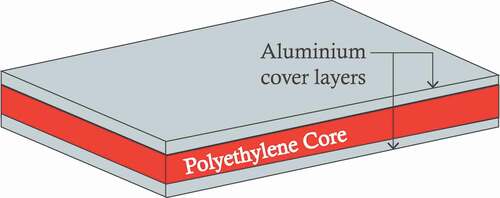
Touching upon Aluminium Composite Material (ACM), which is one of the most widely used composite materials in the realm of composites. An ACM can be understood as a flat panel with two thin aluminium sheets bonded to a non-aluminium core, as shown in . Generally, low-density polyethylene (LDPE) or a mixture of low-density polyethylene and a mineral material may be utilised as the non-aluminium core in the conventional ACM. It can be used for external and internal applications, such as flat panels, architectural cladding or partitions, facades of buildings, insulation, false ceilings, signage, machine coverings, and container construction.
Figure 2. Conventional ACM composite with polyethylene core
Conventional ACMs are susceptible to dents or dings, particularly during storms or hurricanes. Some manufacturers may have to reinforce the ACMs with special threads to help resist the damage. However, that would add to the overall cost of the ACM. Further, on the ecological front, using polyethylene as the core (non-biodegradable) of the conventional ACMs may pose a threat to the environment. To avoid having to use ACMs, in some circumstances, composites made out of plywood and hardboards can also be utilised for similar applications, such as for signage, hoardings, and frames. However, the utilisation of plywood and hardboards may aggravate the global concern of deforestation and, therefore, pose a threat to the environment.
The present study attempts to substitute a polymer reinforcement for a rice husk in ACMs used in commercial applications and prove its efficacy as a sustainable product. This application has not been explored widely. Considering ecological factors, the current investigation will provide an impetus to greener products. This way, one can overcome multiple problems with a single solution.
The paper is organised as follows. It begins with the section 2 that describes the steps involved in the fabrication of the ACM composite with rice husk core. Next, section 3 outlines the various physical and mechanical tests performed on the prepared samples to examine their performance. Next, follow the description and analysis of experimental testing results along with a comparison to the already available composites. Finally, the conclusions are inferred.
2. Sample fabrication
The primary raw materials used for composite preparation include rice husk with average fibre length and diameter of 8 mm and 1 mm, respectively, and were supplied by M/s Shri Ganesh Rice Mill, Ludhiana, India. Ciba Speciality Chemicals, India supplied the matrix phenol-formaldehyde epoxy resin (LY556) and hardener (HY951). Sodium hydroxide pellets and acetic acid were supplied by Loba Chemie Pvt. Ltd., Mumbai. Araldite® (standard epoxy adhesive) was supplied by Huntsman Advanced Materials (India) Pvt. Ltd., Mumbai. Hindalco®, India provided the aluminium sheets of 0.3 mm thickness. The steps involved in the fabrication of a specimen along with a flowchart () are outlined as:
Figure 3. Flowchart illustrating the steps involved in the fabrication of ACM composite with rice husk core

Step A: Since the rice husk possesses a shallow moisture content, no fungi grow during storage. The rice husk was cleaned with pressurised water to remove the fine dust and rice particles, followed by sunlight exposure for two days for drying.
Step B: Next, to improve the adhesion properties of rice husks with the matrix (phenol-formaldehyde epoxy resin), the rice husks were soaked in 5% solution of NaOH in tap water at ambient temperature for a day. This removes natural fats and waxes from rice husk fibre surface. The treated rice husk was rinsed thoroughly in water several times with the addition of a few drops of acetic acid to neutralise the excess NaOH, which could otherwise degrade the cell walls of a rice husk. Then, the rice husk was left to dry in open sunlight for a day.
Step C: A mixture of epoxy resin (Araldite LY-556) and hardener (HY 951) was prepared in a ratio of 10:1 at ambient room temperature. This mixture was prepared only after making other preparations because, after the addition of a hardener to the epoxy resin, it solidifies after 10 minutes. During the addition of the hardener to the epoxy resin, care was taken to avoid the formation of air bubbles.
Step D: Different amounts of treated rice husk (5, 10, 15, and 20 weight %) were taken in a clean vessel one by one. The resin mixture was added to the rice husk and stirred in a pattern of eight for proper mixing. Myler sheets were kept at the bottom for easy removal of the composite after fabrication. The mould, made up of ACM with a polyethylene core, was kept on a mylar plastic sheet. The mixture of Rice Husk, Epoxy, and Hardener was then poured into the ACM mould.
The mixture was pressed in a 25-tonne hot hydraulic press for 1 hour at 90°C. During the application of pressure, some amount of epoxy and hardener squeezed out. Care was taken to consider this loss during the fabrication of composite sheets. After 24 hours of curing, the sample was removed from the mould.
Step E: The cured rice husk laminates were cross hashed with a sharp blade and steel ruler on both flat surfaces for better application of the adhesive. Simultaneously, the aluminium sheets of thickness 0.3 mm were cut into 310 mm
310 mm, and their one side was scratched with emery paper of 100 and 150 grit sizes. Araldite was used to join the aluminium sheets to the cured rice husk laminate. Araldite’s standard epoxy and hardener were mixed in a 1:1 ratio. About 15 grams of both were mixed together, and its uniform layers were applied to the scratched surfaces of the aluminium sheets and cross-hashed surfaces of the cured rice husk laminate.
Next, the rice husk laminate was sandwiched between the two aluminium sheets. The surface plates of the hydraulic press were waxed, and then one surface plate was kept on the bed of the hydraulic press. The ACM sandwich with a rice husk core was kept on a waxed surface plate. The other waxed surface plate was kept on the ACM sandwich with rice husk core. Finally, the sandwich was pressed using the same hydraulic press. After 24 hours, the sandwich was removed from the mould, and finally, the sample was obtained, as shown in .
The mechanism associated with rice husk reinforced ACM for providing good physical and mechanical properties is possible due to two types of interactions at the interfacial region: covalent (primary) and hydrogen (secondary) bonding. Covalent bonding exists between the epoxy matrix and the lignocellulosic fibre comprises hydroxyl (–OH) groups, which serve as reaction sites with various functional groups (chains of carbon and oxygen atoms) in a matrix. The intermolecular hydrogen bond occurs in the -OH group of cellulose fibres (Yoshida (Citation2017); Sun et al. (Citation2019)).
Figure 4. Fabricated ACM composite with rice husk core

presents the various prepared samples with different weight fractions of rice husk (RH) and their corresponding volume fractions using the above explained steps.
Table 2. Representation of rice husk (RH) samples along with their respective weight and volume fractions
3. Physical and mechanical testing
3.1 Density
Densities of the different ACMs with RH core were calculated according to the ASTM C271. Test specimens cut for different tests were weighed, and their dimensions (length, width, and thickness) were measured (in mm) with the help of a vernier caliper (with a least count of 0.05 mm) and micrometre (with a least count of 0.01 mm). Five specimens of each category of size 75 mm 75 mm
5 mm were weighed on a weighing scale in grams, and the EquationEquation (1)
(1)
(1) was used to calculate the density.
where,
3.2 Water absorption and swelling evaluation
Water absorption and thickness swelling percentage tests were conducted in accordance with ASTM C272 and ASTM D1037-12, respectively. A specimen of 75 mm 75 mm
5 mm was taken, and the cut area was painted from cut sides to avoid water penetration. The specimen was kept immersed horizontally in water for 48 hours in a container with a minimum of 25 mm of water head at room temperature.
The percentage increase in mass or water absorption can be calculated by using EquationEquation 2(2)
(2) as
where,
Thickness of specimen before immersion in water (to) and after 48 hours (t1) were measured and swelling was calculated using EquationEquation 3(3)
(3) :
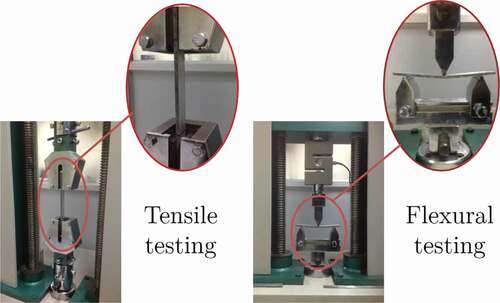
3.3 Tensile and flexural testing
Tensile and flexural testing (3-point bending) were conducted using ASTM D3039 and ASTM D2344, respectively, with a Universal Testing Machine. The sample sizes for tensile and flexural testing were 150 mm 25 mm
5 mm and 150 mm
75 mm
5 mm, respectively. The tests were performed at a crosshead speed of 5 mm/min at ambient temperature. Each value obtained represented the average of five untainted samples.
Figure 5. Fixed rice husk ACM sample in UTM for tensile and flexural testing
3.4 Vibration testing
The test set up for experimental modal analysis of an ACM with an RH core (with 5–20% RH by weight) having a dimension of 280 mm 250 mm
5 mm is schematically illustrated in .
Figure 6. Experimental setup for forced vibration test
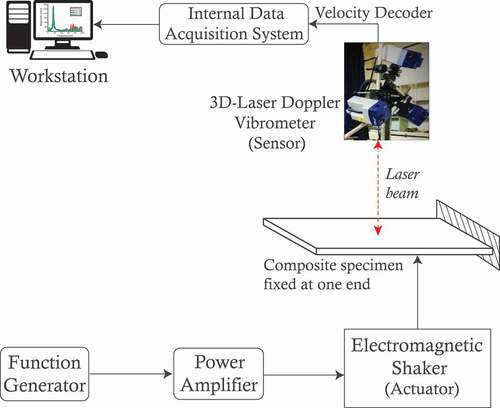
The pseudorandom signal was selected to excite the test structure due to its characteristics such as high signal-to-noise ratio, minimal leakage, short test measurement time, and controlled frequency content. The excitation signal generated by a function generator (PCI-6111) was amplified using a power amplifier (Model: PA25E-CE, Make: Brüel & Kjær). The pre-amplified signal is then fed into the permanent magnet type shaker (LDS®V201, ) to actuate the specimen with a unidirectional point excitation. The dynamic response was measured using a Laser Doppler Vibrometer (LDV, ), a non-contact vibration measurement sensor that generates an analog voltage signal proportional to the vibration velocity. A thin layer of a reflecting tape was pasted over the specimen surface to reflect the incident laser beam from the assigned response point. The interferometry response decoded in a velocity decoder, and the entire data was digitally recorded in a workstation for post-processing (Sharma and Bhattacharya (Citation2019)). A set of ten repeated measurements were made under similar conditions and were averaged to estimate the frequency response function (FRF).
Table 3. Specifications of the actuator and sensor
4. Results and discussion
From all the experiments and tests conducted on the ACM with rice husk fibre-reinforced laminate core, engineering properties of the composite developed, were calculated.
4.1 Density
The average density values for the different rice husk weight percentage samples are tabulated in . The values signify that with a rise in the percentage of rice husk, the density decreases. In other words, rice husk percentage is inversely proportional to the density.
Table 4. Average density values for different rice husk weight and volume fractions
In , one can observe the ACM with rice husk fibre-reinforced in epoxy (LY556) laminates (with 5, 10, 15 and 20% rice husk by weight, respectively) at 200X magnification. In , corresponding to laminate with only 5% RH, rice husk fibres are fewer and are completely surrounded with epoxy all around. As the concentration of rice husk fibres escalates, the visibility of epoxy decreases as evident from . Hence, higher rice husk content in the ACM reduces the weight of composite.
Figure 7. Microscope magnifications (200X) of the surface of rice husk (RH) laminate core with (a) 5 wt.% RH, (b) 10 wt.% RH, (c) 15 wt.% RH and (d) 20 wt.% RH
4.2 Water absorption capacity
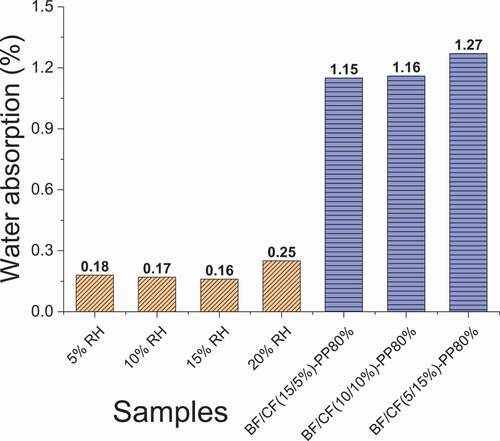
From , it is evident that ACMs with rice husk core have a very low water absorption percentage (0.18–0.25%). This indicates a negligible change in the weight of the composite material upon full submergence in water for 48 hours, as it does not absorb water to a large extent. Whereas, the composites prepared from banana fibre (BF)-coconut fibre (CF)-polypropylene (PP) (Bujjibabu et al. (Citation2018)) have more than four times higher water absorption as compared to RH core composites, due to which BF/CF/PP composites are not suitable to be used in outdoor conditions, especially during the rainy season.
Figure 8. Comparison of water absorption percentage of various materials
4.3 Swell percentage property
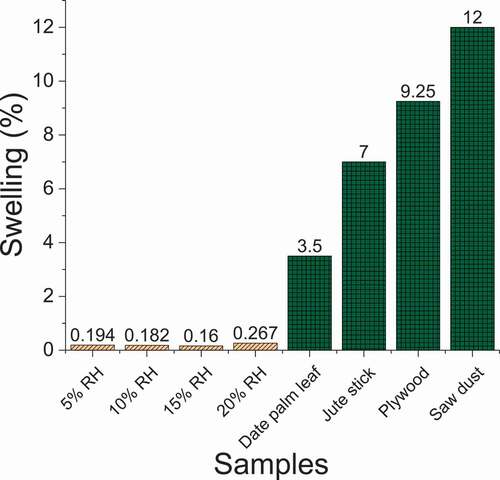
As illustrated in , ACMs with rice husk core have a very low swell percentage. This signifies that there was negligible change in the thickness of the composite material. On the contrary, the composites made from date palm leaves, jute sticks, sawdust, and plywood (Sujit Kumar and Naskar (Citation2010)) have a significant change in their thicknesses, due to which they are not suitable to be used in outdoor conditions, especially during the rainy season.
Figure 9. Comparison of the swell percentage of various materials
4.4 Tensile properties
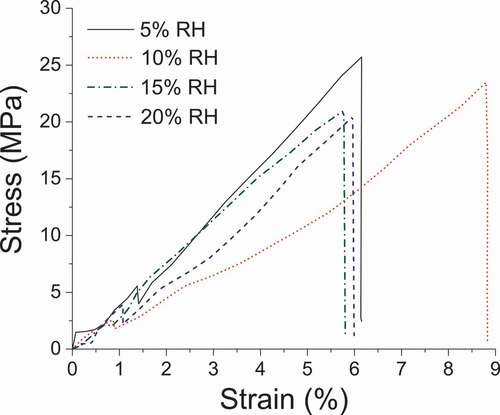
The stress-strain curves obtained from tensile testing of ACMs with different percentages of RH are shown in . The plots for all samples follow a similar pattern. Initially, the stress rises with an increase in strain and falls suddenly before 2% strain. Then it increases again until the peak point and drops until the breakpoint. The ultimate tensile strength decreases with an increase in the percentage of rice husks, even though the ductility is more significant in the case of 10% RH based ACM.
Figure 10. Stress-Strain plot of ACMs with different weight % of rice husk (RH)
The various properties that can be predicted from stress-strain curves such as elongation percentage at the break, tensile strength at the proportional limit, tensile strength at the yield point, maximum tensile strength, breaking strength, modulus of elasticity, breaking load, ultimate load, yield point load, and proportional limit load were calculated for different types of samples as tabulated in . The breaking load decreases with an increase in the percentage of rice husk. Moreover, all other loads (proportional, yield, and peak loads) have the least values corresponding to ACM with 15% RH by weight. The maximum ultimate load (3891.6 N) was observed in the case of ACM with 20% RH by weight, and maximum yield point load (780.6 N) and proportional limit load (761.3 N) were in the case of ACM with 10% RH by weight.
Figure 11. Comparison of elongation % of various ACMs composites
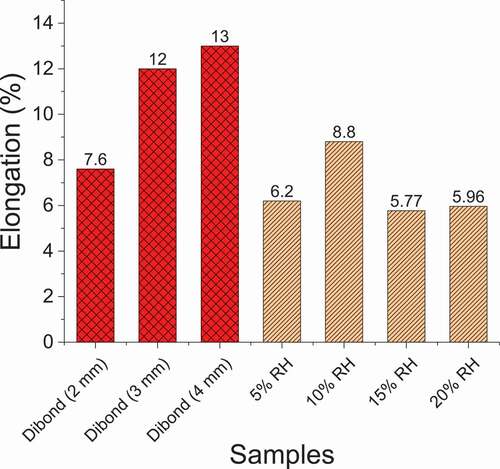
Figure 12. Comparison of tensile strength of various ACMs and agricultural residue composites
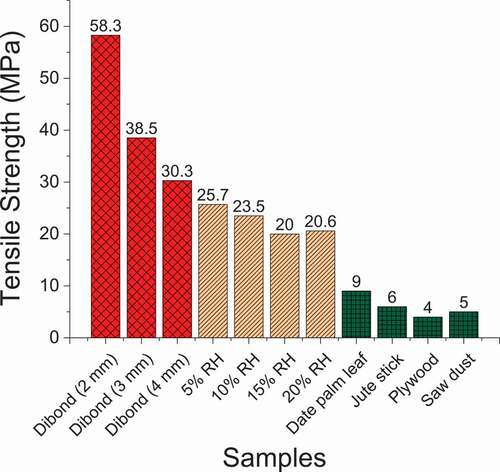
Table 5. Engineering properties calculated from tensile tests of specimens on UTM
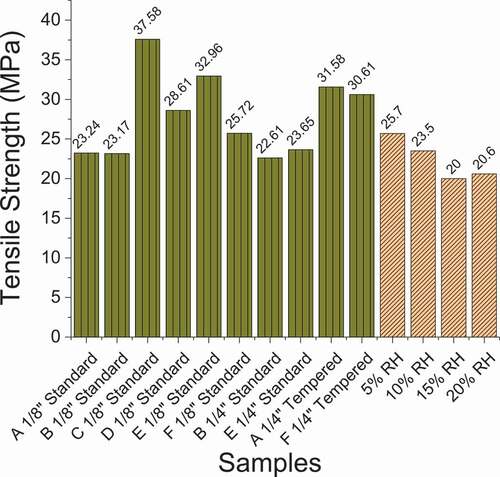
Elongation percentages among ACMs with RH core are maximal in the case of ACMs with 10% RH and are compared with Dibond of various thickness ([AComposites3ACompositesweb](Citation3AComposites), as shown in . displays a comparison of tensile strengths of ACMs and composite boards made from other agricultural residues (Sujit Kumar and Naskar (Citation2010)). The tensile strength of ACMs with RH cores is better than that of agricultural residue composites and comparable to that of Dibond. The tensile strength of ACMs with RH core is well within the range of commercially available standard and tempered hardboards (McNatt and Myers (Citation1993)), as shown in .
Figure 13. Comparison of tensile strength of hardboards with ACM composites embedded with rice husk
4.5 Flexural properties
displays the comparison of flexural strengths of ACM with Rice Husk core with commercially available ACM (Dibond); composite boards made of Polypropylene (PP), wood flour (WF) with a coupling agent (CA) (Stark and Rowlands (Citation2003)). The flexural strength of ACMs with RH cores is better than the composite boards made of WF with CA and PP. Also, they are comparable to the range of commercially available ACMs – Dibond, though falling into the lower range of the latter.
Figure 14. Comparison of flexural strength of ACM composites and wood-plastic products
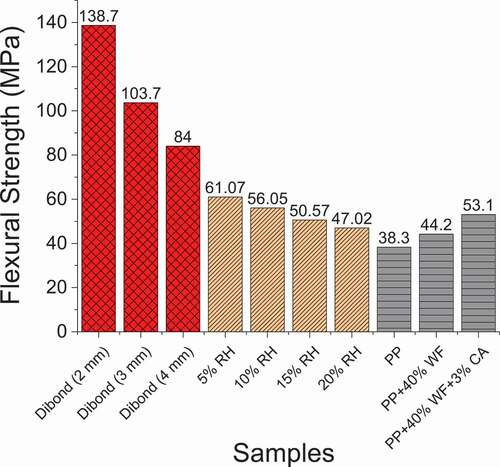
Flexural strength is a derived material property that can be regarded as a blend of tensile, compressive, and shear effects. Material failure is defined by the stress that first attains a limiting value. As shown in , the flexural strength decreases with an increase in the percentage of rice husk. The reason for the fall in flexural strength can be attributed to the fact that at higher concentrations of randomly oriented rice husk fibre, the amount of binding matrix reduces, and due to early failure of the matrix, the flexural strength curtails (Sundarababu, Anandan, and Griskevicius (Citation2021)).
Table 6. Engineering properties obtained from the flexural test on specimens on UTM
4.6 Vibration analysis
Laser Doppler Vibrometer (LDV) was used to obtain the frequency response functions and compare the natural frequencies of the ACMs with RH cores (5–20% by weight). The frequency response function between the velocity magnitude (µm/s) and the excitation frequency (Hz) of the samples is shown in for the frequency bandwidth up to 1000 Hz. The natural frequencies at which a material resonates are accompanied by high magnitude. The resonant frequencies of all four variants of composites are tabulated in . It can be observed that the first natural frequency for all samples is beyond 145 Hz, which is way beyond the range of excitation these composites are subjected to in real-life applications. In addition, there is a wide frequency gap between the first mode (with the highest damping) and the second mode of all prepared samples. At lower excitation frequencies, the friction between rice husk fibres and the matrix provides damping. However, higher frequencies did not allow sufficient time to relax; hence, elastic behaviour prevailed. Beyond the second mode, the remaining modes are coupled together. The experimental modal analysis confirmed that such rice husk-based green composites could be effectively used at low excitation frequencies and employed in light load-carrying structures such as signage, hoardings, and frames. These composites are usually subjected to very low excitation frequency (< 10 Hz) in such applications, mainly due to ambient airflow, human movement, and earthquakes. Therefore, such installations are safe from resonance.
Figure 15. Frequency response function plot for ACMs with rice husk (RH) core of different weight %
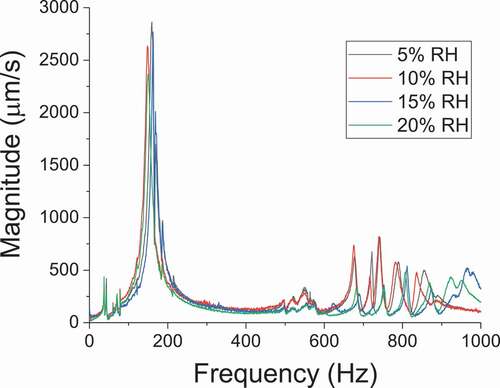
Table 7. Comparison of experimental natural frequencies and damping ratios of ACMs with varying weight %
5. Conclusion
The present investigation is motivated by the need to effectively promote under-utilised agricultural end-products. The tested samples displayed promising results when comparing the aluminium composite material reinforced with a rice husk core and other traditional composites. The density of ACMs with RH cores is in proximity to that of commercially available ACMs with plastic cores. Nevertheless, ACMs with RH cores are not as light as gypsum boards and plywood. The tensile strength was greater than agricultural composites made from sawdust, jute sticks, date palm leaves, and plywood. Moreover, it was equivalent to that of hardboards and closer to the lower range of tensile strength of commercially available ACMs with a polyethylene core. The flexural strength was comparable to that of composites made from wood flour and polypropylene. Besides, it attained the lower spectrum of flexural strength of commercially available ACMs with a polyethylene core. The water absorption percentage and thickness swell percentage of an ACM with an RH core spans within the range of polymer. Interestingly, the vibration testing confirmed a higher damping ratio (3–4%) corresponding to the first bending mode. The other modes in the sample appear to have relatively low damping; however, such composites are not used at much higher frequencies. Hence, considering all the conclusions mentioned above, creating an ACM with a rice husk core is practical in its use. It will be a much greener product compared to existing commercially available ACMs with a polyethylene core. Using rice husks instead of wood products can also help reduce deforestation to some extent.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Acknowledgments
The authors acknowledge the support of Mr. Jivtesh Singh Aulakh, M.Des. student and Mr. Gyanendra P. Tripathi at IIT Kanpur, for their contribution in conducting the experiments.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
Notes on contributors
Arun Kumar Sharma
Arun Kumar Sharma received his Ph.D. degree in solid mechanics and design specialisation from IIT Kanpur, India. He is presently working as a postdoctoral research associate in the Department of Aerospace Engineering, Indian Institute of Science (IISc), Bangalore, India. His research interest lies in inflatable structures, composites, experimental modal analysis, and non-destructive testing.
Bishakh Bhattacharya
Bishakh Bhattacharya received the doctorate from Indian Institute of Science (IISc), Bangalore, India in 1998. Subsequently, he held a postdoctoral position at the University of Sheffield, U.K., from 1997 to 2000. He is currently a Professor in the Department of Mechanical Engineering and also associated with the Cognitive Science Department, IIT Kanpur, India. He was a visiting Professor at IPS-Waseda University, Japan, and jointly developed a series of pipe health monitoring robots. As a DST-JSPS recipient, he is working in collaboration with the Kyushu Institute of Technology, Japan, on a child robot interaction study. His research interest primarily lies in intelligent materials, vibration control, structural health monitoring, energy harvesting system, and child-reconfigurable robot interaction. He is active in creating Web and Video-based course materials for India’s National Programme on Technology Enhanced Learning (NPTEL) initiative.
References
- 3AComposites (web). Diabond material fabrication guide. Accessed 22 March 2021.https://3acompositesusa.com/downloads/Dibond-How-To-Fabrication-Guide.pdf
- Adeniyi, A. G., D. V. Onifade, J. O. Ighalo, and A. S. Adeoye. 2019. “A Review of Coir Fiber Reinforced Polymer Composites.” Composites Part B: Engineering 176: 107305. doi:https://doi.org/10.1016/j.compositesb.2019.107305.
- Amin, M., and B. A. Abdelsalam. 2019. “Efficiency of Rice Husk Ash and Fly Ash as Reactivity Materials in Sustainable Concrete.” Sustainable Environment Research 29 (30): 1–10. doi:https://doi.org/10.1186/s42834-019-0035-2.
- Arjmandi, R., A. Hassan, K. Majeed, and Z. Zakaria. 2015. “Rice Husk Filled Polymer Composites.” International Journal of Polymer Science 501471: 1–32. doi:https://doi.org/10.1155/2015/501471.
- Arju, S. N., A. Afsar, M. A. Khan, and D. K. Das. 2015. “Effects of Jute Fabric Structures on the Performance of Jute-reinforced Polypropylene Composites.” Journal of Reinforced Plastics and Composites 34 (16): 1306–1314. doi:https://doi.org/10.1177/0731684415589360.
- Attah, I. C., R. K. Etim, G. U. Alaneme, and O. B. Bassey. 2020. “Optimization of Mechanical Properties of Rice Husk Ash Concrete Using Scheffe’s Theory.” SN Applied Sciences 2 (5): 1–13. doi:https://doi.org/10.1007/s42452-020-2727-y.
- Bisht, N., P. C. Gope, and N. Rani. 2020. “Rice Husk as A Fibre in Composites: A Review.” Journal of the Mechanical Behavior of Materials 29 (1): 147–162. doi:https://doi.org/10.1515/jmbm-2020-0015.
- Bodie, A. R., A. C. Micciche, G. G. Atungulu, M. J. Rothrock, and S. C. Ricke. 2019. “Current Trends of Rice Milling Byproducts for Agricultural Applications and Alternative Food Production Systems.” Frontiers in Sustainable Food Systems 3: 1–13. doi:https://doi.org/10.3389/fsufs.2019.00047.
- Bujjibabu, G., V. C. Das, M. Ramakrishna, and K. Nagarjuna. 2018. “Mechanical and Water Absorption Behavior of Natural Fibers Reinforced Polypropylene Hybrid Composites.” Materials Today: Proceedings 5 (5, Part 2): 12249–12256.
- Chabannes, M., J.-C. Bénézet, L. Clerc, and E. Garcia-Diaz. 2014. “Use of Raw Rice Husk as Natural Aggregate in a Lightweight Insulating Concrete: An Innovative Application.” Construction and Building Materials 70: 428–438. doi:https://doi.org/10.1016/j.conbuildmat.2014.07.025.
- Chabi, E., V. Doko, S. P. Hounkpè, and E. C. Adjovi. 2020. “Study of Cement Composites on Addition of Rice Husk.” Case Studies in Construction Materials 12: e00345. doi:https://doi.org/10.1016/j.cscm.2020.e00345.
- Chabi, E., A. Lecomte, E. C. Adjovi, A. Dieye, and A. Merlin. 2018. “Mix Design Method for Plant Aggregates Concrete: Example of the Rice Husk.” Construction and Building Materials 174: 233–243. doi:https://doi.org/10.1016/j.conbuildmat.2018.04.097.
- Chen, R. S., S. Ahmad, S. Gan, and M. A. Tarawneh. 2020. “High Loading Rice Husk Green Composites: Dimensional Stability, Tensile Behavior and Prediction, and Combustion Properties.” Journal of Thermoplastic Composite Materials 33 (7): 882–897. doi:https://doi.org/10.1177/0892705718815536.
- Ciannamea, E. M., P. M. Stefani, and R. A. Ruseckaite. 2010. “Medium-density Particleboards from Modified Rice Husks and Soybean Protein Concentrate-based Adhesives.” Bioresource Technology 101 (2): 818–825. doi:https://doi.org/10.1016/j.biortech.2009.08.084.
- Hidalgo-Salazar, M. A., and E. Salinas. 2019. “Mechanical, Thermal, Viscoelastic Performance and Product Application of Pp- Rice Husk Colombian Biocomposites.” Composites Part B: Engineering 176: 107135. doi:https://doi.org/10.1016/j.compositesb.2019.107135.
- Ighalo, J. O., A. G. Adeniyi, O. O. Owolabi, and S. A. Abdulkareem. 2021. “Moisture Absorption, Thermal and Microstructural Properties of Polymer Composites Developed from Rice Husk and Polystyrene Wastes.” International Journal of Sustainable Engineering 14 (5): 1049–1058. doi:https://doi.org/10.1080/19397038.2021.1892234.
- Janes, M., R. Nannapaneni, A. Proctor, and M. Johnson. 1998. “Rice Hull Ash and Silicic Acid as Adsorbents for Concentration of Bacteriocins.” Applied and Environmental Microbiology 64 (11): 4403–4409. doi:https://doi.org/10.1128/AEM.64.11.4403-4409.1998.
- Khalil, H. A., I. Bhat, M. Jawaid, A. Zaidon, D. Hermawan, and Y. Hadi. 2012. “Bamboo Fibre Reinforced Biocomposites: A Review.” Materials & Design 42: 353–368. doi:https://doi.org/10.1016/j.matdes.2012.06.015.
- Khan, M. Z., S. K. Srivastava, and M. Gupta. 2018. “Tensile and Flexural Properties of Natural Fiber Reinforced Polymer Composites: A Review.” Journal of Reinforced Plastics and Composites 37 (24): 1435–1455. doi:https://doi.org/10.1177/0731684418799528.
- Kumar, R., M. I. U. Haq, A. Raina, and A. Anand. 2019. “Industrial Applications of Natural Fibre-reinforced Polymer Composites – Challenges and Opportunities.” International Journal of Sustainable Engineering 12 (3): 212–220. doi:https://doi.org/10.1080/19397038.2018.1538267.
- Lim, S. L., T. Y. Wu, E. Y. S. Sim, P. N. Lim, and C. Clarke. 2012. “Biotransformation of Rice Husk into Organic Fertilizer through Vermicomposting.” Ecological Engineering 41: 60–64. doi:https://doi.org/10.1016/j.ecoleng.2012.01.011.
- Majeed, K., R. Arjmandi, M. Al-Maadeed, A. Hassan, Z. Ali, A. Khan, M. Khurram, I. Inuwa, and P. Khanam. 2017. “Structural Properties of Rice Husk and Its Polymer Matrix Composites: An Overview.” In Lignocellulosic Fibre and Biomass-Based Composite Materials, edited by M. Jawaid, P. Md Tahir, and N. Saba, 473–490. Woodhead Publishing Series in Composites Science and Engineering, Woodhead Publishing, Duxford, CB22 4QH, United Kingdom.
- McNatt, J., and G. Myers. 1993. “Selected Properties of Commercial High-density Hardboards.” Forest Products Journal 43 (4): 59–62.
- Mohamed, S., E. Zainudin, S. Sapuan, M. Azaman, and A. Arifin. 2020. “Energy Behavior Assessment of Rice Husk Fibres Reinforced Polymer Composite.” Journal of Materials Research and Technology 9 (1): 383–393. doi:https://doi.org/10.1016/j.jmrt.2019.10.067.
- Morales, M. A., C. L. Atencio Martinez, A. Maranon, C. Hernandez, V. Michaud, and A. Porras. 2021. “Development and Characterization of Rice Husk and Recycled Polypropylene Composite Filaments for 3d Printing.” Polymers 13 (7): 1–17.
- Ndazi, B. S., C. W. Nyahumwa, and J. Tesha. 2007. “Chemical and Thermal Stability of Rice Husks against Alkali Treatment.” BioResources 3 (4): 1267–1277.
- Netravali, A. N., and S. Chabba. 2003. “Composites Get Greener.” Materials Today 6 (4): 22–29. doi:https://doi.org/10.1016/S1369-7021(03)00427-9.
- Ogah, A. O., and J. N. Afiukwa. 2014. “Characterization and Comparison of Mechanical Behavior of Agro Fiber-filled High-density Polyethylene Bio-composites.” Journal of Reinforced Plastics and Composites 33 (1): 37–46. doi:https://doi.org/10.1177/0731684413509425.
- Premalal, H. G., H. Ismail, and A. Baharin. 2002. “Comparison of the Mechanical Properties of Rice Husk Powder Filled Polypropylene Composites with Talc Filled Polypropylene Composites.” Polymer Testing 21 (7): 833–839. doi:https://doi.org/10.1016/S0142-9418(02)00018-1.
- Sekifuji, R., and M. Tateda. 2019. “Study of the Feasibility of a Rice Husk Recycling Scheme in Japan to Produce Silica Fertilizer for Rice Plants.” Sustainable Environment Research 29 (11): 1–9. doi:https://doi.org/10.1186/s42834-019-0011-x.
- Sharma, A. K., and B. Bhattacharya. 2019. “Parameter Estimation of Butyl Rubber Aided with Dynamic Mechanical Analysis for Numerical Modelling of an Air-inflated Torus and Experimental Validation Using 3d-laser Doppler Vibrometer.” Journal of Low Frequency Noise, Vibration and Active Control 38 (2): 296–311. doi:https://doi.org/10.1177/1461348419825685.
- Sharma, N. K., and V. Kumar. 2013. “Studies on Properties of Banana Fiber Reinforced Green Composite.” Journal of Reinforced Plastics and Composites 32 (8): 525–532. doi:https://doi.org/10.1177/0731684412473005.
- Stark, N. M., and R. E. Rowlands. 2003. “Effects of Wood Fiber Characteristics on Mechanical Properties of Wood/polypropylene Composites.” Wood and Fiber Science 35 (2): 167–174.
- Sujit Kumar, G. S. S., and M. Naskar. 2010. “Physio-mechanical Properties of Particle Boards from Agro Wastes.” Journal of Scientific & Industrial Research 69: 396–400.
- Sun, J., Y. Pang, Y. Yang, J. Zhao, R. Xia, Y. Li, Y. Liu, and H. Guo. 2019. “Improvement of Rice Husk/hdpe Bio-composites Interfacial Properties by Silane Coupling Agent and Compatibilizer Complementary Modification.” Polymers 11 (12): 1–13. doi:https://doi.org/10.3390/polym11121928.
- Sundarababu, J., S. S. Anandan, and P. Griskevicius. 2021. “Evaluation of Mechanical Properties of Biodegradable Coconut Shell/rice Husk Powder Polymer Composites for Light Weight Applications.” Materials Today: Proceedings 39: 1241–1247. 2nd International Conference on Recent Trends in Metallurgy, Materials Science and Manufacturing.
- Thakur, V. K., and A. Singha. 2010. “Mechanical and Water Absorption Properties of Natural Fibers/polymer Biocomposites.” Polymer-Plastics Technology and Engineering 49 (7): 694–700. doi:https://doi.org/10.1080/03602551003682067.
- Wahab, M. A. E. 2016. Joining Composites with Adhesives: Theory and Applications. Pennsylvania, USA: DEStech Publications, Inc.
- Yoshida, S. 2017. “Effect of Epoxy Functional Groups on the Properties of Carbon Fiber-epoxy Composites.” Journal of Applied Mechanical Engineering 6: 1–7.