

ABSTRACT
Various process intensification methods were proposed to improve the yield, quality, and safety of fermented products. Here, we report the enhancement of L-leucine production by Corynebacterium glutamicum CP using ultrasound-assisted fed-batch fermentation. Response surface methodology was employed to optimize the sonication conditions. At an ultrasonic power density of 94 W/L, frequency of 25 kHz, interval of 31 min, and duration of 37 s, C. glutamicum CP produced 52.89 g/L of L-leucine in 44 h, representing a 21.6% increase compared with the control. The production performance of L-leucine was also improved under ultrasonic treatment. Moreover, the effects of ultrasound treatment on the fermentation performance of L-leucine were studied in terms of cell morphology, cell membrane permeability, and enzyme activity. The results indicate that ultrasonication is an efficient method for the intensification of L-leucine production by C. glutamicum CP.
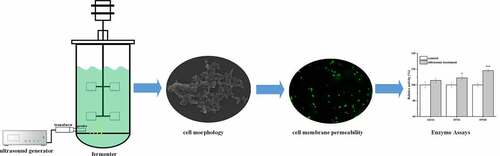
Graphical abstract
Highlights
The optimal combination of ultrasonic parameters was determined by RMS.
The yield and productivity of L-leucine were improved with ultrasound treatment.
The permeability of cell membrane and the activities of key enzymes were significantly improved by ultrasound.
Supplementary material
Supplemental data for this article can be accessed here.
Author contributions
YZ, QX and NC designed the research; YZ, ZC, and PS performed the experiments; ZC and PS analyzed the data; YZ and QX wrote the paper. All authors approved the final version of the manuscript.
Disclosure statement
No potential conflict of interest was reported by the authors.