

ABSTRACT
The undercooled solidification of the Inconel 718 superalloy under high magnetic field was performed for the first time at high undercoolings (∼ 200 °C). The results show that the high magnetic field can significantly refine the grains of the undercooled alloys, with the average grain size decreasing from 241 ± 92 μm at 0 T to about a third under high magnetic fields (3 T ∼ 9 T). Detailed EBSD analysis provides clear evidence that Icosahedral Short-Range Order (ISRO) enhanced nucleation occurs. The present work opens up a new way for grain refinement of alloys.
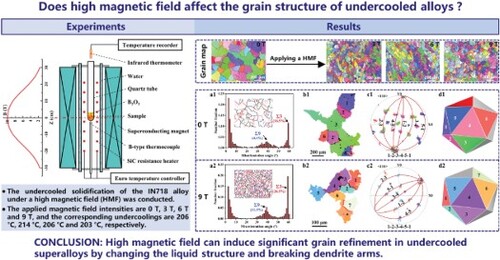
GRAPHICAL ABSTRACT
IMPACT STATEMENT
This work shows for the first time that an applied high static magnetic field can induce significant grain refinement in the undercooled IN718 superalloy, and provides clear evidence that ISRO-enhanced nucleation occurs.
Disclosure statement
No potential conflict of interest was reported by the author(s).