
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
In Malaysia, the majority of oil & gas platform construction use fixed type substructure such as jacket type platform. To date, only one Semi-FPS has been constructed in Malaysia involving complex and challenging issues in the construction of hull substructure. Oil & gas project managers have difficulty to construct the hull and meet the project deadline due to lack of experience in shipbuilding knowledge. The aim of this paper is to define the work breakdown structure and to understand the linkages between work breakdown structure and man-hours development for actual shipbuilding project constructed at Malaysian shipyard, as it is the best tool to simplify the complexity of the project and define the complete and accurate work breakdown structure of a hull ship since it is an important and critical activity in every shipbuilding and Semi-FPS project. The methodology will involve the selection of actual Semi-FPS hull shipbuilding construction case study. The work breakdown structure and project man-hours development will be compared with the latest literature review. The investigation shows that the Product Work Breakdown Structure (PWBS) is the best method in identifying project man-hours in Hull Shipbuilding while the man-hours comparison shows the lower percentage of errors, i.e., 6.36% and 8.77% for the Hull Shipbuilding Structure parts. This concluded the acceptance of Estimator’s Man-hours formula that used in the project case study which does not show any significant error when compared to Industrial Reference, i.e. Spon’s Fabrication Norms for Offshore Structure. The lower Man-hours results compared to the Theoretical value will make the project more competitive and lower cost. Thus, this research will assist the Project Manager to have an idea in project schedule planning which will play a critical role during project management to identify the good WBS and project man-hours. This also leads to cost reduction in terms of man-hour optimization when the proper tasks and activities are clearly defined during WBS development.
PUBLIC INTEREST STATEMENT
This article presents the linkages between work breakdown structure (WBS) and man-hours development for actual shipbuilding project. The WBS is the best tool to simplify the complexity of the project which is essential to precisely estimate the project schedule, cost and labour man-hours of shipbuilding. The methodology of this study will involve the latest literature review related to Shipbuilding WBS and actual man-hours estimation. From the investigation, the Product Work Breakdown Structure (PWBS) is the best method in identifying project man-hours in Hull Shipbuilding. The comparison between Man-hours and theoretical values show that the project has a lower percentage of error which make the project more competitive and lower cost for Hull Shipbuilding Structure parts. The implication from this study will assist the Project Manager to develop an improved project schedule planning method, which can be utilised during project execution and will lead to cost reduction in terms of man-hour optimisation.
1. Introduction
In 1910, the Malaysian oil industry began when an oilfield is known as Canada Hill in Miri, Sarawak was brought into production. Since then, exploration and production activity has been stepped up and eventually covered the entire Sarawak land mass, followed by the exploration of Sabah and Terengganu waters (Islam, Jameel, Jumaat, Shirazi, & Salman, Citation2012; Mat Soom et al., Citation2015).
Three (3) main categories of oil & gas activities in Malaysia are upstream, midstream and downstream. Upstream, known as Exploration and Production (E&P), normally involves finding, extracting and processing oil & gas from subsurface onto surface ready for transportation (Mat Soom, Abu Husain, Mohd Zaki, Azman, & Najafian, Citation2016). Midstream activities involve transportation and storage of crude oil and natural gas from E&P plant for further processing by pipeline, railway, road or tanker. Downstream, also known as refining & marketing (R&M), can be defined as further processing activity of crude oil and natural gas into a useful final product or raw material for other industry.
In 2009, there were approximately 200 offshore platforms operated by various oil & gas operators in Malaysia. Petronas Carigali Sdn. Bhd. (PCSB) owned 175 fixed types, majority using jacket substructure and four floating types using FSO/FPSO within Peninsular Malaysia Operation (PMO), Sabah Operation (SBO) and Sarawak Operation (SKO) (Abu Husain, Mohd Zaki, & Najafian, Citation2017; Mat Soom et al., Citation2016). The types of Fixed platforms range from drilling Jack-up, wellhead platform (WHP), production or central processing platform (CPP), gas compression, living quarter, vent and riser (Potty & Akram, Citation2009).
Fixed platforms were initially used for offshore development, but as the fields have gone deeper, floating production facilities have become the main solution for offshore production. There are mainly four types of floating production facilities; Floating Production Storage and Offloading (FPSO) vessels, Tension Leg Platforms (TLPs), Spars and Production Semi-Submersibles. Currently, approximately 170 FPSOs, 30 TLPs, 20 Spars, 40 Production Semi-Submersibles and 100 Floating Storage and Offloading (FSO) vessels are in operation worldwide (Abu Husain et al., Citation2017). Orders for floating production facilities have increased dramatically over the last decade. That trend is expected to continue as the world’s energy consumption continues to grow, and advancements in technology provide the capability to extract more hydrocarbons in challenging environments. These platforms are economically efficient so as to be installed in deep water due to less structural weight compared to other types of traditional platforms (Islam et al., Citation2012; Mukhlas, Mohd Zaki, Abu Husain, & Najafian, Citation2018). Figure illustrates the offshore deepwater development in Malaysia, which currently has four types of floating platforms, i.e. Kikeh SPAR, FPSO Kikeh, Semi-FPS Gumusut Kakap and Malikai TLP.
Figure 1. Development of deepwater offshore platform in Malaysia—floating types

Malaysia’s domestic oil consumption has risen while production has fallen in most years since 2003, leaving smaller volumes of oil available for export. Due to that, the development of deepwater E&P become more important to Petronas to boost oil and natural gas production to offset the current declines from ageing fields. In 2013, Petronas announced higher spending for exploration and production activities in Malaysia’s oil and natural gas sector. International Oil Companies (IOCs) are also making new oil and natural gas discoveries in deep water offshore areas of Sarawak and Sabah basins.
Semi-FPS is one type of oil & gas floating introduced by Petronas to be developed at deepwater field. A local contractor, MISC Berhad was selected to gain modern technology transfer and capability development to construct the regions first and largest offshore operating facility not only in Malaysia but in Asia (Mat Soom et al., Citation2016; Mohd Zaki, Abu Husain, & Najafian, Citation2018).
Semi-FPS platform comprises two parts known as topside and hull. This has made construction methods more complicated due to the combination of offshore structure and shipbuilding fabrication practices. The topside system will be part of an offshore structure and hull substructure will be under shipbuilding. Due to its complexity and highly challenging issues during construction, the Project Manager is having difficulty to meet the project deadline due to lack of experience in shipbuilding knowledge and work breakdown structure (WBS) development in earlier project development. To further understand the complexity of the project, this research will select Gumusut Kakap Semi-FPS as an actual case study, which involved the construction of shipbuilding structure. This research aims to define the Work Breakdown Structure (WBS) and to understand the linkages between WBS and man-hours development for actual Shipbuilding Project constructed in Malaysian shipyard. WBS is the best tool to simplify the project. This also helps to define a complete and accurate WBS of a hull shipbuilding. It is an important and critical activity in every shipbuilding and Semi-FPS project. The work breakdown structure and project man-hours development will be compared with the latest literature review. The investigation proves that the Product Work Breakdown Structure (PWBS) is the best method in identifying project man-hours in hull shipbuilding.
2. Research methodology
The semi-FPS Gumusut Kakap case study was selected in this research because of hull shipbuilding complexity and only WBS can simplify the problem. Also, this is the first Semi-FPS and mega-project that Malaysia has ever built, hence there is a lack of experience in shipbuilding construction works. An actual case study can be useful to get a clear and better understanding of the actual project execution in terms of WBS development and man-hours estimation. There is a lack of researcher that provide procedure or step-by-step in development of WBS and man-hours in the Shipbuilding industries. The availability in the current literature only shows the basic concept of WBS development. For example, Pal (Citation2015) only provides a different concept of WBS in shipbuilding while Jong (Nam, Lee, & Woo, Citation2015) discussed scheduling development which is not standardized in shipbuilding and discussed PWBS as the best tool prior to any schedule development. Philip (Koenig & Christensen, Citation1999) discussed the SWBS method, which is not suitable for modern shipbuilding era, and it was proposed to use PWBS for better planning and costing. The theory of WBS has been discussed by Rose (Rose, Citation2013) in the PMBOK; however, the details of shipbuilding WBS are not fully available in the market. Rahman (Rahman, Zaki, & Husain, Citation2019) highlighted all WBS and man-hours development for shipbuilding and concluded that the PWBS is the best methodology that is widely used in the shipbuilding industries for schedule and cost estimation development.
This research is expected to provide further improvement in Project Management skills as well as estimation techniques for man-hours calculation in complicated shipbuilding project. It is believed that project estimation duration and manpower planning can be estimated smoothly and in short duration. The generated data estimation from man-hour calculation can be used during actual progress execution and the percentage of accuracy can be determined. Figure shows the operational flowchart used in this study.
Figure 2. Research flowchart
Based on Figure , a preliminary study will identify elements of WBS and man-hours calculation method from project data case studies of hull shipbuilding as well as literature review. On the project data case study, the process of collecting data will be repeated until the data collection is complete. The literature review process will be involved with the identification of WBS element and methodology identification of man-hours prediction for hull shipbuilding. Both WBS and man-hours identification in literature will be repeated until their WBS element and man-hour methodology is identified.
WBS will then be developed using Project Case Study (Project Experience) and input from the literature review (Research Base). The selection of WBS will be made based on the actual project and also from the best WBS method in the literature review.
The calculation of man-hours will be proposed based on Project Case Study and input from the literature review, which will only occur after the right WBS is selected. In the Project Case Study, the development will be based on project man-hours, which is normally historical data and procedure developed by an expert in the shipyard.
Finally, the analysis will be made through all process of WBS selection and man-hours methodology development. Discussion of the best WBS tools and the method for man-hours calculation that result from this research will assist Project Manager and Project Management Team in having an idea in Shipbuilding Project Planning.
This study only considers PWBS tools development while man-hours calculation will be based on Project Norm or Historical Data Guideline. The focus on the PWBS method is due to the latest finding in the literature review that proposes to use PWBS for Shipbuilding construction, as this particular method is already practised at most shipyards worldwide. The Semi-FPS Gumusut Kakap is also using a similar concept of PWBS. The development of WBS in this paper will be centred on the PWBS method (Pal, Citation2015). Based on actual data from Project Case Study in Hull Shipbuilding, the elements of PWBS are identified as below:
Elements of Shipbuilding Process, i.e. Hull Construction, Outfitting and Painting;
Fabrication and assembly classifications;
Resources needed, i.e. Material, Manpower, Facilities and Expenses;
Classification in terms of System, Zone, Area and Stage;
The highest level of the WBS;
Detail of breakdown structure;
Assignment of responsibility for each task in the WBS;
Any milestone imposed by client/owner; and
Any items left out in the WBS.
The project’s PWBS will be tabulated and compared with the literature review. Discussion and analysis will further review the criteria of PWBS development in Project Case Study with advantages and disadvantages will be further elaborated.
When the PWBS development is completed, the PWBS structure will be applied to calculate man-hours for the Project Case Study. Man-hours calculation is based on Project Experience or actual project man-hours norm. This reference basically originated from man-hours development procedure document and is normally unique to a certain project. The project man-hours norm usually uses top-to-bottom techniques where the estimation starts from overall weight estimation method. All man-hours then will be compared for validation with another international expert man-hours development using Spon’s Fabrication Norms, a handbook for the oil, gas and petrochemical industries. This handbook introduced a detailed breakdown of the labour content of the fabrication of offshore structures and pre-assembled units.
The result from every research taken must be validated to ensure it is practical, valid and can be used for future reference. PWBS methodology developed from Project Case Study will be further evaluated with the literature review. The characteristics of WBS found in the literature related to PWBS will be set as benchmark and comparison will be made between Project Case Study and latest literature such as Pal (Citation2015) that provide concept of PWBS in shipbuilding’s and Jong (Nam et al., Citation2015) who discussed PWBS as the best tools before any schedule development. The PWBS can also be compared with Philip (Koenig & Christensen, Citation1999) who proposed to use PWBS for better planning and costing. This comparison benchmark will provide improvement result in terms of PWBS development in semi-FPS Gumusut Kakap versus PWBS from the literature review. The analysis will elaborate on before and after results of the improvement.
In the man-hours calculation validation, an expert validation will be made through comparison between project calculation man-hours with another international expert man-hours development using Spon’s Fabrication Norms. Then, both approaches will be analysed from the aspect of the percentage of error.
2.1. Operational framework
In the Semi-FPS Gumusut Kakap, there are important data that must be collected for this research (including but not limited to the following):
Hull drawings;
Project Execution Plan Document;
Construction Methodology and Hull sequence drawings, and
Project Man-hours or Work Pack Development Procedures.
It is expected that more than 1000 related hull structure drawings must be reviewed and analysed. These drawings are important to define the elements of PWBS that are required to identify the parts used in hull construction. Hull structure drawings also have detailed information on the calculation of weight, which is important in developing man-hours calculation. Project execution plan document will provide the project strategies in the construction of a semi-FPS project. Information from this document will act as a foundation to understand the overall WBS of semi-FPS Gumusut Kakap.
More importantly, the construction methodology and hull sequence drawings will further define the breakdown structure of the semi-FPS. This will provide a better understanding of the step-by-step construction method taken to construct the semi-FPS. Project man-hours are required to understand the overall man-hours development concept. This document is usually prepared by the planning department and as a reference for project man-hours norm or historical data from the previous project at the same shipyard.
2.2. A review on ship work breakdown structure
The history of work breakdown structure (WBS) began with a concept developed with the Program Evaluation and Review Technique (PERT) by the United States Department of Defense (DoD) (United States Department of Defense [DoD], Citation2011; Jones et al., Citation2006). WBS can be used to generate a framework for cost estimating and schedule development (Booz, Citation2011). The traditional or conventional method of ship WBS refers to Program WBS, Contract WBS, Ship Work Breakdown Structure (SWBS) and SFI (Senter for Forskningsdrevet Innovasjon) Group WBS. Most of these methods use system oriented elements to create a WBS that can be used for estimating man-hours and cost up to level 1 with less accuracy. In terms of work coordination, it is unrealistic to control results from huge work packages and ineffective to control material, man-hours and schedules. Sole focus on the system-oriented structure will make it difficult to arrange other construction management such as procurement of materials or fabricating parts to meet the system’s basis of construction.
For example, procurement always has a Minimum Order Quantity (MOQ). If the construction materials are not put into similar groups, the overall project cost would be greatly affected. The fact is that most manufacturing involves the production of products by procurement of various parts, joining them in sub-assemblies before final assembly. This concept requires the manufacturer to separate the production levels to cater to the larger sub-assemblies. The ideal way is to focus on required parts and assemblies based on the final product and knowledge of the actual interim products that preoccupy workers. A scheme to subdivide work in accordance with an interim-product view is a product-oriented work breakdown structure or PWBS.
Product work breakdown structure (PWBS) must consider other work breakdown systems to cater to the work requirements which are normally correlated with different work scope and categories. A PWBS should consider Hull Block Construction Method (HBCM), Zone Outfitting Method (ZOFM) and Zone Painting Method (ZPTM) when breaking down the works especially in ship construction (Okayama, Citation1980). The final work packages developed using this method will be ideal for construction management when the working times, and work amounts are similar to each other for every level of work that is set.
The PWBS concept is to transfer all complicated ship construction fabrication methods into manufacturing standard line processing and production which can reduce the time required when using the conventional method. This will allow each single production line to start, manufacture and stop in tandem.
Brandić and Kolić (Citation2018) research and analysed the PWBS best practice from two shipyards and concluded that a well-defined PWBS can effectively reduce man-hours by applying techniques of group technology and hull block construction method (HBCM). Kolic (Kolić, Brandić, Jaki, & Novak, Citation2018) using a PWBS methodology to analyse the Gantt chart on the process of the assembly of a typical panel from a self-unloading bulker vessel. The PWBS Gantt chart analysis developed by Kolic (Kolić et al., Citation2018) shows the improvements of 86% in the reduction of man-hours. Kolic (Kolić, Sladić, & Storch, Citation2017) using the PWBS to support the modern system of shipbuilding includes applying integrated hull construction, outfitting and painting (IHOP) of ship interim products. He was able to decrease both duration time and man-hours thus securing significant savings for the shipyard. Nam et al. (Citation2015) investigated WBS codes used by actual shipbuilding companies and revealed that the characteristics of the shipbuilding WBS structure analysed in this work are the two-level data structure of mid-term planning (work package and work order). The production details are defined for each zone, block and stage, while production volume and block location are estimated with reference to the product Bill of Material (BOM). This confirmed to PWBS method which is comprised of HBCM, ZOFM & ZPTM. From the discussion, the scheduling development, which is not standardized between shipbuilders, agreed on WBS using PWBS as the best tools since it is important before any schedule development. The PWBS is focused on the application of numbering system identification and PWBS concept in terms of schedule duration development is briefly discussed.
Malay Pal (Pal, Citation2015) used PWBS as a core in developing 4th Generation Design (4GD) software technology to link Project Lifecycle Management (PLM) that provides a basic understanding on the type of ship WBS. Unfortunately, this paper does not offer a further recommendation on application advantages of each WBS on other applications, i.e. schedule, man-hours and cost estimation.
Koenig and Christensen (Citation1999) discussed the use of SWBS at U.S. Navy Shipbuilding in their paper. However, this particular structure is deemed unsuitable for the current situation. As a result, an implementation proposal of new PWBS for ship design and construction in U.S. Shipyard is then discussed on the implications impact which shows that the PWBS is the best WBS in determining project schedule and cost. All SWBS versus PWBS criteria, while well explained; do not provide the brief application in terms of planning and costing. The authors have recommended further analysis in terms of schedule and cost by using Product Oriented Design and Construction Cost Model (PODAC). Trumbule (Trumbule et al., Citation2000) provided a general concept discussion without actual validation using PWBS in the real project. Real data analysis between SWBS and PWBS is required to achieve dependable results.
2.3. A review on the man-hours calculation
To date, various researches have been conducted in the shipbuilding man-hours development. Most researchers agreed that the current man-hours development should be predicted using conventional methods performed by shipyard expertise. Hur et al. (Citation2015) proposed the man-hours prediction system for shipbuilding and used the Multiple Linear Regression (MLR) and Classification Regression Tree (CART) models.
CART is a model based on a binary tree composed of several nodes. These nodes are then split according to various rules on each factor from top to bottom (Breiman, Friedman, Olshen, & Stone, Citation1993). Shmueli, Patel, and Bruce (Citation2011) explained that every split in the node referred to conditions of the factor and the estimation of target value is done in the leaf node from the root by such consecutive splits. CART offered prediction with good interpretability compared to MLR. CART is mostly used in the research and industrial area that require critical prediction quality and explanation. Initial data collected is an actual man-hour from shipbuilding processes estimated by shipyard expertise based on experience. Then, the man-hour prediction that is normally predicted by experts at shipyards is discussed in detail.
The expert prediction may result in an error or inaccurate results. Liu and Jiang (Citation2005) stated and also agreed that the conventional method to estimate man-hour based on weight factor is inadequate. Chou and Chang (Citation2001) produced the MLR models which provide a solution for better prediction using a concept similar to that of Hur et al. (Citation2015). Salenm (Citation1997) confirmed that the MLR gave more precision and accuracy compared to Single Linear Regression Model (SLR). In Artificial Neural Network (ANN) analysis, Liu and Jiang (Citation2005) obtained 28 samples of actual data predicted by shipyard experience and introduced SLR, MLR, as well as ANN model to predict global ship man-hours. Twenty-eight man-hours data were collected randomly based on dimension and weight. The data were not grouped into ship structure types, i.e. stiffeners, plate, etc. The data were then analysed, in which ANN proved to be better than MLR method analysis. The analysis only shows different error analyses between MLR and ANN without a link to WBS and the shipping product. Man-hours historical or actual for all ship parts are required for further analysis with respect to their model. Results then need to be compared with actual ship construction man-hours for validation. Gullander et al. (Citation2011) highlighted that the man-hours for an identical task will produce different man-hours depending on timing and type of task performed.
One-of-a-kind production (OKP) is the industry’s involving product designs that essentially change with every new order (Madsen, Holm, Trostmann, & Conrad, Citation1993). Most of their customers’ orders contain one and only one product type (Madsen et al., Citation1993). Mei, Zeng, Feng, and Tu (Citation2015) used the interim product of shipbuilding for research on OKP man-hours optimization using matrix real-coded genetic algorithm (MRCGA) method and dynamic programming. This author also requires actual man-hours data for their man-hours optimization analysis, and they took the data from actual shipyard experience. Most analysis uses the samples of man-hours linked to PWBS, and their prediction is based only on the mathematical model and not on the actual project. It can be concluded that the man-hour reference based on expert estimation and historical data can be generated and analysed for optimization; however, no validation was done by Mei et al. (Citation2015) with respect to the actual project.
There is also other software produced by Proteus Engineering from U.S known as Smart Product Model (SPM) (Ross, Citation2002; Ross, McNatt, & Hazen, Citation2002; Ross, Citation2004) specially designed for SWBS method for cost estimation. This software is capable to calculate cost during concept design, preliminary design and contract design. However, the details of the methodology cannot be traced as this particular software is unavailable for public usage. Mitsubishi from Japan also introduced Computer Integrated Manufacturing (CIM) system (Y Sasaki, Citation2001, Citation2003; Sasaki & Sonda, Citation2002) capable to integrate all planning data, costing into the CAD system. The CIM system is able to semi-automatically define the hull block assembly and calculate the cost, time and weight for production information. This system is only applicable for welding cost estimation, but it is valuable for the automatic definition of smaller assemblies. All of this software is still not applicable for use at Malaysia shipyard; and to use the software, Malaysian shipyard expertise is required to provide data input based on Malaysian shipyard properties for historical data analysis. Latest research conducted includes Gordo (Gordo & Leal, Citation2018) who introduced a simple Excel worksheet for the analysis of costs in the early stages of preliminary and detailed design in a shipyard. It allows the estimation of costs and helps in the establishment of a schedule for the execution of the hull. Leal (Leal & Gordo, Citation2017) further investigated the structure of costs of several processes associated with the shipbuilding industry and able to identify the main costs related to the manufacturing of the hull. Oliveira (Oliveira & Gordo, Citation2018) developed a program that is able to forecast times and costs in the construction processes stages of ship blocks in a shipbuilding yard and understand the relation between operational and labour costs in various types of cutting and welding technologies, and the potential earnings related to cost savings in downstream stages of the production.
Spon’s Fabrication Norms, a handbook for the oil, gas and petrochemical industries (Andrews, Citation1992) introduced a detailed breakdown of the labour content for fabrication of offshore structures and pre-assembled units. It is the result of the compilation of actual data drawn from a wide range of projects by one of the leading consultancies in the offshore industry, and the book will be an essential industrial reference. This book will act as part of validation that can be used by all researchers of man-hours either in shipbuilding or offshore industries.
3. Results and discussions
3.1. Data collection from project data case study
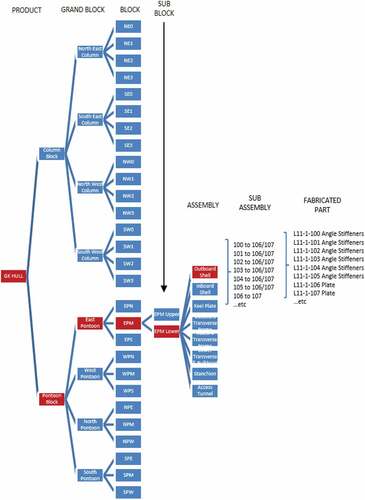
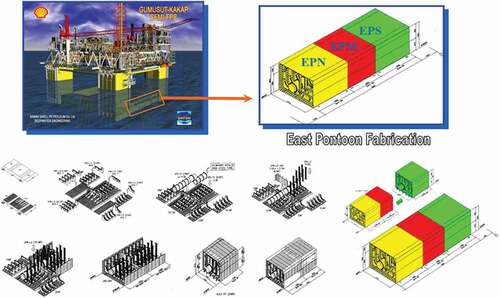
During offshore fabrication, Gumusut Kakap Semi-FPS Project has developed its own WBS. To understand the WBS of this project, previous schedule development and method of construction is needed. Semi-FPS Gumusut Kakap consist of Hull and Topside structure and the case study only concentrated on hull construction that is similar to the shipbuilding project. The hull of Semi-FPS Gumusut Kakap consists of four columns and four pontoons. Figure shows the terminology used in Hull construction for this project. It was divided by block division, which comprised column and pontoon that was then further divided by area of North, South, East and West.
Figure 3. Hull terminology for Gumusut Kakap semi-FPS
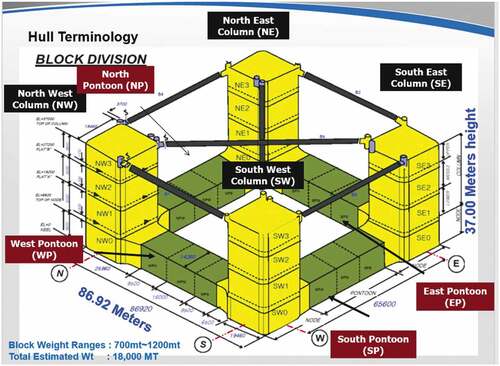
The east pontoon has been selected to further study of WBS and man-hour calculation since it will be typical for other pontoons, i.e. North, South and West Pontoon. This hull project consists of various drawings such as Structure, Piping, HVAC, Mechanical, Electrical and Instrumentation, which has 12,566 pieces of structural drawing consisted of the main or core of this project.
Figure ) shows the WBS identification from actual project case study, i.e. East Pontoon which consists of east pontoon north (EPN), east pontoon middle (EPM) and east pontoon south (EPS). East Pontoon block has been further investigated to understand their WBS structure. The construction methodology of East Pontoon block has been shown in detail. It shows step no. 1 of the keel plate assembly to step no. 7, which shows the completion of EPN & EPM lower block, upper bock and EPS Lower and Upper block. This information provides an idea of actual project WBS.
Figure 4. (a) East pontoon work breakdown structure identification. (b) EPN and EPM lower sub-block WBS identification. (c) EPN and EPM upper sub-block WBS identification. (d) EPS lower and upper sub-block WBS identification
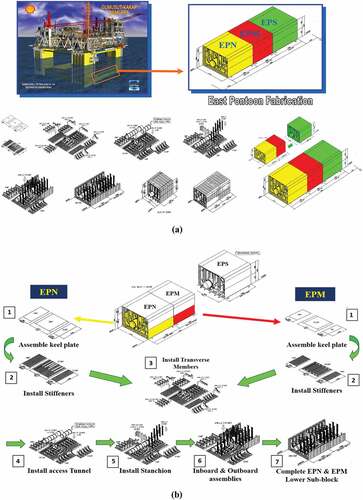
Figure 4. Continued
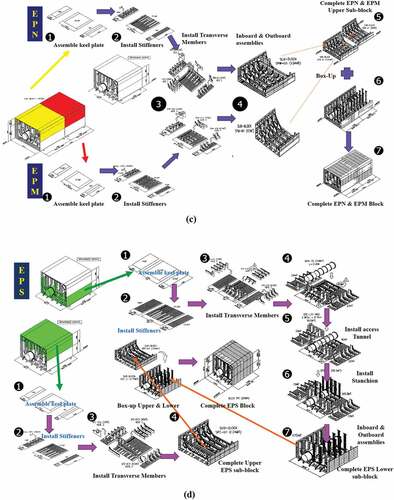
It can be concluded that the semi-FPS Gumusut Kakap FPS project used zone identification work breakdown or ZWBS, which is part of PWBS. This is important information for WBS development as the element of WBS for the project case study has already been justified.
3.2. Data analysis
3.2.1. Product work breakdown structure method for semi-FPS gumusut kakap
Data collection can be used to generate PWBS structure. By using the data, all elements of PWBS can be identified easily for EPM. All related structure members are then summarized as per fabrication diagram in Figure . This figure shows all parts required to complete the EPM block consisting of L1 (Lower Block) and U1 (Upper Block). PWBS can be generated later as per Figure , which shows that the EPM itself has two (2) elements known as Lower and Upper block. This will then be further expanded to another eight (8) elements, including Outboard Shell, Inboard Shell, Keel Plate, Outboard Transverse Frame, Inboard Transverse Frame, Lower Transverse Frame, Stanchion and Access Tunnel. The EPM PWBS element will be refined until the sub-assembly and fabricated part. The fabricated part is the last element in PWBS which cannot be expanded any further.
Figure 5. EPM product work breakdown structure fabrication diagram
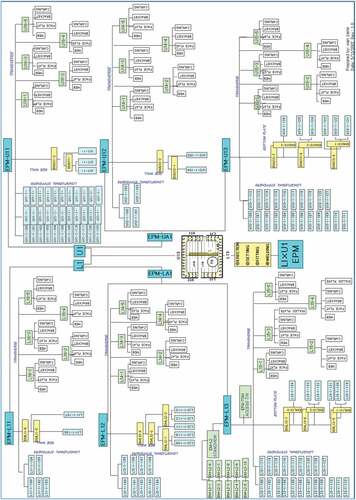
Figure 6. Product work breakdown structure for EPM lower block
This PWBS was essential later on to calculate an estimation of man-hours for the project and also useful to generate schedule reporting and fabrication cost estimation. The PWBS also can classify the product into resource needs, i.e. material, manpower, facilities and expenses. This step is crucial in man-hour development.
3.2.2. Man-hour calculation
Man-hours can be calculated after all PWBS elements have been completely identified as shown in Figure . In the case of EPM lower block, man-hour estimation was calculated using project man-hours norm or historical data based on weight. The man-hours norm was predicted by shipyard based on their previous project at the same shipyard. The overall estimation of man-hours was prepared during the early contract proposal which is mutually agreed upon by shipyard and client. The concept of calculation man-hours in shown in the flowchart as demonstrated in Figure .
Figure 7. Man-hours calculation flowchart
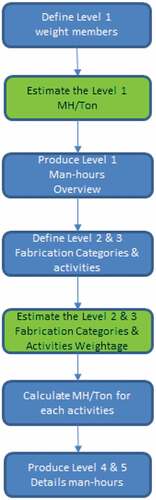
From Figure , man-hours calculation should be started by defining Level 1 weight members, i.e. Weight of Primary Structure, Secondary Structure, Equipment, Piping, Electrical, Instrument, HVAC, Appurtenance, Mooring, etc. The experienced estimator then will provide each member of man-hours per tonnage (MH/Ton) based on their historical data from a previously completed project. The historical data normally is a basic assumption used by estimator to generate man-hours per tonne. It can be in graph form or table made by estimators for easy reference. The sample of historical data is shown in Figure .
Figure 8. Sample project historical data (Scatter diagram)
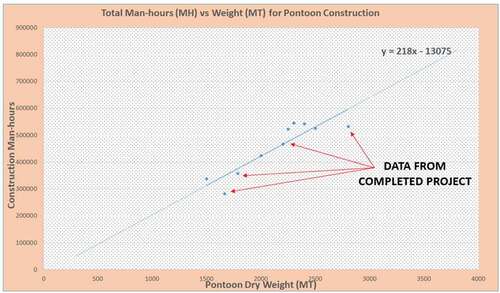
By using this graph (Figure ) estimator can know the MH/Ton ratio by dividing Man-hours with the weight of the structure. More historical values will result in a more accurate ratio for MH/Ton. After obtaining the Level 1 MH/Ton (Refer Figure ), the estimator can produce Level 1 man-hours overview. This occurred when the weight of each PWBS is multiplied by MH/Ton ratio given by estimator previously. Level 1 MH overview can be referred to Table which shows the formula to calculate total MH for each PWBS element. The Semi-FPS Gumusut Kakap overall hull construction man-hours are shown in Table . This will use when entering project bidding or making a proposal since the overall man-hours have already been generated.
Table 1. Level 1 structure primary man-hours formula
Table 2. Overall man-hours for hull semi-FPS (Level 1)
Further analysis has been made to calculate man-hours for Level 2 and 3. Again we need to define level 2 and 3 fabrication categories and activities weightage. In Level 2, the structure will be further simplified into five (5) categories including Main Plate Fabrication, Stiffeners (T-Beam, Girder, Angles) Fabrication, Panel Fabrication, Panel Erection and Block Erection. It is then further broken down for Level 3 activities such as Cutting, Fit-up, Welding and Non-Destructive Testing (NDT). An illustration of fabrication categories and activities is shown in Figure .
Figure 9. Fabrication categories (Level 2) and activities (Level 3)
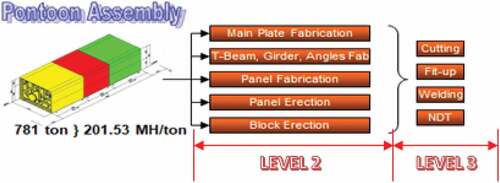
In this case, estimators again need to identify weightage of each work category and activity using historical data and experience. The formula to identify Level 2 and 3 man-hours are given in Table . In this case, estimators have already provided the weightage of work categories such as 18 for Cat-1 (Value of A1), 17 for Cat-2 (Value of A2), 25 for Cat-3 (Value of A3), 30 for Cat-4 (Value of A4) and 10 for Cat-5 (Value of A5). The total sum of weightage must always equal to 100.
Table 3. Level 2 and 3 structure primary man-hours formula
Weightage for work activities are also provided by estimators and in this case, Cat-1 activities, i.e. Cutting, Fit-up, Welding and NDT have been given 11, 23, 60 and 6, respectively. As highlighted previously, the historical data from the completed project will act as a guideline to define the weightage. The remaining estimation activities weightage can be referred in Table complete with man-hours calculation for Level 2 and 3.
Table 4. Pontoon block man-hours element (Level 2 & 3)
Table calculates the details of MH/Ton for each activity per work category. For example, MH/Ton for Cat-1 Cutting activity was calculated as 8 MH/Ton and this information will be used to produce Level 4 and 5 man-hours. Level 4 activities refer to parts assembly while Level 5 will refer to a fabricated part. To calculate the Level 5 man-hours, we need to know the work categories for that fabricated part. An analysis has been made to calculate the EPM Lower Outboard Shell which consists of Cat-1 and Cat-2 work categories as shown in Table .
Table 5. Lower outboard shell man-hours (Level 4 & 5)
Angle is part of Cat-2 work categories while Outboard Shell is part of Cat-1 work categories. The sample cutting man-hours for the angle is calculated by using the formula in EquationEquation (1)(1)
(1) .
where;
MH/Ton for Angles = 24 MH/Ton
Weight for Angles = 0.363 MT
A similar calculation concept has been further utilized to calculate all Level 5 Fabricated parts man-hours as shown in Table .
3.3. Comparison and validation of man-hours prediction
Tables and are the Level 5 man-hours calculation result produced for the fabricated part. The comparison between actual calculation based on Project case study and the calculation based on industrial expertise reference has been compared. Error analysis has been made to compare the Industrial Reference with Case Study calculation. From the investigation, the significant percentage of error values is 6.36% and 8.77%, respectively. It shows that the value of Spon’s Fabrication Norm (Theoretical) is higher than Case Study (Experimental) calculation in terms of variance, 44.97 Man-hours (707.04 minuses 662.07), and 24.08 Man-hours (274.51 minuses 250.43), respectively. Both values are acceptable since they do not exceed Industrial Reference (Theoretical).
Table 6. Validation of EPM lower outboard plate fabricated part man-hours
Table 7. Validation of EPM lower outboard transverse frame part man-hours
3.4. Man-hours relation concept to schedule and cost
Man-hours are an important factor to estimate schedule and cost. Level of confidence will be higher when the calculation of man-hours includes further details up to Level 5. The schedule and cost will be easy to estimate and accurate. Some estimators use historical data to guess the schedule and cost for Level 1 estimation. Figure shows the historical data for Hull Construction Schedule. For example, the total weight of Hull Semi-FPS Gumusut Kakap is 19,499MT and the schedule of construction within a range of 17 to 20 months’ benchmark using graph in Figure . This information can be used to know the manpower or labour required to complete the project with respect to international benchmark (Performance Forum, Citation2017). The formula to get the required workforce is described in EquationEquation (2)(2)
(2) :
Figure 10. Sample hull construction schedule historical data (Scatter diagram)
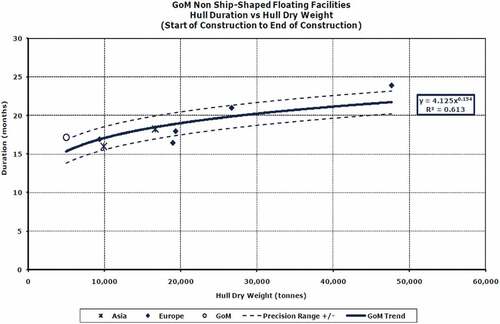
Estimation of total labour required to complete Hull Semi-FPS Gumusut Kakap calculated by using EquationEquation (2)(2)
(2) is 1,437 labourers for 20 months. As a result, the 20 months’ duration is an ideal case for International Benchmark. Although the graph in Figure shows the Asia involvement, the semi-FPS (including Hull) project has never been constructed in Malaysia. The reference of Asia on that graph is referring to Korean Shipyard. Then, a planner will normally refer to the productivity of Malaysian shipyard to guess the overall project schedule. In the actual case study, not all parts shall be completed in 20 months, but the planner must have an idea of how to utilize the Labour to complete all Hull Blocks within the time frame.
Based on the project, East Pontoon construction is estimated to be completed within 9 months’ time given by planner based on their experience. Using the duration given (refer EquationEquation (2)(2)
(2) ), the estimation of the labour requirement is 91 labours.
The cost of Labour can then be determined by multiplying with cost average per worker. Reference of the cost is subjective and normally confidential; however, we can get a reference from available third-party reports as a guideline. The direct labour construction cost for Malaysia is reported between USD 5 to USD 13 for Building Construction in 2017. In Oil & Gas, a welder is reported to earn between USD 2 to USD 13 (www.payscale.com). The workers that are normally involved in Oil & Gas Construction include helper, fitter, welder, foreman and supervisor. Assuming the cost of direct labour is capped at USD 13 per hour, the direct labour to complete overall Semi-FPS Hull project is USD 77.7 million (total man-hours of 5,978,166 MH x USD13). The actual cost of Semi-FPS Gumusut Kakap is reported to be approximately RM 5.6 billion (USD 1.6 billion). Labour cost of Hull construction comprises 5% of the total cost exclusive Topside and other construction Labour cost which comprise another 5% to 7%. Overall Labour cost is assumed to be around 10% to 12% of the overall cost. This is parallel after comparing with Industrial Benchmark (Kaiser & Snyder, Citation2012), which shows the labour cost to be between 10% and 15% of the total cost for floaters, and 10% and 30% for Jackups construction. No reference on Semi-FPS (part of floaters) but the concept is only to show the proportion percentage for labour.
3.5. Project improvement in terms of man-hours and cost
The percentage of error in section 3.3 is acceptable since the difference in man-hours is very low. The errors of 6.36% and 8.77% show that the value of Spon’s Fabrication Norm (Theoretical) is higher than Case Study (Experimental) calculation in terms of variance of 44.97 man-hours and 24.08 man-hours, respectively. In terms of cost, if the labour value is capped at USD 13 per hour, the EPM Lower Outboard Plate and Outboard Transverse Frames will have cost reduction of USD584.61 and USD313.03, respectively, as in Table . It can be concluded that the case study calculation provided good cost reduction when compared to the international benchmark. The historical data that is currently used at shipyard shows high productivity value compared to international benchmark used by Spon’s Fabrication Norm.
Table 8. Cost saving in terms of man-hours
The estimation of man-hours data are acceptable to be used for that project because the verification has been made with an international benchmark. The man-hours also can be converted into overall cost, and the total labour cost is calculated at USD 77.7 million (for overall Hull total man-hours of 5,978,166MH) excluding Topside and other labour costs. We assumed that the total labour cost is estimated at 10% to 12% of the overall cost of semi-FPS, and this value is parallel to international benchmark which indicated the labour cost should be within 10% to 15% from total cost for floaters and 10% to 30% for Jackup construction.
In terms of project improvement, it can be done by continuous monitoring of the man-hours and cost so that they do not exceed the estimation value. Since the man-hours of EPM have already been calculated, we need to get actual data at the site during project execution. By close monitoring, we have space to control the budget man-hours by monitoring the labour productivity and completion time. For example, the total man-hours for part EPM-L11-1–100 are 23.96 MH (see Table ) and consist of cutting, fitting, welding and NDT. We need to monitor on-site to ensure that the actual earn man-hours does not exceed the earliest estimated value of 23.96 MH. The improvement in terms of man-hours and cost can be achieved if the actual MH value is lower than the original estimation.
4. Conclusion
It has been demonstrated that the WBS is important in simplifying complicated projects into small components that are easy to manage and plan. A project manager will notice the importance of WBS in managing the project. A good WBS will make the project more predictable in terms of schedule and cost. PWBS in Shipbuilding Project is the most common WBS useful tool used by shipyard during project construction stage to date. Man-hours estimated by an expert in the shipyard is still useful for easy estimation since the historical data is a good source for estimating.
The lower percentage of error, i.e. 6.36% for EPM Lower Outboard Plate and 8.77% for EPM Outboard Transverse Frame shows that the acceptance of Estimator’s Man-hours formula does not show any significant error when compared to Industrial Reference (Spon’s Fabrication Norms for Offshore Structure). The lower Man-hours compared to Theoretical value (Spon’s Fabrication Norms) will make the project more competitive and lower cost.
It can be concluded that all objectives are achieved. For the first objective, all elements of WBS from Hull Shipbuilding Construction Project were identified successfully through literature and project case study such as Product WBS, Ship WBS, Program WBS, Contract WBS, SWBS, SFI Group System WBS and Zone WBS. The second objective was further deliberated to investigate the WBS for Hull Shipbuilding, where PWBS is selected both for case study and literature review. The third objective highlighted the proposal of man-hours calculation for Hull Shipbuilding Project in which case study used the man-hours estimated by the expert in the yard while literature study used the Theoretical man-hours produced by Spon’s Table (Spon’s Fabrication Norms for Offshore Structure Handbook). PWBS is the preferred WBS tool for developing man-hours in Hull (Shipbuilding) with high accuracy compared to traditional WBS using System Oriented (i.e. SFI WBS, Ship WBS)
It is suggested that the research area of PWBS be further analysed to relate the man-hours with detailed cost calculation methodology. The limitation of available journals and references related to the cost estimation for PWBS shipbuilding made it difficult to expand the cost analysis in this research.
Abbreviations
| 4GD | = | 4th Generation Design |
| ANN | = | Artificial Neural Network |
| BOM | = | Bill of Material |
| CAD | = | Computed Aided Design |
| CART | = | Classification Regression Tree |
| CIM | = | Computer Integrated Manufacturing |
| CPP | = | Central Processing Platform |
| DOD | = | Department of Defense, U.S. |
| E&P | = | Exploration and Production |
| EPM | = | East Pontoon Middle |
| EPN | = | East Pontoon North |
| EPS | = | East Pontoon South |
| FPS | = | Floating Production System |
| FPSO | = | Floating, Production, Storage & Offloading |
| FSO | = | Floating, Storage & Offloading |
| HCBM | = | Hull Block Construction Method |
| HVAC | = | Heating, Venting and Air Conditioning |
| IOC | = | International Oil Companies |
| MH | = | Man-hours |
| MISC | = | Malaysia International Shipping Company |
| MLR | = | Multiple Linear Regression |
| MOQ | = | Minimum Order Quantity |
| MRCGA | = | Matrix Real-Coded Genetic Algorithm |
| MT | = | Metric Tonne |
| NDT | = | Non Destructive Testing |
| OKP | = | One-of-a-Kind Production |
| PCSB | = | Petronas Carigali Sdn, Bhd. |
| PERT | = | Program Evaluation and Review Technique |
| PETRONAS | = | Petroliam Nasional Berhad |
| PLM | = | Project Lifecycle Management |
| PMBOK | = | Project Management Body of Knowledge |
| PMO | = | Peninsular Malaysia Operation |
| PODAC | = | Product Oriented Design and Construction Cost Model |
| PWBS | = | Product-oriented Work Breakdown Structure |
| R&M | = | Research and Management |
| SBO | = | Sabah Operation |
| SFI | = | Senter for Forskningsdrevet Innovasjon |
| SKO | = | Sarawak Operation |
| SLR | = | Single Linear Regression Model |
| SPM | = | Smart Product Model |
| SWBS | = | Ship Work Breakdown Structure |
| TLP | = | Tension Leg Platform |
| USD | = | United State Dollar |
| WBS | = | Work Breakdown Structure |
| WHP | = | Wellhead Platform |
| ZOFM | = | Zone Outfitting Method |
| ZPTM | = | Zone Painting Method |
Cover Image
Source: Author.
Acknowledgements
The paper is financially supported by the Universiti Teknologi Malaysia (Malaysia) [grant number: R.K130000.7740.4J312, Q.K130000.3556.07G08 and Q.K130000.2540.17H99] and Ministry of Education, Malaysia under the Fundamental Research Grant Scheme (FRGS) [grant number: R.K130000.7856.5F021]
Additional information
Funding
Notes on contributors
W. A. Z. Wan Abd Rahman
W. A. Z. Wan Abd Rahman has more than 13 years of experience in Oil and Gas Project Management. Formerly working as a Construction Engineer for Semi-FPS Gumusut Kakap Project, he is currently a Senior Project Engineer at Sapura Exploration and Production (SEP).
N. I. Mohd Zaki
N. I. Mohd Zaki is a senior lecturer at Universiti Teknologi Malaysia. Her primary interests include Offshore Structure Modelling, Hydrodynamic, Reliability and Risk Assessment and Probabilistic Response Modelling. She has published more than 100 articles, journals and conference proceeding. She is also involved in numerous consultation projects.
M. K. Abu Husain
M. K. Abu Husain is a senior lecturer at Universiti Teknologi Malaysia. His primary interests include Offshore Structure Modelling, Hydrodynamic, Reliability and Risk Assessment and Probabilistic Response Modelling. With more than 100 high impact journals published, he has received more than 20 major awards locally and internationally for his contribution in research, teaching and administration.
Related Research Data
References
- Abu Husain, M. K., Mohd Zaki, N. I., & Najafian, G. (2017). Prediction of offshore structural response extreme values by three different approaches of efficient time simulation technique. Ships and Offshore Structures, 12(2), 290–25. doi:10.1080/17445302.2016.1139258
- Andrews, F. (1992). Spon’s fabrication norms for offshore structures: a handbook for the oil, gas & petrochemical industries. London: Taylor & Francis Ltd.
- Booz, A. & Hamilton Earned Value Management Tutorial Module 2: Work Breakdown Structure, Office of Science, Tools & Resources for Project Management, science.energy.gov. (2011).
- Brandić, V., & Kolić, D. (2018). PWBS best practice analysis of two shipyards. Pomorski zbornik ISSN 0554-6397 Stručni članak (Professional paper)(2), 47–57.
- Breiman, L., Friedman, J. H., Olshen, R. A., & Stone, C. J. (1993). Classification and regression trees. New York: New Chapman and Hall.
- Chou, -C.-C., & Chang, P.-L. (2001). Modeling and analysis of labor cost estimation for shipbuilding: The case of China shipbuilding corporation. Journal of Ship Production, 17(2), 92–96.
- DoD. (2011). Work breakdown structures for defense materiel items. Washington: DoD.
- Gordo, J., & Leal, M. (2018). A tool for analysis of costs on the manufacturing of the hull. Maritime transportation and harvesting of sea resources (pp. 743–748). Lisbon: Taylor & Francis Group.
- Gullander, P., Davidsson, A., Dencker, K., Fasth, Å., Fässberg, T., Harlin, U., & Stahre, J. (2011). Towards a production complexity model that supports operation, re-balancing and man-hour planning. Paper presented at the Proceedings of the 4th Swedish Production Symposium (SPS), Lund, Sweden.
- Hur, M., Lee, S.-K., Kim, B., Cho, S., Lee, D., & Lee, D. (2015). A study on the man-hour prediction system for shipbuilding. Journal of Intelligent Manufacturing, 26(6), 1267–1279. doi:10.1007/s10845-013-0858-3
- Islam, A. S., Jameel, M., Jumaat, M. Z., Shirazi, S., & Salman, F. A. (2012). Review of offshore energy in Malaysia and floating Spar platform for sustainable exploration. Renewable and Sustainable Energy Reviews, 16(8), 6268–6284. doi:10.1016/j.rser.2012.07.012
- Jones, C., Jost, A. C., Perkins, T. K., Fleming, Q. W., Koppelman, J. M., Lipke, W., & Kimmerly, P. (2006). CrossTalk: The Journal of Defense Software Engineering, 19(6). Retrieved from http://medicallibrary.org/
- Kaiser, M. J., & Snyder, B. F. (2012). Reviewing rig construction cost factors, Center for Energy Studies, Louisiana State University https://www.offshore-mag.com/articles/print/volume-72/issue-7/rig- report/reviewing-rig-construction-cost-factors.html
- Koenig, P. C., & Christensen, W. L. (1999). Development and implementation of modern work breakdown structures in naval construction: A case study. Journal of Ship Production, 15(3), 136–145.
- Kolić, D., Brandić, V., Jaki, D., & Novak, L. (2018). Gantt chart analysis to improve shipbuilding panel line assembly. Paper presented at the SOME 2018, the 6th Annual International SOME Symposium (Ship Operations, Management and Economics), Athens, Greece, 20-21 March 2018.
- Kolić, D., Sladić, S., & Storch, R. L. (2017). Lean IHOP transformation of shipyard erection block construction. Paper presented at the SNAME Maritime Convention 2017, Houston, Texas, 24-28 October 2017.
- Leal, M., & Gordo, J. M. (2017). Hull’s manufacturing cost structure. Brodogradnja: Teorija I Praksa Brodogradnje I Pomorske Tehnike, 68(3), 1–24. doi:10.21278/brod
- Liu, B., & Jiang, Z.-H. (2005). The man-hour estimation models & its comparison of interim products assembly for shipbuilding. International Journal of Operations Research, 2(1), 9–14.
- Madsen, O., Holm, H., Trostmann, E., & Conrad, F. (1993). Cybernetic modelling and control in integrated production systems-a project overview. In The 8th IPS Research Seminar, 22–24 March 1994, Fuglsø, Denmark.
- Mat Soom, E., Abu Husain, M. K., Mohd Zaki, N. I., Azman, N. U., & Najafian, G. (2016). Reliability-based design and assessment for lifetime extension of ageing offshore structures. OMAE: Proceeding of the ASME 2016 35th International Conference on Ocean, Offshore and Arctic Engineering, June 19–24, Busan, South Korea.
- Mat Soom, E., Abu Husain, M. K., Mohd Zaki, N. I., Mohd Nor, M., . N., . K., Ayob, M. S., & Najafian, G. (2015). Global ultimate strength assessment (GUSA) for lifetime extension of ageing offshore structures. The Twenty-Fifth International Ocean and Polar Engineering Conference, June 21–26, Kona, Hawaii, USA.
- Mei, Y., Zeng, Z., Feng, D., & Tu, Y. (2015). A method for man hour optimisation and workforce allocation problem with discrete and non-numerical constraints in large-scale one-of-a-kind production. International Journal of Production Research, 54(3), 864–877. doi:10.1080/00207543.2015.1088972
- Mohd Zaki, N. I., Abu Husain, M. K., & Najafian, G. (2018). Extreme structural responses by nonlinear system identification for fixed offshore platforms. Ships and Offshore Structures, 13(sup1), 251–263. doi:10.1080/17445302.2018.1443377
- Mukhlas, N. A., Mohd Zaki, N. I., Abu Husain, M. K., & Najafian, G. (2018). Efficient derivation of extreme offshore structural response exposed to random wave loads. Ships and Offshore Structures, 13(7), 719–733. doi:10.1080/17445302.2018.1452474
- Nam, J.-H., Lee, J. H., & Woo, J. H. (2015). Construction of standardised data structure for simulation of mid-term scheduling of shipbuilding process. International Journal of Computer Integrated Manufacturing, 29(4), 424–437. doi:10.1080/0951192X.2015.1066031
- Okayama, Y. & Chirillo, L. D. & Todd Pacific Shipyards Corporation & United States. Maritime Administration. Office of Advanced Ship Development & Society of Naval Architects and Marine Engineers (U.S.). Ship Production Committee. (1980). Product work breakdown structure. U.S. Dept. of Commerce, Maritime Administration in cooperation with Todd Pacific Shipyards Corporation, Washington, D.C.
- Oliveira, A., & Gordo, J. (2018). Model to forecast times and costs of cutting, assembling and welding stages of construction of ship blocks. Paper presented at the Progress in Maritime Technology and Engineering: Proceedings of the 4th International Conference on Maritime Technology and Engineering (MARTECH 2018), May 7–9, 2018, Lisbon, Portugal.
- Pal, M. (2015). Ship work breakdown structures through different ship lifecycle stages. Paper presented at the International Conference on Computer Applications in Shipbuilding 2015, Bremen, Germany
- Performance Forum (2017). Offshore structure benchmark for costing. Retrieved from https://www.performance-forum.com/.
- Potty, N. S., & Akram, M. K. B. M. (2009). Structural integrity management for fixed offshore platforms in Malaysia. Platform, 7(2), 8–20.
- Rahman, W. A. Z. W. A., Zaki, N. I. M., & Husain, M. K. A. (2019). A review of work breakdown structure and man-hours estimation method used in shipbuilding production. International Journal of Mechanical Engineering and Technology, 10(1), 1141–1158.
- Rose, K. H. (2013). A guide to the project management body of knowledge (PMBOK® guide); fifth edition. Project Management Journal, 44(3), e1–e1. doi:10.1002/pmj.21345
- Ross, J. (2002). Forging a real-time link between initial ship design and estimated costs. ICCAS, 2002, 75–88.
- Ross, J. M. (2004). A practical approach for ship construction cost estimating. COMPIT’04, Siguenza, Spain.
- Ross, J. M., McNatt, T. R., & Hazen, G. (2002). The project 21 smart product model: A new paradigm for ship design, cost estimation, and production planning. Journal of Ship Production, 18(2), 73–78.
- Salenm, M. (1997). Multiple linear regression analysis for work measurement of indirect labor. Journal of Industrial Engineering, 18(5), 314–319.
- Sasaki, Y. (2003). Application of factory simulation to the shipyard. Paper presented at the COMPIT, Hamburg, Germany.
- Sasaki, Y., Miura, M., Takano, G., Fujita, K., Fujiwara, N., Iida, A., & Sagou, A. (2001). Research on total cost evaluation system for shipyard. 7th International Symposium. Japan Welding Society.
- Sasaki, Y., & Sonda, M. (2002). A study on 3-D digital mockup systems for shipbuilding. Journal of the Society of Naval Architects of Japan, (192), 707–712. doi:10.2534/jjasnaoe1968.2002.707
- Shmueli, G., Patel, N. R., & Bruce, P. C. (2011). Data mining for business intelligence: Concepts, techniques, and applications in Microsoft Office Excel with XLMiner. NY: Wiley.
- Trumbule, J. C., Dougherty, J. J., Deschamps, L., Ewing, R., Greenwell, C. R., & Lamb, T. (2000). Product-oriented design and construction (PODAC) Cost module: An update. Journal of Ship Production, 16(1), 60–68.