
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
In this research work, modeling and multi-objective optimization of dry foundry sand parameters were done using artificial neural network (ANN) and genetic algorithm (GA). ANN was used to predict dry compressive strength and unit production cost of dry foundry sand. The input parameters of the ANN were baking temperature, percentage additive (groundnut shell ash and ant hill soil) and baking time. The ANN predicted the dry compressive strength with a correlation coefficient of 0.99116 between the experimental values and predicted values, while the correlation coefficient between the observed unit cost and predicted unit cost was 1. The trained ANN was subsequently used as the fitness function for a GA used in the multi-objective optimization of the compressive strength and unit cost of production of the dry mould. The Pareto front showed the optimum strength and cost achievable with process input parameters.
PUBLIC INTEREST STATEMENT
Foundry is one of the principal areas of engineering production where cast components of engineering and general-purpose products are produced. Most moulds for the production of cast components are made of sand. But before they are used for sand moulds they are mixed with binders to make them stick firmly together. Some of these binders are toxic and pollute the environment. In this research, we developed an eco-friendly binder made with groundnut shell ash and anthill powder for the production of dry sand moulds for casting engineering components with intricate shapes. Before a dry sand mould could be used for casting it has to be strong enough. Making the mould strong would almost very likely make the mould costlier depending on the combination of mould production process parameters. Engineers usually want very strong moulds to be produced at minimum cost. We, therefore, developed a model for producing very strong moulds at optimum cost.
1. Introduction
Usually, various additives are added to sand to make it suitable for use as foundry sand. Some of these additives such as synthetic resins, like Furan resin and phenol-formaldehyde resins are hazardous and are not environmentally friendly. Moreover, these binder systems are too sophisticated and expensive for foundries in developing countries that have abundant natural raw materials but without needed advanced technologies for proper use of the resources. In this regard, Okonji, Nwobi-Okoye, and Atanmo (Citation2018) developed a cheap and eco-friendly binding material using groundnut shell ash (GSAp) and ant hill soil for green and dry sand casting application in Nigerian foundries. Dry sand casting involves baking the mould in an oven at a certain temperature for a given time period in order to strengthen the mould before casting. Dry sand casting is much more expensive than green sand casting and it is usually used for casting intricate shapes and complex parts used in machines and equipment. Obtaining the high compressive strength required for dry sand casting comes at a cost because as the strength increases the cost of the mould increases. This is a typical case of conflicting objectives because the engineer often desires high strength at a minimum cost. Hence, in order to optimize the mould required for dry sand casting, a multi-objective optimization is required.
In recent times soft computing tools such Artificial Neural Network (ANN), Fuzzy Logic, Adaptive Neuro-fuzzy Inference System (ANFIS), Genetic Algorithm (GA), Simulated Annealing (SA), etc. have been widely used in modeling, optimization and prediction of properties of engineering materials (Atuanya, Government, Nwobi-Okoye, & Onukwuli, Citation2014; Nwobi-Okoye & Ochieze, Citation2018; Nwobi-Okoye, Ochieze, & Okiy, Citation2019; Nwobi-Okoye & Umeonyiagu, Citation2016; Umeonyiagu & Nwobi-Okoye, Citation2019). Often computational models developed with soft computing tools are easier to develop than mathematical models, and are in most cases more accurate in prediction of material properties (Nwobi-Okoye & Umeonyiagu, Citation2015, Citation2013; Nwobi-Okoye, Umeonyiagu, & Nwankwo, Citation2013; Umeonyiagu & Nwobi-Okoye, Citation2015a, Citation2015b, Citation2013). Also, these soft computing tools sometimes perform even better than rigorous probabilistic analysis (Shang, Citation2016a, Citation2016b).
The literature is replete with research on the use of soft computing tools to model the properties of sand moulds. Nagur Babu, Ohdar, and Pushp (Citation2006) used ANN- and ANFIS-based models to predict the green compressive strength of clay bonded moulding sand mixtures. The input parameters to the models were clay content, moisture, coal dust and mulling time. The results they obtained showed that the green compressive strengths predicted by the ANN and ANFIS were in good agreement with experimental data. However, the ANFIS model predicted more accurately than the ANN. Karunakar and Datta (Citation2007) used ANN and GA to predict and optimize the properties of green sand mould. The inputs to the ANN and GA were experimentally obtained grain fineness number, clay percentage, moisture percentage, mulled time and hardness with an objective to formulate the green sand mixture optimally. The outputs were green compressive strength, green shear strength, permeability, dry compressive strength and dry shear strength. The fitness function for the GA was developed through regression analysis. The result they obtained showed that GA with fewer prediction errors predicted the sand mould properties much better than ANN. Ohdar and Pushp (Citation2003) used ANN to predict the collapsibility of moulds and cores of CO2 sands. The input parameters to the ANN were binder content, gassing time, temperature and additive content using three different additives, namely coal dust, dextrin and alumina. The results showed that the ANN predicted the collapsibility creditably well with a maximum prediction error of 2%. Parappagoudar, Pratihar, and Datta (Citation2007) used ANN to determine input–output relationships in the cement-bonded moulding sand system. The mould properties, compression strength and hardness were predicted by varying the process parameters, such as percentages of cement, of accelerator and of water and testing time. The results they obtained showed that the ANN model predictions were in good agreement with experimental values. Parappagoudar, Pratihar, and Datta (Citation2008) used ANN and GA to predict the mould properties of sodium silicate-bonded, carbon dioxide gas hardened moulding sand system from the input process parameters. The input parameters were % sodium silicate, soda to-silica, gas flow rate, gassing time, and % coal dust, while the responses were as-gassed compression strength, retained strength, and permeability of the mould. The GA used a model developed from regression analysis as a fitness function. The result they obtained showed that the ANN with smaller mean absolute percentage error predicted the mould properties better than the GA. Vundavilli, Surekha, and Parappagoudar (Citation2014) developed a GA optimized ANN model for prediction of the properties of resin-bonded sand system. The process parameters were percentage of resin, percentage of hardener, number of strokes and curing time were used as inputs while the predicted responses were compression strength, tensile strength, shear strength and permeability. The study results showed that the predicted experimental responses from the GA optimized ANN were in very good agreement with experimentally obtained responses.
As the literature showed above, ANN and GA had been used in several instances in modeling the properties of sand moulds. This study differs with others in that it attempts to do a multi-objective optimization of dry compressive strength and unit cost of production of a dry sand mould. Also, the study is unique in that it used ANN as a fitness function in a GA for multi-objective optimization of properties of dry sand mould. Hence, the aim of this study is to carry out a modeling, prediction and multi-objective optimization of dry compressive strength and cost of foundry sand developed with groundnut shell ash and ant hill soil using ANN and Genetic Algorithm. This research is unique in several ways: first, groundnut shell ash particles (GSAp) and ant hill were used to produce foundry sand; secondly, a multi-objective optimization of compressive strength and cost of the produced groundnut shell ash particles (GSAp) and ant hill Bonded Foundry Sand was done. Furthermore, a nontraditional optimization method, genetic algorithm, was used for the multi-objective optimization. Finally, the genetic algorithm used an artificial neural network as its cost function.
2. Methodology
2.1. Experimental procedure and foundry sand production method
2.1.1. Sample production
It has been established that varying the GSAp from 2% to 14% with 2-step interval and ant hill from 5% to 30% with 5-step interval gave an effective bonding (Okonji et al., Citation2018). Hence, the additives (GSAp and ant hill) were mixed with river sand in the proportions 2/0, 4/5, 6/10, 8/15, 10/20, 12/25 and 14/30%. These formulations were measured with a digital scale and mixed thoroughly in a roller mill for about 10 min. The mixture was molded into standard specimens and classified for tests after compacting. Each sample shown in Figure was cylindrical in shape with a diameter of 50 mm and 50 mm in height and weighed 1 kg. They were baked in a 3kw electric oven at a temperature of 100-300°C for 1–5 h and oven cooled in desiccators before the test. These procedures were in accordance with AFS standard (AFS Citation2000).
Figure 1. Photograph of produced dry foundry sand test samples

2.1.2. Determination of dry compressive strength
Standard universal strength test machine is shown in Figure which is equipped with a meter to instantaneously read strength (in KN/m2) with proper specimen gripping attachment was used for the dry compression strength tests. During testing, a steadily increasing compressive force was applied on the specimen by the machine until failure occurred and strength instantaneously read from the gauge.
Figure 2. Photograph of the compressive strength test in progress

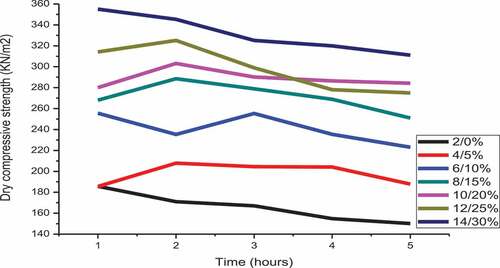
Figures – show the variation dry compression strength with changes in GSAp and ant hill composition of the dry foundry sand. As shown in Figures –, generally the dry compressive strength increases with increasing percentage addition of GSAp/ant hill: 2/0, 4/5, 6/10, 8/15, 10/20, 12/25, 14/30% for various temperatures between 100°C and 300°C. Also, generally for a given temperature, the compressive strength increases as the baking time increases until a certain time when the compressive temperature starts decreasing with an increase in baking time.
Furthermore, as the Figures show, as the temperature increases from 100°C to 300°C, it took a shorter time for the samples to bake. This is attributed to quick bonding for the formulation as the temperature increases. A close observation of the Figures equally shows that increases in the percentage of GSAp and ant hill increase the baking time. This observation could be attributed to the high moisture content of the formulation as GSAp and ant hill increases.
Figure 3. Variation of the percentage of dry compressive strength with GSAp/ant hill composition baked at 100°C
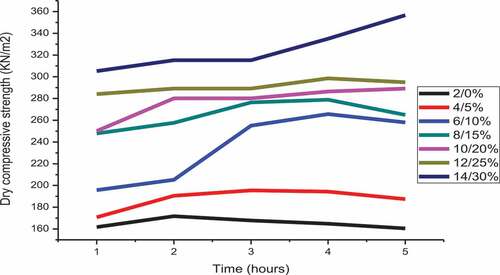
Figure 4. Variation of the percentage of dry compressive strength with GSAp/ant hill composition baked at 200°C
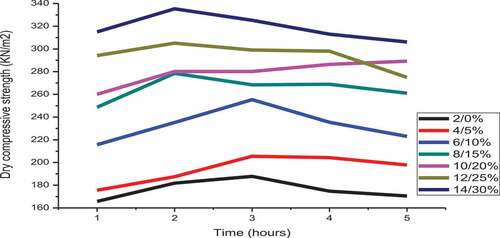
Figure 5. Variation of the percentage of dry compressive strength with GSAp/ant hill composition baked at 300°C
2.2. Dry foundry sand cost determination methodology
We determined the foundry sand cost through the following formula:
Foundry Sand Cost = baking cost + Foundry Sand material cost
The Foundry Sand material cost in Naira (N) is determined thus:
Weight of Foundry Sand material = 1 kg
Cost per kg of sand = N2/kg
Cost/kg (GSAp) = N200.00
Cost/kg (ant hill) = N100.00
The Foundry Sand material cost in dollars ($) is determined thus:
$1 = N362
Cost/kg (A356) = $1.47
Cost/kg (CHp) = $0.69
Weight (x) of 1% GSAp in brake drum is given by:
Weight of 1% ant hill in brake drum is given by:
Therefore,
Weight of 1% GSAp in foundry sand = 0.01 kg
Weight of 1% ant hill in foundry sand = 0.01 kg
Similarly, the cost in Naira of 1% GSAp in foundry sand (Cu) is given by:
Cu = N3.85 = $0.01
Similarly, the cost in Naira of 1% ant hill in foundry sand (Ca) is given by:
Ca = N3.85 = $0.01
To determine the heating cost we used the electricity use charge in Nigeria which is:
Electricity heating charge = N45.24/kilowatt hour = $0.12/kilowatt hour
Note: The baking furnace can hold three moulded samples produced using the foundry sand.
3. Soft computing techniques for modeling material properties
Soft computing techniques are various computational models, algorithms and artificial intelligence procedures used in modeling and optimization in science and engineering. Soft computing techniques include but not limited to fuzzy logic, artificial neural network (ANN), adaptive neuro-fuzzy inference systems (ANFIS), expert systems, evolutionary algorithms, other natural optimization algorithms, etc.
With ubiquity and proliferation of cheap computing tools and software technology, soft computing tools are currently primary modeling and optimization tools of choice favoured by engineers and scientists. In comparison to mathematical models, soft computing tool-based models are easier to develop and often give more accurate results.
3.1. Artificial neural networks (ANNS)
Artificial neural networks (ANN) are one of the computational tools in soft computing inspired by nature. ANN is based on the structure of the central nervous systems in humans and other animals. The nervous system in living organisms which includes the brain is responsible for intelligence in humans and other living organisms. Just like the nervous system, the basic computational unit in ANN is called the neuron.
The ANN is organized in layers and each layer is made up of neurons. The neurons are systematically linked together to form a network as shown in Figure . It should be noted that the ANN structure (Figure ) is not a tree (Shang, Citation2015).
Figure 6. Two-input feed forward neural network model
As shown in Figure , the ANN consists of three layers, namely: input, hidden and output layers. The ANN shown above has two inputs and one output. The input layer has two neurons, the hidden layer has two neurons and the output layer has one neuron. The ANN uses various types of algorithm to learn. These algorithms include Levenberg-Marquardt algorithm, gradient descent algorithm, genetic algorithm or other natural optimization algorithms (Russell & Norvig, Citation2003; Haupt & Haupt, Citation2004; Nwobi-Okoye & Umeonyiagu, Citation2016; Nwobi-Okoye and Igboanugo, Citation2013).
ANN has three basic applications, namely: clustering, classification, and prediction. The present application is for prediction. The inputs consist of baking temperature, baking time and percentage of additives to the foundry sand, while the outputs are the dry compressive strength and unit cost of dry foundry sand production.
3.2. Genetic algorithm (GA)
Genetic algorithm is an optimization algorithm inspired by nature. GA is one of the stochastic optimization methods commonly referred to as metaheuristics. GA mimics the evolutionary procedures found in nature to arrive at optimal or near-optimal solutions to scientific problems (Piuleac, Curteanu, Rodrigo, Sáez, & Fernández, Citation2013). The algorithm mimics the natural procedures of cross-breeding and mutations used in nature to obtain the fittest organisms that survive from generation to generation. GA procedure begins with an initial population called the starting population (Igboanugo & Nwobi-Okoye, Citation2011; Okiy, Oreko, Nwobi-Okoye, & Igboanugo, Citation2017). A fitness or cost function is used to select the fittest among the population that will move to the next generation which is usually based on the population members with least cost values (Nwobi-Okoye et al., Citation2019). Half the initial population are frequently selected to move to the next generation after sorting the initial population in order of increasing cost (Igboanugo & Nwobi-Okoye, Citation2011; Okiy et al., Citation2017). The selected population undergoes cross-breeding and mutation in the next generation to reach the size of the initial population prior to selection. The least cost member of the population in all the generations prior to the present generation is stored. The iteration continues until the optimum or near optimum cost is achieved. Theoretically, the optimum is reached when the fitness or cost of a population member in a certain generation cannot be improved in subsequent generations (Igboanugo & Nwobi-Okoye, Citation2011; Okiy et al., Citation2017). In some situations, the optimum may be a local optimum which would ultimately give a wrong result, but modern sophisticated GA software often give results that are global optima or close to it.
Figure shows the flowchart of a GA procedure for multi-objective optimization called Non-Dominated Sorting Genetic Algorithm II (NSGA-II algorithm) which is used in this research.
Figure 7. NSGA-II algorithm
A function called fitness or cost function is often used in the evaluation of the fitness of the population members in the NSGA-II algorithm shown in Figure . Usually, such functions are mathematical functions obtained by relating the outputs to input parameters, for instance in this research the function has to relate the compressive strength or cost with baking temperature, baking time and percentage of additives. In recent times computational algorithms like ANN, ANFIS, etc., have been found to perform better than mathematical functions in many applications in relating outputs to input parameters. Based on this fact ANN was used as the fitness function of the NSGA-II algorithm used in this research. The conceptual model of the ANN-NSGA-II multi-objective optimization system for foundry sand is shown in Figure .
Figure 8. Conceptual model of ANN-NSGA-II multi-objective optimization system for foundry sand
In the conceptual model shown in Figure , the first step during the development of the ANN-NSGA-II procedure is the acquisition of experimental data of the variation of cost with baking temperature, baking time and percentage of additives as well as the variation of compressive strength with baking temperature, baking time and percentage of additives. Subsequently, an ANN function named NET1 was trained with the experimentally obtained cost data. Another ANN function named NET2 was trained and developed with experimentally obtained compressive strength data obtained experimentally. Following the development of the ANN functions, a multi-output function (multiObjective function) was developed with MATLAB with the outputs being cost and compressive strength and the inputs being baking temperature, baking time and percentage of additives using the ANN functions. The operating characteristics of an NSGA-II algorithm described in Figure were set with the objective function being the multi-objective function earlier developed. On setting the upper and lower limits of the inputs, the GA program was run and the Pareto optimal solution obtained as the output.
4. Results and discussion
4.1. ANN modeling and results
The ANN for prediction of dry compressive strength and unit cost of production of dry foundry sand was a multi-layer perceptron feedforward backward propagation network. The network structure for dry compressive strength prediction consists of three layers, namely: input layer, hidden layer and output layer as shown in Figure . The input layer consists of three units (neurons), the hidden layer is made up of 10 neurons while the output layer consists of a single neuron as shown in Figure .
The network training was done using the levenberg-marquardt algorithm and the minimum training error of 11.94691 was achieved after 61 epochs as shown in Figure . Seventy (70) percent of the experimental data were used for training while 15% each was used for testing and validation. The errors during testing and validation were 183.9946 and 95.6759, respectively. The correlation coefficient of the experimental data and predicted outputs during training, testing and validation was 0.99116 as shown in Figure .
Figure 9. The three-input, 10 hidden neurons and one output feed foreword neural network model (3-10-1)
Figure 10. Training errors of the ANN used in hardness prediction
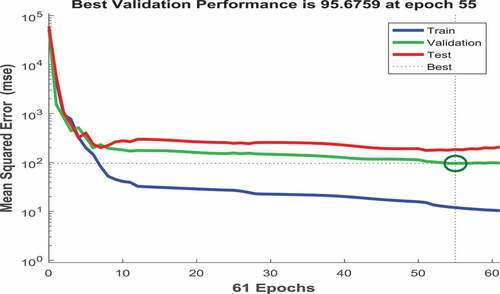
Figure 11. ANN predictions of dry compressive strength vs experimental data
For unit cost prediction, the network consists of seven layers. The input layer consists of three neurons, the hidden layer consists of five neurons while the output layer consists of one neuron. The levenberg-marquardt algorithm was used for training and the minimum training error achieved after 140 epochs was 0.0138. The performance during training, testing and validation is shown in Figure . Notice that in Figure , the errors were low when compared to Figure . Also, the difference between the errors during training and validation was much higher in Figure than in Figure . This is often noticed when the relationship between the response and the independent variable(s) is linear. The correlation between experimental data and predicted unit cost during training, testing and validation was one (1) as shown in Figure .
Figure 12. Training errors of the ANN used in cost prediction
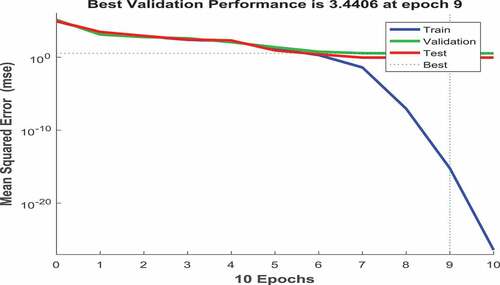
Figure 13. ANN predictions of cost vs experimental data
Table shows some experimental data and predicted outputs for the two networks described above.
Table 1. Some experimental responses and predicted responses for ANN
4.2. Process multi-objective optimization procedure using genetic algorithm and ANN
A well-trained ANN as previously described in section 6.1 was used as the fitness function in MATLAB for a multi-objective genetic algorithm used to carry out the optimization of the dry foundry sand production process. The upper and lower limits of the experimental data, namely, temperature, additives and time were used as the upper and lower bounds of the optimization algorithm. Since the objective of the GA was to minimize the objective function, the negative values of the dry compressive strength were used during the optimization. Value encoding was used in the GA, since the chromosomes represent the real values of the process parameters, namely: temperature, percentage additives and time. The population size used by the NSGA-II algorithm was 60 while the crossover and mutation rates were 0.8 and 0.1, respectively. Since GA is a stochastic optimization algorithm, several runs (five runs) were made and the average value of the results used. The optimized Pareto front achieved after an average of 322 iterations is shown in Figure . The dry foundry sand production process input parameters and their corresponding dry compressive strength and the unit cost values on the optimized Pareto front are shown in Table . The maximum and minimum values of dry compressive strength returned by the multi-objective optimization algorithm were 343.95 and 161.82, respectively, as shown in Table . The difference between the operating cost for the minimum and maximum hardness values on the Pareto front was N215.70.
Figure 14. Pareto optimal set of solutions obtained for the age-hardening process
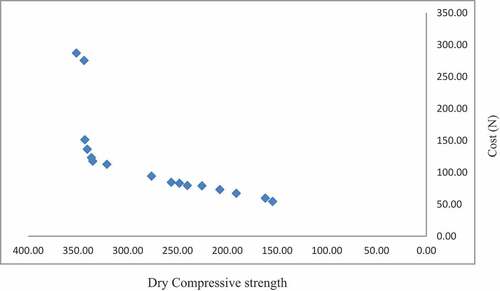
Table 2. Dry foundry sand production parameters and outputs on the Pareto front
For further interpretation of the results, assuming a designer wants a mould with a compressive strength of 320.99 KN/m2, the cheapest cost of producing the mould would be N112.79 according to Table . In order words, any increase in strength above 320.99 would result in increase in the cost of the mould and to make the cost cheaper than N112.79 would result in a decrease in strength of the mould. Similarly, if a designer wants a mould with a compressive strength of 351.66 KN/m2, the cheapest cost of producing such a mould would be N287.12 according to Table . Hence, any increase in strength above 351.66 KN/m2 would result in increase in the cost of the mould and to make the cost cheaper than N287.12 would result in a decrease in strength of the mould.
5. Conclusions
The following conclusions could be drawn from this research:
It was discovered that at a baking temperature of 300°C, the dry compressive strength increases as the baking time increases for a given percentage content of GSAp/ant hill% additive but at a certain baking time the dry compressive strength began to decrease. Generally, at 300°C, at a given baking time, the dry compressive strength increased with an increase in GSAp/ant hill% additive with the exception of some few deviations.
Also, at baking temperatures of 200°C, the dry compressive strength increases as the baking time increases for a given percentage content of GSAp/ant hill% additive but at a certain baking time the dry compressive strength began to decrease. Generally, at 200°C, at a given baking time, the dry compressive strength increased with an increase in GSAp/ant hill% additive with the exception of some few deviations.
Also, at baking temperatures of 100°C, the dry compressive strength increases as the baking time increases for a given percentage content of GSAp/ant hill% additive but at a certain baking time the dry compressive strength began to decrease. Generally, at 100°C, at a given baking time, the dry compressive strength increased with an increase in GSAp/ant Hill% additive with the exception of some few deviations.
Under the given conditions and foundry sand compositions, engineers can produce castings optimally using the Pareto optimal values obtained in this research.
ANN is effective in predicting the dry compressive strength and cost of foundry sand made with GSAp/ant hill% additive.
Genetic algorithm with ANN as fitness function (GA-NN system) is an excellent tool for multi-objective optimization of the dry compressive strength and cost of foundry sand made with GSAp/ant hill% additive.
For future research, the effect of the ash of other agricultural wastes such as rice husk, bagasse, maize husk, etc., and ant hill on foundry sand should be investigated and the dry compressive strength optimized. Also, the other optimization algorithms like simulated annealing, ant colony optimization, particle swarm optimization, differential evolution, etc., should be used and the results compared with GA.
Additional information
Funding
Notes on contributors
Chidozie Chukwuemeka Nwobi-Okoye
Chidozie Nwobi-Okoye is a lecturer in the Faculty of Engineering of Chukwuemeka Odumegwu Ojukwu University, Nigeria. His research interest include: Production Engineering, Energy Systems, Operations Research, Artificial Intelligence, Computational Science and Engineering, Materials Modelling, Systems Engineering and Information Systems.
Patrick Chukwuka Okonji
Patrick Okonji is consulting engineer who specializes in materials and metallurgical engineering. He has had over thirty years experience in industry and in engineering research.
Stanley Okiy
Okiy, Stanley is a training officer in the department of welding engineering and offshore technology, Petroleum Training Institute, Effurun, Nigeria. He is involved in active academic research and engineering consultancy. His research interest include: Operations research and project management.
Related Research Data
References
- AFS. (2000). Mold & core test handbook (3rd ed.). IL: American Foundry Society.
- Atuanya, C. U., Government, M. R., Nwobi-Okoye, C. C., & Onukwuli, O. D. (2014). Predicting the mechanical properties of date palm wood fibre-recycled low density polyethylene composite using artificial neural network. International Journal of Mechanical and Materials Engineering, 7(1), 1–17.
- Haupt, R. L., & Haupt, S. E. (2004). Practical genetic algorithms. Hoboken, New Jersey, USA: John Wiley & Sons, Inc.
- Igboanugo, A. C., & Nwobi-Okoye, C. C. (2011). Optimisation of transfer function models using genetic algorithms. Journal of the Nigerian Association of Mathematical Physics, 19, 439–452.
- Karunakar, D. B., & Datta, G. L. (2007). Controlling green sand mould properties using artificial neural networks and genetic algorithms—A comparison. Applied Clay Science, 37(1–2), 58–66. doi:10.1016/j.clay.2006.11.005
- Nagur Babu, N., Ohdar, R. K., & Pushp, P. T. (2006). Evaluation of green compressive strength of clay bonded moulding sand mixture, neural network and neuro fuzzy based approach. International Journal of Cast Metal Research, 19(2), 19–110.
- Nwobi-Okoye, C. C., & Ochieze, B. Q. (2018). Age hardening process modeling and optimization of aluminum alloy A356/cow horn particulate composite for brake drum application using RSM, ANN and simulated annealing. Defence Technology, 8(3), 3054–3075. doi:10.1016/j.dt.2018.04.001
- Nwobi-Okoye, C. C., Ochieze, B. Q., & Okiy, S. (2019). Multi-objective optimization and modeling of age hardening process using ANN, ANFIS and genetic algorithm: results from aluminum alloy A356/cow horn particulate composite. Journal of Materials Research and Technology, 8(3), 3054–3075. doi:10.1016/j.jmrt.2019.01.031
- Nwobi-Okoye, C. C., & Umeonyiagu, I. E. (2013). Predicting the compressive strength of concretes made with unwashed gravel from Eastern Nigeria Using Artificial Neural Networks. Nigerian Journal of Technological Research, 8(2), 22–29. doi:10.4314/njtr.v8i2.96695
- Nwobi-Okoye, C. C., & Umeonyiagu, I. E. (2015). Predicting the flexural strength of concretes made with granite from Eastern Nigeria using multi-layer perceptron networks. Journal of the Nigerian Association of Mathematical Physics, 29(2015), 55–64.
- Nwobi-Okoye, C. C., & Umeonyiagu, I. E. (2016). Modelling the effects of petroleum product contaminated sand on the compressive strength of concretes using fuzzy logic and artificial neural networks. African Journal of Science Technology, Innovation and Development (taylor and Francis), 8(3), 264–274.
- Nwobi-Okoye, C. C., Umeonyiagu, I. E., & Nwankwo, C. G. (2013). Predicting the compressive strength of concretes made with granite from Eastern Nigeria using Artificial Neural Networks. Nigerian Journal of Technology (NIJOTECH), 32(1), 13–21.
- Nwobi-Okoye, C.C, & Igboanugo, A.C. (2013). Predicting water levels at kainji dam using artificial neural networks. Nigerian Journal Of Technology, 32(1), 129-136.
- Ohdar, R. K., & Pushp, P. T. (2003). Prediction of collapsibility of moulds and cores of CO2 sands using a neural network. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 217(4), 475–487. doi:10.1243/095440503321628152
- Okiy, S., Oreko, B. U., Nwobi-Okoye, C. C., & Igboanugo, A. C. (2017). Optimisation of multi input single output transfer function models using genetic algorithms. Journal of the Nigerian Association of Mathematical Physics, 40, 459–466.
- Okonji, P. C., Nwobi-Okoye, C. C., & Atanmo, P. N. (2018). Experimental study of the feasibility of using groundnut shell ash and ant hill powder in foundry application. Journal of the Chinese Advanced Materials Society, 6, 270–281. doi:10.1080/22243682.2018.1461576
- Parappagoudar, M. B., Pratihar, D. K., & Datta, G. L. (2007). Modelling of input–output relationships in cement bonded moulding sand system using neural networks. International Journal of Cast Metals Research, 20(5), 265–274.
- Parappagoudar, M. B., Pratihar, D. K., & Datta, G. L. (2008). Neural network-based approaches for forward and reverse mappings of sodium silicate-bonded, carbon dioxide gas hardened moulding sand system. Materials and Manufacturing Processes, 24(1), 59–67. doi:10.1080/10426910802543681
- Piuleac, C. G., Curteanu, S., Rodrigo, M. A., Sáez, C., & Fernández, F. J. (2013). Optimization methodology based on neural networks and genetic algorithms applied to electro-coagulation processes. Central European Journal of Chemistry, 11(7), 1213–1224.
- Russell, S. J., & Norvig, P. (2003). Artificial Intelligence: A modern approach. Upper Saddle River, New Jersey, USA: Pearson Educational Inc.
- Shang, Y. (2015). Inhomogeneous long-range percolation on the hierarchical lattice. Reports on Mathematical Physics, 76(1), 53–61. doi:10.1016/S0034-4877(15)30018-5
- Shang, Y. (2016a). On the likelihood of forests. Physica A: Statistical Mechanics and Its Applications, 456, 157–166. doi:10.1016/j.physa.2016.03.021
- Shang, Y. (2016b). Effect of link oriented self-healing on resilience of networks. Journal of Statistical Mechanics: Theory and Experiment, 2016(8), 083403. doi:10.1088/1742-5468/2016/08/083403
- Umeonyiagu, I. E., & Nwobi-Okoye, C. C. (2013). Predicting the compressive strength of concretes made with washed gravel from Eastern Nigeria using artificial neural networks. Journal of the Nigerian Association of Mathematical Physics, 23, 559.
- Umeonyiagu, I. E., & Nwobi-Okoye, C. C. (2015a). Predicting flexural strength of concretes incorporating river gravel using multi multi-layer perceptron networks: A case study of Eastern Nigeria. Nigerian Journal of Technology, 34(1), 12–20. doi:10.4314/njt.v34i1.2
- Umeonyiagu, I. E., & Nwobi-Okoye, C. C. (2015b). Modelling compressive strength of concretes incorporating termite mound soil using multi-layer perceptron networks: A case study of Eastern Nigeria. International Journal of Research and Reviews in Applied Sciences, 24(1), 19–30.
- Umeonyiagu, I. E., & Nwobi-Okoye, C. C. (2019). Modelling and multi-objective optimization of bamboo reinforced concrete beams using ANN and genetic algorithms. European Journal of Wood and Wood Products, 2019(77), 931–947. doi:10.1007/s00107-019-01418-7
- Vundavilli, P. R., Surekha, B., & Parappagoudar, M. B. (2014). ABC and GA optimized NN to model resin bonded mould/core sand system: A soft computing-based approach. Journal for Manufacturing Science and Production, 14(4), 257–267. doi:10.1515/jmsp-2014-0029