
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
Industry 4.0 gives guidelines to drive production to overcome the consequences of the 2008 crisis in the manufacturing sector by emphasizing technological innovations, such as industrial internet, cloud manufacturing, etc. The proposed paper focuses on cognitive manufacturing within the framework of the Emergent Synthesis approach. Specifically, a Class III synthesis problem with reference to tool inventory management in a complex manufacturing environment is addressed. Such complex environment is proved to be affected by significant non-random uncertainty involving tool delivery time fluctuations and unpredictable tool demand. To deal with the complexity of the manufacturing environment, this paper presents bounded rationality as a characteristic of agents. The purpose of the implemented multi-agent manufacturing model is to manage the uncertainty in the perception, action and inner structure of the manufacturing system by introducing bounded rationality in agent characteristics and the probability–possibility transformation of historical data. The applicability and efficiency of the developed multi-agent manufacturing model are investigated in a real industrial case study. The results indicate that the complexity of a manufacturing system can be studied and solved as Class III synthesis problem and it is helpful to integrate bounded-rational agents in a multi-agent system.
PUBLIC INTEREST STATEMENT
Nowadays, manufacturing system environments are becoming increasingly complex and uncertain through globalization of activities, diversification of consumers' demands and economic fluctuation. It is difficult to deal with such complexity and uncertainty using existing paradigms with the top-down approach provided by centralized systems. For that reason, new paradigms have been proposed for next-generation manufacturing such as multi-agent-based manufacturing systems. The latter can adopt emergent synthesis methodologies including biologically inspired concepts such as self-organization, evolution and learning.
This paper focuses on the development of a self-organization-based multi-agent manufacturing system model by introducing bounded-rational agents. The purpose of the model is to handle the uncertainty in the perception, action and inner structure of agents by introducing bounded rationality in their characteristics to eliminate effects of human decisions because they are regarded as unreliable to disturb system optimization, as expressed in the common term “human error”.
1. Introduction
Manufacturing relies on sociotechnical systems where humans and machines cooperate; innovation has been the key factor that since the industrial revolution nurtured the manufacturing industry. Complexity and technology acceleration characterize the recent evolution of manufacturing systems that are becoming increasingly complex and uncertain through the globalization of activities, diversification of consumers’ demands and economic fluctuation. Manufacturing systems can be viewed as complex systems not easy to reduce to a linear paradigm by avoiding the external environment which is able to absorb all that it produces on the basis of the hypothesis of independence from the external environment. Complex systems are composed of interconnected entities that show properties and behaviors not evident from the sum of its single parts (Mitchell, Citation2011; Vogel & Lasch, Citation2016).
The entities or agents are connected, interdependent, diverse, adaptive, and path-dependent, and their interactions result in emergent phenomena. Traditional analytical methods are limited when trying to understand non-linear emergent phenomena with an intermediate degree of interdependence. In 1998, Ueda introduces the synthesis problem, emergence concept and their correlation with problem-solving difficulties in complex manufacturing systems (Ueda, Citation1998). Notably (Hibino & Nakano, Citation2017; Tanaka, Gu, & Zhang, Citation2016) provided a rigorous roadmap for facing manufacturing systems organization by introducing the emergent synthesis theory and the concepts of class I, II and III problems as described below (Ueda, Citation1998):
Class I—Problem with complete description: if information of the environment and purpose is given completely, then the problem is entirely described, but it is often hard to find an optimal solution.
Class II Problem with incomplete environment description: the purpose is complete, but information about the environment is incomplete. Because the problem is not described completely, coping with the unknown environment’s dynamic properties is hard.
Class III—Problem with incompleteness: the environment description and the purpose are incomplete. Problem-solving must, therefore, start with an ambiguous purpose. Human interaction becomes important.
This paper is concerned with the optimization of tool inventory while performing in a complex make-to-order manufacturing environment made uncertain by the behavior of external tool manufacturers, in a supply network, in charge of worn-out tool dressing and responsible for unreliable tool deliveries.
Several authors proposed solutions to optimization problems associated to supply chains.
Khalilpourazari et al. (Citation2019a) suggested to minimize total inventory costs by determining optimal values of the decision variables including time interval between successive perfect supply deliveries.
A robust multi-item Economic Production Quantity (EPQ) model consisting of two objective functions targeting minimization of total inventory costs and the total required warehouse space, respectively, was presented in Khalilpourazari, Mirzazadeh, Weber, and Reza Pasandideh (Citation2019b). A new tri-objective mathematical model targeted to minimize total supply chain costs and transportation time between facilities while maximizing total testing reliability of the donated blood in the laboratories was presented and discussed in Fazli-Khalaf, Khalilpourazari, and Mohammadi (Citation2017). Khalilpourazari, Reza Pasandideh, and Ghodratnama (Citation2018) presented the development of a realistic mathematical model of the problem, using three robust possibilistic programming approaches, in order to deal with uncertainty in main parameters of the model and for determining optimal order quantity and backordering size for each product.
Starting from an evaluation of the evolution of the manufacturing systems and the problem of the supply chain management, the present paper discusses the potentiality of emergent synthesis theory in order to suggest solutions for assessing the feasibility and efficiency of candidate managing approaches of complexity in production systems and develops a self-organization multi-agent-based manufacturing system model by introducing bounded-rational agents in a multi-agent system and by transforming the historical data with the probability–possibility approach in order to improve the system performances. The implemented Multi-Agent Tool Management System (MATMS) for automatic tool finding in a supply network is based on the emergent synthetic approach to solve a Class III problem.
Table compares the most important MATMS characteristics with the same characteristics available in other multi-agent systems encountered in literature.
Table 1. Comparison between the developed MATMS and other multi-agent systems
2. Bounded-rational agent in tool inventory management approach
“Bounded rationality” is a human-specific characteristic of decision-making, i.e. “being partly rational, and in fact being emotional or irrational in the remaining … actions” (Simon, Citation1957). For designing an artifactual system, it has been common sense to eliminate the effects of human decisions because they are considered unreliable and prone to disturb the optimization of the system, as expressed in the common term “human error”. However, humans have the innate ability to generate flexible decisions, and systems including humans can make robust and adaptive decisions.
Already Simon, way back in 1957 declared that most people are only partly rational while remaining emotional or irrational in the residual course of their actions. Williamson (Citation1981) and Ueda (Citation2007), presenting the concept of bounded rationality, claim that “boundedly rational agents experience limits in formulating and solving complex problems and in processing (receiving, storing, retrieving, transmitting) information”.
Conventional methodologies based on top-down problem decomposition are not enough to solve complex problems in manufacturing. Emergent ideas, with the use of both bottom-up and top-down approaches, are required to make know the constraints repeating interactions between the artifactual system and the environment in order to realize an efficient and robust solution (Ueda, Markus, Monostori, Kals, & Arai, Citation2001). Emergent approaches include evolutionary computation, self-organization, behavior-based methods, reinforcement learning, multi-agent systems, bio-intelligence, etc. that are suitable for suggesting efficient, robust and adaptive solutions to the synthesis problem.
In the economics field, a perfectly rational concept has been suggested as a decision-maker with the following embedded statements (Rubinstein, Citation1998):
full knowledge of the problem: the agent is fully conscious of possible alternative actions;
clear preferences: the agent has a clear view of the entire set of alternatives;
ability to optimize: the agent has unlimited capability to carry out all calculations that are necessary to determine optimal re-actions. It never makes errors.
Classical theories based on perfect-rationality models differ from observed practices of actual humans (Williamson, Citation1981). Therefore, bounded rationality has become a key point as a perfect alternative to rationality in recent research activities such as those of behavioral and experimental economics. In these studies, the assumptions applied to the agent models have been relaxed: agents have increasingly limited knowledge of alternatives and their ordering, and limited ability in the optimization processes.
Artificial agents can also be defined to be bounded-optimal in the real world (Rubinstein, Citation1998). They can solve complex decision-making problems in appropriate time, using bounded resources and under uncertain conditions. On the other hand, many research activities have considered such artificial agents as rational.
The complex production environment, considered in this paper, is based on a real industrial case where a turbine blade producer requires dressing operations on grinding wheels from external tool manufacturers in a supply chain.
3. Probability–possibility transformation
Different formulations of probability–possibility transformation have been proposed in the literature.
It is well known that while solving real-life problems, and when historical data are available, but the distribution is not known, one might encounter both uncertainty and imprecision. Uncertainty often refers to the fact that the outcomes are uncertain. Probability density functions (normal, binomial, uniform distributions, etc.) are employed in dealing with the uncertainty in a formal manner. On the other hand, imprecision often refers to the fact that there is a dominance of preference/judgment or there is a lack of enough information/knowledge. Possibility distributions (particularly fuzzy numbers) are often employed in dealing with the imprecision in a formal manner. Although the nuances of probability and possibility are different; they are somehow correlated and probability can be interpreted in terms of possibility or vice versa (Klir, Citation1990; Ullah & Shamsuzzaman, Citation2013; Zadeh, Citation1978).
However, in real-life applications, integration between probability and possibility has been found effective in knowledge extraction, unknown customer needs determination, risk assessment, robust design, decision-making, and alike. To make the integration between probability and possibility even more effective, a computational notion called Fuzzy Monte Carlo Simulation has been introduced. Fuzzy Monte Carlo Simulation uses both the probability density function and possibility distributions (e.g., fuzzy numbers) to model the uncertainty/imprecision associated with the input parameters and, then, to simulate the uncertainty/imprecision associated with the output parameters.
Zadeh (Citation1978) suggested a principle called the probability/possibility consistency principle: “lessening of the possibility of an event tends to lessen its probability—but not vice-versa.” Inspired by this, Dubois & Prade (Citation1988) developed a theory called “possibility theory” by which it was shown that a possibility distribution, in particular, the membership function of a fuzzy number, encodes a family of probability density functions (Dubois, Foulloy, Mauris, & Prade, Citation2004b).
In this paper, the integration between probability and possibility has made utilizing the Fuzzy Monte Carlo Simulation to consider the imprecision and the uncertainty in the historical data stored by the logistics of the turbine blade producer.
4. Emergent synthesis in a multi-agent tool management system
A Multi-Agent Tool Management System (MATMS) for automatic tool finding in a supply network based on the emergent synthetic approach was firstly described in (D’Addona, Citation2005a).
The MATMS acts in a complex manufacturing environment. External suppliers providing for new tools and/or tool dressings represent complexity sources. In fact, the response of external suppliers to dressing job orders is not sufficiently dependable in terms of tool delivery time due to human and natural factors making the operating environment of MATMS unreliable and ambiguous. Thus, the design and development of the MATMS mean to solve a Class III synthesis problem, where, beyond incomplete purpose specification (tool management optimization), ambiguous environmental information (unreliability of tool dressing cycle time and tool demand estimation) leads to unexpected constraints to problem-solving due to the difficulty of handling with the uncertain, dynamic environmental properties of the environment. However, even if the MATMS design involves Class III synthesis problem solving, it can be decomposed into Class I, Class II and Class III problems (Figure )
Figure 1. The manufacturing environment model
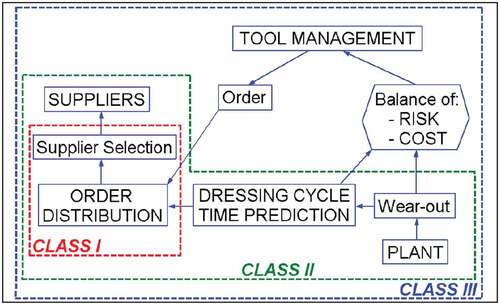
The system agents perform different activities such as supplier selection, dressing cycle time prediction and tool inventory management operations. According to this functional structure, the agent system overall activity may be decomposed into a number of sub-tasks, assigned to each agent, to make an optimal decision through co-creative decision-making.
The MATMS implementation involves the design of an agent-based system that operates in the framework of a negotiation based multiple-supplier chain where a producer requires from external tool manufacturers the purchase of new grinding wheels and/or dressing operations on worn-out grinding wheels (Teti, Citation2003).
In Figure , the block scheme of the MATMS, subdivided into three functional levels, is shown (D’Addona & Teti, Citation2005b):
the Supplier Network Level, incorporating the external tool manufacturers in the supply chain;
the Enterprise Level, incorporating the logistics of the turbine blade producer;
the Plant Level, incorporating the production lines of the turbine blade producer.
Figure 2. Block scheme of the MATMS-based manufacturing. (Information Flow; Material Flow)
The Supplier Network Level is responsible for providing the requested resources and services. It comprises only one type of agent, the Order Acquisition Agents (SAi), representing the external resources/services providers. The SAi interacts only with two Enterprise Level agents: the Resource Agent (RA) and the Order Distribution Agent (ODA).
The Enterprise Level is responsible for coordinating the MATMS activities to achieve the best results in terms of on-time delivery, cost minimization, and so forth. It comprises different intelligent agents performing the fundamental management activities:
the ODA that selects the supplier for each resource/service based on negotiations and constraints
the Dressing Time Prediction Agent (DTPA) that carries out the predictions of grinding wheel dressing cycle times founded on historical data
the RA that has the functions of tool inventory management, tool demand estimation and order quantity determination
the Knowledge & Data Base Agent (K&DBA) handles all the environment information relevant for production management activities, including updating historical data on resources/services time delivery and production plan
The Plant Level is responsible for products manufacturing. It comprises only one type of agents:
the Production Agents (PAj), representing the production lines of the producer factory. The PAj interacts with the RA, to communicate the need for resources/services, with the ODA, to exchange the required resources, and with the K&DBA to update historical data on resource status by sending information on the type of the required resources/services.
4.1. The MATMS—class III synthesis problem
The detailed block scheme of the MATMS, showing all information exchanged between the agents is reported in Figure The Enterprise Level realizes the main MATMS operations through a set of cognitive agents: the ODA, the DTPA, the RA. These agents can be considered intelligent and bounded-rational as they are provided with a dedicated cognitive tool, the domain-specific problem-solving function, used to reach their final goals. Additionally, an intelligent agent has a decision-making function; the input is perceptual information and the output is behavioral solutions.
Figure 3. Block scheme of the Multi-Agent Tool Management System (MATMS)
The domain-specific problem-solving function of the ODA is the OPL Project, developed in ILOG OPL Studio 3.5; the domain-specific problem-solving function of the RA is the Flexible Tool Management Strategy (FTMS) implemented in MATLAB (Teti & D’Addona, Citation2003).
According to this functional structure, the MATMS global activity may be decomposed into a number of sub-tasks, assigned to each intelligent agent as follows:
the ODA task represents a Class I problem since it has complete purpose specification on resource and service
the DTPA task is classified as Class II problem since it has:
- complete purpose specification (prediction of tool dressing cycle time);—incomplete environment description (non-random uncertainty of tool dressing cycle times).
the RA task is a Class III problem that has incomplete purpose specification: it is intrinsically ambiguous, due to 1) the resource management optimization conflicting with logistic objectives, and 2) the incomplete environment description because of uncertain resources/services time delivery and unreliable resources/services demand estimation.
The main purposes of the MATMS for automatic and cognitive tool procurement in a supply network comprise optimal tool inventory sizing and control and dressing job order allocation to external tool manufacturers in the supply chain. Both these tasks are optimized on the basis of cost and stock-out risk minimization using the information provided by the DTPA on supplier-dependent/independent dressing cycle time prediction.
Dressing job order allocation is carried out by the ODA through its dedicated domain-specific problem-solving function consisting in an ILOG OPL project (Teti & D’Addona, Citation2003). The ODA negotiates with the SAi in the Supply Network Level to obtain from each supplier the price and time of dressing operation for the specified worn-out grinding wheels. The ILOG OPL Project provides the tool delivery supplier reliability, Rs, as the ratio of the dressing cycle time offered by the supplier, Tsp(j+ 1), and the dressing cycle time forecasted by the customer for that supplier, Tsd(j+ 1): Rs = Tsp(j +1)/Tsd(j +1), where j indicates the last dressing event that yielded a historical dressing cycle time, T(j), and j+ 1 the next proposed dressing event. When the production lines send communication of tool wear-out events to the RA, it requests the DTPA for a supplier-independent dressing cycle time prediction, Tsi(j+ 1), for each worn-out grinding wheel. Based on the Tsi(j+ 1) prediction and the information on production plans, the RA decides whether or not the grinding wheel dressing is necessary. The FTMS purpose is to make sure that the on-hand inventory level, I, remains within a real-time control range (Imin, Imax) with the following conditions: if I > Imax, the worn-out grinding wheel does not need a dressing job and remains on-hold in the industry warehouse; if I ≤ Imax, the grinding wheel dressing is required and the RA requests the ODA to initiate a procedure to allocate a dressing job order.
4.2. Forecast of dressing cycle time
Tool inventory sizing and control are carried out by the bounded-rational agent, RA, using the FTMS tool, where dressing cycle time prediction is a key reference factor. Supplier-independent and supplier-dependent dressing cycle time predictions are both generated in the MATMS by the same intelligent agent, the DTPA. During the decision-making process on job order allocation, the DTPA communicates the supplier-dependent and supplier-independent dressing cycle time predictions to the ODA and RA, respectively. The forecast of dressing cycle time independent of the supplier is useful when the turbine blade producer has to decide when a worn-out grinding wheel of a specific part-number should be sent for dressing. This decision is made before selecting the supplier to whom the dressing job will be assigned and before knowing whether the dressing should be performed or not. In this framework, this type of solution can be taken only on the basis of a prediction of a “generic” dressing cycle time, that is independent of the supplier that will take care of the dressing operation.
The “generic” forecast, however, cannot be of any help in the context of a supplier selection procedure. This type of procedure assumes that the customer (turbine blade producer) contacts the suppliers in the network to place a dressing order. This customer–supplier interaction is configured as a negotiation action and its contents are the price of the dressing and the proposal of a delivery date. Once the offers of the suppliers have arrived, the customer selects the most convenient. The selection of a supplier for the dressing job assignment is carried out according to the following criteria: delivery date, price, quality and reliability of the delivery. During the allocation of a dressing order, the quality is not explicitly considered, the dressing time and the price are those declared by the suppliers during the negotiation process, but the reliability of the delivery must nevertheless be evaluated. This characteristic can be estimated by comparing the dressing cycle time declared by the supplier with that foreseen for the same supplier. The systems for the prediction of the supplier-dependent and supplier-independent dressing cycle time were developed using the Fuzzy Logic Toolbox software package integrated into the Matlab environment. The structure of the Adaptive Neuro-Fuzzy Inference System (ANFIS) is a first-order fuzzy Takagi-Sugeno (TS) system. The initial Adaptive Neuro-Fuzzy Inference System (ANFIS) was generated through a fuzzy clustering algorithm capable to extract a number of rules from the available training data set capable to represent and justify the data set itself. The system was then optimized through a hybrid learning algorithm, based on error backpropagation and least squares methods, for the optimal identification and estimation of model parameters.
4.3. Supplier-independent dressing cycle time prediction
The implemented ANFIS receives in input historical dressing cycle times corresponding to the number of grinding wheels sent in sequence to different suppliers in the chain, and responds by indicating one or more forecast dressing cycle time values.
Indicating with t the cardinality of the ANFIS training set, with k the forecast horizon and with m the number of inputs, the TS system generates a series of sequential forecasts in which the oldest historical data of the previous iteration, chosen among the incoming m inputs, are eliminated for considering the first of the following ones.
In the simple case of the system in Figure , t is set equal to 4000, while m and k are equal to 4 and 1, respectively. Initially, for example, these inputs coincide with the values in the positions 4001, 4002, 4003 and 4004 in the chronological sequence of the historical data. Starting from these situations, the forecast of the next dressing cycle time, in the 4005th position, will be obtained. Subsequently, the data in 4001 are excluded from the input vector to be replaced with the actual dressing time in 4005, which has become known, in order to obtain the following value placed in the 4006th position. This procedure must be repeated as long as necessary.
Figure 4. Supplier-independent dressing cycle time prediction procedure
4.4. Supplier-dependent dressing cycle time prediction
The system developed for the prediction of the supplier-independent dressing cycle time, exposed in the previous paragraph, can operate only on the complete historical set of data, comprising the data of all the suppliers in the chain. If it has to provide multiple forecasts, it is forced to reiterate itself with limits on the reliability of the forecast horizon. A generalization effort is therefore needed, which explicitly takes into account, for example, the different geographical locations of the suppliers, some of which operate outside the national territory. In other words, considering n equal to 4, initially, the ANFIS calculates the predicted dressing cycle time in the fifth position using the first four historical data (Figure ); consequently, the next four values, considered to predict the dressing cycle time in the sixth position, are the last three historical data and the forecast just calculated (fifth value), and so on. It should be noted that, except for the first forecast, the next predicted values are derived from a combination of historical data and forecast data and consequently the number of forecasts used as inputs increases compared to historical data. Ultimately, with the growth of p, at a certain point, forecasts are derived only from other forecasts. Therefore, high values of p lead to a reduction in forecast accuracy due to the accumulation of errors because of iterativity of the process.
Figure 5. Supplier-dependent dressing cycle time prediction procedure
4.5. Tool inventory sizing and control
The flow of the grinding wheels of each part-number can be schematized as a closed queueing network, since the number of circulating parts, n, remains constant at first approximation (Figure ), in the absence of purchases of new grinding wheels and replaces of grinding wheels no longer usable; however, this quantity can be considered equal to the maximum value assumed by the historical trend of inventory level, I, during a fixed period of time, or it can otherwise be detected by consulting historical documents. So, therefore:
It is possible to schematize the system as constituted by two service centers: grinding center (the production plant) and dressing centers (the suppliers in the chain). During the evolution of the system, the grinding wheels are distributed between the two centers on the basis of the dressing time of the single wheel, the line production rate and the variations in the wheel wear process. In this framework, the total number of grinding wheels circulating in the system is:
where n1 is the number of grinding wheels that are in the grinding center and n2 is the number of grinding wheels sent to dressing centers for dressing operations.
Figure 6. Closed queueing network
To ensure continuity of production, it is necessary that the production plant never remains without tools, that is
5. MATMS complexity solution and results
The emergent behavior of an artificial agent may be originated from intrinsic ambiguity, i.e. from different kinds of behaviors contradicting each other, in order to effectively cope with dynamically changing environmental conditions.
Agent adaptation to such an environment shall thus be modeled by reproducing some characteristics of behavioral flexibility in a fixed behavior pattern. Since an agent may be modeled to include ambiguity, from a logical standpoint an adaptive purpose specification can truly represent the top-down specification.
The proposed manufacturing environment model comprises the following functions: (a) tool management, (b) dressing cycle time prediction, and (c) supplier selection. The interactions of these components are developed according to the modified model of Class III (Figure ). Class III problem refers to uncertainty due to the lack of knowledge that is called epistemic uncertainty. For example, when a tool, machine, and system are developed, it could not be possible to clearly define its objectives and target customers. Therefore, developing the new tool as in the MATMS means to deal with Class III problem.
For designing an artifactual system, it has been common sense to eliminate the effects of human decisions because they are regarded as unreliable and prone to disturb system optimization, as expressed in the common term “human error”. However, humans have the innate ability to produce decisions flexibly, and systems including humans as agents can make decisions robustly or adaptively. Moreover, interesting behavior is apparent in the forms of altruism and role sharing. It is considered that humans do so by virtue of their complexity and bounded rationality, instead of through their abilities to derive optimal solutions and act with perfect rationality.
5.1. Industrial case study
The complex production environment, considered in this paper, is based on a real industrial case where a turbine blade producer requires dressing operations on grinding wheels from external tool manufacturers in a supply chain.
The turbine blade producer is an Italian aerospace company, Avio Aero, part of the GE Aviation group, located in the Pomigliano d’Arco (Naples), Italy.
Turbine blade manufacturing (Figure ) is carried out along several production lines, each for one aircraft engine model (Figure ) requiring a set of CBN grinding wheel types (Figure ).
Figure 7. Turbine blade manufacturing plant

Figure 8. Aircraft engine models

Figure 9. Grinding wheel types

Tool management and control are performed by the turbine blade producer by modifying the size of the tool inventory by increasing or reducing the planned inventory level considering only the experience of the logistic staff. The result of this procedure, founded on the know-how of skilled operators, is represented by a historical inventory trend that is disturbed by human error.
However, the human expert policy can be used for evaluating alternative computation tool management strategies, independent of operator experiences, such as those proposed in the developed Multi-Agent Tool Management System (Teti, D’Addona, & Segreto, Citation2004; Teti & D’Addona, Citation2006, Citation2011).
In actual tool management activities, a significant amount of human interaction is involved and the operating framework is negatively affected by a shortage of environmental information and ambiguity of human intention.
The manual approach, founded on skilled staff experience and utilized by the turbine blade producer for the strategic planning of grinding wheel inventory size, is based on the choice of an appropriate grinding wheels number to cover production requirements for a fixed time period. The logistics staff of the turbine blade producer is conscious of the problems of the manual tool management procedure and proactively modify the inventory size trend by increasing or reducing the inventory level based on their know-how. Expected demand trend based on manual strategy corresponds somewhat accurately to the actual historical one, but there are other cases where the expected trend is highly underestimated, with risk of stock breakage, or largely overestimated, with unnecessary capital investment. For this reason, the activities of the selected italian turbine blade producer seem to be appropriate to evaluate automatic computational strategies that are free from human errors.
5.2. Historical data set
The historical set of data on grinding wheels comprises 5433 dressing cases, relating to 55 CBN grinding wheel part-numbers, stored in 5 years by the logistics of the turbine blade producer with reference to a supply chain of four external tool manufacturers: SA1, …, SA4. This population of dressing cases includes historical data on all existing wheels and all four suppliers in the Supply Network Level.
In Table , information on the number of dressing cases for all suppliers and for each supplier in the chain is shown. As is well known, the parameters characterizing a continuous or discrete probability distribution are the mean or expected value and the standard deviation (De Coursey, Citation2003). The former identifies the centre of gravity of the set of possible values, whereas the latter represents their dispersion around the mean value.
Table 2. Global yearly tools supply cost
Table 3. Dressing cycle cases in the training data sets for all suppliers (S = 0) and for each supplier (S = 1, …, 4) in the chain. Dispersion parameter = St. dev./Mean
If the phenomenon under examination is of repetitive nature, it can be expected that, as the number of available observations increases, the mean tends to approach the expected value of the probability distribution representing the data trend. Accordingly, the probability distribution can be considered a good approximation of the behavior of the phenomenon in the long-range and it can be included in the model.
A probability distribution provides information both on the set of possible values that the uncertain variables can assume and on their relative frequency in the case where historical data are available (Sharif Ullah, Citation2013).
Often, also when objective data are available, it is not possible to determine the exact probability distribution; in these cases, approximations are used consisting of theoretical distributions that best approximate the experimental data. For example, the occurrence of an event influenced by many independent factors, none of which is predominant, can be represented by a normal distribution. This can be furthermore evidenced through analysis for the identification of possible outliers present in the dataset of observations. An outlier in the dataset can be defined as the result of an error in data collection, an incorrect measurement or a structural change in the system generating the data. By definition, an outlier has a value 1.5 times higher than the Inter-Quartile Range (IQR), given by the difference between the 75th and the 25th percentile of the data.
The results of the analyses applied to the historical data set of the 4 four suppliers are reported in Figures –1.
Figure 10. Historical data histogram with fitted normal, gamma and lognormal probability density functions
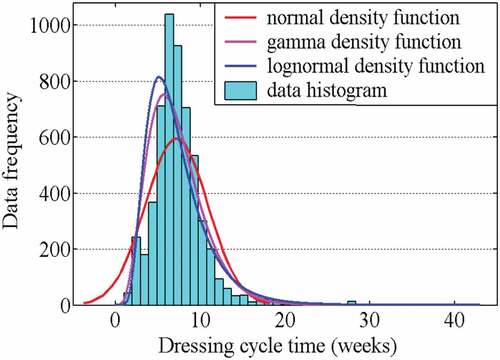
Figure 11. Outlier identification in historical, training and testing datasets (circles)
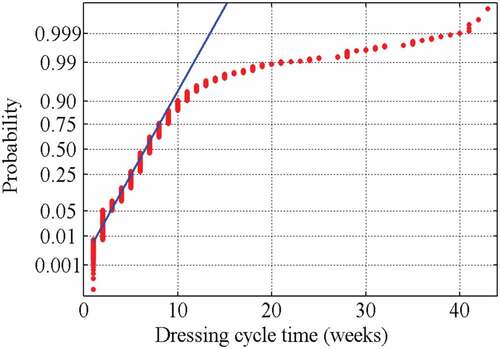
Figure shows that the historical set of data is not well fitted by any of the common theoretical distributions and, in particular, is not characterized by a normal probability density function (Figure ).
Figure 12. Graphical normality testing of historical data (straight line corresponding to normal probability plot)
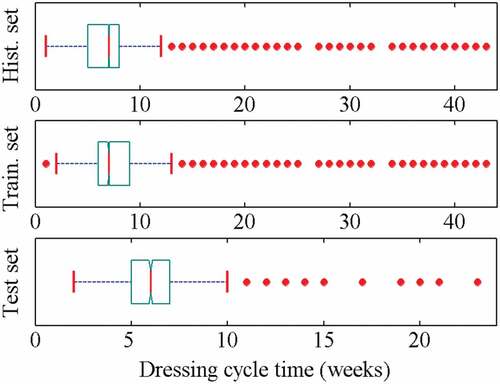
Figure shows the results of outlier identification in the historical, training and testing grinding wheels data sets. As only the central 50% of the data affects the IQR, it is not influenced by the effect of possible outliers. Then, the data could be represented by a normal distribution in contrast with the results reported in Figure .
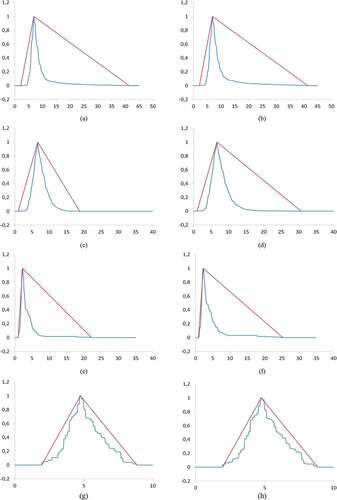
In the present approach, the emphasis is given to the fuzzy number’s ability in encoding a set of nested intervals. The considered probability-possibility transformation can be used to make decisions under uncertainty/imprecision and it appears helpful for application in the MATMS framework. In Figure , the probability-possibility transformation results for all four sets of historical data are reported with two options for each set of data: the data as is (time-dependent) and sorted data (time-independent). The transformed data will be used in the MATMS simulation process.
Figure 13. The probability-possibility transformation results for the data as is, time-dependent (a, c, e, g) and sorted data, time-independent (b, d, f, h) for S1, S2, S3and S4, respectively (straight line: membership function of the probability distribution (triangular fuzzy number); broken line: membership function of the possibility distribution)
6. Proposed solution and results
The proposed solution introduces bounded-rational agents into manufacturing systems and the probability-possibility transformation of the historical data in order to improve system performance.
The MATMSagents can be considered intelligent and bounded-rational as they are provided with dedicated cognitive tools, the domain-specific problem-solving function, used to reach their final goals.
To make decisions in an uncertainty/imprecision framework, a fuzzy number’s ability in encoding a set of nested intervals appeared helpful for application in the MATMS framework.
The use of a dynamic management purpose assignment approach aims at preventing panic buying as a result of stock-out risk aversion ().
Figure 14. Dynamic management purpose assignment
The scope of this dynamic strategy is to make sure that the inventory level, I, remains within a dynamic boundary represented by a real-time control range (Imin, Imax). If I > Imax, the worn-out grinding wheel does not need a dressing job and remains on-hold in the industry warehouse. If I ≤ Imax, the grinding wheel dressing is required and the RA requests the ODA to initiate a procedure to allocate a dressing job order. If I < Imin, both dressing job and new grinding wheels procurement are necessary.
To evaluate the performances of the developed MATMS viewed as a modified model of Class III, the total cost of the grinding wheels, CF, is considered equal to:
CF = Cn + Dn,
where Cn is the cost of the new grinding wheels purchased in a fixed period of time and Dn is the cost of all dressing operations carried out in the same time period.
Test case verification of the applied emergent synthesis approach was carried out to illustrate and assess the MATMS performance.
By comparing the manual approach and the proposed MATMS approach, simulation sessions demonstrate better results for the MATMS model that provides an effective balance solution between the diverging requirements resulting in significant cost reduction.
The developed MATMS model shows a benefit of 50% global saving over the historical cost provided by the manual approach ().
7. Conclusions and future work
In a context of a multiple-supplier chain, an emergent synthesis approach to the inventory sizing dilemma with reference to tool management and control of grinding wheels for turbine blade production was presented.
The main purpose of the implemented MATMS is the optimization of tool management while performing in a complex manufacturing environment made uncertain by the behavior of external tool manufacturers that perform worn-out tool dressing and is responsible for unreliable tool deliveries.
A reliable and robust dressing cycle time forecasting technique, founded on knowledge evolution, was developed for the solution of this Class III synthesis problem through an emergent methodology based on adaptive and dynamic purpose assignment.
The evaluation and comparison of the multi-agent system model performance were carried out with reference to a real industrial case of grinding wheel tool management.
Test case results, assessed in terms of tool supply cost, confirmed the suitability to deal with the manufacturing system complexity as Class III synthesis problem, confirming the benefits of the integration of bounded-rational agents in a multi-agent system and the use of the probability-possibility transformation of the historical data in order to improve system performance.
However, in contrast with these benefits, multi-agent systems fail in dealing with real-time properties. Certainly, they typically adopt best-effort approaches, under which the system behavior in worst-case scenarios cannot be handled, nor guaranteed in advance. Ensuring real-time compliance would be a priceless milestone for agent-based solutions.
In addition, further study can be carried out by considering the analogies between manufacturing and other inventive processes supported by formal tools such as formal languages and semantic webs. The complexity of manufacturing systems could benefit from the results obtained in other areas for which a morphism can be established. Therefore, as the information describing a manufacturing system is particularly structured and complex, the formulation of a theory providing formal tools to assess the form and the content of a production system and its functional behavior could play a crucial role.
The framework of the manufacturing systems, proposed in this research work, could integrate the design of each agent with formal tools, specifically finite state automata, that will permit to decide the performance of the function assigned to the agent. Future research activities will be carried out by integrating hierarchical agents in the Multi-Agent tool Management System, with the scope to communicate through the environment, in order to provide an emergent synthesis of the semantics, and pragmatics of the manufacturing system.
Abbreviations
| ANFIS: | = | Adaptive Neuro-Fuzzy Inference System; |
| CF: | = | total cost of the grinding wheels in a fixed period of time (T); |
| Cn: | = | cost of the new grinding wheels purchased in a fixed period of time (T); |
| Dn: | = | cost of all dressing operations carried out in a fixed period of time (T); |
| DTPA: | = | Dressing Time Prediction Agent; I: historical trend of inventory level; |
| IQR: | = | Inter-Quartile Range; |
| K&DBA: | = | Knowledge and Database Agent; |
| MATMS: | = | Multi-Agent Tool Management System; |
| ODA: | = | Order Distribution Agent; |
| PAj: | = | Production Agents; |
| RA: | = | Resource Agent; |
| SAi: | = | Order Acquisition Agent; |
| TS: | = | first order fuzzy Takagi-Sugeno system; |
| WTA: | = | Warehouse Timer Agent |
Additional information
Funding
Notes on contributors
D.M. D’Addona
D.M. D’Addona is Associate Professor of Manufacturing Technology and Systems at the Dept. of Chemical, Materials and Industrial Production Engineering, Univ. of Naples Federico II. In 2003 she completed her Ph.D. programme in Intelligent Technology and Systems for Production Automation. Her main research interests are focused on manufacturing processes and automation, advanced sensor applications for process monitoring, reconfigurable manufacturing machines and systems, intelligent computation and machine learning for manufacturing technology and systems, cognitive paradigms for Industry 4.0. She has taken part in a significant number of regional, national and international research projects and she is PI of two international projects. She is member of national and international scientific associations in the field of production engineering: CIRP, AITEM, IEEE, and the IEEE-IES Subcommittee on “Computer Vision and Human-Machine Interaction in Industrial and Factory Automation”. She authored over 120 publications, chaired several national and international conferences in the field of production engineering.
References
- D’Addona, D, & Teti, R. (2005a). Intelligent tool management in a multiple supplier network. Annals Of The Cirp, 54(1), 459–462.
- D’Addona, D., & Teti, R. (2005b). Flexible tool management strategies for optimum tool inventory control. 1st International Virtual Conference on Intelligent Production Machines and Systems – IPROMS (pp. 639–20), 2005, 4–15 July.
- De Coursey, W. (2003). Statistics and probability for engineering applications. Newnes.
- Dubois, D., Foulloy, L., Mauris, G., & Prade, H. (2004a). Probability-possibility transformations, triangular fuzzy sets, and probabilistic inequalities. Reliable Computing, 10, 273–294. doi:10.1023/B:REOM.0000032115.22510.b5
- Dubois, D., Foulloy, L., Mauris, G., & Prade, H. (2004b). Probability-possibility transformations, triangular fuzzy sets, and probabilistic inequalities. Reliable Computing, 10, 273–294. doi:10.1023/B:REOM.0000032115.22510.b5
- Dubois, D., & Prade, H. (1988). Possibility theory: An approach to computerized processing of uncertainty. New York, NY: Plenum Press.
- Fazli-Khalaf, M., Khalilpourazari, S., & Mohammadi, M. (2017). Mixed robust possibilistic flexible chance constraint optimization model for emergency blood supply chain network design. Annals of Operations Research, 1–31.
- Hibino, H., & Nakano, M. (2017). Mini special issue on smart manufacturing. International Journal of Automation Technology, 11: 3–119.
- Khalilpourazari, S., Teimoori, S., Mirzazadeh, A., Reza Pasandideh, S. H., & Ghanbar Tehrani, N. (2019a). Robust Fuzzy chance constraint programming for multi-item EOQ model with random disruption and partial backordering under uncertainty. Journal of Industrial and Production Engineering, 36/5, 276–285.
- Khalilpourazari, S., Mirzazadeh, A., Weber, G. W., & Reza Pasandideh, S. H. (2019b). A robust fuzzy approach for constrained multi-product economic production quantity with imperfect items and rework process. Optimization Journal, 31(10): 6587–6614.
- Khalilpourazari, S., Reza Pasandideh, S. H., & Ghodratnama, A. (2018). Robust possibilistic programming for multi-item EOQ model with defective supply batches: Whale optimization and water cycle algorithms. Neural Computing and Applications, 1–28.
- Klir, G. J. (1990). A principle of uncertainty and information invariance. International Journal of General Systems, 17, 249–275. doi:10.1080/03081079008935110
- Mitchell, M. (2011). Complexity: A guided tour. USA: Oxford University Press.
- Rubinstein, A. (1998). modeling bounded rationality, Zeuthen Lecture book series (pp. 8–9). Cambridge, UK: The MIT Press.
- Simon, H. A. (1957). A behavioral model of rational choice. Models of man. In Social and rational (pp. 241–260). New York, NY: John Wiley & Sons.
- Tanaka, K., Gu, S.-M., & Zhang, J. (2016). Designing multi-agent simulation with big time series data for a global supply chain system. International Journal of Automation Technology, 10, 632–638. doi:10.20965/ijat.2016.p0632
- Teti, R., & D’Addona, D. (2003). Agent-based multiple supplier tool management system. 36th CIRP International Semiar on Manufacturing Systems - ISMS 2003 (pp. 39–45), Saarbrücken, 3-5 June.
- Teti, R., & D’Addona, D. (2006). Emergent synthesis in supply network tool management. Journal of Advanced Engineering Informatics, 20, 233–246. Ed., Elsevier. doi:10.1016/j.aei.2006.01.009
- Teti, R., & D’Addona, D. (2011). TRIZ based tool management in supply networks. Procedia Engineering, 9, 680–687. doi:10.1016/j.proeng.2011.03.155
- Teti, R., D’Addona, D., & Segreto, T., Flexible tool management in a multi-agent modelled supply network, 37th International Seminar on Manufacturing Systems – ISMS 2004, Budapest, pp. 451–456, May 2004.
- Ueda, K. (1998). Introduction to the project: Methodology of emergent synthesis. Workshop on the Methodology of Emergent Synthesis (pp. 1–4), Kobe.
- Ueda, K. (2007). Emergent synthesis approaches to biological manufacturing systems. In P. F. Cunha & P. G. Maropoulos (Eds.), Digital enterprise technology (pp. 25–34). Boston, MA: Springer.
- Ueda, K., Markus, A., Monostori, L., Kals, H. J. J., & Arai, T. (2001). Emergent synthesis methodologies for manufacturing. Annals of CIRP, 50, 535–541. doi:10.1016/S0007-8506(07)62994-1
- Ullah, A M M, & Shamsuzzaman, M. (2013). Fuzzy Monte Carlo Simulation Using Point-cloud-based Probability–possibility Transformation, Simulation: Transactions Of The Society for Modeling and Simulation International, 89(7), 860–875.
- Ullah, A. M. M., & Shamsuzzaman, M. (2013). Fuzzy Monte Carlo Simulation using point-cloud-based probability–Possibility transformation. Simulation Transactions of the Society for Modeling and Simulation International, 89, 860–875. doi:10.1177/0037549713482174
- Vogel, W., & Lasch, R. (2016). Complexity drivers in manufacturing companies: A literature review. Logistics Research, 9, 25–91. doi:10.1007/s12159-016-0152-9
- Williamson, O. E. (1981). The economics of organization: The transaction cost approach. American Journal of Sociology, 87, 548–577. doi:10.1086/227496
- Zadeh, L. A. (1978). Fuzzy sets as a basis for a theory of possibility. Fuzzy Sets and Systems, 1, 3–28. doi:10.1016/0165-0114(78)90029-5