
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
Drilling is a salient machining process employed in assembling the components and structures made from polymer composites. Influence of various drilling process parameters on the drilling process has been identified and controlled to maintain the integrity of the composite material and avoid material damage during drilling. The precision of drilling depends upon many process parameters like feed rate, tool material, cutting speed, drill diameter, fiber orientation in composite material and thrust forces developed. The present investigation deals with the study and evaluation of influence of drilling parameters such as material thickness, drill diameter, drill point angle, feed rate and spindle speed on thrust force developed during drilling of glass fiber reinforced plastic composite laminates using Taguchi method. The experimental results prove that drill angle and the spindle speed are the most significant parameters which influence the thrust force. The simulation of the drilling process was developed using a novel system dynamics (SD) modelling approach through a causal loop diagram. Design of experiments (DOE) was utilized to generate a number of experiments required. A full factorial design is used, and 243 holes were drilled to collect the experimental data. The required mathematical equation for modelling was developed by using DOE method. To validate the SD results, the results obtained through SD novel approach were compared with artificial neural network and response surface method which are recognised as the best simulation tools and noticed a good agreement between the values obtained. The novel SD approach of modelling showed an agreement of more than 93% acceptance level with the experimental results.
PUBLIC INTEREST STATEMENT
Drilling is a significant method of manufacturing used in the assembly of polymer composite parts and structures. Drilling accuracy depends on the parameters such as feed rate, tool material, cutting speed, drill diameter, fiber orientation of composite material and established thrust forces. Several researches have studied the influence of drilling process parameters to achieve the integrity of the composite material and avoid material damage. The present investigation deals with the evaluation of influence of drilling parameters on thrust force developed during drilling of glass fiber–reinforced plastic composite laminates using a novel system dynamics (SD) modelling approach through a causal loop diagram. The results are compared with artificial neural network and response surface method. The experimental results prove that drill angle and the spindle speed are the most significant parameters, which influence the thrust force. Design of experiments is used to generate a number of experiments required. The novel SD approach of modelling showed an agreement of more than 93% acceptance level with the experimental results.
Competing interest
All authors declare no competing interest.
1. Introduction
Glass fiber–reinforced plastic (GFRP) composites find a wide range of application in the industries like automotive, marine and aerospace due to their significant mechanical, tribological and thermal properties (ASM Handbook., Citation2002). Glass fibres are extensively utilized as the reinforcement for the polymeric resins, particularly with epoxy and polyester. Though the glass fibre possesses a low stiffness compared to its counterparts, it possesses the unique advantage of combining low density with high strength. Moreover, glass fibres also have an economic advantage over carbon and aramid (Kevlar) fibres. Thus, it shall continue to be used as a prime reinforcing material even in the futuristic applications of composites (Al-Malaika, Axtell, Rothon, & Gilbert, Citation2017). The incorporation of glass fibres as reinforcement to polymers increases the tensile strength, creep resistance, flexural modulus, impact resistance, chemical resistance and dimensional stability (Pihtili & Tosun, Citation2002).
The research has proved the E-glass to be strong enough to be used in composites for making armour (4, 5). Machining of these composite materials is critical and exhibits certain problems such as delamination, shrinkage, fiber pull-out, degradation, etc., owing to their heterogeneity and anisotropic behaviour (Hu & Liu, Citation2010; Tagliaferri, Caprino, & Diterlizzi, Citation1990). Drilling is a salient machining process employed in assembling the components and structures made from polymer composites. The defects caused in composite laminates due to the drilling process result in lowering the load-bearing strength and durability (Wong, Wu, & Croy, Citation1982). The application demands for drilling of quality holes in GFRPs; however, researchers have identified that delamination in the GFRP laminate composites is a major limiting factor. The accuracy of drilling process to obtain a good quality drill is influenced by the thrust force, which is affected by variables, such as drill geometry, drilling speed and feed rate, produced during drilling (Dixit, Pal, Kapoor, & Stabenau, Citation2016; Jain & Yang, Citation1993; König & Grass, Citation1989; Linbo, Lijiang, & Xin, Citation2003; Ramkumar, Aravindan, Malhotra, & Krishnamurthy, Citation2004; Wang, Wang, He, & Yang, Citation1998). An attempt has been made by researchers to limit the thrust force by varying and optimizing drilling parameters through simulations and experiments. The numerical methods with mathematical equations are developed in 3D space and utilized for geometrical calculations of the drilling procedure (Bagci & Ozcelik, Citation2006; Kadirgama, Abou-El-Hossein, Mohammad, Al-Ani, & Noor, Citation2008; Vijayaraghavan & Dornfeld, Citation2007; Zitoune & Collombet, Citation2007). The finite element analysis and a numerical approach are carried out based on the Lagrangian and Eulerian methods (Bagci & Ozcelik, Citation2006; Dixit et al., Citation2016; Kadirgama et al., Citation2008; Linbo et al., Citation2003; Ramkumar et al., Citation2004; Vijayaraghavan & Dornfeld, Citation2007; Zitoune & Collombet, Citation2007).
Patwari et al. investigated the effect of feed rate (100, 300 and 500 mm/min), speed (500, 750 and 100 rpm) and drill tool diameter (6, 9 and 12 mm) on the surface roughness of GFRP with and without the presence of electromagnetic waves. The study comprising Box–Behnken (Bagci & Ozcelik, Citation2006) experiments indicated that the machining in the presence of electromagnetic waves improves the surface roughness of the drilled hole. Though the authors present the case of using the electromagnetic waves and prove the fact that the application of magnets improves the drilling quality, there is no explanation provided as to how the magnetic effect is affecting the non-ferrous GFRP material. There is also no mention of the type of glass fibre and matrix material used in the work. Therefore, the results obtained lose its credibility (Patwari, Yusuf, & Ferdous, Citation2019).
Shahkhosravi et al. investigated the impact of high-speed drilling parameters on the delamination during GFRP drilling and subsequently on the static strength and fatigue life of woven glass fibre–reinforced epoxy composite laminates (Shahkhosravi, Yousefi, Najafabadi, Burvill, & Minak, Citation2019). Acoustic emission technique was used to determine the delaminated zone, and the delamination factor was calculated using the Davim’s adjusted model, which very well accommodates the damaged area and the major crack length. The experiments were conducted at high speeds (3000, 6000 and 10000 rpm) and with the feed rates (50, 100 and 150 mm/min). It was found that the extent of cyclic load–induced delamination decreases as the hole cutting speed increases or as the feed rate decreases. The article is a potential research work but lacks the development of mathematical modelling for predicting the damage in the composite. In addition, the type of delamination measured in the work is not clear.
Forrester (Citation1995) from the Massachusetts Institute of Technology, Cambridge, is the founder of the field of system dynamics (SD). SD is a method for studying the world around us. It helps us to better understand the causes of interesting or surprising behavior, whether social or technological, or both. It also helps us to find solutions to persistent problems. The behavior under study is not only interesting or surprising, but also undesirable. SD can be used to find ways to improve that behavior. Nowadays, SD finds huge applications in the management sector. For the first time, we made an attempt to introduce the SD as a simulation tool in the field of machining process. SD is an easier and effective tool in comparison with artificial neural network (ANN) and response surface method (RSM) as it involves simple model building approach, which does not consist of any programming. SD simulation in manufacturing dynamics has been extremely effective and has been in use for several decades. Oyarbide et al. have used SD in the simulation of production design for modelling and simulating the engine production facility (Oyarbide, Baines, Kay, & Ladbrook, Citation2003).
In the present investigation, novel SD modelling and simulation approach is used to simulate the thrust force and the process parameters influencing the overall drilling process, so as to select optimum thrust force to reduce delamination and produce quality holes.
2. Materials and methods
2.1. Materials
The materials used included the E-glass chopped strands as reinforcement material of density 2590 kg/m3 and modulus of elasticity of 72.5 GPa. The matrix material used is general-purpose epoxy resin. The E-glass fibres were reinforced with resin matrix in 44% volume fraction. The recommended methyl ethyl ketone peroxide is used as a hardener. Hand layup process was used to fabricate the GFRP composite sample specimen. Figures and show the prepared specimen and drilled specimen.
Figure 1. Prepared specimen
Figure 2. Drilled specimen
2.2. Machining of GFRP composites (drilling)
The drilling of GFRP composite laminate was conducted using 3-hub TRIAC CNC machine as shown in Figure . Solid carbide drills were used to drill holes since they possess a very minimum wear rate. During the drilling process, thrust force was measured using Kistler dynamometer and charge amplifier. The mean values of the force generated were tabulated from the data collected in dynoware format.
Figure 3. TRIAC CNC vertical machining centre setup

The process parameters considered for machining (drilling) of the GFRP composite laminate considered in the study are shown in Table . Taguchi full factorial design was used to select the optimum number of experiments through design of experiments. Level 1, Level 2 and Level 3 with varied process parameters were considered.
Table 1. Factors and levels
3. Results and discussion
3.1. Analysis of variance for thrust force
The one-way analysis of variance (ANOVA) test was used to find significant parameters with the confidence level of 95%. The results of ANOVA test, shown in Table , indicate that drill point angle and the spindle speed significantly influence the thrust force. The results obtained also indicate that the combination of the parameters like speed and diameter and speed and drill point angle effects the cutting force significantly.
Table 2. ANOVA for thrust force
3.2. Taguchi method used to optimize the thrust force
The mean values of the thrust force response generated are shown in Table . The analysis is performed considering smaller value is the better one for optimization in the present study. It is observed that drill angle (DA) followed by spindle speed (SS) have the lowest values.
Table 3. Response table (Taguchi method)
Thereby, it is very important to keep a check on the values of these parameters to be lowest possible to control and have minimum thrust force developed. The following parameters with a controlled value of drill angle (DA) = 90°, drill diameter (DD) = 6 mm, material thickness (MT) = 8 mm, drill speed (DS) = 1500 rpm and feed rate (FR) = 75 mm/min prove to be the best combination to achieve a lower value of thrust force.
3.3. Development of simulation model using SD approach
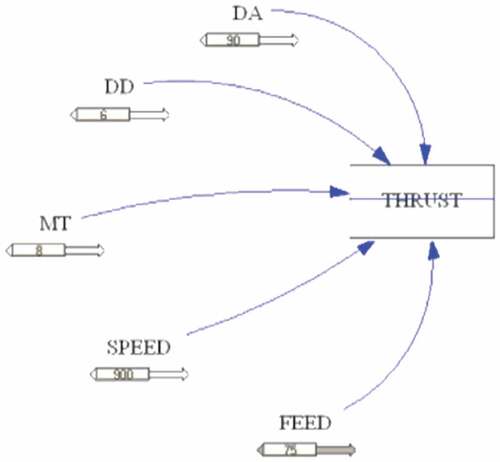
An SD approach using VENSIM model is used to simulate the thrust force considering the chosen input variable as DD, DA, DS, FR and MT. The response variable considered in relation is the thrust force. A connection between each variable and output variable is connected using VENSIM model by developing the causal loop diagram as shown in Figure . The causal loop diagram was generated by using the VENSIM software. A mathematical model that establishes a correlation between input/output variables is developed using MINITAB software and fed into the SD model. Hence, for the varied input variables, the SD model developed simulates the drilling process conditions in GFRP composite laminates and provides the value of thrust force developed.
Figure 4. VENSIM model for the thrust force
3.4. System dynamics: Thrust force simulation
The MATLAB software was used to generate simulation plots for the thrust force versus drilling process variables considered in this study. Figures – show the simulation plots of thrust for various combinations of input variables. From the plot, it is clear that as the spindle speed increases, the thrust force decreases for the parameters DA and MT. It is also noticed that 90° DA, 6 mm MT and 75 mm/min FR yield less thrust force. In the same way, by plotting the graph for other variables and selecting the variables which give lesser thrust force value, an optimum combination of process can be obtained to achieve the minimum thrust force.
Figure 5. Simulation graph of thrust for various spindle speeds and drill angles
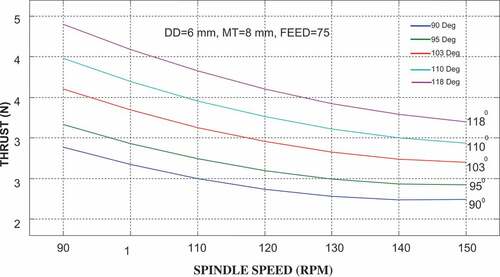
Figure 6. Simulation graph of thrust for various spindle speeds and drill diameters
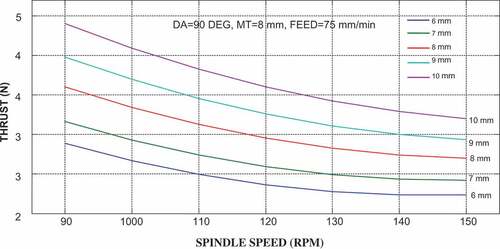
Figure 7. Simulation graph of thrust for various feed rates and material thickness
3.5. Validation of SD tool
The obtained results indicates the thrust force developed, for a controlled drilling process variable simulated using the SD modelling approach is validated using the most widely used simulation tools, ANN and RSM.
3.6. Artificial neural network
The single layer perceptron with single hidden layer is used in simulating the drilling process of GFRP composite laminates. The five nodes in the input layer as shown in Figure correspond to the input variables DA, DD, MT, SS and FR, whereas the thrust force corresponds to one node output layer. The hidden layer (h), learning rate (α) and the momentum rate (μ) shall be optimized by hybridization of single hidden layer perceptron neural network) and genetic algorithm (GA).
ANN needs a set of training, testing and validation data. The fitness function of GA depends on the accuracy of classification of neural network. A customized MATLAB® code is generated. From the total data set of 243 input/output pairs available, 180 pairs were used for training and the remaining for testing and validation. The mean square error was set to 1 × 10−4. The three training parameters (h, α and µ) corresponds to a real valued chromosome of length three units is selected in GA. The mutation rate and crossover selected were 0.2 and 0.6, respectively. Normalized geometrical ranking method was used to select the parent chromosomes.
The expression for computing the prediction accuracy, η, is given in EquationEquation (2)(2)
(2) , where nc is the number of correctly predicted neural network output values and n is the total number of experiments (data) under consideration.
A comparison of the results obtained is shown in Figure , i.e. thrust force by the methods used for modelling and analysis. SD and ANN show good agreement. Hence, the novel approach proves to be a robust method for drilling process optimization.
Figure 8. Structure of GA-SHLPNN
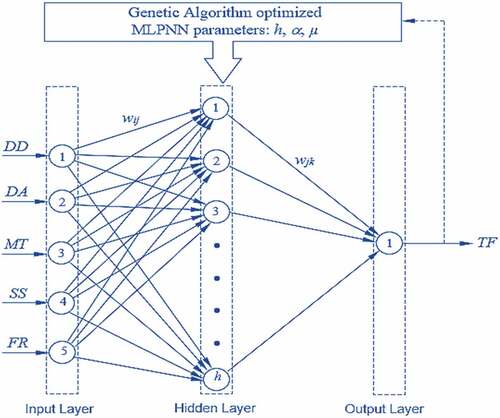
Figure 9. Experimental and simulated thrust force comparison using ANN and SD
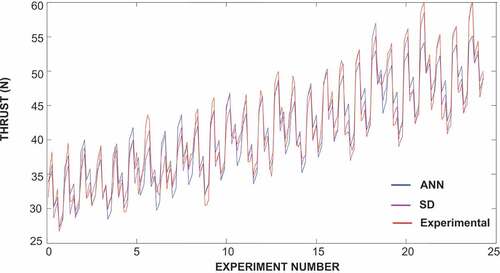
The data obtained from the SD model are compared with the experimental one to predict the acceptance level of the data obtained. The comparison is presented in Table . From the table, it is confirmed that the acceptance level between two data is above 93%. Hence, we can say that there is a good agreement between the data obtained from both the methods.
Table 4. Comparison of experimental and SD results for thrust
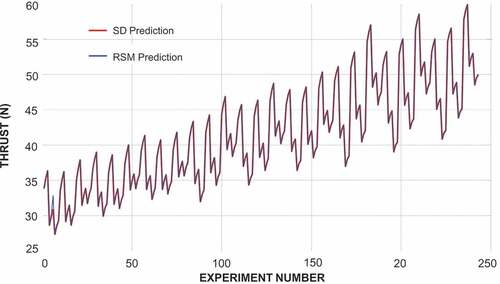
3.7. Response surface methodology
RSM is widely used for modelling and analysis of engineering problems. It is a statistical tool for the optimization of the process variable using the data collected. The RSM tool is used in the current study to optimize the response surface that influences various drilling parameters. Figure shows a comparison of the results obtained using SD approach and RSM. A very close agreement in the results obtained from the two methods is observed when compared with the plot in Figure . Hence, it validates the application of SD as a tool to simulate the machining process.
Figure 10. System dynamics (SD) results versus response surface method (RSM) simulation results
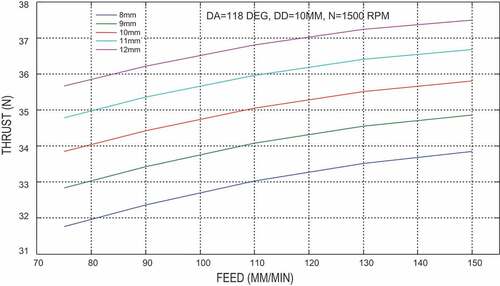
Engin, Unal (Citation2019) investigated the effect of feed (0.05, 0.075, 0.100 and 0.125 mm/rev), speed (200, 300, 400 and 500 rpm) and drill bit angle (118°, 125°, 130° and 140°) on the thrust force and cutting temperature generated during the GFRP drilling process. HSS drill bits of 8 mm diameter is employed in the work, and machining was carried out using CNC operated VMC (Engin, Citation2019). The full factorial design was used by the authors to create the experimental framework. Electronic load cells were utilised to measure thrust force, and thermocouples were used to determine the temperature. The results indicate that the thrust force was majorly affected by the feed, contributing 80.54% to the variance, and drill bit angle proved to be the highly significant factor in case of the cutting temperature. The article does not provide the details of the reinforcing glass fibre and matrix resin used in the work. The authors presented neither the experimental data nor the complete ANOVA result table. The significance of the parameter is given only based on the percentage contribution; therefore, the validity of the obtained result is questionable.
Agwa and Megahed conducted a multi-response optimization of cutting parameters: speed (160, 315, 500, 800, and 1250 rpm), feed (0.056, 0.112, 0.22, 0.315 and 0.45 mm/rev), and drill pre-wear values (0, 14, 22, 36 and 46 × 10−4 g). The performance parameters used in the work were thrust, torque, and entry and exit delamination (Agwa & Megahed, Citation2019). The feed was found to be a dominant factor concerning the torque and exit delamination, whereas the pre-wear dominated the torque and entry delamination. A third-order regression model was suggested. The soft computing method using MATLAB was used to accomplish the multi-response optimisation. The work very well projects the single response optimisation through validated tests and higher-order analytical model having a high accuracy of prediction, but there is no model developed for the overall performance index.
4. Conclusions
Thrust force is a key factor influencing the propagation of delamination and is a major drawback faced in the drilling of GFRP composite laminates. The effective way is to simulate and optimize the drilling process parameters/variables that influence the thrust force to obtain good quality drilled hole without initiating delamination.
From the present study, the simulation results obtained show that
The variables of drilling process simulated conclude that high speed machining, harder tool material and low feed rate influences reduction in thrust force, thus reducing the delamination in GFRP.
The SD approach of modelling and analysis proves to be a robust method to simulate the thrust force developed during the drilling of GFRP.
The results obtained from SD are validated with popularly used tool ANN and RSM. The results are in close agreement.
The simulation plots help to identify the intermediate values, corresponding to the process parameters in considered range.
Hence, SD proves to be an effective tool to simulate the drilling process.
Correction
This article has been republished with minor changes. These changes do not impact the academic content of the article.
Acknowledgements
The authors are grateful to the Department of Mechanical and Manufacturing Engineering, Manipal Institute of Technology, Manipal Academy of Higher Education, Manipal, for providing the lab facilities for the study.
Additional information
Funding
Notes on contributors

Nithesh Naik
Nithesh Naik is a faculty in the Department of Mechanical and Manufacturing Engineering, Manipal Institute of Technology. He has four years of industry experience in the field of planning and design of HVAC systems. He is a master graduate in Design Engineering from prestigious university Manipal Academy of Higher Education (Institute of Eminence). His research interest includes the development of FE analysis of dental sciences, artificial intelligence, composite materials and design and product development techniques. He has applied four patents at Indian Patent Office. He has published several research publications in international journals of repute and has keen interests in medical innovations. He received the award of South India’s most exciting young teacher. His areas of expertise include FE analysis of dental and medical sciences, composite materials, design and product development, medical devices and innovations, artificial intelligence, medical web and app development.
Related Research Data
References
- Agwa, M. A., & Megahed, A. A. (2019). New nonlinear regression modeling and multi-objective optimization of cutting parameters in drilling of GFRE composites to minimize delamination. Polymer Testing, 75, 192–12. doi:10.1016/j.polymertesting.2019.02.011
- Al-Malaika, S., Axtell, F., Rothon, R., & Gilbert, M. (2017). Additives for plastics. In Brydson’s plastics materials (pp. 127–168). Elsevier: Butterworth-Heinemann.
- ASM Handbook. (2002). Volume: 21 composites (pp. 27–34, 940, 951). USA.
- Bagci, E., & Ozcelik, B. (2006). Finite element and experimental investigation of temperature changes on a twist drill in sequential dry drilling. The International Journal of Advanced Manufacturing Technology, 28(7–8), 680–687. doi:10.1007/s00170-004-2417-8
- Dixit, D., Pal, R., Kapoor, G., & Stabenau, M. (2016). Lightweight composite materials processing. In Lightweight ballistic composites (pp. 157–216). Elsevier: Woodhead Publishing.
- Engin, Unal. (2019). Temperature and thrust force analysis on drilling of glass fiber reinforced plastics. Thermal Science, 23(1), 347–352. doi: 10.2298/TSCI180117181U
- Forrester, J. W. (1995). The beginning of system dynamics. McKinsey Quarterly, 4–17.
- Hu, H., & Liu, Y. (2010). High modulus, high tenacity yarns. In Technical textile yarns (pp. 329–386). Elsevier: Woodhead Publishing.
- Jain, S., & Yang, D. C. (1993). Effects of feed-rate and chisel edge on delamination in composites drilling. ASME Journal of Industrial Engineering, 398–405. doi:10.1115/1.2901782
- Kadirgama, K., Abou-El-Hossein, K. A., Mohammad, B., Al-Ani, H., & Noor, M. M. (2008). Cutting force prediction model by FEA and RSM when machining hastelloy C-22HS with 90 holder. Journal of Scientific & Industrial Research, 67, 421–427.
- König, W., & Grass, P. (1989). Quality definition and assessment in drilling of fibre reinforced thermosets. CIRP Annals, 38(1), 119–124. doi:10.1016/S0007-8506(07)62665-1
- Linbo, Z., Lijiang, W., & Xin, W. (2003). Study on vibration drilling of fiber reinforced plastics with hybrid variation parameters method. Composites Part A: Applied Science and Manufacturing, 34(3), 237–244.
- Oyarbide, A., Baines, T. S., Kay, J. M., & Ladbrook, J. (2003). Manufacturing systems modelling using system dynamics: Forming a dedicated modelling tool. Journal of Advanced Manufacturing Systems, 2(01), 71–87. doi:10.1142/S0219686703000228
- Patwari, M. A. U., Yusuf, S. M., & Ferdous, S. R. (2019). Mathematical model for the prediction of electro-magnetic waves on quality of drilled holes in composite materials. Annals of the Faculty of Engineering Hunedoara, 17(1), 125–130.
- Pihtili, H., & Tosun, N. (2002). Investigation of the wear behaviour of a glass-fibre-reinforced composite and plain polyester resin. Composites Science and Technology, 62(3), 367–370. doi:10.1016/S0266-3538(01)00196-8
- Ramkumar, J., Aravindan, S., Malhotra, S. K., & Krishnamurthy, R. (2004). An enhancement of the machining performance of GFRP by oscillatory assisted drilling. The International Journal of Advanced Manufacturing Technology, 23(3–4), 240–244. doi:10.1007/s00170-003-1660-8
- Shahkhosravi, N. A., Yousefi, J., Najafabadi, M. A., Burvill, C., & Minak, G. (2019). Fatigue life reduction of GFRP composites due to delamination associated with the introduction of functional discontinuities. Composites Part B: Engineering, 163, 536–547.
- Tagliaferri, V., Caprino, G., & Diterlizzi, A. (1990). Effect of drilling parameters on the finish and mechanical properties of GFRP composites. International Journal of Machine Tools and Manufacture, 30(1), 77–84. doi:10.1016/0890-6955(90)90043-I
- Vijayaraghavan, A., & Dornfeld, D. A. (2007). Automated drill modeling for drilling process simulation. Journal of Computing and Information Science in Engineering, 7(3), 276–282. doi:10.1115/1.2768091
- Wang, L. P., Wang, L. J., He, Y. H., & Yang, Z. J. (1998). Prediction and computer simulation of dynamic thrust and torque in vibration drilling. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 212(6), 489–497. doi:10.1243/0954405981515798
- Wong, T. L., Wu, S. M., & Croy, G. M. (1982, October). An analysis of delamination in drilling composite materials. 14th national SAMPE technical conference (Vol. 47, pp. 481–483). Atlanta, GA.
- Zitoune, R., & Collombet, F. (2007). Numerical prediction of the thrust force responsible of delamination during the drilling of the long-fibre composite structures. Composites Part A: Applied Science and Manufacturing, 38(3), 858–866.