
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
For the foreseeable future the hardwood production network has an advantage due to the increasing availability of resources. The main challenge is to integrate the upcoming volume of raw material into the existing supply chain for sustainable value creation. This paper examines a form-based postponement concept in order to understand the balance between the benefits of increasing flexibility and the costs caused by it. The contribution of this paper is to apply a form postponement concept in the forest- and wood-based sector, especially the hardwood sector. This paper contains a process flow chart with additional production processes, parameters for material yields of the alternative production processes, an optimization model which calculates the lowest supply network cost and a case study with several network configurations. Results computed from the developed model and configurations show that there are several potentials for an enhanced flexibility of the supply network. On the one hand the combined processes lead to a higher material yield and on the other hand the specification of the product can be carried out later in production. This is made possible by the modularity of the products, by finishing processes at the end of the production unite and by the identification of more decoupling points.
PUBLIC INTEREST STATEMENT
Currently, the utilization and value creation potential of hardwood is underestimated. Adaptations due to climate change results in an increase in the proportion of hardwood within forests and increasing hardwood stocks in central Europe. However, solid hardwood production capacities are already decreasing because of changes in the wood products market. There is a gap between the increasing importance of hardwood resources and the processing of the material along the supply chain with production units. One of the main challenges is to integrate the upcoming volume of raw material into existing supply chains for sustainable value-creation. The main contribution of this paper is the development of a future production concept using form postponement to close the gap between the increasing importance of hardwoods and the lack of production concepts within the solid hardwood supply network. This paper helps to analyse the impact on the production network if a form postponement concept is applied.
1. Introduction
In Europe, hardwood is becoming an increasing component of forests and this could benefit the hardwood production network.
Within this supply network, one of the main challenges is the integration of the growing volume of the raw material into existing production supply networks with their production facilities for sustainable value-creation. In the last two decades, the sub-sectors of industrial roundwood and fuelwood have steadily developed. This is not the case for the solid hardwood sector where individual and innovative utilization concepts are still absent. Market potential can be seen in laminated hardwood products for the construction industry (Luppold & Bumgardner, Citation2015).
Beech timber for glulam products has been investigated for over 20 years now with issues such as grading, finger joining and lamella connection. It has been shown that the suitability of beech wood as a laminated wood product is somewhat impaired by its durability and shrinkage (Breinig, Brüchert, Haas, & Sauter, Citation2015). Although it is technically possible to manufacture laminated beech wood products, there is a lack of research on the strategic planning of a solid hardwood supply network, especially within a network that is specialized in other product types. Currently, no company is constantly producing laminated hardwood products for the construction industry. Kühle, Teischinger, and Gronalt (Citation2019) provided data to the solid hardwood business and develop a mixed-integer linear programming to design a laminated beech wood supply network.
For the flow of solid hardwood material, the sawmill is the focal element since it leads through production processes from sawing into a diverse material flow. Since material costs account for 40 − 70% of total costs, cutting patterns must match the demand of the final product. This has a major impact on total costs, material yield and revenue (Buehlmann, Edward Thomas, & Zuo, Citation2011; Torno, Knorz, & van de Kuilen, Citation2013).
There is a point in the process flow at which the manufacturer has to decide what to produce and for whom. To be more flexible and to have leverage within the supply network, a manufacturer should continue to analyse, adding this point to the existing knowledge. Within the hardwood sawmill, there are several decoupling points (DP) depending on products, production capacity and strategy. Either the procurement of raw material is already allocated to a customer order, or the primary and secondary log breakdown is allocated to a customer by using specific sawing patterns, also known as sawing policies (SP). Alternatively, this can also be undertaken during the edging and trimming of the dried board and herein lies potential which is supported in this paper. With two main product classes, furniture and construction, flexibility in production is necessary in order to satisfy order fulfilment, as well as maintaining low cost and high material yield.
It turns out that the potential lies in the use of the increased stock of hardwoods, which will continue to increase over the next decades and thus they gain even more importance. The challenge is to adapt supply networks and product concepts accordingly and to take into account the trend towards more customization within production planning. Postponement is a mass customization concept, which can close the gap.
We propose a postponement strategy within the hardwood sawmill which has an impact on the whole supply network. Consequently, the following section deals with the literature concerning the properties and benefits of postponement concepts as well as applied postponement concepts in the forest- and wood-based industry, especially the hardwood sector.
2. Literature review and preparatory work
The review of literature presents the properties of postponement and how this production management concept is used in the forestry- and wood-based sector. At the end of this section, the conclusions from the literature review and their significance for this paper will be presented in condensed form.
Postponement is used to reduce the potential uncertainty and to achieve flexibility in the product customization (Brun & Zorzini, Citation2009). It can be applied to move the DP closer to the customer. The DP is a boundary which specifies the position in the chain where the customization occurs. It distinguishes between forecast-driven operations in which future customer orders are anticipated and order-driven operations which are executed in the basis of customer orders (Hoek, Citation2001).
Companies use postponement to determine the DP in order to reduce customer lead time whilst permitting a degree of customization as well as to reduce the costs of the product and process variety (Iacocca & Liberatore, Citation2018; Trentin, Salvador, Forza, & Rungtusanatham, Citation2011). The concept affects inventory level as well as inventory cost, delivery lead time, supply chain flexibility and responsiveness all of which permits a quick reaction to changing customer needs, preferences and options (Saghiri, Citation2011).
For a company, there are two extremes of postponement: 1) the make-to-stock (MTS) which is suitable for high volume and low variety products and has the DP at the end of the process, and 2) the make-to-order (MTO) which is suitable for low volume and high variety products and has the DP at the beginning of the process. Production planning in a hybrid surrounding, like the production of intermediates for the construction and furniture market in the forest- and wood-based industry, is more challenging because both concepts have to be taken into account (Wilson, Citation2018).
Generally, postponement can be classified into three types: time, place and form postponement. Time postponement is the delaying of product movement for as long as possible within a physical distribution process which may support the minimization of costs and may maximize the responsiveness (Servare Junior, Cardoso, Cruz, & Paiva, Citation2018).
Place postponement is defined as maintaining the inventory at a centralized location and form postponement includes manufacturing, assembling, labelling and packaging postponement to finalize the product in response to customer orders (Bagchi & Gaur, Citation2018).
Further classifications of the postponement literature are presented in Hoek (Citation2001).
For postponement, there are enablers which support the success of the implementation. For example, product modularity, component and process standardisation or process reorganization is seen as an enabler of postponement (Forza, Salvador, & Trentin, Citation2008; Saghiri, Citation2011).
Like Liu et al. (Citation2014) and Al-Salim and Choobineh (Citation2009) showed, there are several papers which methodically combine their research for the best DP in the process chain with an optimization model.
Harrison and Skipworth (Citation2008) pointed out that form postponement can increase the flexibility of the production planning system but there is a gap between the theoretical perspective and practical implementation which has to be overcome. These gaps can be filled by the sectoral implementation of postponement.
For the forest- and wood-based sector it becomes clear that there has been a shift towards more customization and just-in-time deliveries as well as orders becoming smaller and more diverse (Espinoza, Buehlmann, Bumgardner, & Smith, Citation2014). Mass customization concepts support these shifts and have a positive impact on the domestic market strength of the sector (Lihra, Buehlmann, & Beauregard, Citation2008).
The following literature research shows that there are several papers that deal with a postponement in the forest- and wood-based industry and the advantages in application.
Audy et al. (Citation2012) conducted an international case study in six different countries. Their main aim was to describe the wood supply chain and markets in order to assess their agility and tailoring capabilities. The focus was based on the forest activities. Two results are taken from the study for this paper: 1) the performance of tailoring is linked to the location of the DP and 2) the study identified two processes where most of the product differentiation activities (PDA) take place and concluded that the tailoring of a product specifications should take place before the PDA.
Nicholls and Bumgardner (Citation2018) discussed the challenges and opportunities for North American hardwood manufacturers in using customization strategies with the related concepts of agility, lean manufacturing, economic clustering, and supply chain management. For the place postponement, the literature review found that imported components should be received as intermediates which are customized with features added at decentralized hubs closer to consumers.
Hauslmayer and Gronalt (Citation2008) proposed a mass customization concept in the parquet industry for the production of wooden floorings. They implemented a time postponement. With this approach, they added more value to low-grade materials as well as reducing customer complaints about the final product defects.
Vendor-managed inventory (VMI), which involves time postponement but not necessarily place postponement, can reduce the overall raw material stock presented by Gronalt and Rauch (Citation2008). Simultaneously, it increased the solid structure timber service level. In their research, the VMI was used to control the stock of sawn wood which is produced at a sawmill and delivered as raw material for solid structure timber production. With the VMI approach, it was possible to flatten demand deviations.
Alayet, Lehoux, and Lebel (Citation2018) used postponement concepts with the goal of optimizing harvesting, storage, transportation, and production operations while improving the competitiveness of this proposed forest products supply chain. Postponement concepts are contained within MTS, MTO and VMI to optimize supply chain profit with a mathematical model. As in Gronalt and Rauch (Citation2008), Alayet et al. (Citation2018) showed that postponement strategies have a significant benefit for the user. For example, it provides the flexibility to adjust production to satisfy demand and VMI which leads to significant inventory cost reductions.
The literature review shows that there is potential for further postponement studies within the forest- and wood-based supply chains and that form postponement is not studied so far. Especially for postponement concepts in the solid hardwood supply network, there are no comprehensive case studies available. From the literature, it follows that the modularity of products must be taken into account, for example, through the use of standardized product components that can be assembled or standardized processes. An important step in the development of the postponement concept is the identification of DP along the supply chain. These points are decisions which have an influence on the downstream process and the customer’s demand.
In this paper, the applied form postponement concept is introduced within sawmills. The DP is relocated from the roundwood procurement process to the sawmill or from the first cutting process to the second cutting process after the kiln-drying. The decision what to produce takes place after the drying process and with a different intermediate product: sawn wood instead of roundwood. This shift influences the delivery time and the downstream production processes. Thus, there is a time shift of four to 8 weeks to the customer depending on species and sawn board dimensions as well as a potential increase in material output.
The planning of the hardwood supply network is complex due to the extensive data used for the production network. Difficulties arise from the calculation of large amounts of data. Thus, the calculations of the supply network costs need a decision support (Drucker, Citation1995). Kühle et al. (Citation2019) provided data of the solid hardwood production network and approaches for the mathematical model.
The research question in this paper is the following: Will the introduction of form postponement lead to lower supply network costs and increased use of resources?
The aim is to study the cost/benefit relationship of the chosen postponement policy and its impact on a potential solid hardwood production network.
The main contribution of this paper is the development of a future production concept using form postponement to close the gap between the increasing importance of hardwoods and the lack of production concepts within the solid hardwood supply network. Here, the appearance as well as the structural market are chosen with sawn beech timber and beech lamellas as intermediate products. Also, alternative process flows are presented with resulting yields of material and the chosen basic cutting patterns.
3. Material and methods
In order to create a flexible production concept with the lowest supply network costs which satisfies the demand of the two hardwood product markets, a process flow chart is firstly developed with additional production process flows. Secondly, the resulting material yields are determined for the alternative production flows. Thirdly, an optimization model is developed to calculate the lowest supply network cost from the forest departments to sawmills and then downstream manufacturers to the customer. Finally, the model is applied to the Austrian solid hardwood network as a case study with several varying network configurations.
3.1. The supply network considered
This paper considers the supply network which includes forest departments providing beech roundwood, hardwood sawmills which distribute the material flow either to the laminated beech wood facilities (LBWF) or to the furniture market and finally customer using laminated beech products (Figure ).
Figure 1. The model of a solid hardwood supply network is presented with its stakeholders and the material flows between them. There is a direct flow from one entity to all entities in the next tier. The source is the forest department and the sink is the customer of either laminated wood products or for furniture sawn timber.
3.2. Process flow
3.2.1. Material flows
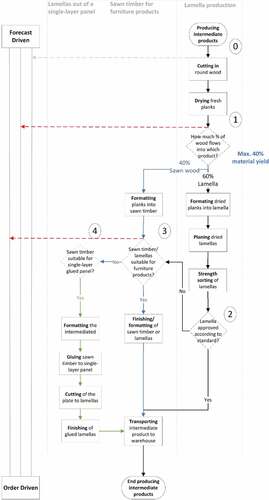
The process flow chart represents three main production process flows and connects the decisions which result in diverse material flows and different material yields (Figure ).
The standard process flows consist of either the production of lamellas for glued timber products as an intermediate or of the sawn timber for furniture products (#0). A third process flow is added. It represents the production of glued lamellas out of a single-layer panel. The concept is developed by Ressel (Citation2002) and is also considered by Hönnebeck (Citation2008).
Within the process flow chart, there are two kinds of decisions. One is a general decision of the material flow and the other is related to the quality of the input material. The general decision assumes that sawmill owners try to satisfy the demand of lamellas more than the demand of sawn timber for furniture products. 60.0% of intermediates flow into the lamella production after the kiln-drying and 40.0% into sawn timber (#1).
There are three decisions which are related to the quality of the input material and they decide if a specific input material is suitable for the next process step, which adds value to the product or not.
The strength sorting is based on standards which divide the material flow into lamellas which are suitable for laminated timber products and which are not. The latter flows into the sawn timber process chain for furniture products (#2).
Within the production of sawn timber, there is a decision which determines whether the input material is suitable for the sawn timber intermediate or not. If yes, then the sawn timber is completed and stored and if it does not fulfil the quality requirements, then it goes into the production process of the single-layer panel (#3).
The last decision determines if the input material is suitable for the production of a single-layer panel. If the decision is positive, the material goes into production. Otherwise, the material is not considered in this paper (#4).
Figure 2. The process flow chart shows the three main production processes with lamellas (right), sawn timber (middle) and single-layer panel (left). They are connected by four decisions elements which are marked with numbers. At the left, the position of the decoupling point is presented between forecast driven and order driven. Also, the types of decisions are represented with #1 the general decision and #2, #3 and #4 the postponement decisions.
3.2.2. Calculation of the relative material yield
Different material yields result from the process flows developed. They are integrated into the optimization model with several cutting patterns to choose from. The calculations of the material yields are the basis for the subsequent numerical experiment.
An initial proportion of 64.0% is assumed which results after the drying process (Table ). From this initial amount 60.0% are dedicated to the production of lamellas and 40.0% to sawn timber. Thus, there is a first mixed outcome with 21.5% of lamellas and 17.9% of sawn timber as the final product of the hardwood sawmill. From the decision #3, there is an additional amount of 5.1% for the sawn timber. Finally, from the decision #4, 8.2% of material flow into lamellas. Besides the additional material flows, there is the possibility to only choose either the production of lamellas with 22.0% or sawn timber with 40.0 %. A compilation of the values is presented in Table .
Table 1. Calculated material yields for the two different final products by considering the additional production process flows. The four decisions from the process chart are shown as well as the resulting relative material yields, which are added to the quantity of the end-product
Table 2. The final material outputs resulting from the additional process decisions and SP are displayed. They are printed in bold for the individual SP
The additional production processes that are responsible for a potential increase in yields also generate additional costs. The additional costs were determined according to the relative cost expenditure as presented in Table according to the SP. In Table the additional costs are presented alongside the variable sawing cost. The result is a cost span with a minimum and maximum value (Table ).
Table 3. Material yield and additional cost for the individual SP. For each SP, the material yields for lamellas (product 1) and sawn timber (product 2) are presented in %. From SP 1, the basis policy, the following policies are developed. There are relative cost expenditures for SP 3 and 4
Table 4. Additional expenditures of the alternative production processes are presented depending on the sawmill production capacity in %. This results into a cost span which is shown with min and max values
3.3. Model description
We propose a linear programming model to find the minimal cost for the supply network which fulfils a specific demand of two product markets per year. The model considers several parameters which characterize the following five entities: forest departments, sawmills, LBWF, buyer of beech sawn wood for furniture and laminated beech wood market.
Decision variables are introduced to describe material flows in these entities and within the solid hardwood supply network.
The following section presents the exact formulation of the optimization model, defining sets, the objective function, decision variables and constraints.
Indices
| F | = | Set of forest departments |
| S | = | Set of sawmills |
| L | = | Set of laminated beech wood facility |
| M | = | Set of customers for furniture sawn timber |
| C | = | Set of customers for laminated beech wood products |
| P | = | Set of products |
| A | = | Set of sawing policy |
| T | = | Set of periods |
Parameter
| = | Transportation distance from forest f to sawmill s in km | |
| = | Transportation distance from sawmill s to LBWF l in km | |
| = | Transportation distance from sawmill s to customer of furniture sawn timber m in km | |
| = | Transportation distance from LBWF l to customer c in km | |
| = | Unit sawing cost at sawmill s in €/m³ | |
| = | Unit sawing cost at LBWF in €/m³ | |
| = | Amount of resource at forest location f in period t in m³ of roundwood | |
| = | Production capacity at sawmill s in period t in m³ | |
| = | Production capacity at LBWF l for product p in period t in m³ | |
| = | Start inventory of raw material p at sawmill in m³ of roundwood | |
| = | Start inventory of product p at sawmill in m³ | |
| = | Start inventory of raw material p at LBWF m³ | |
| = | Start inventory of product p at LBWF m³ | |
| = | Unit inventory cost for raw material p at sawmill in €/m³ | |
| = | Unit inventory cost for product p at sawmill in €/m³ | |
| = | Unit inventory cost for raw material p at LBWF in €/m³ | |
| = | Unit inventory cost for product p at LBWF in €/m³ | |
| = | Demand of laminated beech wood product p from customer c in period t in m³ | |
| = | Demand of furniture sawn timber p from customer m in period t in m³ | |
| = | Transport cost coefficient in €/m³km | |
| = | proportion of intermediate product p produced when applying sawing policy a | |
| η | = | Material yield at LBWF |
| = | Unit procurement cost of raw material in € | |
| B, M | = | High values |
Variables
| = | Amount of roundwood shipped from forest f to sawmill s in period t in m³ of roundwood | |
| = | Amount of sawn timber p shipped from sawmill s to customer m in period t in m³ | |
| = | Amount of lamella p shipped from sawmill s to LBWF l in period t in m³ | |
| = | Amount of product p shipped from LBWF l to customer c in period t m³ | |
| = | Amount of consumed roundwood at sawmill s wit sawing policy a in period t in m³ of roundwood | |
| = | Amount of consumed lamella p at LBWF l in period t in m³ | |
| = | Inventory level of raw material at sawmill s in period t in m³ of roundwood | |
| = | Inventory level of product p at sawmill s in period t in m³ | |
| = | Inventory level of raw material p at LBWF l in period t m³ | |
| = | Inventory level of product p at LBWF l in period t m³ | |
| = | Unsatisfied demand of laminated beech wood product p at customer c in period t in m³ | |
| = | Unsatisfied demand of sawn timber product p at customer c in period t in m³ |
3.3.1. Objective function
The objective function is to minimize the total cost of the supply network. The costs of the model comprise transportation, sawing at the sawmills, production at the LBWF, inventory at the sawmills and the LBWF, roundwood procurement and demand shortage (1).
The decision variables and
are used to guarantee maximal demand satisfaction up to specific network cost. There will be model configurations which do not satisfy the demand constraint thus a model objective value of 0 will be provided. To counteract this effect, the decision variables are introduced thus also a not fully achieved demand satisfaction will provide a solution.
3.3.2. Constraints
Constraints (2–4) are introduced as parameters for the material flow equalization EquationEquations (2)(2)
(2) represents the used roundwood, (3) the produced intermediate products at the sawmill and (4) the final laminated beech wood product. It is to highlight this that time shifts have been introduced to reflect general production and delivery times. Within the sawmills (3), there is a time shift of t + 2 and within the LBWF t + 1 (4).
Constraints (5–7) provide the production and supply capacity constraint for forest departments, sawmills and LBWF.
Constraints (7), (9), (11) and (13) represent the inventory levels for the periods higher than one, while every other constraint represents the inventory level for the first periods. Thus, the start inventory is introduced.
Constraint (15–16) defines the demand satisfaction constraints stating that the determined demand is every time-satisfied by the sum of the product shipment and the unsatisfied demand variable. Finally, variables are defined as non-negativity (17).
3.3.3. Numerical experiments and scenario setup
Five supply network configurations are developed in order to test the sensitivity and to evaluate the resulting network cost for each of the configurations. In the following, supply network configurations are referred to as scenarios.
The first scenarios (S1) represents a national sourcing strategy and a national customer demand which is satisfied by two LBWF. For the second scenarios (S2), the sourcing strategy changes from national to transnational with resources from bordering countries. Scenario three (S3) is used in order to examine the supply of laminated beech wood production from only one location. All other parameters are the same as in the second scenario. In additionally to S3, a transnational demand is defined for the fourth scenario (S4). After the expansion of the demand in S4, two LBWF locations are implemented for the fifth scenario (S5) in order to examine the impact of the distribution of the production locations.
In addition to the five given network configurations, the specific sawing policies are calculated in individual scenarios. The material yields for each policy are used from Table as well as the additional costs from Table . Policy #1 can only meet customer demand for product 1 or 2, as the policy is applied to only one. Instead of calculating these individually, they are integrated into saw policies #2, #3, and #4.
With the supply network configurations and saw policies, 15 scenarios are calculated in total.
3.3.4. Performance measurement
To report information regarding the performance of the considered supply network configurations, the total costs of the individual scenarios are presented in €/m3 and compared in combination with the sawing policies used (), which are a result of the developed production processes to achieve a more flexible supply network. A matrix (Table ) will represent the savings or decreases of cost with
cost in % for the comparison:
Table 5. Material performance results of the chosen SP 2, 3 and 4 as well as scenarios 1 to 5 are presented in %
Table 6. Total cost of the chosen SP and scenarios are presented
Table 7. Here the relative-reduced costs per m3 compared to the SP values are alongside the relative additional costs
The calculated cost differences are compared to the costs emerging from the supplementary production process (EquationEquation 20
(20)
(20) ). Therefore, the mean value of all computed total cost is used (EquationEquation 19
(19)
(19) ).
The degree of satisfied demand for laminated as well as sawn beech timber products, the amount of resources used, the level of imported resources, the utilisation of sawmill capacity and the level of facility capacity used are presented in %.
4. Results
The material performances are shown in Table for the computed supply network configurations. The objective of a production supply network is to fulfil the demand of the customers with specific constraints. In this model, the demand of two different markets must be satisfied. For almost all SP and scenario combinations, the demand has been met for sawn beech timber (DF ST). The highest demand of laminated beech wood products has been met with 73.0% with SP 4 (DF GLP).
Only 68.0% of the available resources are used with the national sourcing strategy of S1 (A UR). With the transnational resource locations, low amounts are used which is represented by the low value for used resources and the low value of imported resources (A IR) for S2—S5.
No more than 52.0% of the sawmill capacity was used (A USC). For LBWF, the capacity was almost fully utilized for the network constellation with only one of them used (A UFC). With SP 4, the constellation with two facilities are almost completely utilized.
Table represents the total cost for the SP in combination with the five scenarios. The lowest total cost is calculated for S1 in combination with SP 4. If only the SP are considered, then the lowest costs are calculated for SP 4 for the first three scenarios and for SP 2 for the last two. The scenarios with only one LBWF always have costs higher than the equal scenario settings with two facilities. Considering the scenarios and the highest total cost, S3 and S4 have a value higher than S5 with the transnational demand.
The flexibility of the production processes has an impact on the cost. By way of an illustration, there is an increase of 10.0% on the production cost resulting from the adaption of process for SP 3 and an increase of 35.0% for SP 4. The cost range of the production costs in the sawmill is divided by the mean total cost.
This results in a relative cost increase for SP 3 of 1.0% to 1.5% and for SP 4 of 3.4% to 5.4% (Table ). In order to balance costs and savings, the relative values should lie within the respective ranges. A higher value means more savings than costs.
The comparison of SP 3 and 2 shows that one value lies within the range (S3) and two values lie above it with the scenarios S4 and S5. The comparison of SP 4 to 2 and 3 shows that only one value lies within the range, which is the value for the S1.
5. Discussion
This paper discusses the use of form postponement for the forest- and wood-based sector. The results show that there are influences on the total cost of the production network when applying the defined scenarios of form postponement. In the following, the results are generally discussed with regard to the postponement concept and then for the application to the specific industrial sector with regard to the effects on the costs and on the material flows.
5.1 General discussion of the form postponement
The form postponement involves the delay of activities that determine the form and function of products. This makes it necessary to adapt product processes or product components such as dimensions. This is also true for this research work, as Figure shows where these adjustments and changes occur.
Similar to Van Kampen and Van Donk (Citation2014), the implementation of form postponement is only within a single location. The literature shows that if several production units were needed to implement the postponement concept, then the process costs for all involved would increase and the knowledge about quality and quality fulfilment would decrease, since several production sites are involved and a higher exchange of information is needed. In order to reduce the previous negative effects, we would also recommend the implementation of form postponement within one production site.
In this paper, it can be seen that form postponement occurs within a single production unit. This is possible, for example, by further process chains in the process flow chart (Figure ) by combining the production of product components for construction and furniture sawn wood. In turn, this is only possible due to the modularity of the products, material and dimensions. The literature refers to product and process modularity as an enabler for form postponement (Forza et al., Citation2008). This change in the production chain has an impact on the downstream. Here it is on the material yield as well as on the entire supply network cost (tables and ).
A common advantage of postponement in the literature is seen in the reduction of uncertainty (Hoek, Citation2001). This statement cannot be answered directly in this paper. What can be said from the results and the process flow chart is that, on the one hand, the combined processes lead to a higher material yield and, on the other hand, the specification of the product can be carried out later in production. This is possible by the modularity of the products, by finishing processes at the end of the production chain in the sawmill and by the possibility to make decisions to produce certain products in the production by increased DP. For the supply network and the fulfilment of customer requirements, this could lead to greater flexibility and possibly to shorter delivery times.
5.2 Specific findings in form postponement for the forest- and wood-based sector especially on the used case study
For the chosen framework, the results show that the demand for sawn beech timber in furniture production continues to exist within the given sawmill production capacities and is fully met in most cases. For laminated beech wood products, no complete demand fulfilment is possible, as the production capacities of the LBWF are almost completely used.
The results of the SP 4 scenario show that new cutting patterns have to be developed in order to fit the product process portfolio along the supply chain and for individual companies (Abasian, Rönnqvist, & Ouhimmou, Citation2017). The individual total cost comparison of SP4 to the variants of SP 2 and 3 shows that cost reductions are possible there (Table ). The result suggests that it is more likely to buy raw materials nationally and satisfy customer demands, as S1’s cost reductions are the highest in comparison to the other scenarios. Here it must be pointed out that the scenario serves the lowest demand of the absolute quantity. Delivery transport costs have an important role to play here. It must be taken into account that with an increased demand, the distances to the individual customers also increase and thus the transport costs also rise proportionately. This is especially true when roundwood is procured abroad and derived from distant locations. The same applies to end products. This effect can also be seen in Kühle et al. (Citation2019). They give literature recommendations, which deal more specifically with this challenge and with further challenges in the hardwood production network.
For strategic planning of the supply network, the form postponement developed here and the linked adoptions of production processes have the advantage that they lead to an increased material utilization. On the supply side, this leads to a decreased need to purchase raw materials within the supply network and to an increased satisfaction of demand on the customer side. This is shown by the increases in the higher utilisation of capacity in further processing and the constant capacity in the sawmill (Table ). Both could lead to clear financial advantages, which would need to be considered more closely in tactical planning and operational execution. There is still potential for further work to move from strategic planning to a day-to-day implementation.
In addition, it can be emphasized that the third main process, leading to the production of a single-layer board, can be used not only for the production of lamellas but also for single-layer furniture boards for which there is already a market.
Within the solid hardwood production network, the greatest challenges arise for sawmills. The production processes leading to a diverse flow of material also results in the most changes. However, this paper also shows that there are several decision-making options leading to a further room for action. In addition to retaining the existing products, it is possible to switch completely to new products, to stay with the known products or to use a mixed form (Table ). For the latter, this paper shows that with the help of the production processes developed, further points in the process flow arise at which the production of an intermediate can be decided. This gives the producer more flexibility in satisfying demand.
6. Conclusion
A form postponement strategy is developed and determined in order to add flexibility to the supply of products for two different markets in the solid hardwood production network. For this purpose, production processes were developed and presented, which also result in new material yields.
The contribution of this paper is to apply a form postponement concept in the forest- and wood-based sector, especially the hardwood sector. It turns out that the application of form postponement to a specific production sector is challenging and complex. Further research is needed in this area to translate theory into practice.
The research question of whether form postponement leads to lower supply network costs while simultaneously increasing material utilization cannot be clearly substantiated. The extension of the production processes to generate an increased material yield also generates additional costs. These costs are in some cases lower and in some cases higher than the savings from the lower purchase of raw materials and the revenues of higher satisfaction of customer demands. In practical application, these costs must be compared with the benefits, such as shorter delivery times and the possibility to fulfil customer requests more flexibly (Waller, Dabholkar, & Gentry, Citation2000). When deciding on the postponement, companies are faced with an increase in production costs and an increase in expected revenues due to a better estimate of demand. Therefore, it is important for companies to find the optimal balance between costs and benefits achieved by the postponement process (Bagchi & Gaur, Citation2018).
Finally, the challenges mentioned in the paper, which arise during the conversion of production processes and the application of the form postponement concept, can be overcome at an early stage by means of change management. This change management is mentioned as the single most critical success factor during such major adaptions of processes (Hoek, Citation2001). For the hardwood supply network, factors which support this change process are, among others, more administration and planning skills to adapt to fast-changing production requirements, powerful, flexible, and user-friendly information technology and the increase of labour skills such as the degree of technical competences and flexibility (Lihra et al., Citation2008).
Cover Image
Source: Author.

Acknowledgements
Financial support for this work in the framework of the PhD School DokIn´Holz funded by the Austrian Federal Ministry of Science, Research and Economy as well as the Austrian Federal Forestry Office and the Austrian Chamber of Agriculture are gratefully acknowledged. The open access publication was supported by BOKU Vienna Open Access Publishing Fund.
Additional information
Notes on contributors
Sebastian Kühle
Sebastian Kühle’s research deals with multi-stage hardwood supply chains. The focus of this study deals with the technical production aspects and production capacities of the supply network in order to support strategic planning and network designs. It is a collaboration between the Institute of Wood Technology and Renewable Materials (IWT) with Prof. Teischinger and the Institute of Production and Logistics (IPL) with Prof.
Manfred Gronalt
Manfred Gronalt IWT researches the processing of renewable resources into sustainable materials and the hardwood topic is normally a subsection of research projects focused all types of wood. Their aim is to improve product utilisation using methods of material characterisation as well as product quality management and design.
IPL conducts problem and application-oriented research focusing on transport logistics for bioenergy and forestry, material flow design and production planning in the timber industry within the categories of optimization, simulation, risk analysis, benchmarking and performance indicators.
Related Research Data
References
- Abasian, F., Rönnqvist, M., & Ouhimmou, M. (2017). Forest fibre network design with multiple assortments: A case study in Newfoundland. Canadian Journal of Forest Research, 47. doi:10.1139/cjfr-2016-0504
- Alayet, C., Lehoux, N., & Lebel, L. (2018). Logistics approaches assessment to better coordinate a forest products supply chain. Journal of Forest Economics, 30, 13–19. doi:10.1016/j.jfe.2017.11.001
- Al-Salim, A., & Choobineh, F. (2009). Redesign of production flow lines to postpone product differentiation. International Journal of Production Research, 47(20), 5563–5590. doi:10.1080/00207540802154837
- Audy,Québec, J. F., Moreira, M., Westlund, K., D’Amours, S., Lebel, L., & Rönnqvist, M. (2012). Alternative logistics concepts fitting different wood supply situations and markets. In CIRRELT research report.
- Bagchi, S. S., & Gaur, J. (2018). Optimization of postponement process for a two stage modular manufacturer. In Journal of Global Operations and Strategic Sourcing, 11(1), 39–54. doi:10.1108/JGOSS-03-2017-0009
- Breinig, L., Brüchert, F., Haas, A., & Sauter, U. (2015). Evaluation of European beech (Fagus sylvatica L.) roundwood for improved production of strength-graded lamellas. In Conference: 5th International Scientific Conference on Hardwood Processing. Quebec City.
- Brun, A., & Zorzini, M. (2009). Evaluation of product customization strategies through modularization and postponement. International Journal of Production Economics, 120(1), 205–220. doi:10.1016/j.ijpe.2008.07.020
- Buehlmann, U., Edward Thomas, R., & Zuo, X. (2011). Cost minimization through optimized raw material quality composition. In Robotics and computer-integrated manufacturing - ROBOT COMPUT-INTEGR MANUF. Vol. 27. doi: 10.1016/j.rcim.2010.12.013
- Drucker, P. F. (1995). The information executives truly need. Harvard Business Review(pp. 9). January–February 1995..
- Espinoza, O., Buehlmann, U., Bumgardner, M., & Smith, R. (2014). Intermediaries in the U.S. hardwood lumber market: Comparing and contrasting sawmills and distributors. BioResources, 9, 6527–6539. doi:10.15376/biores.9.4.6527-6539
- Forza, C., Salvador, F., & Trentin, A. (2008). Form postponement effects on operational performance: A typological theory. International Journal of Operations & Production Management, 28(11), 1067–1094. doi:10.1108/01443570810910197
- Gronalt, M., & Rauch, P. (2008). Vendor managed inventory in wood processing industries - A case study. Silva Fennica, 42, 101–114. doi:10.14214/sf.267
- Harrison, A., & Skipworth, H. (2008). Implications of form postponement to manufacturing: A cross case comparison. International Journal of Production Research, 46(1), 173–195. doi:10.1080/00207540600844076
- Hauslmayer, H., & Gronalt, M. (2008). Mass customisation in the woodworking industry – A simulation study for the parquet flooring industry. International Journal of Mass Customisation, 2, 179. doi:10.1504/IJMASSC.2008.017139
- Hoek, R. (2001). The rediscovery of postponement a literature review and directions for research. Journal of Operations Management, 19, 161–184. doi:10.1016/S0272-6963(00)00057-7
- Hönnebeck, J. (2008). Untersuchungen zur Herstellung kostengünstiger Brettlamellenaus Buchenholz für Brettschichtholz [Investigations into the production of low-cost lamellas made of beech wood for glued laminated timber]. Diploma, Munich, Technische Universität München, Holzforschung München.
- Iacocca, K., & Liberatore, M. (2018). An empirical study of service postponement. Locating the push–Pull boundary. International Journal of Production Research, 56(12), 4100–4114. doi:10.1080/00207543.2018.1436786
- Kühle, S., Teischinger, A., & Gronalt, M. (2019). Optimal location of laminated beech production plants within the solid hardwood supply network in Austria. Silva Fennica, 53, 3. doi:10.14214/sf.10074
- Lihra, T., Buehlmann, U., & Beauregard, R. (2008). Mass customisation of wood furniture as a competitive strategy. IJMASSC, 2(3/4), 200. doi:10.1504/IJMASSC.2008.017140
- Liu, W., Mo, Y., Yang, Y., & Ye, Z. (2014). Decision model of customer order decoupling point on multiple customer demands in logistics service supply chain. Production Planning & Control, 26(3), 178–202. doi:10.1080/09537287.2013.879747
- Luppold, W., & Bumgardner, M. S. (2015). Examination of worldwide hardwood lumber production, trade, and apparent consumption: 1995-2013. Wood and Fiber Science: Journal of the Society of Wood Science and Technology, 47, 283–294.
- Nicholls, D., & Bumgardner, M. (2018). Challenges and opportunities for North American hardwood manufacturers to adopt customization strategies in an era of increased competition. Forests, 9(4), 186. doi:10.3390/f9040186
- Ressel, J. (2002). Hochwertiges Brettschichtholz aus Buche [High-quality glued laminated beech wood] Vol. 107. Holz- Zentralblatt (pp. 1269). DRW-Verlag.
- Saghiri, S. (2011). A structural approach to assessing postponement strategies. Construct development and validation. International Journal of Production Research, 49(21), 6427–6450. doi:10.1080/00207543.2010.531774
- Servare Junior, M. W. J., Cardoso, P. A., Cruz, M. D. A., & Paiva, M. H. M. (2018). Mathematical model for supply chain design with time postponement. TRANSPORTES, 26(4), 1–15. doi:10.14295/transportes.v26i4.1324
- Torno, S., Knorz, M., & van de Kuilen, J.-W. (2013). Supply of beech lamellas for the production of glued laminated timber. ISCHP 2013: International Scientific Conference on Hardwood Processing (pp. 210–217), Florence (Italy).
- Trentin, A., Salvador, F., Forza, C., & Rungtusanatham, M. J. (2011). Operationalising form postponement from a decision-making perspective. International Journal of Production Research, 49(7), 1977–1999. doi:10.1080/00207541003657388
- Van Kampen, T., & Van Donk, D. P. (2014). Coping with product variety in the food processing industry: The effect of form postponement. International Journal of Production Research, 52(2), 353–367. doi:10.1080/00207543.2013.825741
- Waller, M., Dabholkar, P. A., & Gentry, J. J. (2000). Postponement, product customization, and market-oriented supply chain management. Journal of Business Logistics, 21, 133–159.
- Wilson, S. (2018). Mix flexibility optimisation in hybrid make-to-stock/make-to-order environments in process industries. Cogent Engineering, 5, 1. doi:10.1080/23311916.2018.1501866