
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
A novel material processing method, friction stir-surface mechanical attrition treatment (FS-SMAT) was conducted on pure magnesium plate and AZ31 magnesium alloy plate. Two types of stir tools, spherical stir tool and plane stir tool, are designed to process FS-SMAT to reduce the heat input compared with the traditional friction stir processing (FSP). Microstructure evolution during FS-SMAT and its effect on mechanical property are investigated. FS-SMAT has different effect on microstructure and mechanical property when using the spherical and plane stir tools. Different heat input and plastic deformation can be produced due to the specific shapes of stir tools. Using a spherical stir tool, the grain size of pure magnesium plate was refined to 1.74 μm. The micro-hardness was improved from 40 HV to 63 HV. In contrast, after FS-SMAT with a plane stir tool, the grain size and micro-hardness of AZ31 magnesium alloy are 0.91 μm and 125 HV, respectively.
Introduction
As the lightest metal structural material, magnesium (Mg) alloy has many excellent properties, such as low density, high specific strength and strong shock absorption ability [Citation1,Citation2]. They have broad application prospect in transportation, aerospace and electronic communication [Citation3,Citation4]. However, due to their poor ductility and poor corrosion resistance, the application of Mg alloys is strictly limited. Mg and its alloys have a hexagonal close-packed (HCP) structure with the axial ratio of 1.623. Only base slip can be easily activated to coordinate the plastic deformation at low temperature. However, basal slip has only two independent slip systems, it hard to accommodate a homogeneous plastic deformation. Thus, Mg alloys often show poor ductility and poor workability [Citation5–8]. Grain refinement and texture weakening have been proved to be effective ways to improve the ductility of Mg alloys [Citation8–10].
Various severe plastic deformation (SPD) methods were conducted on Mg alloys to modify their microstructure and texture, such as equal channel angular pressing (ECAP), surface mechanical attrition treatment (SMAT) and friction stir processing (FSP) [Citation11–14]. SMAT is an effective way to refine the microstructure at the sample surface, including ultrasonic shot peening (USP), rotationally accelerated shot peening (RASP), ultrasonic impacting and rolling treatment (UIRT), et al [Citation15–17]. For Mg alloys, grains can be refined to nanoscale through SMAT at the surface layer where the micro-hardness and wear-resistance were improved significantly. However, the fine grain layer is very thin, no more than 300 μm from the surface to matrix [Citation18].
Friction stir processing (FSP), a severe plastic deformation method developed from friction stir welding, has been widely used in modifying the microstructure and texture of Mg alloys. Many FSP methods were developed in recent years, such as the conventional FSP, probe-less friction stir processing (PLFSP), bobbin tool friction stir processing (BTFSP) and stationary shoulder friction stir processing (SSFSP) [Citation19–21]. During FSP, severe plastic deformation occurs in the stir zone, and the temperature is raised due to the friction between the stir tool and the material. It is a complex process involving temperature, mechanics and interactions, et al [Citation22]. The severe plastic deformation and high temperature contribute to dynamic recrystallization (DRX) in the stir zone during which the grain size is refined and homogenized [Citation23,Citation24]. In addition, during FSP, materials flow along the stir pin and the shoulder, a complex texture distribution is often found in the stir zone [Citation25,Citation26]. The grain refinement and texture modification are beneficial to improve the ductility of Mg alloy. However, temperature in the stir zone is above 400°C which can accelerate the grain growth, so grains are often several microns for Mg alloys after FSP [Citation23,Citation24,Citation27].
Many studies have conducted on FSP to further refine the grains in the stir zone through different methods [Citation28–32]. C.I. Chang et al. used a thin copper mold and liquid nitrogen to realize a rapid heat sink, ultrafine grain size (about 100–300 nm) was obtained in AZ31 Mg alloy [Citation29]. Y.M. Xie et al. processed a deformation-driven metallurgy (DDM) procedure on aluminum (Al) matrix composites, it was a process like the PLFSP. During DDM, the reinforcements accelerated the nucleation of recrystallized grains and inhibited the migration of grain boundaries, resulting in ultra-fine Al matrix composites [Citation30]. V. Patel et al. conducted SSFSP on AZ31 Mg alloy, significant grain refinement effect was found because the use of stationary shoulder exhibited low heat input [Citation31,Citation32]. These results indicate that increasing the colling rate and reducing the heat input are effective ways to obtain ultra-fine grains through FSP.
In this study, two types of stir tools are designed with no probe, the tools have a spherical end and a plane end, respectively. The aims are to reduce the heat input from the fraction between stir pin and material and refine the grains in the stir zone. Since the process is based on FSP and has a great effect on the surface layer of Mg plates, so it is defined as friction stir-surface mechanical attrition treatment (FS-SMAT). FS-SMAT was conducted on pure Mg plate and AZ31 Mg alloy plate using the self-designed stir tools. Microstructure was observed by optical microscope. Micro-hardness distribution was measured to reveal the effect of FS-SMAT on mechanical property. Different effect of spherical and plane stir tools on pure Mg and AZ31 Mg alloy were discussed.
Experimental procedures
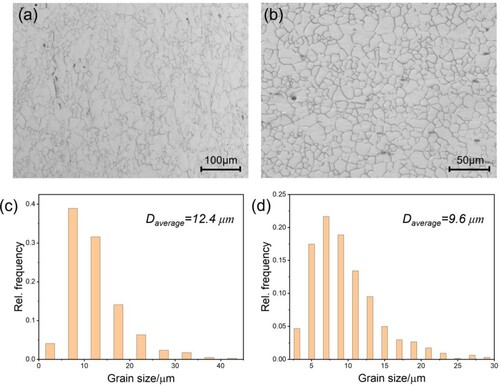
Materials used in this study are hot-rolled pure Mg plate and AZ31 Mg alloy plate with the thickness of 2 mm 4 mm, respectively. The nominal composition of AZ31 Mg alloy is 3 wt% Al, 1 wt% Zn and balance Mg. shows the microstructure and grain size distribution of the original pure Mg plate and AZ31 Mg alloy plate. The grain size distribution was obtained through Image-Pro Plus software. Both the pure Mg plate and AZ31 plate own equiaxed grains where the average grain size is 12.4 and 9.6 μm, respectively.
Figure 1. (a,b) Microstructure and (c,d) grain size distribution of the original (a,c) pure Mg plate and (b,d) AZ31 Mg alloy plate.
Two types of stir tools are designed and processed by H13 steel, as shown in (a,b). The spherical stir tool has a spherical surface with the diameter of 19 mm. The plane stir tool has a flat surface with the diameter of 19 mm. Moreover, two grooves with the width of 1 mm and depth of 0.5 mm were machined at the flat surface to accelerate the material flow. FS-SMAT was conducted on pure Mg plate and AZ31 Mg alloy plate with these two stir tools. The rotation speed, advance speed and reduction of stir tool are 800 rpm, 50 mm/min and 0.5 mm, respectively.
Figure 2. Photographs of the (a) spherical stir tool and (b) plane stir tool and the FS-SMATed (c,d) pure Mg plates and (e,f) AZ31 plates processed by (c,e) spherical stir tool and (d,f) plane stir tool.
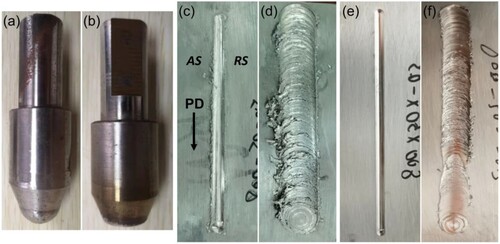
Photographs of the FS-SMATed pure Mg plates and AZ31 plates are shown in (c–f). After FS-SMAT, the spherical stir tool has a smaller processing area than the plane stir tool. However, the plane stir tool produces a rougher surface. Furthermore, since the ductility of pure Mg is poorer than AZ31 Mg alloy, plenty of flashes are found at the advancing side (AS) in FS-SMATed pure Mg plates ((c,d)). Microstructure of these processed plates was observed by optical microscope (OM) on the ND-TD (Normal direction-transverse direction) plane. Samples were mechanically polished and etched by a solution of nitric acid, acetic acid, oxalic acid and water. Electron back-scattered diffraction (EBSD) was conducted on FS-SMATed AZ31 plate on ND-TD plane, samples were mechanical polished and electrochemical polishing in AC2 solution. Micro-hardness measurement was also conducted on the ND-TD plane. It was tested point and point with an interval of 1 mm. The loading force and holding time for micro-hardness measurement are 0.3 Kg and 15 s, respectively.
Results
Microstructure of the FS-SMATed pure Mg plate
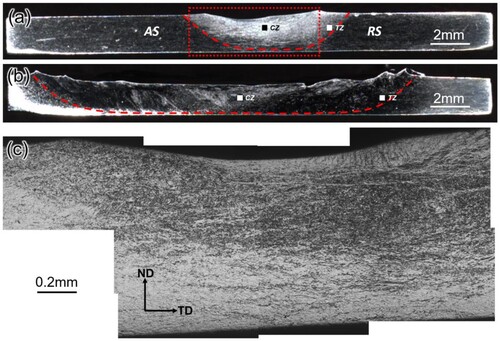
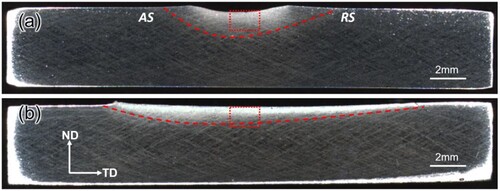
shows the macro-morphology of pure Mg plates processed by FS-SMAT using the spherical and plane stir tools. After FS-SMAT, macro-morphology of the plates shows great changes and presents different characteristics. The spherical stir tool produced a concave deformation zone, mainly distributed under the stir tool. And the deformation zone is asymmetrical due to the specific rotation direction. The deformation zone inclined from the AS to retreating side (RS). In contrast, the deformation zone from the plane stir tool is larger than the spherical stir tool, but also shows an inhomogeneous distribution. A magnified morphology of the rectangle box in (a) is shown in (c). The microstructure shows different characteristics in different locations. It means that FS-SMAT has different effect on the microstructure in different zones.
Figure 3. Macro-morphology of FS-SMATed pure Mg plates processed by (a) spherical stir tool and (b) plane stir tool and (c) the magnified morphology of the rectangle in (a).
In order to reveal the microstructure variation in different zones, microstructure in the center zone (CZ) and the transition zone (TZ) was observed, as shown in . After FS-SMAT with the spherical stir tool, grains are refined significantly in the CZ. The grain size is about 1.74 μm which is much smaller than the original plate. During FS-SMAT, the plates experienced severe plastic deformation. Meanwhile, the fraction between the stir tool and material can raise the temperature. Thus, dynamic recrystallization occurred in the deformation zone. However, compared with the traditional FSP, there is no stir pin in the spherical stir tool. The temperature in the deformation zone should be lower than that during FSP. Thus, the grain size of pure Mg can be refined to such scale. In the TZ, both the plastic deformation degree and temperature are lower than that in the CZ, so the dynamic recrystallization is insufficient. Coarse grains from the matrix (marked by red circle) are still observed with some small grains around them.
Figure 4. Microstructure of the FS-SMATed pure Mg plate using the (a,b) spherical stir tool and (c,d) plane stir tool in the (a,c) center zone and (b,d) transition zone.
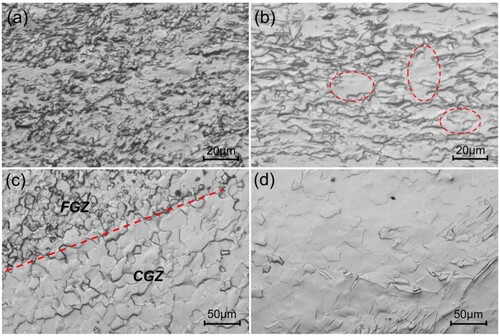
When a plane stir tool is used during FS-SMAT, grains are not refined effectively, as shown in (c,d). The CZ can be divided into two zones, the fine grain zone (FGZ) and the coarse grain zone (CGZ). The grain size is 7.4 and 13.3 μm, respectively. Grain size in the CGZ is even larger than the original plate. It means that the plastic deformation is inhomogeneous in the CZ due to the poor ductility of pure Mg. Moreover, coarse grains are also found in the TZ. These results indicate that, during FS-SMAT with a plane stir tool, the temperature is high in the deformation zone. It can promote the grain growth, resulting in larger grain size.
Microstructure of the FS-SMATed AZ31 Mg alloy plate
Macro-morphologies of FS-SMATed AZ31 Mg alloy plates are shown in . As the pure Mg plate, typical deformation zones are observed at the surface layer. Length of deformation zone from the spherical stir tool is smaller than that from the plane stir tool, but a larger depth is observed. The deformation zones are more homogeneous than that in the pure Mg plates. The reason is that AZ31 Mg alloy has a better ductility than pure Mg and shows different deformation characteristics.
Figure 5. Macro-morphology of the FS-SMATed AZ31 Mg alloys plates processed by (a) spherical stir tool and (b) plane stir tool.
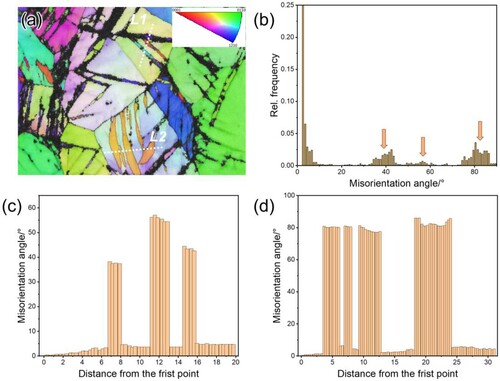
Microstructure in the rectangular box in (a) is shown in (a), and the typical microstructure in zone-b-d is shown in (b,c,d), respectively. The microstructure changes gradually from the edge to center zone. In zone-d, plenty of twins are found in grains (d and e). In order to verify the twin type, EBSD was conducted on this zone, as shown in . Some twins are also found in the IPF map ((a)), and showing different morphologies. The misorientation distribution is shown in (b). It is seen that some peaks are observed at about 36-43°, 55-59°, 76-88°. The reason is that twinning can rotate the orientation by certain misorientation between the matrix and twinning zone. The misorientation distribution along line 1 (L1) and line 2 (L2) which crosses twins with different morphologies are shown in (c,d). Along L1, the misorientation angles between the twinning zone and matrix are about 38° and 56°. Along L2, the misorientation angles are about 80–87°. In consideration of the ideal orientation relationship between the matrix and twinning zone in Mg alloy, these twins can be identified as double twins,
twins and
twins [Citation33–35].
Figure 6. Microstructure in (a) the rectangular box in (a) and the typical microstructure in (b) zone-b, (c) zone-c and (d) zone-d in Figure6a and the magnified microstructure of (e) (d) and (f) (b).
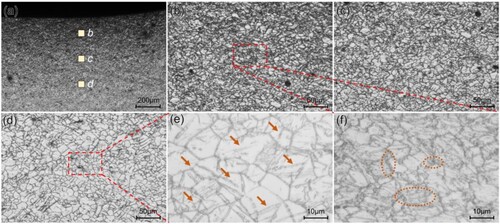
Figure 7. (a) Inverse pole figure (IPF) map and (b) related misorientation distribution in zone-d in (a). Misorientation distribution along (c) line 1 (L1) and (d) line 2 (L2) in (a).
In Mg alloys, non-basal slip systems are hard to be activated at low temperature, so twinning occurred to accommodate the imposed deformation. From zone-d to zone-c, the twin density increased significantly. In zone-b, the plastic deformation is severe and the temperature is improved due to the fraction between stir tool and material. Thus, dynamic recrystallization occurred in this zone, some small recrystallization grains are found in zone-b ((f)). However, since the contact surface between the stir tool and material is a spherical surface, the heat input from the friction is low. Temperature in this zone cannot support the complete dynamic recrystallization. Thus, abundant small recrystallization grains distribute along the grain boundary or lamellar twins, resulting in complex deformation microstructure in zone-b.
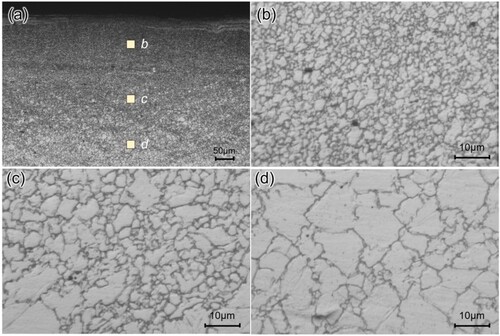
When a plane stir tool is used during FS-SMAT, equiaxial grains are obtained in the deformation zone, as shown in . The microstructure also changes gradually from the matrix to the center zone. In zone-d, grain boundary bulges are found in the original grains. These bulges can serve as the nucleation points for recrystallization grains. Then, some small grains are found along the grain boundary in zone-c. Close to the surface, original grains are devoured by these recrystallization grains. Equiaxial grains are obtained in zone-b where the grain size is about 0.91 μm, much smaller than the original AZ31 Mg alloy plate. It means that the temperature in the deformation zone is high enough to promote the dynamic recrystallization.
Figure 8. Microstructure in (a) the rectangular box in (b) and typical microstructure in (b) zone-b, (c) zone-c and (d) zone-d.
Micro-hardness distribution of the FS-SMATed plates
Micro-hardness distribution along the deformation zone was measured and plotted in . Micro-hardness of the original pure Mg plate is about 40 HV. After FS-SMAT with a spherical stir tool, micro-hardness shows a significant improvement in the processing center. The maximum micro-hardness is 62.5 HV, 56% improvement from the original plate. The micro-hardness decreased gradually from the processing center to both sides. It is because, using a spherical stir tool, the processing center has the severest deformation and the minimum grain size. Thus, depending on the Hall-Petch effect, the processing center has the highest micro-hardness. However, after FS-SMAT with a plane stir tool, no obvious improvement is found in the micro-hardness distribution. The micro-hardness is almost consistent with the original plate. As shown in , after FS-SMAT, the grain size shows small change compared with the original bar. Thus, the micro-hardness also shows small variation along the deformation zone.
Figure 9. Micro-hardness distribution along the deformation zone for (a) pure Mg plate and (b) AZ31 Mg alloy plate after FS-SMAT with spherical and plane stir tool.
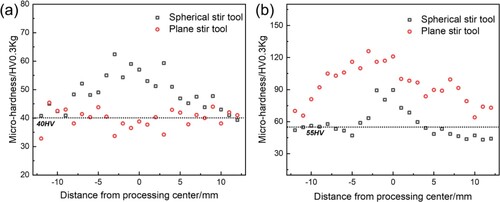
For the AZ31 Mg alloy plate, after FS-SMAT, the micro-hardness is improved significantly whatever using a spherical or a plane stir tool ((b)). When a spherical stir tool is used during FS-SMAT, micro-hardness is improved from 55 HV to 90 HV. It also decreases gradually from the processing center to the both sides. When a plane stir tool is used, the micro-hardness is improved to 125 HV, more than twice of the original plate. Concerning the microstructure evolution in and , different reasons should be considered for the micro-hardness improvement. After FS-SMAT with spherical stir tool, the plate experiences severe plastic deformation. However, the grains are not refined obviously. Thus, working hardening should be responsible for the micro-hardness improvement. In contrast, the grain size is refined from 9.6 μm to 0.91 μm when a plane stir tool is used. Thus, both refinement strengthening effect and working hardening effect should be considered for the micro-hardness improvement.
Discussion
Different deformation characteristic during FS-SMAT
From the microstructure evolution during FS-SMAT, it is clearly that different deformation characteristics and heat input are produced through these two types of stir tools. As shown in , the contact surfaces between the material and stir tools are concave surface and flat surface for the spherical and plane stir tools, respectively. During FS-SMAT with a spherical stir tool, the material cannot flow with the stir tool due to the smooth surface. The deformation at the surface layer was produced through the squeezing and grinding of the stir tool. However, when a plane stir tool is used during FS-SMAT, the material will flow with the stir tool because the grooves at the bottom can drive the material flow. As a result, the plastic deformation from the plane stir tool should be severer than that from the spherical stir tool.
Figure 10. Schematic showing the FS-SMAT using (a) a spherical stir tool and (b) a plane stir tool.
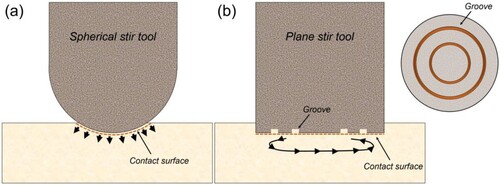
In addition to the plastic deformation, temperature is another important influence factor on the microstructure at the surface layer. During FS-SMAT, the temperature is depending on the heat generation from the fraction between the material and stir tool [Citation21,Citation36,Citation37]. As shown in , with the same reduction, the area of contact surface for plane stir tool is obviously larger than that for spherical stir tool. A larger contact surface can produce more fraction heat to improve the temperature during FS-SMAT. Thus, the temperature in the deformation zone should be higher for the plane stir tool than the spherical stir tool.
From the above analysis, during FS-SMAT, the plane stir tool can produce severer plastic deformation and higher temperature in the deformation zone. Thus, these two types of stir tools have different effect on the microstructure at the surface layer. In the pure Mg plate, the grains are not refined significantly after FS-SMAT with a plane stir tool. It is because the temperature in the deformation zone is high enough to promote the grain growth. However, significant grain refinement is observed for the spherical stir tool due to the mild plastic deformation and low temperature. Such difference is also seen in the AZ31 Mg alloy plate. After FS-SMAT with a spherical stir tool, dynamic recrystallization is insufficient in the deformation zone due to the mild plastic deformation and low temperature, resulting in complex deformation structure. However, using a plane stir tool, equiaxial grains are obtained because the temperature and deformation degree satisfy the requirement for complete dynamic recrystallization.
Different dynamic recrystallization behavior during FS-SMAT
In metals, plastic deformation, alloying elements and precipitates have great effect on recrystallization behavior [Citation38,Citation39]. After FS-SMAT, the pure Mg plate and AZ31 Mg alloy plate show great difference in microstructure evolution even with the same stir tool. Their different intrinsic characteristics should be the primary reason. In AZ31 Mg alloy, about 3% Al and 1% Zn serve as the solute atoms and strengthen the Mg matrix. Some Mg–Al binary phase Mg17Al12 are also found in AZ31 Mg alloy, it can strengthen the Mg matrix through precipitation strengthening [Citation40]. Thus, the strength of AZ31 Mg alloy is much higher than pure Mg. During FS-SMAT, deformation is easier in the pure Mg plate due to its low strength, so the plastic deformation will be more severe in the pure Mg plate when the same stir tool is used. It has a great effect on the dynamic recrystallization and the microstructure at the surface layer. In addition, the alloying elements in AZ31 Mg alloy also have great effect on the dynamic recrystallization, especially for the grain growth. It is because Zn solute atoms can segregate at the grain boundaries and stabilize the grain boundaries which can hinder the grain growth of AZ31 Mg alloy [Citation41,Citation42].
During plastic deformation, abundant sub-structure formed in grains and promoted the recrystallization nucleation. These recrystallization nucleuses grow up due to the improved temperature. Thus, the different deformation degree and alloying elements are responsible for their different microstructure evolution in pure Mg and AZ31 Mg alloy plates [Citation43]. Firstly, when a spherical stir tool is used during FS-SMAT, the pure Mg plate experiences severer plastic deformation than AZ31 Mg alloy due to its low strength. More recrystallization nucleuses will form in the pure Mg plate. The growth of these nucleuses is limited due to the low temperature from spherical stir tool. Thus, fine recrystallization grains were observed at the surface layer of pure Mg plate. However, in AZ31 Mg alloy plate, complex deformation structure and few recrystallization grains are found. The low degree of plastic deformation and low temperature are responsible for the insufficient dynamic recrystallization in AZ31 Mg alloy plate.
Secondly, after FS-SMAT with a plane stir tool, complete dynamic recrystallization was observed both in the pure Mg plate and AZ31 Mg alloy plate. However, the grain size of pure Mg plate is larger than AZ31 Mg alloy plate. One reason is that the pure Mg plate has a higher degree of plastic deformation than AZ31 Mg alloy plate, it can promote the grain growth in pure Mg plate. The other reason is the solute atoms in AZ31 Mg alloy plate can suppress the grain growth. In pure Mg plate, these recrystallization nucleuses can grow up quickly due to the high degree of plastic deformation and high temperature from plane stir tool. However, in AZ31 Mg alloy plate, the grain growth is suppressed because the alloying elements can segregate at the grain boundary to hinder the grain boundary migration. As a result, significant grain refinement is observed in AZ31 Mg alloy plate after FS-SMAT with a plane stir tool.
Conclusion
In this study, FS-SMAT was conducted on pure Mg plate and AZ31 Mg alloy plate using the self-designed probe-less stir tools. The effect of FS-SMAT on microstructure and mechanical properties are studied and discussed. The principal conclusions of this work are as follows:
During FS-SMAT, severe plastic deformation was produced at the surface layer. Dynamic recrystallization occurs in the deformation zone due to the severe plastic deformation and improved temperature. Different deformation characteristics and heat input were found for the spherical and plane stir tools. Microstructure was modified and shown different characteristics for pure Mg and AZ31 plates after FS-SMAT.
Plane stir tool can induce severer plastic deformation and higher heat input than the spherical stir tool. Grains of pure Mg plate are not refined using a plane stir tool while they are refined to 1.74 μm when a spherical stir tool is used. The micro-hardness is improved from 40 to 62.5 HV.
In AZ31 Mg alloy, the plane stir tool can refine the grains significantly while complex deformation microstructure is obtained for a spherical stir tool. Significant micro-hardness improvement is achieved both for the plane and spherical stir tools.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- Song JF, She J, Chen DL, et al. Latest research advances on magnesium and magnesium alloys worldwide. J Magnes Alloy. 2020;8:1–41.
- Friedrich HE, Mordike BL. Magnesium technology: metallurgy, design data, applications. Berlin: Springer-Verlag; 2006.
- Yang Y, Xiong XM, Chen J, et al. Research advances in magnesium and magnesium alloys worldwide in 2020. J Magnes Alloy. 2021;9:705–747.
- Brown RE. Mechanical engineers’ handbook: materials and mechanical design. Magnesium and its alloys. New Jersey: Wiley; 1960.
- Kelly EW, Hosford WD. Plane-strain compression of magnesium and magnesium alloy crystals. Trans Metall Soc AIME. 1968;242:5–13.
- Liu BY, Zhang Z, Liu F, et al. Rejuvenation of plasticity via deformation graining in magnesium. Nat Commun. 2022;13:1060.
- Wonsiewicz BC, Backofen WA. Plasticity of magnesium crystals. Trans TMS-AIME. 1967;239:1422–1431.
- Chen LY, Liang SX, Liu Y, et al. Additive manufacturing of metallic lattice structures: unconstrained design, accurate fabrication, fascinated performances, and challenges. Mater Sci Eng R Rep. 2021;146:100648.
- Kim WJ, Hong SI, Kim YS, et al. Texture development and its effect on mechanical properties of an AZ61 Mg alloy fabricated by equal channel angular pressing. Acta Mater. 2003;51:3293–3307.
- Wu JL, Jin L, Dong J, et al. The texture and its optimization in magnesium alloy. J Mater Sci Technol. 2020;42:175–189.
- Peng JH, Zhang Z, Chen HH, et al. Ambient extrusion induced working hardening and their effect on mechanical properties in AZ31 hot-extrusion bar. Mater Sci Eng A. 2022;832:142437.
- Mukai T, Yamanoi M, Watanabe H, et al. Ductility enhancement in AZ31 magnesium alloy by controlling its grain structure. Scr Mater. 2001;45:89–94.
- Han J, Chen J, Peng L, et al. Microstructure, texture and mechanical properties of friction stir processed Mg-14Gd alloys. Mater Design. 2017;130:90–102.
- Peng JH, Zhang Z, Guo P, et al. The effect of surface mechanical attrition treatment on texture evolution and mechanical properties of AZ31 magnesium alloy. Mater Charact. 2019;148:26–34.
- Lu K, Lu JT. Nanostructured surface layer on metallic materials induced by surface mechanical attrition treatment. Mater Sci Eng A. 2004;375–377:38–45.
- Zhang ZP, Song X, Li XQ, et al. Research progress of metal surface mechanical treatment technology. J Nets Form Eng. 2021;13:159–171.
- Mao XY, Sun JY, Feng YY, et al. High-temperature wear properties of gradient microstructure induced by ultrasonic impact treatment. Mater Lett. 2019;246:178–181.
- Meng X, Duan M, Luo L, et al. The deformation behavior of AZ31 Mg alloy with surface mechanical attrition treatment. Mater Sci Eng A. 2017;707:636–646.
- Fuse K, Badheka V, Patel V, et al. Dual sided composite formation in Al 6061/B4C using novel bobbin tool friction stir processing. J Mater Res Technol 2021;13:1709–1721.
- Sharma DK, Badheka V, Patel V, et al. Recent developments in hybrid surface metal matrix composites produced by friction stir processing: a review. J Tribol. 2021;143:050801-1-32.
- Patel V, Li WY, Vairis A, et al. Recent development in friction stir processing as a solid-state grain refinement technique: microstructural evolution and property enhancement. Crit Rev Solid State. 2019;44(5):378–426.
- Meng XC, Huang YX, Cao J, et al. Recent progress on control strategies for inherent issues in friction stir welding. Prog Mater Sci. 2021;115:100706.
- Peng JH, Zhang Z, Huang JA, et al. The effect of the inhomogeneous microstructure and texture on the mechanical properties of AZ31 Mg alloys processed by friction stir processing. J Alloy Compd. 2019;792:16–24.
- Suhuddin U, Mironov S, Sato Y, et al. Grain structure evolution during friction-stir welding of AZ31 magnesium alloy. Acta Mater. 2009;57(18):5406–5418.
- Zhou M, Sun Y, Yoshiaki MM, et al. Quasi-in-situ investigation into the microstructure and texture evolution of pure magnesium during friction stir welding. J Magnes and Alloy. 2020;8(4):1071–1083.
- Shang Q, Ni DR, Xue P, et al. Evolution of local texture and its effect on mechanical properties and fracture behavior of friction stir welded joint of extruded Mg-3Al-1Zn alloy. Mater Charact. 2017;128:14–22.
- Asadi P, Akbari M, Karimi-Nemch H. Simulation of friction stir welding and processing, In Advances in friction stir welding and processing. Cambridge: Elsevier; 2014;499–542.
- Sejani D, Li WY, Patel V. Stationary shoulder friction stir welding-low heat input joining technique: a review in comparison with conventional FSW and bobbin tool FSW. Crit Rev Solid State. 2021;47(6):865–914.
- Chang CI, Du XH, Huang JC. Achieving ultrafine grain size in Mg-Al-Zn alloy by friction stir processing. Scr Mater. 2007;57(3):209–212.
- Xie YM, Meng XC, Li YL, et al. Insight into ultra-refined grains of aluminum matrix composites via deformation-driven metallurgy. Compos Commun. 2021;26:100776.
- Patel V, Li WY, Xu YX. Stationary shoulder tool in friction stir processing: a novel low heat input tooling system for magnesium alloy. Mater Manuf Process. 2019;34(2):177–182.
- Bates WP, Patel V, Rana H, et al. Properties augmentation of cast hypereutectic Al–Si alloy through friction stir processing. Met Mater Int. 2023;29:215–228.
- Barnett MR. Twinning and the ductility of magnesium alloys: part II. “Contraction” twins. Mater Sci Eng A. 2007;464:8–16.
- Zhang Z. Twinning and its related work hardening during the ambient extrusion of a magnesium alloy. Mater Sci Eng A. 2013;577:125–137.
- Peng JH, Zhang Z, Chen HH, et al. Tension-compression asymmetry and Bauschinger-like effect of AZ31 magnesium alloy bars processed by ambient extrusion. Mater Sci Eng A. 2023;862:144353.
- Patel V, Li WY, Andersson J, et al. Enhancing grain refinement and corrosion behavior in AZ31B magnesium alloy via stationary shoulder friction stir processing. J Mater Res Technol. 2022;17:3150–3156.
- Patel V, Li WY, Liu XC, et al. Tailoring grain refinement through thickness in magnesium alloy via stationary shoulder friction stir processing and copper backing plate. Mater Sci Eng A. 2020;784:139322.
- Han D, Chen HM, Zang QH, et al. Effect of solution treatment on microstructure and properties of Mg-6Gd-3Y-1.5Zn-0.6Zr alloy. Mater Char. 2020;163:110295.
- Callister WD. Materials science and engineering: an introduction. New York: John Wiley and Sons Inc; 2007.
- Jin ZZ, Cheng XM, Zha M, et al. Effects of Mg17Al12 second phase particles on twinning-induced recrystallization behavior in Mg-Al-Zn alloys during gradient hot rolling. J Mater Sci Tech. 2019;35:2017–2026.
- Zeng ZR, Zhu YM, Liu RL, et al. Achieving exceptionally high strength in Mg-3Al-1Zn-0.3Mn extrusions via suppressing intergranular deformation. Acta Mater. 2018;160:97–108.
- Zeng ZR, Zhu YM, Liu RL, et al. Effect of alloying elements on room temperature tensile ductility in magnesium alloys. Acta Mater. 2018;160:97–108.
- Xie YM, Meng XC, Chang YX, et al. Heteroatom modification enhances corrosion durability in high-mechanical-performance graphene-reinforced aluminum matrix composites. Adv Sci. 2022;9:2104464.