
Figures & data
Table 1. ‘Attenuation coefficients’ for the alloying elements according to the different models (Maurer and Schroeter, Exner and Hoselitz) [Citation6].
Table 2. Powders used for producing the sintered steel bars.
Table 3. Carbon content of the sintered steels (C-combined).
Figure 1. Microstructures of the hardened Fe–0.85Mo–1.0C-steels, magnification: ×500. (a) austenitised at 800°C and quenched in water. (b) austenitised at 800°, quenched in water and cooled in liquid N2.
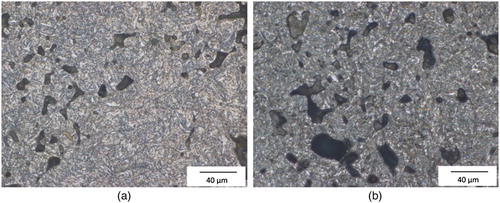
Figure 2. Microstructures of the hardened Fe–1.8Cr–1.0C-steels, magnification: ×500. (a) austenitised at 800°C and quenched in water. (b) austenitised at 800°, quenched in water and cooled in liquid N2.
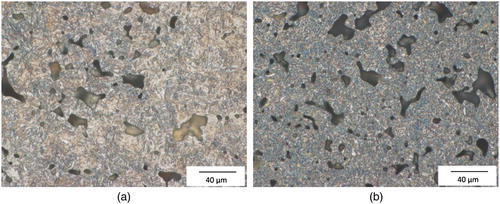
Figure 3. Microstructures of the hardened Fe–4.0Ni–0.5Mo–1.0C-steels, magnification: ×500. (a) austenitised at 800°C and quenched in water. (b) austenitised at 800°, quenched in water and cooled in liquid N2.
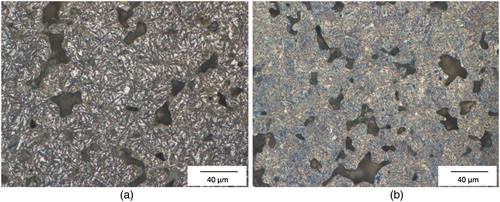
Figure 4. Retained austenite content in the hardened steel Fe–0.85Mo–C as a function of the carbon content (C-combined), calculated from the magnetic saturation using different models. (a) Fe–Mo–C-steels, austenitised at 800°C and quenched in water. (b) Fe–Mo–C-steels, austenitised at 800°C, quenched in water and cooled in liquid N2.
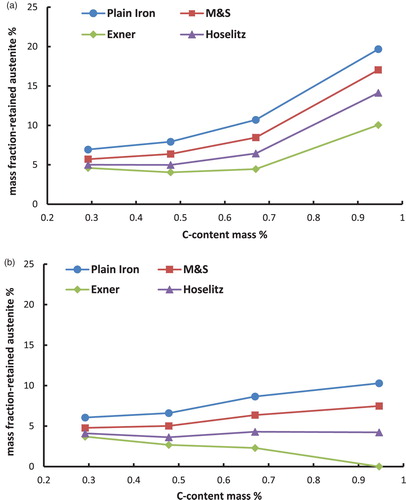
Figure 5. Retained austenite content in the hardened steel Fe–1.8Cr–C as a function of the carbon content (C-combined), calculated from the magnetic saturation using different models. (a) Fe–Cr–C-steels, austenitised at 800°C and quenched in water. (b) Fe–Cr–C-steels, austenitised at 800°C, quenched in water and cooled in liquid N2.
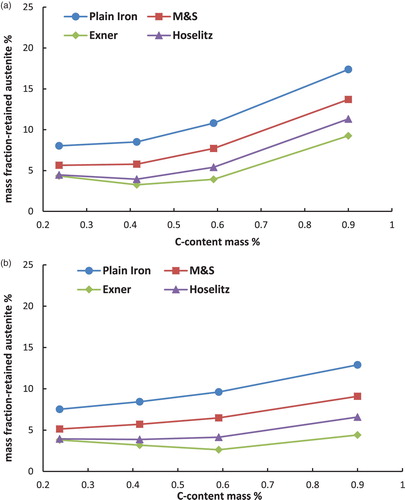
Figure 6. Retained austenite content in the hardened steel Fe–4Ni–0.5Mo–C as a function of the carbon content (C-combined), calculated from the magnetic saturation using different models. (a) Fe–Ni–C-steels, austenitised at 800°C and quenched in water. (b) Fe–Ni–C-steels, austenitised at 800°C, quenched in water and cooled in liquid N2.
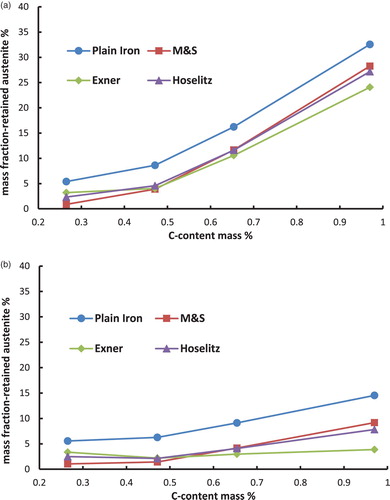
Figure 7. Retained austenite content in the hardened steel Fe–0.85Mo–C as a function of the carbon content (C-combined), calculated from the magnetic saturation using different models. (a) Fe–Mo–C-steels, austenitised at 900°C and quenched in water. (b) Fe–Mo–C-steels, austenitised at 900°C, quenched in water and cooled in liquid N2.
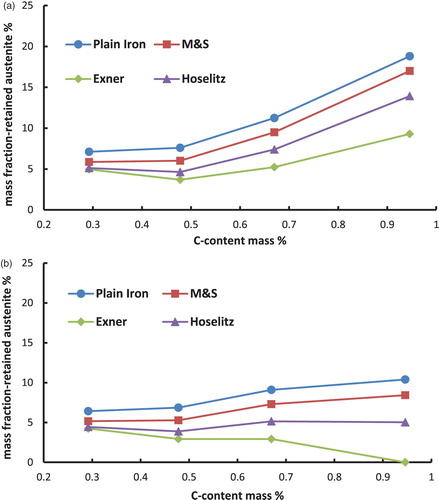
Figure 8. Retained austenite content in the hardened steel Fe–1.8Cr–C as a function of the carbon content (C-combined), calculated from the magnetic saturation using different models. (a) Fe–Cr–C-steels, austenitised at 900°C and quenched in water. (b) Fe–Cr–C-steels, austenitised at 900°C, quenched in water and cooled in liquid N2.
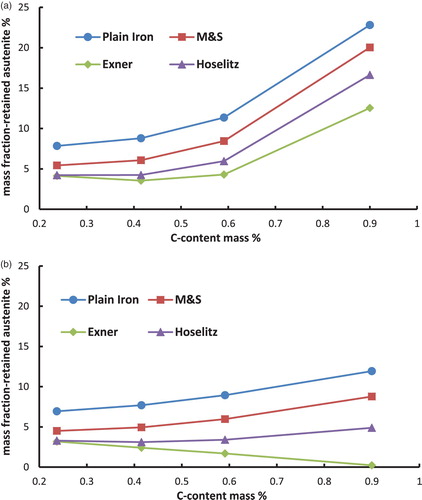
Figure 9. Retained austenite content in the hardened steel Fe–4.0Ni–0.5Mo–C-steels as a function of the carbon content (C-combined), calculated from the magnetic saturation using different models. (a) Fe–Ni–C-steels, austenitised at 900°C and quenched in water. (b) Fe–Ni–C-steels, austenitised at 900°C, quenched in water and cooled in liquid N2.
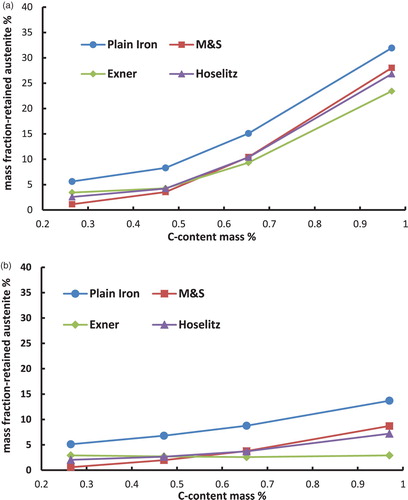
Table 4. Retained austenite content measured by XRD/Rietveld.
Table