
Figures & data
Figure 1. Proposed methodology.
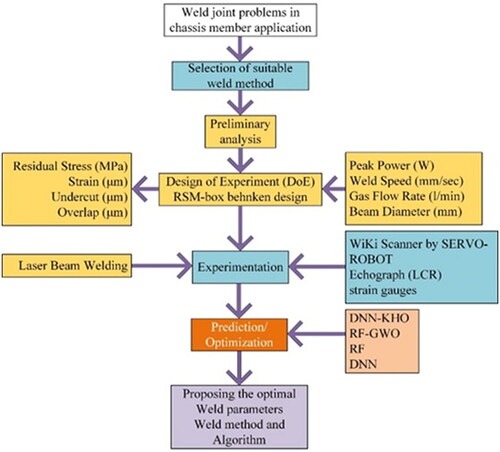
Table 1. Physical properties of ASTM A302 alloy steel.
Table 2. Thermal properties of ASTM A302 alloy steel.
Table 3. Chemical composition of ASTM A302 alloy steel (grade B).
Figure 2. Fibre laser cutting process of workpiece.
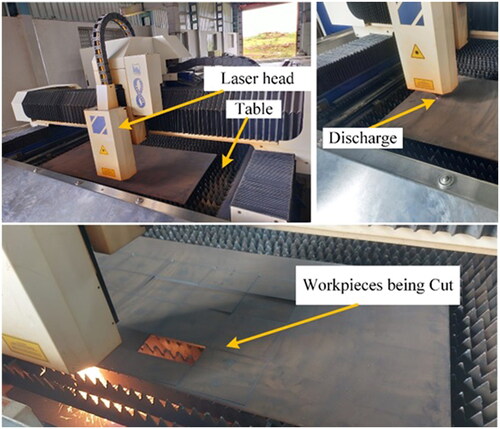
Figure 3. Dimensions of 20 mm, 15 mm and 10 mm thick plates to be cut.
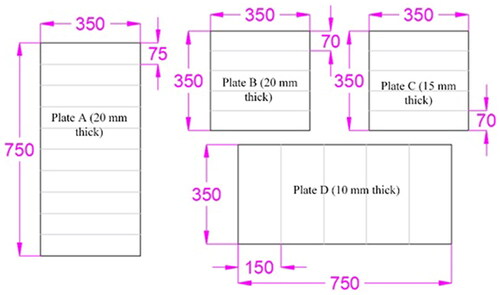
Figure 4. ‘I’ section with four Butt joints: (a) assembled view and (b) 2D view.
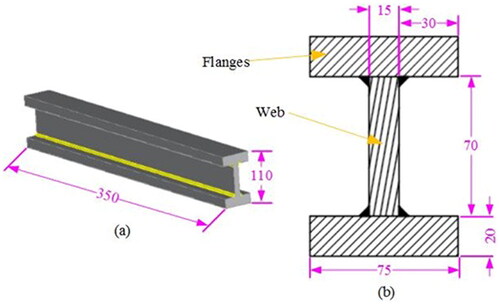
Figure 5. ‘T’ section with two Butt joints: (a) assembled view and (b) 2D view.
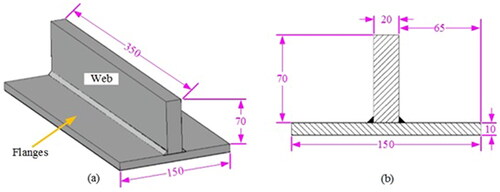
Table 4. Argon gas properties.
Figure 6. YAG type laser beam welding machine PB series.
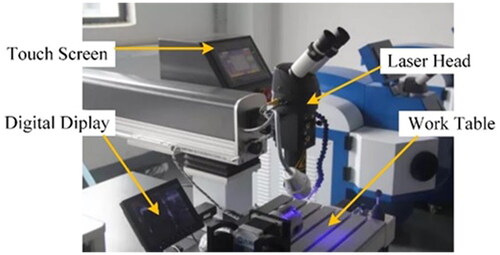
Table 5. HAN*S LASER PB300 manufacturer specifications and features.
Table 6. Range of input parameters.
Figure 7. Weld bead geometry and strain measurements: (a) Wiki Scanner inspection device and (b) strain detector attachment to the workpiece.
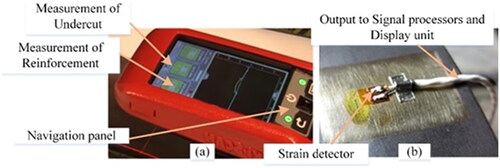
Figure 8. Location of strain gauges.
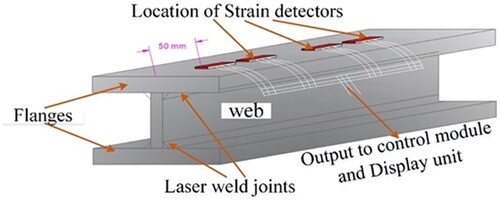
Table 7. Experimental results.
Figure 9. Proposed DNN-KHO layout.
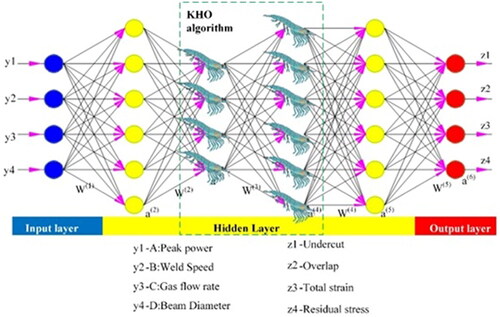
Figure 10. Preliminary analysis results: (a) overlap and (b) total strain.
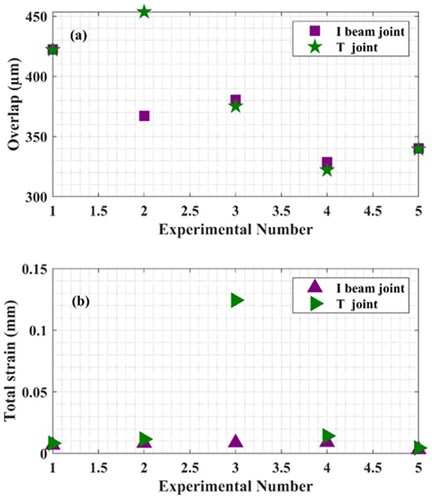
Table 8. RSM predicted results.
Table 9. ANOVA analysis undercut/overlap.
Table 10. ANOVA analysis residual stress/total strain.
Table 11. FIT statistics.
Figure 11. RSM surface plot-undercut: (a) beam diameter, gas flow rate, undercut, (b) beam diameter, weld speed, undercut, (c) peak power, weld speed, undercut, (d) peak power, gas flow rate, undercut, (e) weld speed, gas flow rate, undercut and (f) peak power, beam diameter, undercut.
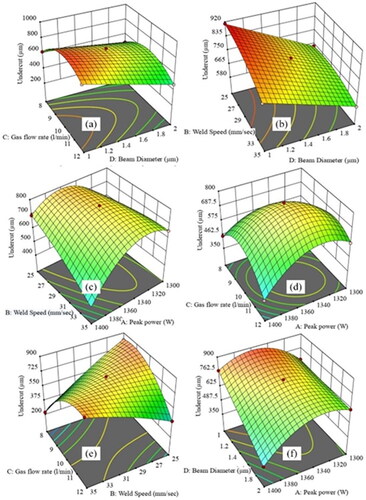
Figure 12. Response surface plot–overlap: (a) weld speed, peak power, overlap, (b) beam diameter, peak power, overlap, (c) gas flow rate, peak power, overlap, (d) weld speed, beam diameter, overlap, (e) gas flow rate, beam diameter, overlap and (f) weld speed, gas flow rate, overlap.
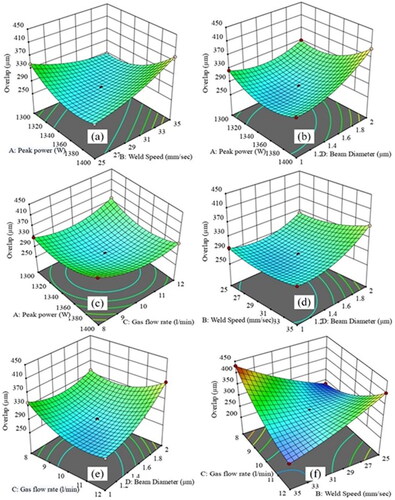
Figure 13. Response surface plot—total strain: (a) beam diameter, peak power, total strain, (b) weld speed, gas flow rate, total strain, (c) gas flow rate, beam diameter, total strain, (d) peak power, weld speed, total strain, (e) peak power, gas flow rate, total strain and (f) weld speed, beam diameter, total strain.
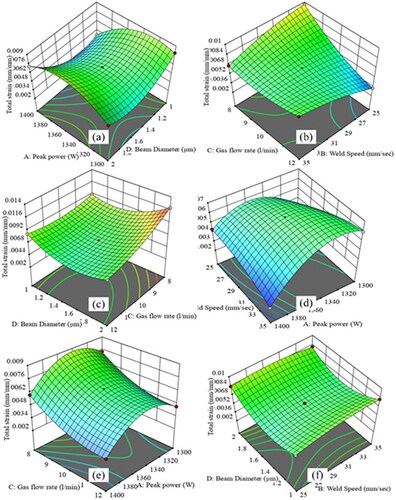
Figure 14. Response surface plot—residual stress. (a) Peak power, weld speed, residual stress, (b) peak power, gas flow rate, residual stress, (c) peak power, beam diameters, residual stress, (d) weld speed, beam diameters, residual stress, (e) weld speed, gas flow rate, residual stress and (f) gas flow rate, beam diameter, residual stress.
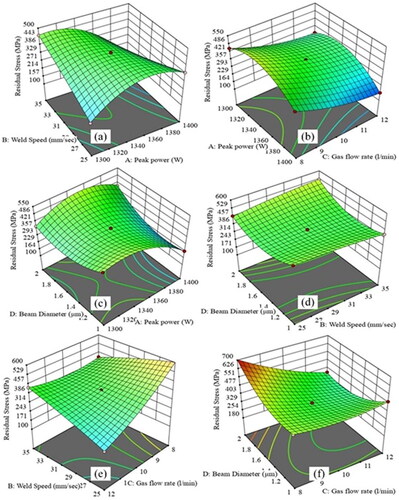
Figure 15. Perturbation plots. (a) Total strain (mm/mm), (b) overlap (µm), (c) undercut (µm) and (d) residual stress (MPa).
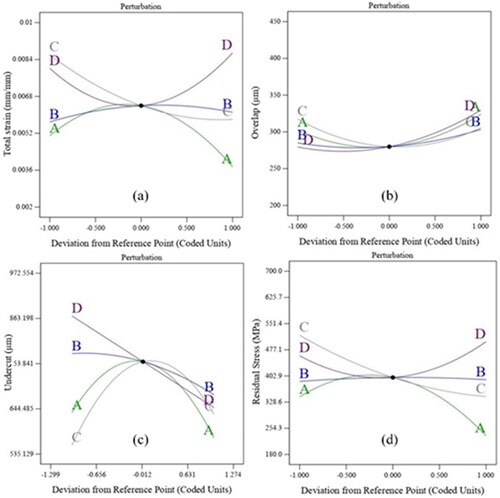
Figure 16. DNN-KHO predicted undercut.
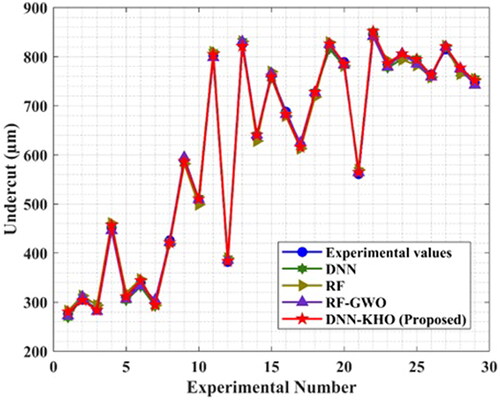
Figure 17. DNN-KHO predicted overlap.
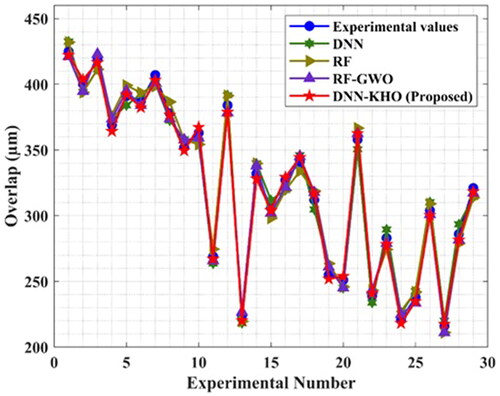
Figure 18. DNN-KHO predicted total strain.
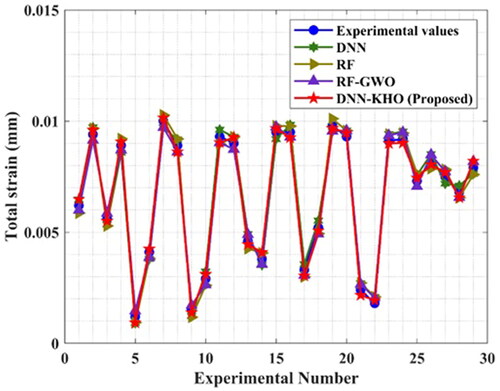
Figure 19. DNN-KHO predicted residual stress.
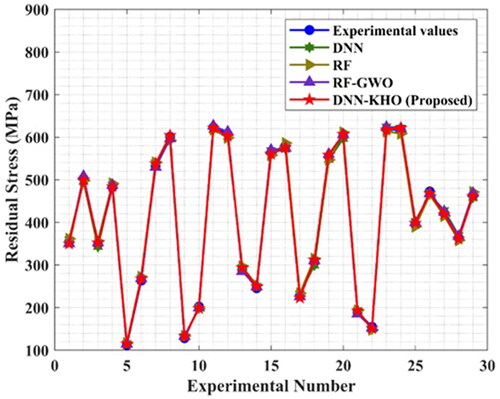
Figure 20. Root mean square (RMSE) analysis for (a) undercut, (b) overlap, (c) total strain and (d) residual stress.
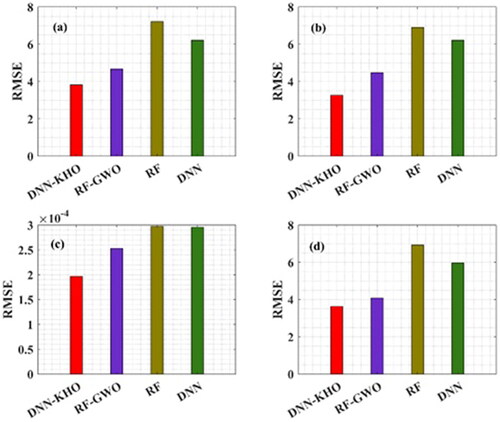
Table 12. LBW optimized process parameters.
Data availability statement
Data sharing do not apply to this article.