
Figures & data
Figure 1. 3D printed reinforced concrete beam (Asprone et al. Citation2018).
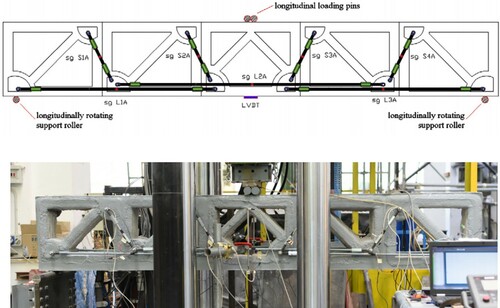
Figure 2. Radial and linear density gradient of concrete samples (Oxman, Keating, and Tsai Citation2011).

Figure 3. Compacting method to create a linear graded concrete (Gan, Aylie, and Pratama Citation2015).
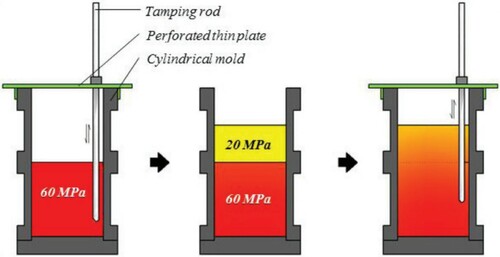
Figure 4. (a) 8 × 3 Periodic lattice topology optimisation design (b) 12 × 3 Periodic lattice topology optimisation design (Rashid et al. Citation2018).

Figure 5. Load vs. displacement graph (Rashid et al. Citation2018).
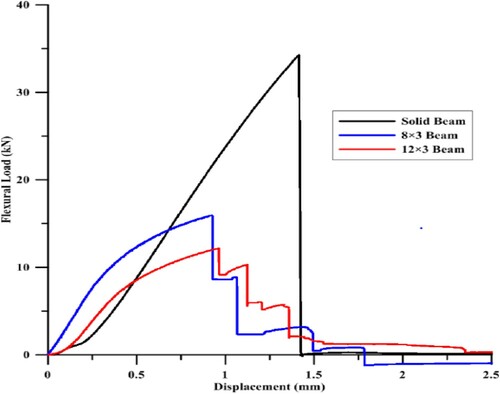
Figure 6. Functionally graded material with different material compositions (Leu et al. Citation2012).
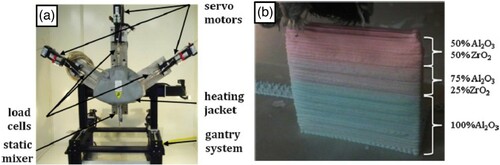
Figure 7. 3D printing for FGCM for; (a) varying fibre deposition systems (Ahmed et al. Citation2020); (b) multi-material, especially for cock aggregates (Craveiro et al. Citation2020).
Figure 8. (a) Cumulative percentage passing of raw material (b) Individual percentage retained of raw material.
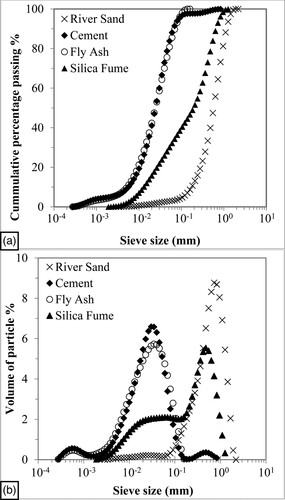
Table 1. Chemical composition (%) of fly ash, silica fume and cement.
Figure 9. S-shaped printing test print path.
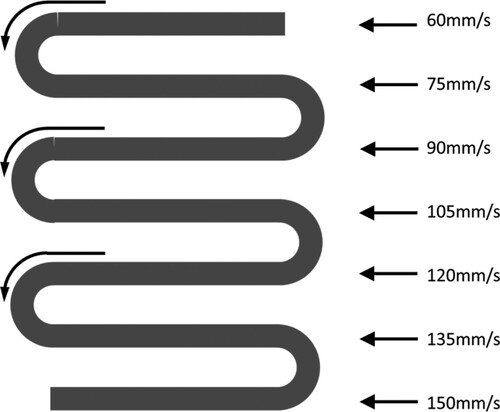
Figure 10. The top view of a schematic drawing of the acceleration-deceleration test print path.
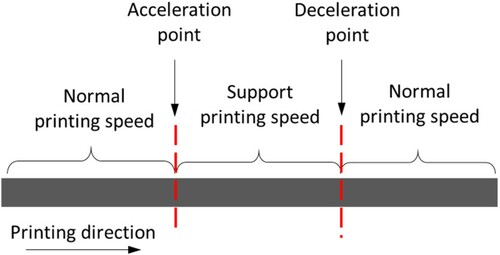
Figure 11. (a) A MBB beam problem with the initial design dimensions (b) Centre-point loading method set-up.
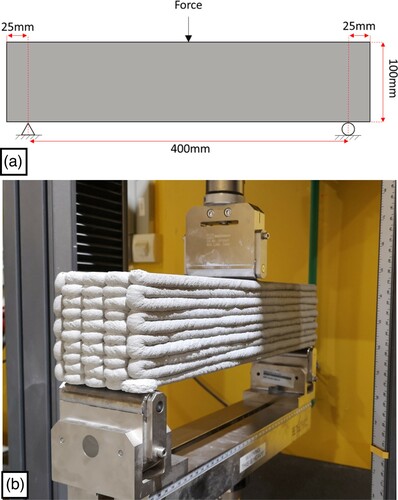
Figure 12. The STL file and slicing preview in slicing software.
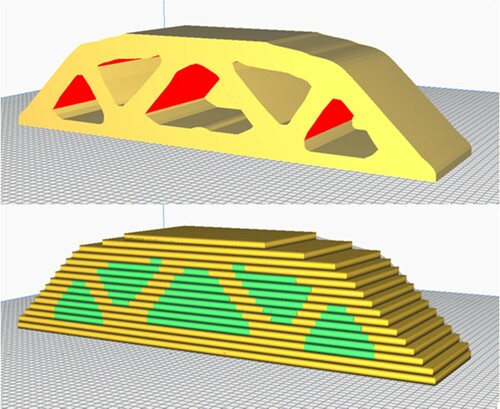
Figure 13. (a) The slicing preview of the 10th layers. (b) The top view of the 10th layer showing the solid and support regions (c) The longitudinal printing path for the 10th layer generated from extracted boundary coordinates with slowed down nozzle travel speed for some of the sections.
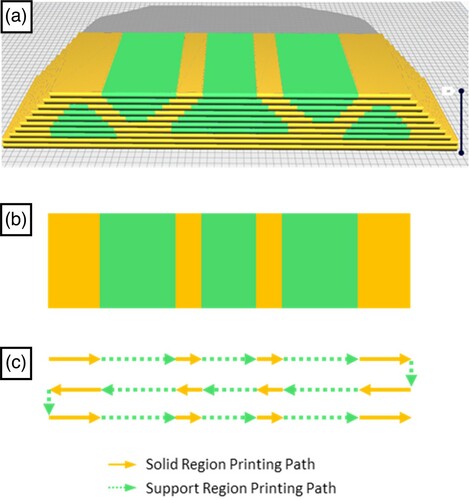
Figure 14. S-shaped printing with round nozzle (a) 6 ml/s (b) 12 ml/s (c) 22 ml/s.

Figure 15. Contour plot of the Rm/i.
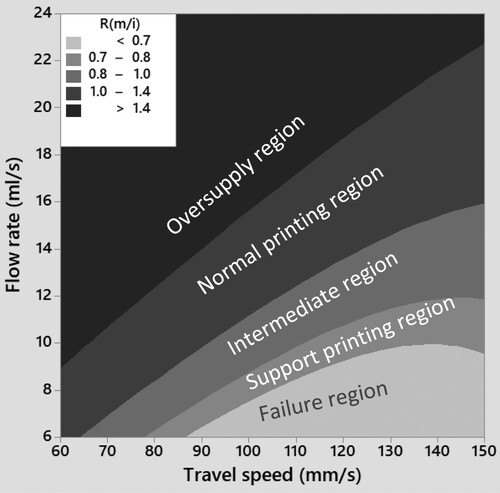
Table 2. Rm/i of filament obtained from ImageJ.
Figure 16. (a) Ideal travel speed profile of the nozzle (b) Travel speed profile of the nozzle without modification (c) Travel speed profile of the nozzle with modification.
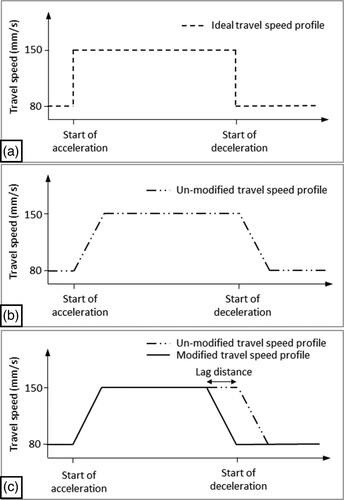
Figure 17. Acceleration-deceleration printing test.
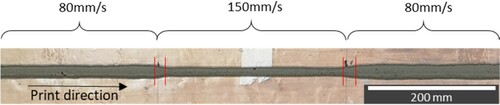
Table 3. Mesh size and total element analysis.
Figure 18. 2D optimised beam structure for the volume-fraction of (a) 20% (b) 40% (c) 60% (d) 80%.
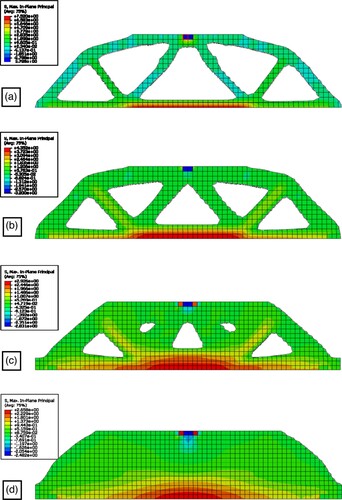
Figure 19. Maximum stress of a 2D optimised structure at different volume constraints.
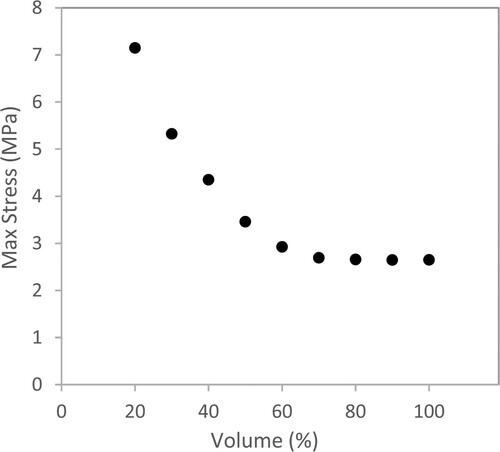
Figure 20. 3D printed structure in the longitudinal direction with a volume-fraction of 100% (b) 80% (c1) a 2D optimised structure of 60% (c2) a 2D optimised structure of 60% with the outline of the strut.
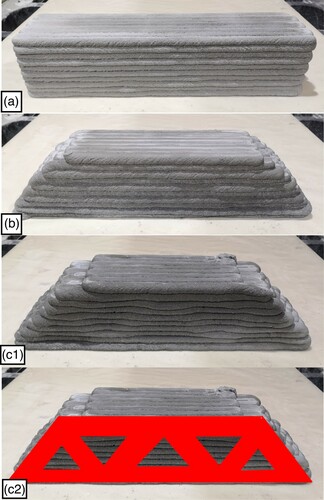
Figure 21. Photo of tested samples (a) 100C (b) 100P (c) 80P (d) 60P.
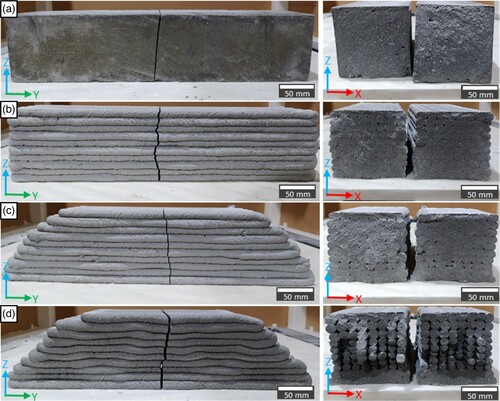
Figure 22. Diagonal view of the 60P sample.
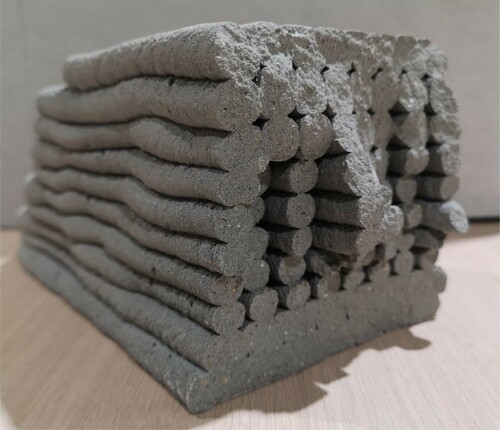
Figure 23. Flexural strength, weight and the strength-to-weight ratio of different samples.
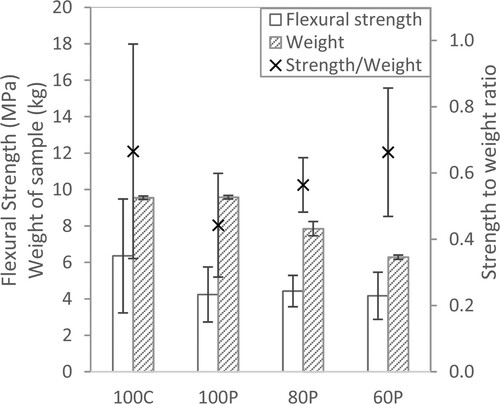
Table 4. Estimated printing time and material used with respective savings for the different samples.