
Figures & data
Table 1. Spheroidization treatment cycle representations
Figure 1. Heat treatment cycle for AISI1040 steel. (a) As-bought spheroidized specimen. (b) Normalized-spheroidized specimen. (c) Hardened-spheroidized specimen.
Figure 2. Machinability specifications. (a) Turning test sample. (b) Carbide insert.
Table 2. Details of machining parameters for machinability tests on AISI1040 steel specimen
Figure 3. Scanning electron microscope microstructure of AISI1040 workpiece. (a) As-bought. (b) Normalized. (c) Hardened. (d) As-bought 9 h spheroidized. (e) Normalized 9 h spheroidized. (f) Hardened 9 h spheroidized.
Figure 3. (Continued).
Figure 3. (Continued).
Figure 4. Surface roughness (SR) study with constant spindle speed (n, rpm) and depth of cut (d, mm) by varying feed (f, mm/rev) for AISI1040 steel.
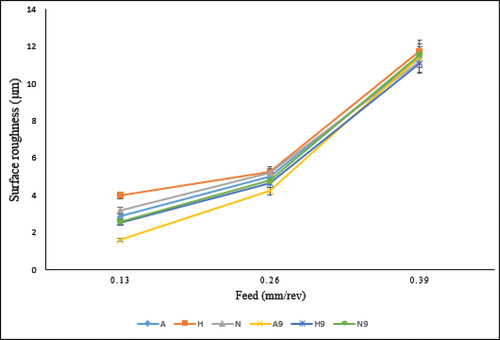
Figure 5. Surface roughness (SR) study with constant feed (f, mm/rev) and spindle speed (n, rpm) by varying depth of cut (d, mm) for AISI1040 steel.
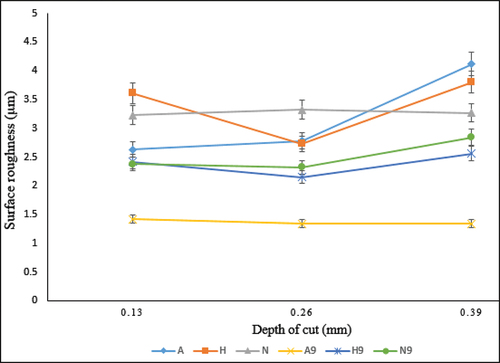
Figure 6. Surface roughness (SR) study with constant feed (f, mm/rev) and depth of cut (d, mm) by varying spindle speed (n, rpm) for AISI1040 steel.
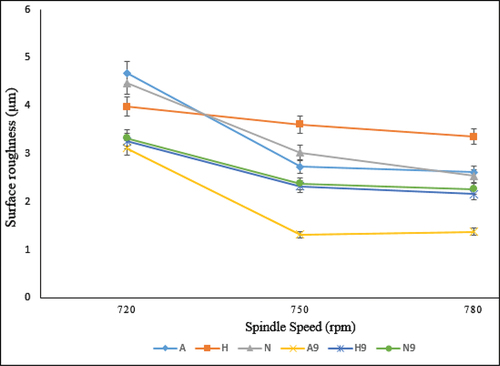
Figure 7. Tool wear (TW) study with constant spindle speed (n, rpm) and depth of cut (d, mm) by varying feed (f, mm/rev) for AISI1040 steel.
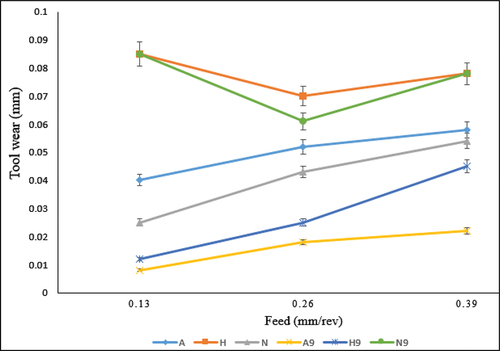
Figure 8. Tool wear (TW) study with constant spindle speed (n, rpm) and feed (f, mm/rev) by varying depth of cut (d, mm) for AISI1040 steel.
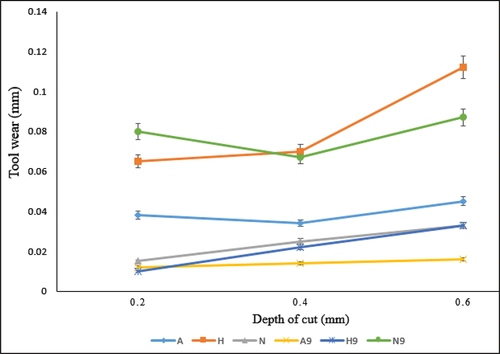
Figure 9. Tool wear (TW) study with constant depth of cut (d, mm) and feed (f, mm/rev) by varying spindle speed (n, rpm) for AISI1040 steel.
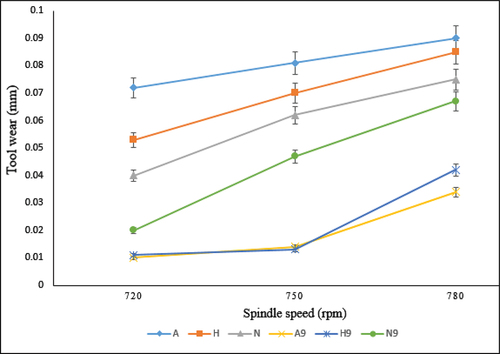
Table 3. Tw and SR values for AISI1040 as-bought-spheroidized steel
Table 4. ANOVA for Tw for the as-bought-spheroidized specimen of AISI1040 steel
Table 5. ANOVA for SR for the as-bought-spheroidized specimen of AISI1040 steel
Figure 10. Residual plots of TW for as-bought-spheroidized AISI1040 steel. (a) Normal probability plot (b) versus fits. (c) Histogram (d) versus order.
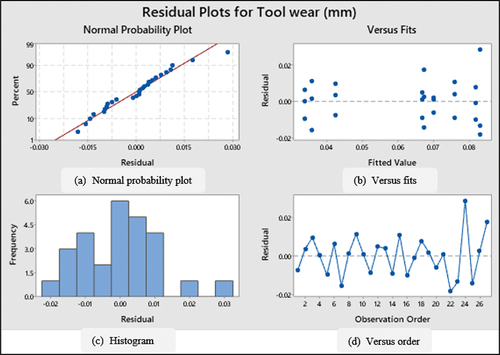
Figure 11. Residual plots of SR for as-bought-spheroidized AISI1040 steel. (a) Normal probability plot (b) versus fits. (c) Histogram (d) versus order.
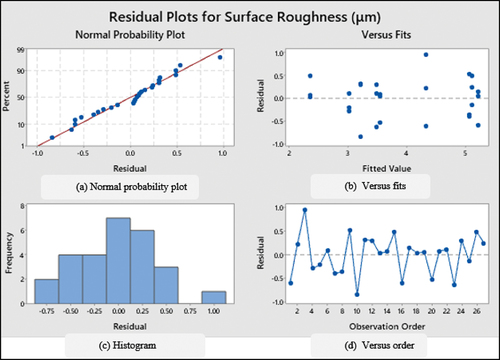
Figure 12. Main effect plots of TW for as-bought-spheroidized AISI1040 steel. (a) Feed. (b) Depth of cut. (c) Spindle speed.
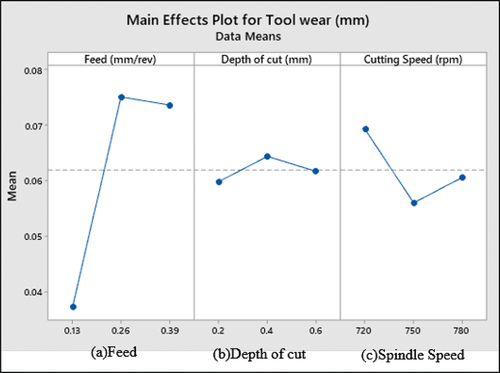
Figure 13. Main effect plots of SR for as-bought-spheroidized AISI1040 steel. (a) Feed. (b) Depth of cut. (c) Spindle speed.
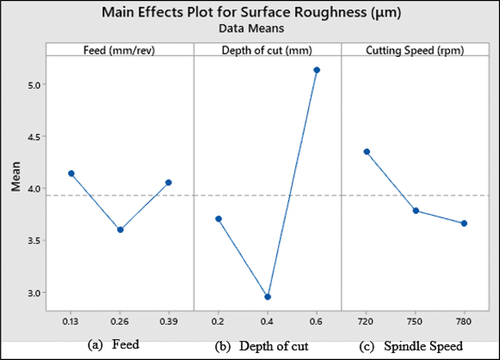
Figure 14. Combined optimized factors for TW and SR for as-bought-spheroidized AISI1040 steel. (a) Composite desirability. (b) Surface roughness. (c) Tool wear.
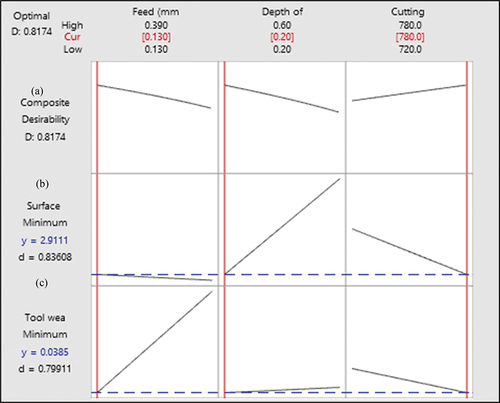
Table 6. Validation result for predicted and experimental values