
Abstract
The aim of this study is to investigate the effects of using crushed ceramic in the production of interlocking paving units. Eight mixes were cast. The first mix was the control mix, in which natural aggregates were used in the upper and lower layers. In the second and third mixes, coarse crushed ceramic was used in the lower layer replacing 50% and 100% of crushed stone, respectively. In the fourth and fifth mixes, fine crushed ceramic was used in the lower layer replacing 50% and 100% of natural sand, respectively. In the sixth mix, coarse and fine crushed ceramic were used in the lower layer replacing 50% of crushed stone and 50% of natural sand, respectively. Finally, in the seventh and eighth mixes, fine crushed ceramic was used in the upper layer replacing 50% and 100% of natural sand, respectively while natural sand was used in the lower layer. Tests were carried out in order to investigate the properties of the manufactured specimens after 28 days of curing. Compressive strength and abrasion resistance were determined according to the American Society for Testing and Materials (ASTM C 140 and ASTM C418, respectively). Water absorption, split tensile strength, abrasion resistance, as well as, skid resistance were determined according to both Egyptian Standard Specifications (ESS 4382) and European Standard (EN 1338). The Egyptian standard is identical with the European standard. The results indicate that it is feasible to use fine crushed ceramic in the manufacture of paving blocks.
Introduction
Concrete which contains at least 20% of waste products as aggregates is called “Green Concrete” [Citation1]. The major sources of ceramic waste are ceramic industry, buildings construction and buildings demolition. In building construction, ceramic waste is generated due to transportation to the building site, and during the execution of construction elements [Citation2]. Research studies have been conducted to study the viability of replacing limestone aggregate with ceramic coarse aggregate on the production of concrete pavement slabs. In the study, it was shown that there is a potential for the use of ceramic aggregates in elements in which the primary requirement is not compressive strength but tensile strength and abrasion resistance. Strength decreased as the quantity of ceramic aggregates in concrete increased, as they are lighter and less resistant than the primary limestone aggregates. Furthermore, the abrasion resistance of concrete made with ceramic recycled aggregates was higher than that of concrete made with limestone aggregates. Also, the results showed that water absorption tests (either by capillarity or by immersion) increase very regularly and significantly with the proportion of ceramic aggregates [Citation2,Citation3]. Binici studied the suitability of ceramic industrial wastes and basaltic pumice as a possible substitution for conventional crushed fine aggregates. Experiments were carried out to determine abrasion resistance, chloride penetration depths and compressive strengths of concrete with crushed ceramic waste and basaltic pumice fine aggregates and to compare them with those of conventional concretes. Test results indicated that ceramic wastes and basaltic pumice concretes had good workability. Furthermore, it was found that abrasion resistance of crushed ceramic (CC) and crushed basaltic pumice (CBP) concretes was lower than that of conventional concretes. Results showed that CC and CBP could be conveniently used for low abrasion and higher compressive strength concretes [Citation4]. Research works were carried out to study the replacement of 20% of cement as well as the replacement of both fine and coarse aggregates by ceramic waste. Results showed that although concrete with ceramic waste powder had a minor strength loss, it still possessed durability performance due to the pozzolanic properties. It was also shown that replacement of traditional sand by ceramic sand is a good option as it does not imply strength loss and has superior durability performance. As for the replacement of traditional coarse aggregates by ceramic coarse aggregates, the results were promising but underperformed slightly in water absorption, and water permeability, meaning that the replacement of sand by ceramic is a better option [Citation5]. Jimenez et al. evaluated the performance of both fresh and hardened masonry mortar manufactured using fine recycled aggregate from ceramic partition wall rubble. It was shown that the replacement ratios up to 40% by volume did not significantly affect the properties of both fresh and hardened mortar, with the exception of density and workability [Citation6]. Another study was conducted in which the chloride ion penetration tests were carried out on mortars made of ceramic waste (which was crushed and grounded to various sizes prior to the replacement of fine aggregates). From the results, it was found that the mortars containing ceramic waste were more effective in the resistance of chloride ion penetration than a typical mortar made of river sand [Citation7].
Materials and methods
Cement
The cement used was Portland cement CEM I 52.5N in accordance to ESS 4756-1/2007. Physical and mechanical properties of cement are shown in , while the chemical composition is shown in .
Table 1 Physical and mechanical properties of cement.
Table 2 Chemical composition of cement.
Natural aggregates
Siliceous sand and crushed limestone were used in this research program as fine and coarse aggregates, respectively. The sieve analysis curves of natural sand and crushed limestone are shown in and , respectively. gives the properties of both fine and coarse aggregates.
Fig. 1 Sieve analysis of sand.
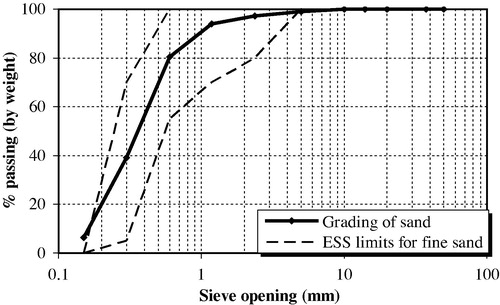
Fig. 2 Sieve analysis of crushed stone.
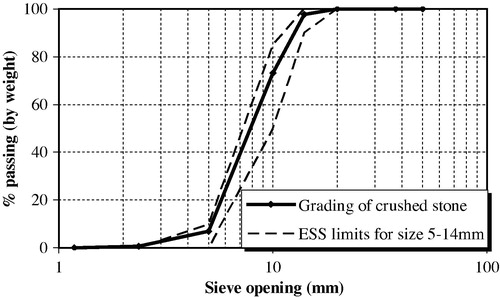
Table 3 Properties of natural sand and crushed limestone.
Recycled aggregates
Crushed ceramic was used as recycled fine and coarse aggregates. The fractions passing from sieve 2.36 were used as fine aggregate, while fractions passing from 10 mm sieve and retained on 2.36 mm sieve were used as coarse aggregate. The sieve analysis curves of fine and coarse crushed ceramic are shown in and , respectively. presents the properties of fine and coarse crushed ceramic.
Fig. 3 Sieve analysis of fine crushed ceramic.
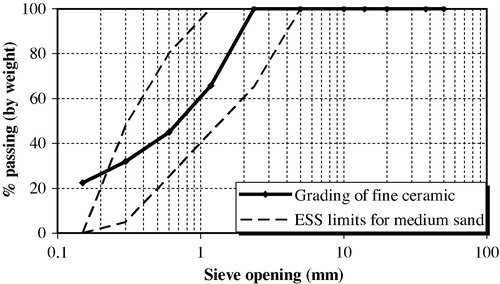
Fig. 4 Sieve analysis of coarse crushed ceramic.
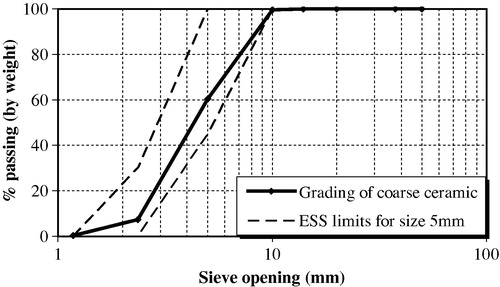
Table 4 Properties of fine and coarse crushed ceramic.
Testing methods
All concrete paving blocks were prepared using pressure (200 bars) and vibration until complete compaction was obtained from the compaction machine.
The absorption test was carried out in accordance to ASTM C140 [Citation8]. The specimens were immersed in potable water at a temperature of (15.6–26.7 °С) for 24 h. Then they were weighed to obtain the initial mass. After that, the specimens were dried in a ventilated oven at (100–115 °С) for a minimum period of 24 h. The specimens were then allowed to be cooled to room temperature before they were weighed to obtain the final mass.
Abrasion resistance was determined according to both ESS 4382 [Citation9] and BSEN 1338 [Citation10]; annex G by the Wide Abrasion test. The wearing machine is essentially made of a wide abrasion wheel, a storage hopper with a control to regulate the output of the abrasive material, a flow guidance hopper, a clamping trolley and a counterweight. Immediately before testing, the surface to be tested is cleaned with a stiff brush and covered with a surface dye to facilitate measuring the groove (e.g. painting with a marker pen). The hopper is filled with corundum (abrasive material) and the specimen is brought into contact with the wide abrasion wheel. The control valve is then opened and simultaneously the motor is started so that the abrasion wheel achieves 75 revolutions in (60 ± 3) seconds. The test was carried out by abrading the upper face of a paving block with fused alumina (corundum). According to tradition and practice regarding the use of concrete block paving in the UK, the blocks are categorized into classes based on test results. In areas subject to very heavy pedestrian and vehicular traffic, Class 4 should be used. In areas subject to normal pedestrian and vehicle use, e.g., public pavements and roads, at least Class 3 products should be used. In areas subject to light pedestrian and vehicular use, e.g., garden, drives, at least Class 1 products should be used. shows the requirement for each class.
Table 5 Abrasion resistance class.
Abrasion resistance was also conducted according to ASTM C418 [Citation11] by sandblasting. The abrasive is natural silica sand graded to pass a No.20 (850-μm) sieve and retained on a No.30 sieve (600-μm).The specimen was placed with the surface to be tested normal to the nozzle axis at a distance of (76 ± 2.5) mm. The surface of each specimen was exposed to the blast for a period of 1 min. This process was repeated on eight spots on the surface. The abrasion coefficient loss and average thickness loss were reported.
The characteristic tensile splitting strength was determined by testing according to BSEN 1338, annex F. The blocks were immersed in water at (20 ± 5) °С for (24 ± 3) h, removed, wiped dry and tested immediately. The test is carried out along the longest splitting section of the block, parallel and symmetrical to the edges. Also, the failure load per unit length in newtons per millimeter is reported as required by the standard specifications.
The slip/skid resistance test was performed in accordance with BSEN 1338, annex I. The measurement of unpolished slip resistance value (USRV) on the specimen was made using the pendulum friction test equipment to evaluate the frictional properties of the specimen on the upper face. Immediately prior testing with the friction tester, the specimens were immersed in water at (20 ± 2) °С for at least 30 min. The test specimen was located with its longer dimension lying in the track of the pendulum. The pendulum was released and the position of the pointer on the scale (the pendulum test value) was recorded. This operation was performed 5 times for each specimen, rewetting the specimen each time. The mean of the last three readings is recorded. The specimen is then relocated after rotating through 180° and the procedure was repeated. The sample comprises five specimens. shows the potential for slip in accordance to tradition and practice regarding the use of concrete block paving in the UK.
Table 6 Pendulum test values.Table Footnotea
Interlocking mixes proportions
Paving units consist of two layers; the upper layer (facing layer) that was approximately 8–10 mm thick and the lower layer (backing layer) that was about 70 mm thick. In the experimental program eight mixes were cast as follows: the first mix was the control mix, in which natural aggregates were used in the two layers. The proportions of the control mix were according to factory’s specifications. In the second and third mixes, coarse crushed ceramic was used in the lower layer replacing 50% and 100% of crushed stone, respectively, while in the fourth and fifth mixes, fine crushed ceramic was used in the lower layer replacing 50% and 100% of natural sand, respectively. In the sixth mix, coarse and fine crushed ceramic were used in the lower layer replacing 50% of crushed stone and 50% of natural sand, respectively. Finally, in the seventh and eighth mixes, fine crushed ceramic was used in the upper layer replacing 50% and 100% of natural sand, respectively and natural sand was used in the lower layer. Mixes proportions are given in . The demolding ability is an essential criterion for manufacturing paving units. The water contents of the paving units were adjusted based on this criterion. The water to cement (w/c) ratio was adjusted for each mix to maintain an almost zero slump. Crushed stone was not washed prior to mixing. The specimens were hexagonal in shape with 315 cm2 area and 8 cm thickness. All specimens were cured by spraying twice daily and tested after 28-days of curing. The testing plan is shown in . A total number of 200 specimens were tested in the present study.
Table 7 Mixes proportions.
Table 8 Testing plan.
Results and discussions
Compressive strength
Compressive strength is an important parameter in the evaluation of paving block quality. The compressive strength was measured for the eight mixes at age 28 days. Test results are presented in and . Mixes 2 and 3 (containing 50% and 100% of coarse crushed ceramic, respectively in the backing layer) gave compressive strength that was 87% and 62%, respectively of that for the control mix, while the use of 50% and 100% of fine crushed ceramic in the backing layer (mixes 4 and 5) resulted in 108% and 107% compressive strength respectively of that for the control mix. The compressive strength of mix 6 containing 50% of coarse crushed ceramic and 50% of fine crushed ceramic in the backing layer was 79% of that for the control mix. However, the compressive strength of mixes 7 and 8 containing 50% and 100% of fine crushed ceramic, respectively in the facing layer was 109% and 135% of that for the control mix. Hence, using fine crushed ceramic as fine aggregate either in the facing or in the backing layer enhanced the compressive strength of paving blocks. This may be due to the enhanced overall interfacial zone due to the rougher and more angular shape of fine crushed ceramic compared with natural sand. This explanation is also consistent with previous research, which reported that aggregate texture plays an important role in the compressive strength of concrete [Citation13]. On the other hand, use of coarse crushed ceramic to substitute coarse aggregate worsens the compressive strength of paving blocks. This may be due to the lower hardness of coarse crushed ceramic than that of crushed limestone as the impact index for coarse crushed ceramic and crushed stone was 13.4% and 8.8%, respectively. The obtained results agree with previous research works, in which strengths (compressive, tensile, and flexural) were lower for concrete that contained coarse crushed ceramic in comparison to the concrete with conventional crushed stone [Citation14]. However, another study showed that recycled concrete obtained through partial replacement of natural coarse aggregate by coarse crushed ceramic is suitable for structural purposes [Citation15]. With regard to fine aggregate substitution by fine ceramic, Torkittikul and Chaipanich [Citation13] investigated the feasibility of using ceramic waste and fly ash to produce mortar and concrete. The results showed that the compressive strength of ceramic waste concrete was found to increase with ceramic waste content and the optimum strength was at 50% substitution percentage by fine ceramic. However, the compressive strength in the fly ash concrete increased with increasing ceramic waste content up to 100%.
Fig. 5 Effect of crushed ceramic size and content on 28-days compressive strength.
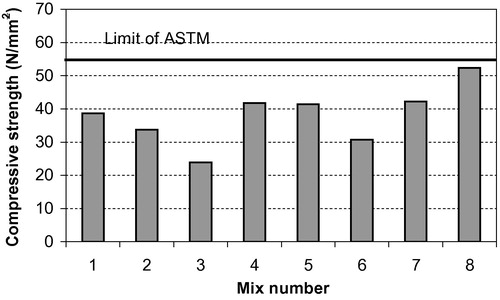
Table 9 Properties of paving units at 28-days.
From the results, none of the eight mixes satisfied the requirement of ASTM C936 [Citation12] for compressive strength as set out in . However, according to ESS specification for the year 2004, the paving units whose average compressive strength was not less than 35 N/mm2 were categorized as medium duty, while those whose average compressive strength was not less than 30 N/mm2 were categorized as normal duty. Consequently, it is possible to manufacture paving units using fine crushed ceramic to replace up to 100% of fine aggregate in the backing layer or to replace 100% of fine aggregate in the facing layer as it improved the compressive strength compared with the control mix according to ESS 2004. It should be noted that ESS specification for the year 2004 was updated in 2008 and the new version does not include the compressive strength test. It is in researchers’ opinion that the ASTM standard is conservative, and that the ESS 2004 was more practical compressive strength-wise.
Water absorption
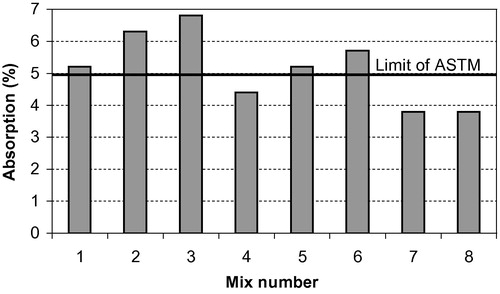
The test results are presented in and . Mixes 1 and 5 gave absorption percentage that was slightly higher than that specified by ASTM C936 [Citation12], while mixes 4, 7 and 8 met the condition of the standard. Mixes 2, 3 and 6 resulted in higher absorption percentage than that stated by the standard. It is clear that water absorption increases by increasing coarse crushed ceramic content, while the water absorption for mixes containing fine crushed ceramic is lower or comparable to that for the control mix made with natural sand, regardless of the layer. Similar findings were reported by Sadek et al. They investigated the feasibility of using crushed ceramic as coarse and fine aggregate in solid cement bricks and found that the water absorption increases by using coarse crushed ceramic and decreased by using fine crushed ceramic. The increase in the water absorption for bricks containing 100% coarse crushed ceramic was 46.2%, while the decrease in water absorption of bricks containing 100% fine crushed ceramic was 34.9% compared with the control bricks [Citation16]. Therefore, it is feasible to manufacture paving units using crushed ceramic as replacement of fine aggregate up to 100% in both layers.
Fig. 6 Effect of crushed ceramic size and content on absorption percentage.
Abrasion
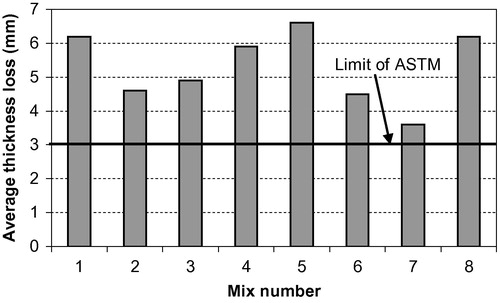
and illustrate the effects of crushed ceramic size and content on volume loss and thickness loss, respectively. All eight mixes did not satisfy the ASTM C936 requirement pertaining to the criteria of abrasion. The results were in the range of 3.6–6.6 mm regarding average thickness loss. However, when comparing the results of mixes 1 and 7, it was found that thickness loss was 58% of the value of the control mix, indicating that 50% replacement of sand by ceramic fine aggregate in the upper layer enhanced abrasion resistance of paving blocks. Concerning volume loss, the results were in the range of 17.8 cm3/50 cm2 to 34.5 cm3/50 cm2.
Fig. 7 Effect of crushed ceramic size and content on volume loss due to abrasion (ASTM C418).
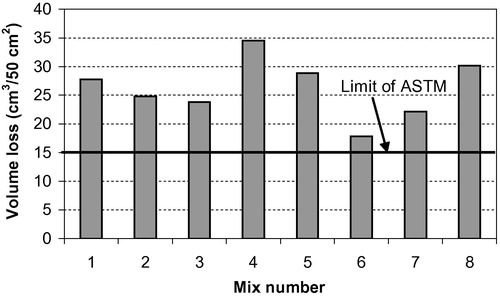
Fig. 8 Effect of crushed ceramic size and content on thickness loss due to abrasion (ASTM C418).
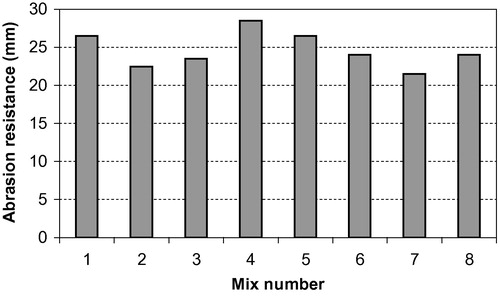
The effects of crushed ceramic size and content on abrasion resistance according to BSEN 1338 are shown in and . Mixes 1, 3, 4, 5, 6, and 8 did not meet the requirement of BSEN 1338 presented in (classes 3 and 4). However, according to practice regarding the use of paving units in the UK, paving units of the six mixes are categorized as class 1. Class 1 can be used in light pedestrian and vehicular areas such as gardens and parks. Mixes 2 and 7 satisfied the requirement of Class 3. According to practice concerning the use of paving units in the UK, areas subject to normal pedestrian and vehicle use, e.g. public pavements and roads, at least Class 3 products should be used. Again, when comparing the results of mixes 1 and 7, it was found that the use of 50% fine crushed ceramic in the upper layer enhanced the abrasion resistance of paving units.
Fig. 9 Effect of crushed ceramic size and content on abrasion resistance (BSEN 1338).
Skid resistance
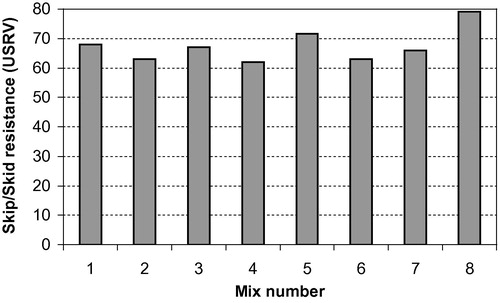
The skid resistance results of the eight mixes were in the range of 62 and 79. Mix 8 resulted in resistance that was 16% higher than that of the control mix, possibly due to the rough surface texture of the ceramic waste. According to which indicates the potential for slip applied in the UK, it can be observed that the potential for slip for the eight mixes ranges between low and extremely low. The results are presented in and .
Fig. 10 Effect of crushed ceramic size and content on skid resistance.
Splitting tensile strength
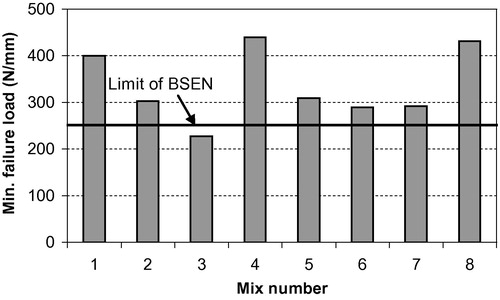
The tensile splitting strength is mainly governed by the properties of the interfacial transition zone (ITZ) [Citation17]. There are two criteria regarding splitting tensile strength. The first criterion is the minimum splitting tensile strength which should not be less than 3.6 N/mm2 for any unit. All mixes did not satisfy the first criterion except mixes 4 and 8 containing 50% of fine crushed ceramic in the backing layer and 100% of fine crushed ceramic in the facing layer, respectively. These results may be attributed to the improvement of interfacial transition zone, due to the lower density of ceramic powder, which in turn, represented a higher volume of fine particles in the mixes. The finer particles may have filled the voids and reduced the porosity at the interface. The second criterion is the minimum failure load/length which should not be less than 250 N/mm. All mixes met the second criterion except mix 3 containing 100% of coarse crushed ceramic in the backing layer. Again, mixes 4 and 8 containing 50% of fine crushed ceramic in the backing layer and 100% of fine crushed ceramic in the facing layer, respectively had the highest failure load/length, indicating the enhancement by using fine crushed ceramic. Lopez et al. investigated some of the physical and mechanical properties of concrete to which had been added varying proportions of white ceramic powder as fine aggregate. The results of the concrete trials (compression, flexi-traction, and Brazilian tests) showed that the concrete made with white ceramic powder as fine aggregate has the same mechanical characteristics as that made with conventional sand [Citation18]. and , as well as show the obtained results.
Fig. 11 Effect of crushed ceramic size and content on splitting tensile strength.
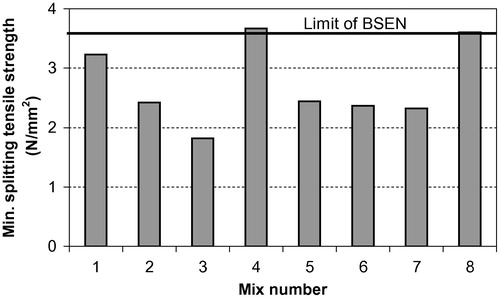
Fig. 12 Effect of crushed ceramic size and content on failure load.
Conclusions
Based on the experimental results obtained from this study, the following conclusions can be drawn:
| (1) | Regarding compressive strength, it is possible to manufacture paving units using crushed ceramic as 100% replacement of fine aggregate in both layers for medium duty. | ||||
| (2) | Absorption percentage condition was met when crushed ceramic was used as replacement of fine aggregate up to 100% in both layers. | ||||
| (3) | All eight mixes did not satisfy the ASTM C936 requirement pertaining to the criteria of abrasion. | ||||
| (4) | According to common practice in the UK, the potential for slip ranged between low and extremely low for the eight mixes. | ||||
| (5) | According to practice in the UK pertaining abrasion, mixes 1, 3, 4, 5, 6 and 8 can be used for light pedestrian and vehicular areas, while mixes 2 and 7 can be used for normal pedestrian and vehicle use. | ||||
| (6) | Mixes 4 and 8 satisfied both criteria regarding splitting tensile strength. Mixes 1, 2, 5, 6 and 7 satisfied the second criterion of splitting tensile strength (minimum failure load/length). | ||||
| (7) | In general, using fine crushed ceramic in paving units is better than using coarse crushed ceramic at the same replacement percentage of natural aggregate. | ||||
| (8) | In general, using 50% fine crushed ceramic in the backing layer or 100% fine crushed ceramic in the facing layer enhanced the physical and mechanical properties of paving units. | ||||
Notes
Peer review under responsibility of Housing and Building National Research Center.
References
- R.M.SenthamaraiP.Devadas ManoharanD.GobinathConcrete made from ceramic industry waste: durability propertiesConstr. Build. Mater.25201124132419
- J.R.CorreiaJ.De BritoA.S.PereiraEffects on concrete durability of using recycled ceramic aggregatesMater. Struct.vol. 392006169177
- J.De BritoA.S.PereiraJ.R.CorreiaMechanical behavior of non-structural concrete made with recycled ceramic aggregatesCem. Concr. Compos.272005429433
- H.BiniciEffect of crushed ceramic and basaltic pumice as fine aggregates on concrete mortars propertiesConstr. Build. Mater.21200711911197
- F.Pacheco-TorgalS.JalaliReusing ceramic wastes in concreteConstr. Build. Mater.242010832838
- J.JimenezJ.YusoM.LopezJ.FernandezJ.De BritoUse of fine aggregates from ceramic waste in masonry mortar manufacturingConstr. Build. Mater.402013679690
- H.HigashiyamaM.SappakittipakornM.SanoF.YagishitaChloride ion penetration into mortar containing ceramic waste aggregateConstr. Build. Mater.3320124854
- ASTM C 140 test methods for sampling and testing concrete masonry units and related units.
- ESS 4382, Concrete interlocking paving units, 2008.
- BSEN 1338, Concrete paving blocks-requirements and test methods, 2003.
- ASTM C418, Standard test method for abrasion resistance of concrete by sandblasting, 2005.
- ASTMC 936, Standard specification for solid concrete-interlocking paving units, 2001.
- P.TorkittikulA.ChaipanichUtilization of ceramic waste as fine aggregate within Portland cement and fly ash concreteCem. Concr. Compos.322010440449
- R.M.SenthamaraiP.Devadas ManoharanConcrete with ceramic waste aggregateCem. Concr. Compos.272005910913
- C. Martinez, M. Romero, J. Del Pozo, A. Valdes, Use of ceramic wastes in structural concretes, in: 1st Spanish National Conference on Advances in Materials Recycling and Eco-Energy, Madrid, 12–13 November 2009.
- D.SadekW.El-SayedA.HeniegalA.MohamedProduction of solid cement bricks using some types of solid wastesEng. Res. J.vol. 1382013115
- C.PoonD.ChanEffects of contaminants on the properties of concrete paving blocks prepared with recycled concrete aggregatesConstr. Build. Mater.212007164175
- V.LopezB.LIamasA.JuanJ.MoranI.GuerraEco-efficient concrete: impact of the use of white ceramic powder on the mechanical properties of concreteBiosyst. Eng.9642007559564