Abstract
The progress of laser sintering of ceramics is reviewed by focusing on the principles and the potentials of this new technique as one member of a family of additive manufacturing technologies. After a brief introduction of the technology and the interaction between laser beam and ceramics, the characters of laser sintered ceramics are discussed in detail. The unique opportunities of achieving hierarchically structured heterogeneities and non-equilibrium phase assemblages in bulk ceramics are illustrated. It reveals that the laser sintering is not only a feasible technology allowing net shape production of customized 3D parts in a single manufacturing operation but also a promising way for developing ceramics with structures that can hardly be made by conventional processing methods.
1 Introduction
The concept of laser sintering is referring to a method introduced in late 1980s as a new member of the additive manufacturing technologies [Citation1]. Although initially it was established as a visual prototyping tool, the technology has developed rapidly and is now widely accepted for fast industrial manufacturing. Laser sintering has been industrialized especially for processing of complex components because of its advantage of making three dimensional (3D) net shape parts in one single operation. Sintered components can be made of a large variety of materials, such as plastics and metals. In addition, laser sintering enables production of special components that are difficult or even impossible to make by other conventional technologies [Citation2]. During the early development period, laser sintering focused on achieving good process abilities, shape control and consistent material properties by industrial production. Material properties and shape tolerances must also meet the demands of aimed consumer applications. For this purpose new adopted precursor materials were developed with the compositions modified to fit the laser sintering process [Citation3,Citation4]. After this initial period the market and applications of laser sintered products were developed, particularly during the recent years. This growth has been strongly supported by the development of several laser sintering systems now available on the market that enable computer aided construction of complicated 3D bodies made of plastics and metals. Attempts to use laser sintering for processing ceramics, however, have not been equally successful despite the efforts made [Citation5]. The progresses of laser sintering of ceramics are reviewed below and a forthcoming success for ceramics will open for many applications of vast commercial values.
1.1 The laser sintering process
The laser sintering technique uses a high-energy laser beam to fuse powder granules directly into complex 3D net shape components in a layer-by-layer manner. Repeatedly a laser beam is scanning over a new single layer of free-packed powder granules and consolidating them via sintering or melt-solidification to each other and the previous consolidated substrate. The process scheme is governed by computer aided design (CAD) and computer aided manufacture (CAM) principles, so called CAD/CAM. As the laser beam moves quickly over the powder granules the process involves both a very rapid local heating of the powders and a subsequent rapid cooling of the melts. The laser sintering technique can be classified into three categories regarding binding mechanisms, namely solid state sintering, liquid phase sintering or partial melting and melt-solidification [Citation6]. Solid state sintering refers to a thermally activated material transport driven by the reduction of the high surface energies of the aggregated particles. It is a slow process that usually occurs at temperatures well above 50% of the melting temperature (Tm) of the concerned material [Citation7]. At Tm the powders begin to melt and form a local melt pool at the spot of the scanning laser beam. The melt/liquid phase would provide a capillary force and fuse the particles together when the solid particles are in contact with this melt [Citation6]. It is worth pointing out that laser sintering is a complicated process and, in real practice, it is difficult to distinguish between these three types of general mechanisms. A lot of local conditions need to be considered during the rapid laser sintering process of dynamic nature. Often, in the early stage of the laser sintering process, solid state sintering occurs, which transfers to liquid phase sintering or melt-solidification mechanisms later. Still, the preferred mechanism could be manipulated by adjusting the laser sintering parameters, like intensity and interaction time. The size distribution of powder granules can be controlled as well as using homogeneous composition to avoid local Tm variations.
1.2 The laser sintering system
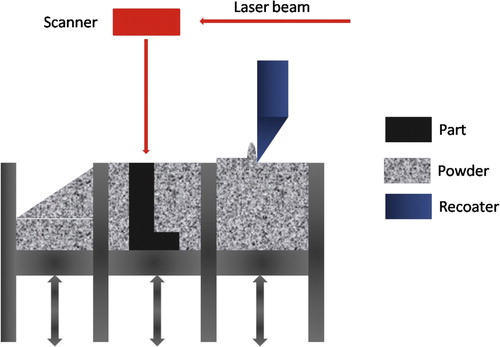
In general, a laser sintering system consists of a laser source, a laser scanner, a powder loading unit, a building plate and a gas flow controller, see . The laser scanner is monitored by a computer which controls the scanning track. There are two types of laser sources that are commonly used for laser sintering. Lasers with different wavelengths are selected to match the absorption characteristics of the corresponding powder granules. One is a continuous wave CO2 laser with a wavelength of 10.6 μm, which is particularly suitable for processing thermal curing plastics. The other is a continuous wave ytterbium fiber laser with a wavelength of ∼1.1 μm, which is commonly used for processing metals [Citation4,Citation8]. The q-switch pulse ytterbium fiber laser is another popular choice [Citation9]. The laser power, scanning speed and laser beam diameter determine the power density. Laser sintering process can be performed in vacuum or atmospheres such as argon, air, oxygen and nitrogen or mixtures thereof. There are two ways for powder loading and one is shown in , where the powder is filled by a moving recoating blade. Powder granules with spherical shape are favorable for better fluidity [Citation10]. Another technique uses a metal cylinder as both intermediate powder reservoir and rake blade. The metal cylinder is equipped with a piston that has a function of compressing the powder granules [Citation11]. The latter feeding technique has less demand on powder fluidity and allows also the use of slurries.
Fig. 1 A schematic draw of the layout of a laser sintering system, where the laser beam scans over the building part on the middle table.
1.3 Laser beam interactions with ceramic materials
Due to the complex nature of the laser beam to materials interactions, suitable laser sintering parameters must be established separately in order to achieve desirable sintered parts. The successful preparation of metal and plastic parts by laser sintering relies on fully or partially melting of the solid powder granules. The formed melt wets the un-melted powder granules and facilitates a viscous flow and further the local consolidation. It is crucial that the laser energy per volume and time is controlled carefully when converting from electromagnetic radiation to thermal heat. By forming local melting pools the sintering process can be run successively with a high laser scanning speed.
When the laser beam irradiates the powder granules, it undergoes multiple scatters or reflections before it is absorbed. The heat formation (temperature) is inhomogeneous because of the uncertainty of the laser route. In addition, grain boundaries or any other defects inside the powder will have high laser absorption, i.e. being hotter. As an overall effect the temperature distribution appears strongly inhomogeneous during its short interaction time and, further, the cooing will also be inhomogeneous.
In comparison with the established laser sintering of metals and plastics, the new use for ceramics encounters some inherent difficulties. Ceramic compounds normally have high melting points, implying that they are difficult to melt and need high energy input. Continuous wave CO2 and Nd:YAG fiber lasers are the two currently popular laser sources for processing ceramics, but they have some weaknesses. The continuous wave CO2 laser with 10.6 μm wavelength can be absorbed directly by most of ceramics, but its focusing diameter is much bigger than that of the Nd:YAG fiber laser [Citation4,Citation12]. A larger focusing diameter means a proportional decrease of the power intensity and the laser scanning resolution. In theory, the smallest diameter of laser beam is roughly equal to the wavelength of the beam. This means that the energy of a Nd:YAG fiber laser, with a ∼1 μm wavelength, can be focused in a spot ten times smaller than that of the continuous wave CO2 laser. Therefore, the CO2 laser is less suitable for laser sintering of ceramics through the melt-solidification mechanism, but is applicable for sintering ceramics through the solid or liquid state sintering mechanisms. Concerning the Nd:YAG laser, many ceramics have low linear absorption of radiation at the wavelength of 1064 nm. Instead, the radiation energy will be trapped by non-linear absorption, which initially induces some laser-excited electrons as “seeds” and these can retain further energy through phonon-mediated linear absorption [Citation13]. The rising temperature of the ceramics in turn affects the equilibrium electron occupation by the Fermi-equation [Citation8]. Now the nonlinearly excited electrons will acquire enough kinetic energies to knock out other bounding electrons (ion formation) and this process results in an avalanche-like response rising temperatures in an uncontrolled manner [Citation13]. However, using a q-switched pulse Nd:YAG laser instead of continues wave Nd:YAG fiber laser could efficiently cut off the overheating induced by this avalanche effect [Citation8].
Atmosphere is another important parameter during the laser sintering processes. Vacuum and argon gas atmosphere are commonly applied as inert environments for laser sintering of plastics or metals and are also options for ceramics. Laser sintering of ceramics, however, opens special opportunities for simultaneous reaction sintering by controlling the gaseous atmosphere. This is especially the case involving oxygen or nitrogen containing atmospheres. Potential reactions of ceramics may occur, as the oxygen partial pressure would influence the balance between oxidation and reduction reactions of oxides. Forming of oxynitrides or nitrides are other interesting effects.
Other materials characters also have great influence on the laser-materials interactions. The overall composition would determine the melting point and other factors are the powder granules shape, size, fluidity and homogeneity. All of these factors must be considered in order to achieve a better control of the laser sintering process. A good example for illustrating these principles is laser sintering of solid SiC ceramics. SiC is a highly refractory compound that dissociates before melting, so laser sintering through a melt-solidification mechanism is not feasible. Even when a q-switched Nd:YAG laser is used to reduce the interaction time, a decomposition of SiC at high temperature is unavoidable. By excluding the use of pure SiC granules and tailoring the composition of the precursor granules, it is possible to use a reactive liquid phase sintering mechanism to prepare silicon carbide parts, i.e. using a mixture of SiC, Si and C by laser sintering [Citation14]. Silicon forms a liquid phase in the early stage of the laser sintering process that increases the linear absorption of laser radiation and reacts with the added carbon to form silicon carbide. This way of making silicon carbide mimics the traditional reactive bonding mechanism of silicon carbide [Citation15,Citation16].
2 Technology
2.1 Powder packing
Laser sintering is a pressureless sintering process during which elimination of pores is achieved dominantly by capillary forces. Thus, close packing of powder granules is essential for obtaining high sintering density and for avoiding packing defects. One obvious action is to prepare spherical powder granules with high fluidity. Today, almost all of the commercial metallic powder granules developed for laser sintering is by gas atomization to assure the spherical shape. Without applying an additional pressure, the free packing density of powder granules by a recoating blade achieves a relative density <50%. By using new powder loading systems, higher packing density can be achieved, e.g. with a compressing roller for each layer of powder granules [Citation8]. This new processing of ceramic powder granules opens up a door for using less spherical and much finer powders for laser sintering. In addition, the surface smoothness of the laser sintered parts can be considerably improved when submicron sized powders are used.
2.2 The use of CAD/CAM
The terms CAD and CAM refer to Computer-Aided Design and Computer-Aided Manufacturing, as mentioned previously. The possibility to create very complex parts, with a lot of internal structures and details, is the fascinating feature of the laser sintering technology. The CAD design is essential for exploring these possibilities by careful computing that includes the practical limits of laser sintering in the model. Other parameters being often taken into consideration in the CAD design are the materials characters and the possible resolution of the laser beam spot for different type of lasers. Another important parameter to consider is the shrinkage of the ceramics during sintering, which is often empirically determined [Citation17].
Some of the most popular 3D computer softwares are Pro/Engineer, Unigraphics, CATIA, Solidworks and Mastercam. The main functions of the CAD software include exact modeling of the solid body and its surface, as well as creation of a matrix of geometric parameters in the common file format STL or the less used STEP and IGES. However, most of the current laser sintering systems require the STL as a standard file format. The STL file uses a mesh of triangles wrapped around any detail of the computed 3D model. After a successful design, this STL file would be loaded into the CAM software. In real practice, however, CAD data may contain some errors including unmatched edges, inverted triangles or holes. Commercial CAM softwares are all with in-built functions of checking and repairing errors before the CAD model is used. The CAM software will calculate the precise laser parameters and laser trajectories layer by layer for the powder granules. It will also calculate positioning of objects in terms of production volume.
Designing of the support structure that holds the part onto the building platform is another important issue. The friction force acting on the surface during powder feeding might shift the part if it is not sufficiently supported. Special body forms at the bottom surface may need additional support to anchor the part with the platform. Another function is to enable an easy removal of the solid parts from the building plate after laser sintering. Thus, the strength and the move pattern of a support must be well considered before the real application.
2.3 Laser scanning strategy
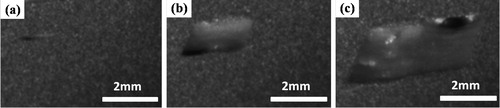
A microscopic melt pool forms instantly at the laser focusing point when the beam scans over a granule material. This process can be captured momentarily by the use of an active illumination imaging system, as shown for laser sintering of alumina ceramics in . The merging melting pools form a straight line after the laser track and the joining of several parallel lines forms a rectangular melted surface area, as seen in a and b. The size of the melted area becomes slightly larger than that of the theoretically added laser focus point size. This is because of the poor thermal conductivity of most ceramics that will cause heat accumulation effects causing rim melting.
Fig. 2 Images captured by an active illumination imaging system at short time interval when alumina granules are laser sintered revealing that the laser scanning generates a line on the upper left area of the image (a), (b) the rapid scanning process continues with the formation of a rectangular melting area that appears as a slightly convex and reflective surface (b), and finally the formation of a fairly large melting area (c).
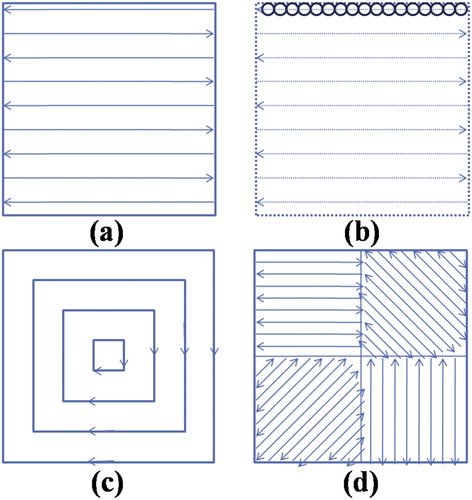
The state-of-the-art laser scanners allow the implementation of scanning strategies designed for minimizing the thermal stresses and the dimensional distortions by shrinkage. illustrates the scanning strategies commonly applied in laser sintering. The arrows indicate the laser moving direction in the shown patterns. The chessboard hatch is a sophisticated strategy as it divides the larger areas into several small squares. Within each small square an individual scanning parameter can be used, e.g. with different energy densities and scan line directions. This is an effective tactic for accounting the expected internal differences and increasing the structural homogeneity of the sintered body.
Fig. 3 Four typical scanning strategies applied in laser sintering: the stripe hatch with either a continue wiring mode (a) or a pulse mode (b), the meander hatch (c), and the chess board hatch (d).
2.4 Residual thermal stresses and strains
Due to the inherent nature of rapid heating and cooling during the laser sintering, the materials normally receive high residual thermal stress/strain. In worse cases, even cracks may be initiated close to the border of the thermally cycled volume and the cooler body. The material properties, substrate height, the laser scanning strategy and the pre-heating conditions are crucial factors that influence the magnitude and the distribution of the residual stresses [Citation18]. This is a severe issue that limits the practical application of the laser sintering in some cases. Efforts have been made in order to minimize these thermal stresses by “thermal management”. It is achieved by implementing a pre-heating process, either by direct heating of the substrate or by adding an additional “wider” CO2 laser to pre-heat the powder granules. In the former case, only a very limited pre-heating can be done due to the large heating area that increases the risk of thermal damage of the other surrounding parts [Citation19Citation[20]–Citation21]. Sometimes a change of the design or the application of a more heat inert material is needed. In the latter case, an additional CO2 laser beam exposes a relative small area at the top of the powder bed. The local temperature would rise quickly without significant influence on the surrounding areas and higher pre-heating temperatures would be achieved. It has been reported for the latter method that the thermal stresses can be substantially minimized and the crack formation can be entirely avoided [Citation20]. Further, still remaining residual thermal stresses in a ceramic body can be released by performing a post-annealing process.
3 The characters of laser sintered ceramics
3.1 Extreme temperatures achieved by laser
The local temperature of a small volume of material exposed to a laser beam can rise extremely rapidly and reaches a very high value. In traditional ceramic sintering techniques, special furnaces are required to achieve temperatures >2000 °C. However, temperatures much higher than 3000 °C may appear at the microscopic interaction volume of the laser beam. The surrounding powders would not be significantly affected because of the short laser-material interaction time. This special situation is achieved only by laser sintering that makes it particularly suitable for efficient sintering of ceramics with very high melting points Tm. It has been reported that for such ceramics the speed of laser-induced solid-state sintering increased by one order of magnitude [Citation21]. In literature, laser sintering has been described for sintering of refractory ceramics such as ZrB2 aimed for super high temperature applications [Citation22]. By adding 30–50% Zr metal as a binder, ZrB2-Zr cermets with densities >95% of theoretical density (TD) and micro-hardness values up to 16.0 GPa have been obtained [Citation23].
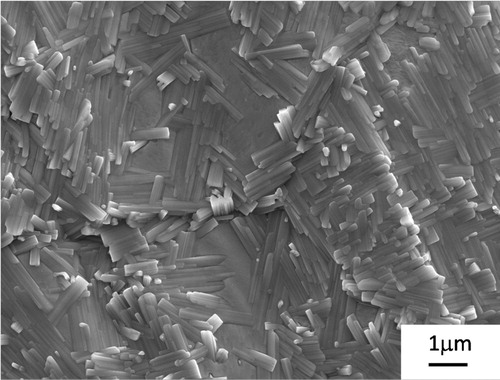
Parts of solid tungsten metal are of importance in some industrial applications and we managed to melt pure tungsten metal with Tm of 3422 °C. The use of an inert atmosphere is of outmost importance, as even with only traces of oxygen gas (or oxygen containing phases) a very rapid oxidation of the tungsten melt occurs. This reaction is easily seen, as it yields the formation of well-developed needle like grains of tungsten oxide at the surface, see . Laser sintering of metals with high affinity to oxygen will react extremely rapidly at these very high temperatures with any trace of oxygen or water in the system. Such high-melting, but reactive metals are present among the transition metals of group IV–VI of the periodic system, like titanium or tungsten.
Fig. 4 An SEM micrograph illustrating a surface covered by of a dense tungsten oxide layer composed of well-developed needle-like grains formed upon tungsten metal during laser sintering.
3.2 Hierarchically structured heterogeneities
Laser sintering is a bottom-up process [Citation1,Citation3,Citation4]. In general, the laser induced micron-sized melts experience local kinetics and thermal histories. This will result in complex microstructures upon rapid cooling, characterized by strong hierarchical heterogeneities. As described, when a laser beam scans over one layer, the powder granules, at the laser beam focal spot are heated momentarily well above their Tm. A series of adjacent melts of laser spot size forms along the laser track as demonstrated in . Densification is then achieved by quench solidification of merged melt pools behind the laser beam.
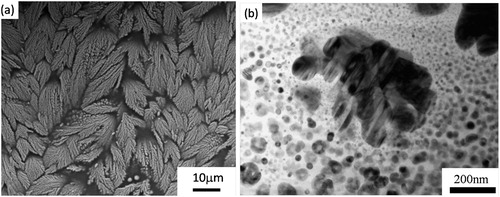
Above millimeter-scale, in macro-level, the sintered architectures are designed by CAD/CAM principles and the laser scanning patterns. Complex shapes and bodies with hollow structures can be prepared in this way. Below millimeter-scale, however, the structural hierarchies are mainly determined by the laser parameters and the nature of the material. The inherent temperature inhomogeneity during laser sintering is the main source for influencing the crystallization behavior. Owing to the high cooling rate and, especially, a directional high temperature gradient, multi-scale structural hierarchies might form. As an example, the scanning electron microscope (SEM) image taken on the surface of a laser sintered aluminosilicate-zirconia composite is shown in a [Citation24]. The unique appearance is fundamentally different from what will be received by a conventional sintering process with homogeneous and slow cooling. It is seen that zirconia dendritic crystals are formed and embedded in a glass matrix. The directional growth of zirconia dendritic crystals can be controlled to form layer by layer of structural hierarchies of stacked micron-sized dendrites. In nanometer-scale, high resolution transmission electron microscopy (HRTEM) reveals that the dendrites consist of ordered coalescence of zirconia nano-crystals. Several zirconia nano-crystals assemble in a crystallographic coherent manner to form larger single crystals of irregular geometries. One such example is shown in b.
Fig. 5 EM micrographs at low (a) and high (b) magnification revealing hierarchical structure heterogeneities observed in a laser sintered aluminosilicate-zirconia composite. The SEM image (a) exposes the macroscopic ordering of the sintered surface. The zirconia nanocrystals appear as light-grey “flowers” against the darker glassy silicate. In (b) a HRTEM image shows the microscopic ordered coalescence of zirconia nanocrystals.
Grain growth with preferred orientation has also been observed in other laser sintered ceramics, e.g. in the (Ta2O5)1−x(TiO2)x system [Citation25]. The densities of the laser-sintered ceramics are up to 97.2% TD and after laser sintering crystals formed along the laser incidence direction. The X-ray diffraction results showed that the preferred crystal growth direction was deviating from [0 0 1], which is of benefit for the dielectric enhancement.
For a laser sintered Al2O3–SiO2 ceramic it was found that each building layer consists of two sub-zones [Citation12]. In an upper zone, close to the laser scanning surface, mullite crystals with needle-like morphology are observed in a glass matrix. It indicates a high temperature by the intensive absorption of laser energy. In a deeper zone experiencing lower temperature, the materials were only partly reacted and consisted of a mix of formed mullite and glass phase and un-melted silica and alumina. This type of inhomogeneous microstructure formed in each individual (granular) layer and repeated therefore layer-wise throughout the sintered body.
3.3 Non-equilibrium phase assemblages
A consequence of the extreme heating and cooling rate by laser sintering is the formation of phase assemblages far from thermodynamic equilibrium. It implies that the phase transitions may be influenced and the high temperature phases or even unstable intermediate phases may be preserved down to room temperature [Citation24]. During laser sintering of Ta2O5 ceramics a part of the high temperature phase, monoclinic α-Ta2O5, is stabilized to room temperature. This strongly enhances the dielectric permittivity of the prepared Ta2O5 bulk ceramics [Citation26Citation[27]–Citation28].
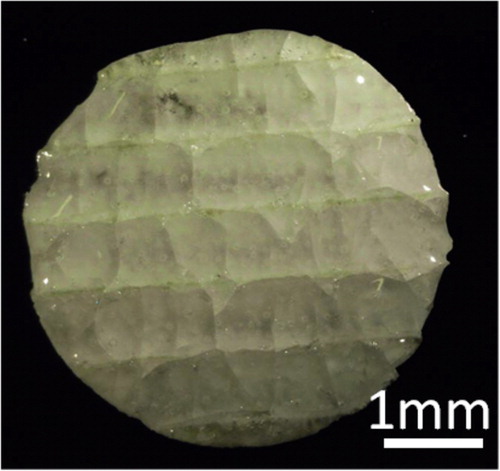
In case of melt-solidification, the ceramics undergo a rapid melting and solidification process. It has been reported that this promotes the non-classical crystallization and the formation of amorphous phases with chemical compositions that are hard to achieve by conventional processes. Powder mixtures based on an alumina-rich formula, 17.05La2O3–27.65Al2O3–55.30SiO2, were melted by laser. Transparent glasses were formed despite very short processing time. The high temperature enabled by laser favors the chemical reactions of the precursor crystalline oxides, but the presence of cracks indicated a high level of residual thermal stress. A large number of gas bubbles were present in the glass and indicated the difficulty to escape from the viscous melts; a photo of a piece of glass is seen in . The noticeable white color is the result of light reflection by the un-melted powder beneath.
Fig. 6 A photo of a piece of laser sintered glass formed from a precursor mixture of crystalline oxides. The overall formula of the mix is 17.05La2O3–27.65Al2O3–55.30SiO2.
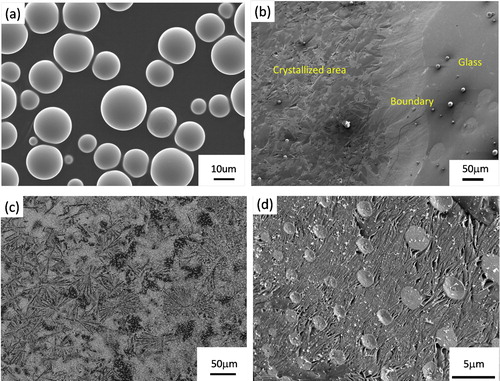
Silica-free aluminate glasses are hard to form by conventional methods characterized by slow cooling. In literature, it has been reported that such glasses can be prepared through a two steps process. Small glass beads were first prepared by rapid quenching of glass melt, which were then consolidated to solid bulks by hot-pressing. The consolidation is done at a temperature slightly above the glass transition temperature (Tg) and below the crystallization temperature (Tc) [Citation29,Citation30]. Laser sintering might be applied to achieve this type of SiO2-free glasses. Glass granules (beads) with an average size of 15 μm and overall composition 53Al2O3–20La2O3–27ZrO2 were prepared by melt/quenching and were used in laser sintering. The cooling rate achieved, however, was not high enough to prohibit partly recrystallization and glass-ceramics were therefore obtained instead of glasses, as shown in . The recrystallization behavior and the resulted microstructures were found to be affected by the laser scanning parameters, see b–d. In general, the glass and re-crystallized areas were distributed in a disorder manner, but with one parameter setting an ordered microstructure appeared with about 5 μm balls evenly dispersed, see d.
Fig. 7 SEM image of micron-sized glass beads with an overall composition of 53Al2O3–20La2O3–27ZrO2 (a), which were laser sintered under three different conditions yielding the formation of the type of microstructures shown in (b) to (d), respectively, the boundary between glass and recrystallized area (b), a glass-ceramics with flower-like crystals (c) and an apparently ordered microstructure formed by phase separation (d).
3.4 Local reactive-sintering
Laser heating is a novel tool for local structure modification by high temperature reactive-sintering. The high power laser beam can readily activate reduction, oxidation and nitridation reactions involving the releasing or up-taking of a gaseous product or reactant in controlled atmospheres. It has been reported, for example, that pure SiO2 solid parts can be prepared by laser sintering of SiO powders in air to take advantage of the higher light absorption by SiO of the Nd:YAG laser at 1064 nm. The concurrently oxidation reaction converts SiO into SiO2 in the final product [Citation14].
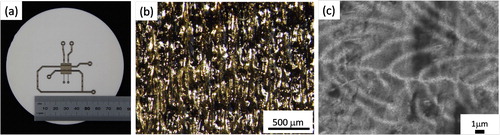
The direct nitridation of ZrO2 during laser sintering in nitrogen atmosphere can be easily recognized, even by the naked eye, due to the characteristic golden color of ZrN. When such nitridation is laser-ignited at the top surface of solid zirconia plate, a golden colored pattern can be shaped. In this way, any microscopic electric conductive circuits can be produced upon an electric insulating ceramics, as illustrated in a. An image by optical microscope demonstrates the resolution of the formed laser-induced ZrN tracks, see b. Furthermore, high magnification SEM shows that each ZrN track is composed of dendritic ZrN crystals formed directly upon the surface of the ZrO2 substrate, see c.
Fig. 8 A photo shows the formation of a golden colored pattern of ZrN on the white ZrO2 surface by laser induced reaction in nitrogen atmosphere (a), a closer view of the formed ZrN revealing the macroscopic scanning traces (b), and a high resolution SEM image showing the dendritic ZrN crystals (c).
The use of laser in nitrogen atmosphere can also be extended to reactive-sintering of ZrO2 granules. When such nitridation is ignited on the surface of each melt droplet, a new type of structure heterogeneity would be introduced inside the laser sintered bulks.
4 Summary and perspectives
Laser sintering is a promising technique not only suitable for rapid prototyping, but also for the development of new materials and products. It has already been well established for both plastics and metals. Commercial laser sintering systems are now available on the market enabling the construction of complicated 3D bodies. Laser sintering is a dynamic process, which can produce ceramics with non-equilibrium phase assemblages and hierarchically structured heterogeneities that can hardly be achieved by conventional sintering approaches. It enables sintering of very high-melting metals or ceramics. The success of sintering of ceramics by commercial laser sintering systems would rely on a better understanding of the laser-materials interactions and a better control of the structural heterogeneities. The residual thermal stresses must be controlled and the dimensional tolerances must achieve micron levels. Step-wise these problems are solved and in the future the laser sintering technique would open for many applications of great commercial value.
Acknowledgments
The work was supported by the Swedish Research Council through grant 621-2008-5730. Support from the Knut and Alice Wallenberg foundation for the purchase of the laser sintering facility used in this study is gratefully acknowledged. We thank Bin Zhu for performing part of the experiment on laser sintering of silicate glasses.
Notes
Peer review under responsibility of The Ceramic Society of Japan and the Korean Ceramic Society.
Related Research Data
References
- J.P.KruthM.C.LeuT.NakagawaAnn. CIRP471998525540
- C.M.StotkoNat. Phot.32009265266
- M.ShellabearJ.LenzV.JuniorLANEErlangen2004
- M.ShellabearO.NyrhiläLANEErlangen2004
- M.ShellabearuRapidAmsterdam2001
- J.P.KruthP.MercelisJ.V.VaerenberghL.FroyenM.RomboutsRapid Prototyping J.1120052636
- B.Van Der SchuerenBasic Contributions to the Development of the Selective Metal Powder Sintering Process1996University of Leuven (PhD thesis)
- P.RegenfussA.StreekL.HartwigS.KlötzerTh.BrabantM.HornR.EbertH.ExnerRapid Prototyping J.1320072042123
- H.ExnerM.HornA.StreekF.UllmannL.HartwigP.RegenfußR.EbertNVPP32008311
- K.W.DalgarnoC.S.WrightPowder Met. Prog.120017079
- A.StreekP.RegenfußR.EbertH.ExnerThe Proceedings of the 19th Annual SFF SymposiumAustin, TX, USA2008
- A.GahlerJ.G.HeinrichJ.GünsterJ. Am. Ceram. Soc.89200630763080
- R.GattassE.MazurNat. Phot.22008219225
- A.StreekP.RegenfussF.UllmannL.HartwigR.EbertH.ExnerThe Proceedings of the 17th Annual SFF Symposium2006349358
- R.P.MessnerY.M.ChiangJ. Am. Ceram. Soc.73199011931200
- J.MoonA.C.CaballeroL.HozerY.-M.ChiangM.J.CimaMater. Sci. Eng. A2981/22001110119
- J.P.KruthX.WangT.LaouiL.FroyenAssembly Autom.232003357371
- P.MercelisJ.P.KruthRapid Prototyping J.122006254265
- M.RomboutsJ.P.KruthL.FroyenP.MercelisCIRP Ann. Manuf. Technol.552006187
- Y.C.HagedornJ.WilkesW.MeinersK.WissenbachR.PoprawePhys. Proc.52010587594
- Z.S.MacedoA.C.HernandesMater. Lett.59200534563461
- C.N.SunM.C.GuptaJ. Am. Ceram. Soc.91200817291731
- C.N.SunT.BaldridgeM.C.GuptaMater. Lett.6320092529
- D.GrünerZ.J.ShenCrystEngComm13201153035305
- L.F.JiY.J.JiangAppl. Phys. A872007733738
- L.F.JiY.J.JiangMater. Lett.6020068689
- Z.S.MacedoM.H.LenteJ.A.EirasJ. Phys.16200428112818
- Z.S.MacedoA.C.HernandesMater. Lett.552002217
- A.RosenflanzM.FreyB.EndresT.AndersonE.RichardsC.SchardtNature4302004761764
- L.MeiG.H.LiuG.HeL.L.WangJ.T.LiOpt. Mater.342012981985