
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
Pure ultrafine alumina powder (0.2 μm average grain size (GS)) was sintered with a 28 GHz millimeter-wave radiation source by systematically varying sintering temperature (ST), holding time (HT), and heating rate (HR). Densification, microstructure and grain growth effects were analyzed after millimeter-wave sintering (MMWS). Alumina compacts were densified under rapid heating at 1100 °C without any HT up to 96% TD by retaining sub-micrometric GS (∼0.4 μm) and homogeneous microstructure. The ST was increased to 1200 °C (without HT, 50 °C/min HR) to achieve densification up to 98.6% TD, however, at the expense of an increased GS of ∼2 μm. Microstructure was maintained uniform throughout the sample even under extremely fast firing conditions of 200 °C/min HR except for the case in which HT was changed. Remarkable grain growth was observed when either ST or HT increased above the reference values.
1 Introduction
The current trend in research and fabrication of novel advanced and structural ceramics seems to privilege the use of high purity and ultrafine powders combined with shorter sintering time and lower sintering temperature (ST). Microwave irradiation sources are examples of non-conventional heating devices that enable quick, efficient and simple fabrication of a wide range of novel structural and specialty ceramics not only on laboratory but also on industrial scale [Citation1,Citation2]. Microwaves form part of the electromagnetic spectrum with frequencies between 300 MHz and 300 GHz. Many commercial microwave appliances (0.3–kW) and industrial equipment (25–100 kW) work at the unregulated industrial, scientific and medical (ISM) bands of 2.45 and 0.915 GHz respectively. The applicators are designed to operate in single (2.45 GHz) or multiple (0.915–18 GHz) resonant modes [Citation3]. A magnetron generator is employed to convert electric energy to microwave radiation. The magnetron based technology has the merit of high efficiency, compact size, and low cost.
More recently much more powerful equipment (order of kilowatts to several hundreds of megawatts) has been produced based on the gyrotron technology. Gyrotrons are fast wave devices designed for either pulsed or continuous operation and consist of high-powered electron tubes which can produce a radiation beam of millimeter wavelength (MMW) and above (8–800 GHz) [Citation42]. Besides the prodigious amount of power, the gyrotron technology offers high efficiency (order of 30% or more) and hence is used for materials processing since it is expected to extend further the potentials of the microwave technology other than versatility, processing speed, energy efficiency, and environmental cleanness, especially heating homogeneity of particularly large products, microstructure control and low temperature sintering.
To date a number of millimeter-wave sintering (MMWS) devices have been commercialized worldwide. Most of them operate in the band of 28–83 GHz [Citation4–Citation9], specifically 28, 30, 60 and 83 GHz [Citation10].
In the following sections the pros and cons of both sintering technologies are reviewed in the field of material sintering with special emphasis to alumina powder. When comparing these technologies with conventional heating methods, it clearly emerges that the former heating methods exhibit more efficient volumetric heating rather than lossy surface heating.
Before proceeding to the review of both technologies, it seems appropriate to classify them first in terms of wavelength. From the overall electromagnetic spectrum, the microwave covers the frequency range of 0.3–300 GHz, corresponding to 1–0.001 m wavelength. The conventional and most popular 2.45 GHz microwave technology corresponds to a wavelength of 12.2 cm. Thus, this technology is actually a centimeter-wave (CMW) technology to be compared with the millimeter-wave (MMW) technology which covers the frequency band of 28–83 GHz with wavelength in the range of 10.7–3.6 mm.
The proposed research was undertaken to primarily investigate the fast-firing effect exerted by 28 GHz MMW radiation on the sinterability of high purity sub-micrometer alumina powder by varying the most relevant process parameters, i.e., ST, holding time (HT), and heating rate (HR). The second aim was to rationalize the current results in combination with other published works in order to attempt to elucidate the fundamental mechanisms behind CMW and MMW heating and sintering of alumina compacts and to suggest new research directions.
In the first part of Section 2 a brief introduction to the basic principles behind CMW and MMW is presented. In the second part of Section 2 a literature survey on CMW sintering (CMWS) and MMWS of alumina powder is presented. The experimental research is presented in Section 3, the results are shown in Section 4 and the discussion is given in Section 5, while the main conclusions are drawn in Section 6.
2 Basic principles and literature survey of CMWS and MMWS of alumina
The external electromagnetic radiation couples with dielectric materials at ionic level through a combination of dissipation (mainly polarization and conduction) mechanisms [Citation6,Citation10–Citation12]. From the basic theory of electromagnetic field [Citation12] it is well-known that the absorption of electromagnetic energy in materials depends upon their complex permittivity ɛ. This is expressed as ɛ = ɛ′ + iɛ″, where ɛ′ and ɛ″ are real and imaginary components respectively. The former (also named relative permittivity) is a measure of the strength of the electric field attainable inside the material when exposed to electric field. The latter (also named dielectric loss) is a measure of the amount of electric field transformed into heat. The loss angle δ is the angle by which the resultant current differs from the ideal 90° phase angle relative to the voltage and is calculated by δ = ɛ″/ɛ′. This parameter determines the ability of the material to transform the absorbed energy into heat. Both tan δ and ɛ″ are normally referred to as material parameters.
According to electromagnetic theory an irradiated material can be classified into three basic different phases, [Citation11–Citation13] namely, (i) transparent, (ii) opaque, and (iii) absorbing. Transparent materials are crossed by CMW freely with little attenuation (tan δ < 0.1). A few examples of this material type are low dielectric loss materials (fused quartz, ceramics, etc.). CMW cannot penetrate opaque materials, such as conductors and metals, thus they reflect incident electromagnetic waves. Absorbing materials are typically high dielectric loss materials which easily absorb CMW energy and rapidly convert it into heat depending on their characteristic loss factor value (for tan δ > 0.1). However, real ceramic or composite materials are multiphase in nature. Each individual phase may behave as transparent, opaque or absorbing phase. Extension and distribution of these phases will confer to the overall material a mixed absorbing property allowing for a selective heating feature [Citation11], a unique property which, if properly designed according to the specific application, can make MMW and CMW heating methods highly versatile. Selective heating is extensively utilized in the design of subsceptors which are crucial for many low loss ceramics, such as alumina, especially at the initial stage of heating. According to Clark et al. [Citation11] and Xie et al. [Citation14] alumina becomes a good CMW absorber in the range 800–1000 °C.
When heating with electromagnetic waves two parameters are essential, namely power absorption and penetration depth. The former controls the amount of heat stored inside the irradiated material, while the latter affects its distribution (or uniformity). The power absorbed per unit volume (W/m3) is given by 2πfɛ0ɛ′ tan δ|E|2 [Citation11,Citation13], where f and E are frequency (GHz) and internal electric field strength (S/m) respectively; ɛ0 (=8.86 × 10−12 F/m) is permittivity of free space. The penetration depth (h) at which the incident power is reduced by one half is equal to 3λ0/[8.686π tan δ(ɛ′/ɛ0)1/2], where λ0 is the incident wavelength in the free space [Citation11,Citation13]. Both frequency and electric field are normally referred to as process parameters. Frequency is usually constant for a given hardware setup. Therefore, only dielectric properties affect electromagnetic heating and penetration across the material. The smaller the values of the dielectric properties, the more volumetric will be the electromagnetic heating. Typically ɛ′ is high for materials containing complex ions of high dipole moment [Citation13]. However, dielectric properties depend on both temperature and frequency. This suggests that CMW and MMW sources may affect differently the native dielectric properties of materials. Once the device is defined the intrinsic selective heating feature of materials may yet be influenced on heating.
CMW selective heating was promoted (either intentionally or not) by many authors [Citation1,Citation7,Citation14–Citation18], by adding small amounts of some metallic oxides (e.g., MgO, Y2O3, ZrO2) to pure α-alumina powder. Interestingly, a selective heating feature was also found when using amorphous γ-alumina [Citation17,Citation19] rather than α-alumina, or when sintering nanoparticle α-alumina [Citation8,Citation20] rather than micrometer size powder. Moreover, Fang et al. [ Citation19 and reference herein] noticed that diphasic mullite gel coupled very well with CMW owing to the presence of the amorphous silica in the gel. Such kind of higher loss materials contributed to either enhance sintering or lower ST compared to pure conventional α-alumina powder. However, unfavorable selection of types, amounts or distribution of high loss phases may impart undesirable effects on heating such as thermal runaway, excessive grain growth, residual stresses and even cracking.
Any material can exhibit a specific dielectric behavior (loss) as a function of operating temperature and frequency of the electromagnetic field. According to the polarization vs. frequency diagram [Citation21], polarization phenomena are dominant over conduction ones in dielectric materials such as alumina at room temperature and in the frequency range typical of CMW and MMW radiation. Especially orientation polarization (dipolar polarization) mechanism is believed to be chiefly responsible of dielectric heating, although space charge (interfacial) polarization mechanism may play a role to some extent as well. The former is attributed to perturbation of thermal motion of ionic dipoles. A net dipolar orientation under the direction of an imposed electric field is produced. Such mechanism depends on the internal structure of the material and its dielectric properties [Citation3]. The latter is extrinsic to any crystal lattice and arises due to charges which exist due to contaminants or irregular geometry of the interfaces of polycrystalline ceramics. According to Fig. 5 in Ref. [Citation21], interfacial polarization is promoted at very low frequencies. Hence, it cannot be responsible for the large portion of heating in ceramic materials at CMW and MMW frequencies. Conversely, dipole polarization may play a major role, possibly with a contribution of ionic polarization. Moreover, the maximum loss of dipolar polarization will shift to higher resonant frequencies with increasing temperature [Citation3]. This finds a confirmation also in Fig. 4 of Ref. [Citation21]. Therefore, with increasing temperature and resonance frequency, the expected increase in effective dielectric loss in dielectric materials is accounted by dipole polarization.
Among ceramic materials alumina has several merits and can be used either as a benchmark material [Citation5,Citation6,Citation17,Citation19,Citation22–Citation25], i.e., to compare different processing routes, or because of its outstanding properties which are of interest in various engineering applications (cutting tools, armor plates, dielectric resonators, patch antennas, laser sources, etc.). However, alumina is a low loss material and is hardly heated by CMW fields, especially from room temperature [Citation11,Citation13,Citation15,Citation26]. Prior research on CMW processing of alumina focused on joining applications [Citation26,Citation27]. Fukushima et al. [Citation27] analyzed various grades of alumina and found that relatively low-purity (96 wt% or even lower) alumina could be readily joined. Conversely, high-purity alumina (99 wt% or greater) was insufficiently lossy to be heated, resulting in poor joints. Subsequently, Binner et al. [Citation26] succeeded in the rapid (30–45 min) joining of 94 wt% and 85 wt% purity alumina parts. A combined sinter-joining process was developed by Xu et al. [Citation28]. They succeeded in the simultaneous densification and bonding of green joints with the aid of a slip interlayer. Incidentally, they found that the viscous flow of the glassy grain boundary phase at the bonding interface increased the dielectric losses at the interface region [Citation26] by enhancing bonding. The final microstructure at the joint interface was fully homogeneous and its mechanical strength could be at least as high as but often higher than that of the parent material [Citation26].
These successful preliminary studies encouraged and extended the research to CMWS applications. The basic aim here was to consolidate initial powders into either full or nearly full density bodies by preserving a fine and homogeneous microstructure. Early sintering studies focused on coarse alumina powder as a starting material [Citation2,Citation17,Citation19,Citation29,Citation30]. During the last decade sub-micrometer and nanometer size alumina powders were also investigated [Citation15,Citation20,Citation23,Citation31–Citation33]. In many instances small additions (ppm) of metal oxides (e.g., MgO, Y2O3, ZrO2) aided suppression of grain growth during CMWS [Citation2,Citation14,Citation16,Citation23,Citation32]. Although doping alumina powder with sintering aids was in general found to be beneficial to prevent grain growth, full densification combined with sub-micrometer average grain size (GS) still remains a matter of research. For instance, fast firing by allowing high HR was also examined to minimize grain growth phenomena [Citation16].
Summarizing, most CMWS studies to date agree that CMW heating does accelerate densification [Citation16,Citation17,Citation19,Citation20,Citation31], although controversy still exists on the leading mechanisms responsible for sintering. For instance, some authors affirmed that densification mechanisms [Citation14,Citation17,Citation23] and grain growth trajectory [Citation17,Citation22] were identical or approximately the same in alumina during both conventional sintering (CS) and CMWS, and that the higher observed sintering rate uniquely resulted from the high localized (i.e., accelerated) heating [Citation23]. Small additions of CMW absorber powders, however, determined somewhat controversial findings. Other researchers argued that CMW did not enhance sintering [Citation14] compared to CS, while others claimed that the observed enhanced sintering of alumina powder was attributable to the existence of non-thermal CMW effects [Citation6,Citation11,Citation13,Citation22,Citation29,Citation31,Citation35].
To overcome the intrinsically low CMW absorption of alumina at room temperature, hybrid heating methods were proposed [Citation11,Citation23]. They combine conventional (infrared radiation) heating with CMW heating by including various auxiliary CMW absorber materials (e.g., SiC susceptors) [Citation8,Citation11,Citation14,Citation15,Citation17,Citation19]. Hybrid methods enhance densification, promote uniform microstructure, suppress grain growth and improve physical and mechanical properties [Citation1,Citation11,Citation23]. Hybrid methods were also found to be convenient to circumvent runaway phenomena [Citation14], to attack the problem of temperature uniformity [Citation30,Citation36], to relax thermal stresses [Citation23,Citation30] and to elucidate non-thermal CMW effects [Citation11,Citation13,Citation19,Citation27,Citation31,Citation35].
In most studies, temperature uniformity remains an associated central problem. CMWS energy absorption is proportional to the volume of the sample, whereas heat losses are proportional to the surface area of the sample. An unbalance in the rates of these two fluxes inevitably determines the build up of thermal gradients across the sample with adverse consequences on final density, microstructure (or properties) homogeneity and thermal stresses. The interplay between process and material factors is believed to affect temperature uniformity.
Although CMWS and CS have often been compared to highlight the salient features of CMWS, this approach has also been criticized at least because of the inevitably different temperature measurement methods used. Nevertheless, in order to minimize discrepancies between the two methods, Xie et al. [Citation24] suggested that appropriate comparisons should be made by assuming the same final density. In so doing, they proved that CMW did accelerate densification at 1500 °C compared to CS (15 min vs. 2 h), and for the same ST, CMWS displayed larger GS than CS, which was consistent with higher final density [Citation24].
Highly transparent full density alumina compacts were successfully achieved with CMWS [Citation2,Citation32]. Furthermore, Huang et al. [Citation20] sintered ball milled (5 h) high purity α-alumina nanosize powder (initial 141 nm average particle size) at 1550 °C to nearly full density (∼98% TD). The dielectric constant of alumina was measured as a function of ST (decreasing porosity) and it was found that it increased up to 10. This result proved the increase in electromagnetic coupling of alumina powder with temperature [Citation20]. Liu et al. [Citation33] reported on the influence of addition of nanometer alumina powder to coarse bimodal powder on microstructure and mechanical properties. Additions were found to be beneficial up to 20 wt% (at 1500 °C, 30 min). Larger contents of nanosize alumina powder caused substantial abnormal grain growth and increased residual porosity.
Fast-firing effects were investigated by Figiel et al. [Citation37] by comparing 2.45 GHz CMWS (1620 °C, 1 min), SPS (1550 °C, 10 min) and CS (1615–1665 °C, 60 min) in the case of two ultrafine alumina powders (CT3000-SG, by Alcoa-USA, 0.48 μm GS; ultra-pure Al-600, by Atlantic Equipment Engineers USA, 1.69 μm GS) doped with MgO additions. All specified process conditions ensured full or nearly full density in all cases. They found that SPS (Spark Plasma Sintering) and CMWS ensured fully dense ceramics with good physico-mechanical properties in relatively short times for both powders. They concluded that fast firing is beneficial to achieve homogeneous microstructure. Similar results were also confirmed with fast MMW firing [Citation17,Citation25,Citation38]. Specifically, Janney et al. [Citation25] sintered α-alumina (AKP-50, Sumitomo) powder in a 28 GHz heating furnace (950 °C, 60 min) by attaining a final theoretical density (TD) of 92% with a significant reduction of grain coarsening compared to CS, as the used ST was approximately 250 °C lower than that used in CS. Similar results were observed again with α-alumina by Ritzhaupt-Kleissl and Link [Citation38]. They showed that the same final density attained with CS (1620 °C, 2 h) could also be attained with 30 GHz MMWS by sintering at 1550 °C and shorter HT. The final GS (1–2 μm) was one order of magnitude smaller than that observed with CS. These and similar findings attest that both MMWS and CMWS fast firing of alumina powder allows for high density alumina compact with smaller ST and times compared to CS although, α-nanosize particles are more difficult to sinter than coarse ones because rapid grain growth takes place [Citation39]. Moreover, extremely short sintering time was found to be detrimental for attaining uniform microstructure and produced too high residual stresses. This clarified that an optimal tradeoff in terms of ST and time has to be found during fast firing by MMWS and CMWS to optimize density, microstructure uniformity, GS, and residual stresses.
3 Experimental procedure
High purity (99.995%) alumina powder (TM-DAR – Taimei Chemicals Co., Nagano, Japan) with 0.2 μm average GS was used as a starting powder. A 30 vol% slurry was prepared consisting of alumina powder and 1 wt% of ammonium polycarboxylate (A-6114) both dispersed in aqueous solution. The slurry was then homogenized using a three-step stirring process: (i) magnetic stirring, for macroscopic dispersion of alumina powder, (ii) ultrasonic stirring for about 15 min, to enhance microscopic homogeneity of the slurry, (iii) magnetic stirring in vacuum to eliminate air bubbles eventually originated in the previous steps. The slurry was subsequently slip-casted to form disks of 15 mm diameter and 4–5 mm thickness. The disks were dried for 12 h and subsequently cold-pressed for 10 min isostatically at 400 MPa. The added organic binder was burned out in a conventional furnace (at 600 °C, 5 h). The green samples achieved a density of 52% TD (100 nm initial GS). The samples were placed in a porous thermally insulating alumina-silicate (90% alumina) holder to minimize surface radiation losses from the sample outer surface and to ensure temperature uniformity. The samples were sintered in an in-house installed MMWS furnace (FUJI-DEMPA Kogyo Co. Ltd., FMW 10–28 model, Osaka, Japan) operating at 28 GHz with 10 kW maximum power. All experiments were conducted in vacuum (10 Pa) at a working frequency of 28 GHz.
Fig. 1 Experimental MMWS furnace (FMW 10-28 model, FUJI-DEMPA Kogyo Co. Ltd., Osaka, Japan) sample and thermocouple arrangement. A Mo-shielded C-type WRe5/26 thermocouple is spot welded at the bottom of the chamber in direct contact with the bottom surface of the sample.
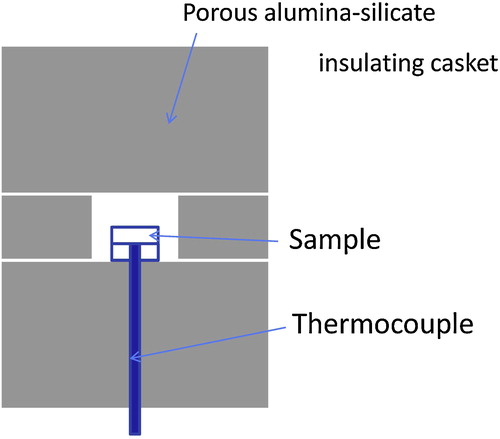
sketches the employed MMWS setup and the sample arrangement. The temperature of the sample was measured with a C-type WRe5/26 thermocouple (shielded with molybdenum, 2300 °C maximum temperature) suitably sheathed with a diamagnetic material to minimize electromagnetic field perturbations. The probing point was located at the center of the sample bottom surface.
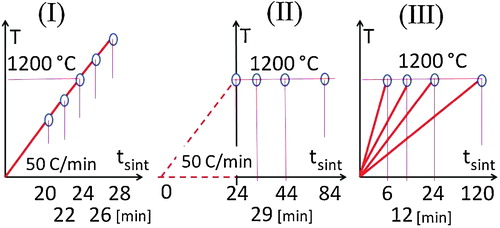
Experiments were carried out under temperature control mode in such a way that the supplied MMWS power was automatically adjusted to achieve the preset temperature cycle at the probe point. The effects of main process parameters such as (i) ST, (ii) HT and (iii) HR were analyzed systematically. Firstly, ST was varied from 1000 to 1400 °C by setting a constant HR of 50 °C/min and zero HT ((I)). Secondly, ST and HR were held constants at 1200 °C and 50 °C/min respectively, while HT varied as 0, 5, 20 and 60 min ((II)). Finally, the HR was varied as 10, 50, 100, 200 °C/min, while holding the ST constant at 1200 °C and HT to zero ((III)). The ST of 1200 °C was assumed as a reference condition as it ensured a full density (99% TD) with the minimum average GS. The final density of each sample was measured by using the Archimedes method. The microstructure of the fracture surfaces was inspected using a scanning electron microscope (SEM) (JSM-7100, Jeol, Tokyo, Japan). The average GS was estimated using the linear intercept method from SEM fracture surface micrographs.
Fig. 2 Experimental plan and sintering conditions.
4 Results
4.1 Effect of the ST
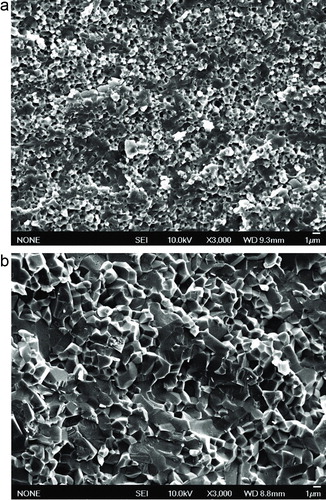
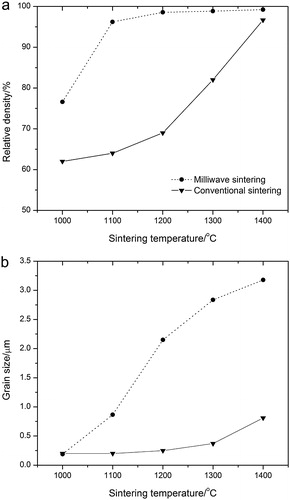
The results on density and GS vs. ST following the first run ((I)) are shown in (a) and (b) respectively. With temperature from 1000 and 1100 °C and time from 20 to 28 min at constant HR of 50 °C/min, the relative density increased steeply from 76.5% to 96.2%. Nearly full density (98.5% TD) was attained at 1300 °C after 26 min. Further heating to 1400 °C only led to a slight increase in density to about 99.2%. The GS exhibited a similar behavior with temperature ((b)). GS increased from about 0.20–0.85 μm ((b)) when passing from 1000 to 1100 °C, although such grain growth was rather uniform throughout the sample. A slightly steeper increase in density was observed above 1100 °C. This was accompanied by an equivalent steep increase in both GS and growth rate. At 1200 °C, the GS grew slower than before and approached about 2.3 μm. When the temperature was increased to 1400 °C, GS asymptotically increased to 3.1 μm. (a) and (b) shows comparatively the microstructure of fracture surfaces at 1100 °C, 22 min and 1400 °C, 28 min respectively. As can be seen, at 1400 °C GS remained quite uniform across the sample. The illustrated behavior of alumina compacts on MMWS is in qualitative agreement with that in several CMWS studies using high purity ultrafine alumina powders, a similar procedure for preparing the green samples, and analogous sintering conditions. An inherent comparative discussion is made in the following section. For sake of clarity an additional densification curve was drawn in (a), taken from Ref. [Citation40], corresponding to a CSed sample made of the same commercial powder used in this study, using an analogous green body preparation and sintering with a HR of 10 °C/min without HT. In this case the achieved density was 82% (vs. ∼99.5% of MMWS) at 1300 °C, whilst at least 1400 °C, 140 min was required for the CSed sample to achieve nearly full density of alumina compact (≥96%) with an approximate reduction of ∼300 °C ST vs. MMWS (1100 °C, 22 min). Moreover, the GS was 3.1 vs. 0.8 μm for MMWSed and CS samples respectively ((b)) (at 1400 °C, 28 min, without HT), indicating that prolonged MMWS did not enhance densification significantly, but rather contributed to an excessive grain growth, thereby destroying the beneficial effect of MMWS fast firing.
Fig. 3 Effect of ST at constant HR (50 °C/min) and HT (0 min): (a) relative density vs. ST and (b) GS vs. ST. For comparison the relative density and GS from CS in Ref. [Citation40] are included.
Fig. 4 Effect of ST at constant HR (50 °C/min) and HT (0 min): representative SEM fracture surface micrographs of sintered samples at (a) 1100 °C for 22 min and (b) 1400 °C for 28 min.
4.2 Effect of the HT
As mentioned earlier, the effects of HT have to be investigated assuming nearly fully dense samples which correspond to the reference condition (ST of 1200 °C, HT of 0 min, HR of 50 °C/min). The HT was varied as 0, 5, 20 and 60 min which correspond to heating times between 24 and 84 min ((II)). depicts the behavior of both relative density and GS vs. HT. As can be seen, density did not increase significantly with increasing HT, but merely changed from 98.5% to about 99%. Vice versa, GS did increase remarkably from 2 to 5.5 μm when increasing the HT from 0 to 60 min. Incidentally, Ref. [Citation41] showed that for an approximately same ST (1218 °C), a CSed sample exhibited a poor densification (87% TD) and GS below 1 μm.
Fig. 5 Effect of HT at constant ST (1200 °C) and HR (50 °C/min): relative density and GS vs. HT.
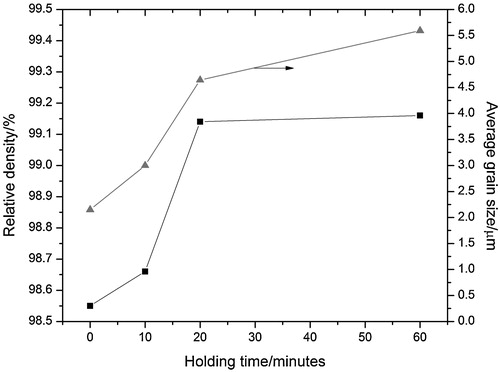
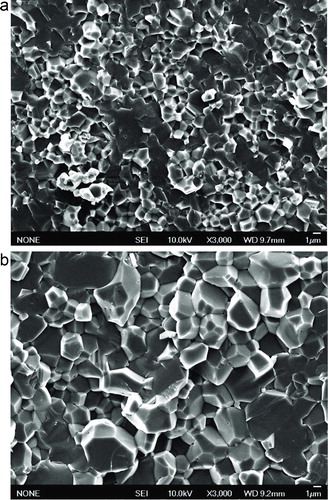
This experimental run suggests that excessively long HTs have to be avoided in both CMWS and MMWS if one wants to achieve fully density and fine microstructure simultaneously. An overview of the microstructure resulting after 0 and 60 min HT (i.e., total heating time 24 and 84 min) is shown in (a) and (b) respectively. The microstructures appear rather uniform consisting of equiaxed grains with little inter-granular porosity.
Fig. 6 Effect of HT at constant ST (1200 °C) and HR (50 °C/min): representative SEM fracture surface micrographs of sintered samples and HTs of (a) 0 min and (b) 60 min.
4.3 Effect of the HR
High speed processing is desirable for industrial applications since it guarantees high throughput rates combined with controlled microstructure. However, HR effect has not been sufficiently investigated so far in CMWS. The present MMWS apparatus has the capability to heat up to a maximum rate of 500 °C/min. However, this rate has to be compatible with the equipped temperature measurement system. The maximum rate used herein of 200 °C/min was more suited to the used thermocouple. Thus, experiments were conducted at 10, 50, 100 and 200 °C/min, zero HT and 1200 °C as (reference) ST. Accordingly, heating time ranged from 6 to 120 min ((III)).
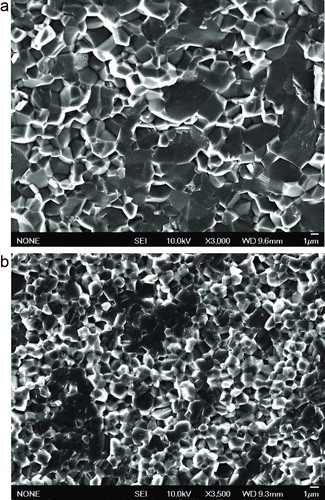
The profiles of density and GS vs. HR are depicted in . Both density and GS were affected in the same way qualitatively. For the HR of 200 °C/min very short heating time (6 min) was sufficient to achieve the imposed ST. Density decreased from 98.75% to below 97% with increasing HR, whilst GS decreased appreciably from 3.1 to 1.6 μm. This indicates that 28 GHz MMWS can exploit its high speed capability to sensibly suppress grain growth without affecting the final density. This is also in agreement with CMWS [Citation17] (). As can be seen, GS was much higher at 10 °C/min ((a)) than at 200 °C/min ((b)). This was a consequence of the shorter exposure time of the sample ((b)) at the critical temperature for grain growth (>1000 °C) as illustrated in .
Fig. 7 Effect of HR at constant ST (1200 °C) and HT (0 min): relative density and GS vs. HR.
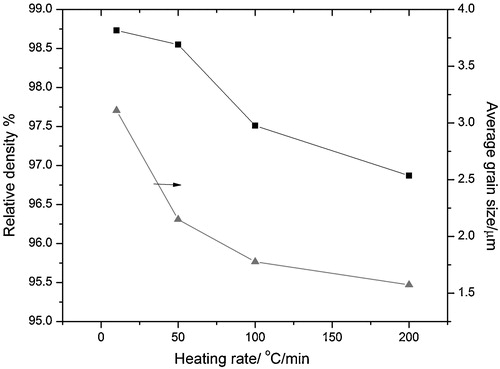
Fig. 8 Effect of HR at constant ST (1200 °C) and HT (0 min): representative SEM fracture surface micrographs of sintered samples at ST of 1200 °C and HT of 0 min with two different HRs of (a) 10 °C/min and (b) 200 °C/min.
5 Discussion
The results outlined in the previous section provide interesting insights which can be better rationalized when related to literature works on CMWS. A key step of the present study was to search for a set of reference process parameters which ensured at least nearly full density (i.e., ≥98.5% TD) of the MMWSed bodies. Such a set of reference condition resulted in 1200 °C ST, 0 min HT, and 50 °C/min HR, resulting in a final GS of 2 μm. This reference condition was then used as a basis for systematically studying the effect of three fundamental process parameters such as ST, sintering time and HR on densification, grain growth, and microstructure uniformity.
Various authors claimed that CMWS heating permitted lower ST or shorter sintering times when sintering alumina and other ceramics compared to conventional sintering. By increasing the operative frequency of heating, that is, moving from CMWS to MMWS, we have noticed a further decrease in both ST and time while ensuring full or nearly full density of the final compact. An ST of 1100 °C for 22 min was sufficient to attain a relative density of 98% TD without recourse to any additional HT, or selective heating aid or auxiliary heating. An interesting outcome of this MMWS study was that HT, often taken as an important parameter to maximize densification, was detrimental since it caused an excessive grain growth without increasing density substantially. This finding remarked three consequences that might be of both fundamental and practical interest. Firstly, the study highlighted the strong impulsive feature of MMWS. Secondly, the CMWS heating mechanism is determined by an intricate physical coupling between electromagnetic waves and matter with several possible polarization-induced phenomena occurring at grain boundaries (electromagnetic pressure, thermal expansion, phase transformation, ion/dipole motion, etc.). These phenomena, whose mechanisms and contribution to CMWS are still unveiled, are believed to control densification with increasing temperature/time or electric powder. Thirdly, HT is comparatively unimportant in MMWS. Its elimination is positive not only because it permits to attain a fine and uniform microstructure but also because it is convenient from an industrial viewpoint, since production rate of MMWS process can significantly increase in comparison to that of CMWS and CS processes.
As far as microstructure is concerned, by increasing the ST from, say, 1100 to 1200 °C, a slightly excessive grain growth was observed in the final alumina compact. Our results are qualitatively similar to those reported by several authors who used 2.45 GHz CMWS, under similar conditions of initial powders, initial density and same preparation procedure of the green compacts. However, the observed grain growth rate was higher with MMWS than with CMWS. An explanation for the anomalous behavior of alumina during MMWS may reside firstly in the shorter wavelength of MMW radiation which is comparable with the microstructure features of the material (e.g., as grain boundaries) and secondly in the expected abrupt change of the loss factor of alumina during sintering, above 1000 °C. Consequently, at high temperatures the absorption properties of MMW in alumina increase dramatically, thanks to higher lossy properties of alumina and a much better coupling between electromagnetic field and matter. As a result, solid state diffusion mechanisms which control densification are enhanced. The grain growth kinetics follows a sigmoidal law vs. ST, with a visible saturation plateau. This can be explained as follows: above 1200 °C the dielectric property gradients level out throughout the alumina compact, thereby limiting any subsequent grain boundary diffusion. To bound grain growth various researchers exploited hybrid systems, use of susceptors, etc. In 28-GHz MMWS this problem seems to be not so critical at least with the setup used and under the specified process conditions. Indeed, for sample sintered at 1200 °C the GS is about 2 μm, tending to 3 μm asymptotically above this temperature. In general, the resulting microstructures appear rather homogeneous because of the uniform heating, especially during the last stage of sintering. There was no evidence of sensible localized overheating in the observed microstructures except for changes in HT.
A unique advantage of MMWS is its ability to perform at extremely high HR which is an attractive feature when sintering high melting point ceramics such as alumina. Although the used MMWS device could perform at 500 °C/min as maximum rate, the rate of 200 °C/min was selected here because it was compatible with the available temperature measuring system. With a reference temperature of 1200 °C and the maximum HR, the heating time was as low as 6 min. This set of parameters was enough to attain a nearly dense (97% TD), uniform and fine (1.5 μm) microstructure. The lowest HR (10 °C/min) provided a slightly denser (98.7%) and coarser (3 μm) but still uniform microstructure. The inherent grain growth could start to originate at 1000–1100 °C, when alumina was supposed to abruptly change its dielectric properties. From the above discussion, it is possible to suggest a better setting for achieving maximum final density and finest GS being that of sintering between 1250 and 1300 °C with 10 min as maximum HT. Similar fast-firing experiments were reported by Figiel et al. [Citation37] by using 2.45 GHz CMWS with two kinds of MgO-doped alumina powders (say, CT3000-SG, Alcoa, USA, and ultra-pure AEE Atlantic Equipment Engineer, USA) with 0.48 and 1.69 μm initial GS respectively. By sintering at 1620 °C for 1 min they achieved full density and good mechanical properties with both powders, although the best properties were obtained at 1640 °C for 60 min. When directly comparing our MMWS results with that of other published CMWS works [Citation2,Citation17,Citation20,Citation33], we noticed good qualitative agreement but not quantitative, probably due to somewhat different initial powders and different temperature measurement systems. For instance, Huang et al. achieved nearly full density (97.6%) at 1450 °C, 4 h by using CMWS pure ball-milled (5 h) alumina powder (initial 0.14 μm GS). Their sintering time was much longer than 24 min used here with MMWS. Moreover their ST was in excess of 250 °C compared to 1200 °C in MMWS (no detail given on final GS). In Huang et al.’s experiment rapid grain growth started at 1450 °C (vs. 1200 °C of MMWS), for approximately same relative density, but their GS was much larger than ∼2.2 μm found with MMWS. Huang et al. also found that alumina compact suddenly improved its electromagnetic coupling when reaching 1000 °C, corresponding to the second and final stage of sintering. Liu et al. [Citation33] achieved 98.5% TD by CMWS at 1500 °C/30 min with various ball-milled mixtures of bimodal coarse alumina powder (no detail given on milling time), up to 40 wt% nanosize powder and 5% grain growth inhibitors. Even if ST and time were larger than that in this study, their final microstructures were uniform and fine grain (no detail given on final GS). Cheng et al. [Citation2] achieved nearly full density with a final GS of 1 μm by sintering at 1500 °C, 15 min agglomerates of very fine alumina (∼50 nm) grains. Brosnan et al. [Citation17] attained an equal density of 97.9% TD, with about 2.7 μm GS (vs. 2.2 μm MMWS) by CMWS at 1200 °C, 120 min a mixture of MgO-doped α-alumina (65 wt%) and γ-alumina (35 wt%). In this case MMWS utilized only 24 min, thereby resulting in faster processing. Thus, as enhanced sintering is often observed during the intermediate and final stages of sintering, the most active transport mechanism is more likely to be grain boundary diffusion. Several researchers claimed that densification and grain growth kinetics during CMWS were identical as those active in CS. According to them, CMWS (or MMWS) should also be a thermally activated process. Higher rate of densification of high purity alumina has been related to different activation energies, i.e., 80 ± 10, 170 and 520 kJ/mol for 2.45 GHz CMWS, 28 GHz MMWS and CS respectively [Citation25]. An analogous decrease in activation energy from CS to CMWS (i.e., 440–578 to 170–240 kJ/mol) was also reported by Brosnan et al. [Citation17] for MgO-doped alumina. In other words, the activation energy for CMWS of MgO-doped alumina was comparable to that for 28-GHz MMWS of pure alumina. Moreover, Brosnan et al. [Citation17] estimated an activation energy of 85 kJ/mol for CMWS of [MgO, Y2O3]-codoped alumina. The difference in activation energy estimated for MgO-doped and [MgO, Y2O3]-codoped alumina during CMWS was attributed to the presence of Y2O3 [Citation25], and part of the reduction in activation energy above was attributed to an enhanced diffusion of oxygen [Citation25].
The work of Zuo et al. [Citation22] can help establish a qualitative comparison between MMWS and CMWS (2.45 GHz, 3 kW multimode microwave cavity) in terms of densification and grain growth behavior. The reference work reported on sintering high purity α-alumina powder (BWP-15, Baikowski Int., France) having specific area of 19 m2 g−1. This powder was compacted into sample disks of Φ12 mm, 4 mm thickness. The green density of the sample was 52.3 ± 0.2% TD. The reference condition sets, worth of comparison here, are taken from Fig. 2 [Citation22]. Specifically they are A′: 1200 °C ST, 100 °C/min HR, 10 min HT and B′: 1420 ST, 100 °C/min, 0 min HT. The two conditions in this work are A: 1200 °C, 50 °C/min HR, 0 min HT and B: 1400 °C ST, 50 °C/min, 0 min HT. The final density and GS in the case of A′ vs. A are about (75% TD, 0.22 μm) vs. (98% TD, 2.2 μm) respectively. Essentially this comparison assumes approximately the same total heating time (22 vs. 24 min) but double HR for CMWS than MMWS. Analogously, the B′ vs. B comparison accounts for about (92% TD, 0.5 μm) vs. (98.7% TD, 3 μm). Because of the excessively higher HR of the CMWS, the relative density of the inherent compact was much lower than that of the MMWSed compact, but no perceptible grain growth was observed. By contrast, the MMWSed compact was nearly fully dense and denoted a slight grain growth. In the B′ vs. B comparison, because (again) of double HR for CMWS, at approximately same ST and 0 HT for both, the CMWSed compact exhibited a density of 92% vs. 98.7% of the MMWSed compact and a GS of 0.5 vs. 3.3 μm respectively. These comparisons, however, have to be considered as indicative since fair comparison should be made assuming the same final density of the compacts. Regrettably, the reference experiments did not search for an optimum sintering condition as shown herein. Nevertheless, the comparisons suggest that the densification kinetics evolves in both processes similarly, i.e., much faster than in CS especially for the intermediate stage of sintering. However, to enhance further our basic understanding of CMWS and MMWS of nanocrystalline alumina powder, more circumstantiated comparisons are needed by ensuring in all cases the same final density (or full density).
From the results obtained it becomes clear that making fair comparisons with/between CMWS and MMWS processes is very difficult due to the strong interaction between electromagnetic waves, samples and environment (cavity). This is believed to be the main cause that slows down the progress of CMWS and MMWS technologies and the consequent control of the processed microstructure. Systematic design of experiments with intimately integrated micro/macro models is of paramount importance to achieve a workable theory. However, in place of the temperature control mode the current control mode should be preferred to elucidate the role played by the alumina nanocrystalline microstructure during CMWS and MMWS.
6 Conclusion
The present study investigated the microstructures resulting from densification of high purity ultrafine alumina compacts under 28 GHz MMWS irradiation as a function of HT, HR and ST. A few unique advantages of 28 GHz MMWS over 2.54 GHz CMWS radiation could be identified as follows: (i) heating and nearly full to full densification of pure ultrafine alumina were possible without resorting to neither auxiliary heating aids (susceptors, oxide powder absorbers, hybrid heating systems, etc.) nor GS inhibitors; (ii) homogeneous microstructure; (iii) effective suppression of grain growth; and (iv) high HR up to 200 °C/min with limited grain growth.
Low ST (1100 °C) and high HR were favorable to achieve high level of densification (96.2%) with limited grain growth (0.86 μm), whereas for nearly full density (98.75%) alumina compact about 2 μm GS was inevitable. Further tuning of the investigated process parameters could allow for a slightly larger final density and smaller GS than those just reported.
Grain growth phenomena took place for ST equal to or greater than 1200 °C, or HT greater than 10 min at ST above 1100 °C.
The faster densification of alumina compacts during 28 GHz MMWS radiation compared to CMWS radiation with final homogeneous microstructure may be explained by an overall enhanced coupling between initial alumina powder and electromagnetic field probably resulting from enhanced absorption properties of sub-micrometer size alumina powder at higher resonance frequencies.
MMWS was attested as a key industrial technology since it combines efficiency with the ability to uniformly heat and densify even low-loss factor materials such as pure ultrafine alumina into uniform compact with fine microstructure.
Predictive models of mesoscopic dielectric materials are suggested to improve the existing basic knowledge on polarization phenomena associated with alumina powders during CMWS and MMWS radiation.
Notes
Peer review under responsibility of The Ceramic Society of Japan and the Korean Ceramic Society.
References
- D.AgrawalMater. Res. Innov.14201038
- J.ChengD.AgrawalY.ZhangB.DrawlR.RoyAm. Ceram. Soc. Bull.7920007174
- S.G.GarardMater. Technol.91994235245
- S.SanoY.MakinoS.MiyakeY.V.BykovA.G.EremeevS.V.EgorovJ. Mater. Sci. Lett.19200022472250
- H.NakanoH.NakanoY.MakinoS.SanoJ. Alloys Comp.4572008485489
- Y.MakinoISIJ Int.472007539544
- Y.BykovS.GusevA.EremeevV.HoloptsevN.MalyginS.PivarunasA.SorokinA.ShurovNanoStruct. Mater.61995855858
- D.LewisR.J.RayneB.A.BenderL.K.KuriharaG.-M.ChowA.FlifletA.KincaidR.BruceNanoStruct. Mater.9199797100
- M.A.JanneyH.D.KimreyW.R.AllenJ.O.KiggansJ. Mater. Sci.32199713471355
- K.J.RaoB.VaidhyanathanM.KanguliP.A.RamakrishnanChem. Mater.111999882895
- D.E.ClarkD.C.FolzJ.K.WestMater. Sci. Eng. A2872000153158
- V.K.SaxenaU.ChandraU.ChandraMicrowave Heating2011InTech10.5772/22888 (Chapter 1)
- W.SuttonAm. Ceram. Soc. Bull.681989376386
- Z.XieJ.YangY.HuangMater. Lett.371998215220
- R.R.MenezesR.H.G.AKiminamiJ. Mater. Process. Technol.2032008513517
- Y.L.TianD.L.JohnsonM.E.BrodwinG.L.MessingE.R.FullerH.HausnerCeramic TransactionsCeramic Powder Science II Bvol. 11988American Ceramic Society Inc.Westerville, OH925932
- K.H.BrosnanG.L.MessingD.K.AgrawalJ. Eur. Ceram. Soc.86200313071312
- J.WangJ.BinnerB.VaidhyanathanN.JoomunJ.KilnerG.DimitrakisT.E.CrossJ. Am. Ceram. Soc.89200619771984
- Y.FangD.AgrawalR.RoyMater. Lett.582004498501
- C.L.HuangJ.J.WangC.Y.HuangMater. Lett.59200537463749
- D.E.ClarkD.C.FolzMicrowave Solutions for Ceramic Engineers2004American Ceramic Society, Inc.Westerville, OHI1-34
- F.ZuoS.SaunierC.MeunierD.GoeuriotScr. Mater.692013331333
- R.R.MenezesP.M.SoutoR.H.G.A.KiminamiMater. Res.132010345350
- Z.XieJ.YangX.HuangY.HuangJ. Eur. Ceram. Soc.191999381387
- M.A.JanneyH.D.KimreyG.L.MessingE.R.FullerH.HausnerCeramic TransactionsCeramic Powder Science II Bvol. 11988American Ceramic Society Inc.Westerville, OH919924
- J.G.P.BinnerJ.A.FernieP.A.WhitakerT.E.CrossJ. Mater. Sci.33199830173029
- H.FukushimaT.YamanakaM.MatsuiW.H.SuttonM.H.BrooksI.J.ChabinskyMicrowave Processing of MaterialsMaterials Research Society Symposium Proceedingsvol. 1241988Materials Research SocietyPittsburgh, PA267272
- X.D.XuV.V.VaradanV.K.VaradanD.E.ClarkF.O.GacW.H.SuttonMicrowaves: Theory and Application in Materials ProcessingCeramic Transactionsvol. 211991AcersWesterville497503
- J.SamuelsJ.R.BrandonG.ZieglerH.HausnerEuro-Ceramics IIBasic Science and Processing of Ceramicsvol. 11991Deutsche Keramische Gesellschaft eVCologne, Germany561566
- M.MizunoS.ObataS.TakayamaS.ItoN.KatoT.HieraiM.SatoJ. Eur. Ceram. Soc.242004387391
- J.BinnerB.VaidhyanathanJ.WangD.PriceM.ReadingJ. Microwave Power Electromag. Energy4220084763
- J.ChengD.AgrawalY.ZhangR.RoyMater. Lett.565820027592
- Y.LiuF.MinJ.ZhuM.ZhangMater. Sci. Eng. A5462012328331
- J.D.KatzAnnu. Rev. Mater. Sci.221992153170
- T.SantosM.A.ValenteJ.MonteiroJ.SousaL.C.CostaAppl. Therm. Eng.3201132553261
- P.FigielM.RozmusB.SmukJ. Achievements Mater. Manuf. Eng.4820112934
- H.J.Ritzhaupt-KleisslG.LinkCeram. Forum Int.2619992832
- K.LuInt. Mater. Rev.5322008138
- F.Golestani-fardM.MazaheriM.AminzareT.EbadzadehJ. Eur. Ceram. Soc.31201125932599
- G.Bernard-GrangerC.GuizardJ. Mater. Sci.42200763166324
- P.K.ParkerR.H.AbramsJr.B.G.DanlyB.LevushIEEE Trans. Microwave Theory502002835845