
ABSTRACT
China is the world's largest steel producer, with the China Iron and Steel Association estimating that the country's crude steel production in 2022 will be 935 million tonnes [1]. In 2017, the metallurgical slag output of iron and steel enterprises in China reached more than 440 million tons, including 247 million tons of blast furnace slag and 101 million tons of converter slag [2]. After the accumulation in recent years, the current number of waste blast furnace slag in China is huge. By 2020, the total amount of industrial solid waste in China will reach 3.787 billion tons, of which metallurgical slag is 689 million tons, accounting for 18.19%, which is the third largest industrial solid waste after tailings and gangue, not only occupying enterprise land, but also polluting the environment, endangering biological and human health, in order to achieve the comprehensive utilisation of blast furnace slag and improve the economic benefits of the steel industry, this paper will introduce the current status quo of comprehensive utilisation of blast furnace slag from the current blast furnace slag sensible heat recovery of molten steel.
Introduction
China is the world's largest steel producer, with the China Iron and Steel Association estimating that the country's crude steel production in 2022 will be 935 million tonnes [Citation1]. Steel slag mainly refers to the blast furnace slag and converter slag produced in the process of iron making and steel making, and with the increase of steel production, the amount of steel slag produced increases simultaneously. In 2017, the metallurgical slag output of iron and steel enterprises in China reached more than 440 million tons, including 247 million tons of blast furnace slag and 101 million tons of converter slag [Citation2]. After the accumulation in recent years, the current number of waste blast furnace slag in China is huge. By 2020, the total amount of industrial solid waste in China will reach 3.787 billion tons, of which metallurgical slag is 689 million tons, accounting for 18.19%, which is the third largest industrial solid waste after tailings and gangue, not only occupying enterprise land, but also polluting the environment, endangering biological and human health, in order to achieve the comprehensive utilisation of blast furnace slag and improve the economic benefits of the steel industry, this paper will introduce the current status quo of comprehensive utilisation of blast furnace slag from the current blast furnace slag sensible heat recovery of molten steel.
1. Overview of blast furnace slag treatment process in China
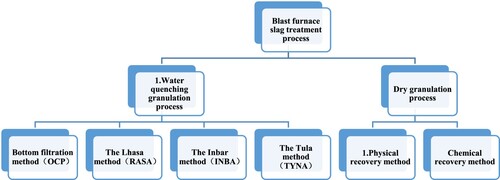
Currently, the water quenching granulation process and the dry granulation process are widely used in China. The dry granulation process is currently less used in China due to technical limitations.
As shown in , in the article, the blast furnace slag treatment process is divided into water quenching treatment process and Dry granulation process, while water quenching treatment process and dry treatment process are further subdivided.
Figure 1. Blast furnace slag treatment process.
1.1 Water quenching granulation process
The water quenching granulation process, also known as the wet treatment process, is a process that uses a high-pressure water stream to quickly cool the blast furnace slag in the molten state to produce amorphous slag. Methods for water quenching granulation include bottom filtration (OCP), Inbar (INBA), Lhasa (RASA), and Tula (TYNA) [Citation3]. However, the water quenching granulation process has problems such as large water consumption, environmental pollution of the released sulphide gas, and waste of waste heat resources in the actual production process.
1.1.1 Bottom filtration method (OCP)
The bottom filtration method (OCP) is to quench the slag at the end of the blast furnace slag trench through high pressure water pressure. After water quenching, the slag is collected in a filtration pond via the slag flushing trench and water. The settled and treated water quenched slag is pumped out of the filtration pond with an electric grab as the final water slag. The bottom filtration method has the advantages of simple operation and simple equipment, and is currently used in many large and medium-sized blast furnaces in China. However, due to its shallow depth of the slag flushing trench, large space occupation, low degree of mechanisation and high water and electricity consumption disadvantages, it is not suitable for integrated plant production mode.
1.1.2 The Lhasa method (RASA)
The Lhasa method (RASA) water granulated slag treatment system was developed by Nippon Steel Pipe and the British trading company RASA and was first applied on blast furnace No. 1 at Fukuyama Steel Works in Japan [Citation4]. The principle of the RASA method is that after the blast furnace slag has been water quenched in front of the furnace, the slag-water mixture is concentrated, filtered and dewatered, and then the filtered water is reused through a settling tank. The method has a strong processing ability and good quality of water quenched slag into slag, but due to its complex process, high electricity consumption and maintenance and repair costs, it is no longer used in large blast furnaces [Citation5].
1.1.3 The Inbar method (INBA)
The Inbar method (INBA) is a blast furnace slag treatment technology developed by PW, Luxembourg [Citation6]. The working principle of the Inbar method is that the slag flowing out of the slag trench is granulated through the slag tank, the slag and water enter the slag tank through the slag channel, the steam is discharged through the chimney, and the water granulated slag automatically flows into the distribution device located under the filter drum. The separator is distributed longitudinally along the drum to evenly distribute the feed liquid in the filter drum. The water granulated slag moves upward from the mixing blade with the rotation of the drum, so that the dehydrated residue is sent to the slag tank through the conveying tape machine. The filtered water is sent to the water slag punching box after a series of purification and cooling operations to achieve 100% recycling. The INBA method is divided into hot Inbar method, cold Inbar method and environmentally friendly INBA method, which can not only achieve 100% system water recovery, but also easy to realise automation, industrialisation and environmental protection. However, because the method is an introduction of technology, its initial investment is relatively large [Citation7]. Compared to the other three methods of water quenching and granulation, the Inbar method is more suitable for integrated and automated factory.
In order to give readers a clearer and straightforward understanding of the production process of Inbar, we have shown it in the flow chart of Inbar in .
Figure 2. Flow chart of INBA.
1.1.4 The Tula method (TYNA)
The Tula method (TYNA) of water quenching slag process is based on the principle of using a high speed rotating mechanical granulation wheel with a low speed dewatering drum to treat the slag. The TYNA method has many of the same equipment as the INBA method. However, the TYNA method uses a mechanical granulator to granulate the slag, and the slag-water ratio (1:1). It is far lower than the slag-to-water ratio (5:1) of the high-pressure water granulation slag of the INBA method, and the process equipment is simple, the water consumption is small, the operating cost is low, the slag with iron content is less than 40%, and the dry slag pit is not required, and the area is small [Citation8]. The TYNA method also solves the problem that water quenching slag is easy to explode, compared with the INBA method, the circulating water consumption is less, the power energy consumption is also lower, and the quality of the slag of water quenching slag is also relatively good. However, due to the complex process, the large amount of equipment required for production and the large maintenance costs, it is not suitable for application in large-scale blast furnace production. Chinese Shagang Group has made many improvements and improvements on the basis of the original technology, such as: adopting a dual-drive bowl, changing the drum filter to a fixed form, improving the layout of hot water tanks and collecting tanks, optimising the supply and return pipe system, etc., and successfully applied the Tula method to the 5800m³ blast furnace [Citation9].
In , the manufacture security and quality of finished slag of Tula and Imba are compared.
Table 1. Comparison of the INBA method and the TYNA method.
1.2 Dry granulation process
The water quenching granulation process wastes a lot of sensible heat resources in production. In order to make up for the shortcomings in the production of water quenching granulation process, experts proposed a dry granulation process, which uses direct contact between air and slag to treat slag. Compared with the water quenching granulation process, the dry granulation process can effectively recover high-quality sensible heat resources and has great prospects in bioenergy hydrolysis and waste heat utilisation. At present, the dry granulation process can be divided into physical recovery method and chemical recovery method.
1.2.1 Physical recovery method
The physical recovery method mainly absorbs slag heat energy through water, molten salt and other media, and achieves the effect of heat recovery by using medium heat energy conversion. The physical recovery method is divided into rotary drum method, centrifugal granulation method and wind quenching method according to the granulation method [Citation10].
The performance of blast furnace slag treated by wind quenching is significantly better than that of water quenching slag, and the heat recovery rate is high, but the equipment required for production is large, the structure is complex, and the particle diameter distribution range is wide.
The sensible heat recovery rate of slag by rotary drum method is about 40%, and the heat energy recovered by the medium in the drum can be recycled after heat recovery, but in gas–solid fluidised beds, particle agglomeration can result in a complete blockage of distributor plates and/or bed defluidisation and, hence, forced plant shutdowns (van Ommen et al., 2000, Noble, 2012). This leads to downtime, production loss, a cumbersome cleaning step and restarting of the plant. This results in low efficiency of the rotary drum method, the thin slag flakes stuck to the drum still need to be scraped off manually with a rake, and a significant reduction in heat recovery and plant life. and the discharge of the obtained cold slag in the form of flakes will affect its continued utilisation [Citation11]. Compared with the internal cooling double drum method, the single drum process has a low ability to crush granulated slag, incomplete slag crushing, wide particle size distribution, only 50-60% of the physical sensible heat can be recovered, and the rest of the heat is wasted due to incomplete crushing is not absorbed by the heat exchange medium and heat exchange with the drum wall.
The centrifugal granulation method has simple equipment, low power consumption, strong processing capacity, good adaptability, narrow product particle size distribution, and this method is easy to perform small-scale experiments in the laboratory to determine various process parameters [Citation12].
The characteristics of the three physical recovery methods are compared and analysed in .
Table 2. Blast furnace slag treatment process and characteristics.
1.2.2 Chemical recovery method
The chemical recovery method uses the sensible heat of the slag as the heat source for chemical reactions and converts the heat into chemical heat for storage and utilisation, and the recovered heat can be used for power supply and hot blast stove [Citation10]. The process is accompanied by a chemical reaction during heat recovery, so the heat recovery efficiency is low. At present, the production of hydrogen from methane, biomass gasification, glass-ceramic or slag wool preparation are all within the scope of chemical recovery method [Citation13]
2. Status of blast furnace slag resource application
Since the end of the twentieth century, blast furnace slag has been used as a secondary resource and reused in many countries because of its potential value. Instead of being buried and discarded, blast furnace slag can be recycled and used to produce high value-added products.
2.1 Traditional blast furnace slag resource utilisation methods
2.1.1 Building materials and products
Blast furnace slag is mainly used as building materials and their products [Citation11], such as: cement mix, gypsum, blast furnace slag micronised powder, admixture for concrete, hollow bricks, slag particle boards, etc. The development of hollow bricks with water-quenched slag and fly ash as the main raw material can not only improve the utilisation rate of blast furnace slag, but also meet the demand for developing multifunctional new wall materials in the building material’s industry at home and abroad [Citation14]. There is a technology abroad that can use for blast furnace slag to produce glass-ceramic products, the preparation of high-grade, high-strength, high value-added glass-ceramic from blast furnace slag has a very broad market prospect in construction, decoration, and industry as wear-resistant, corrosion-resistant, high-temperature resistant, electrical insulation and other materials [Citation15]. Adding a certain crystal seed to the blast furnace slag to increase the viscosity of the slag can be used to produce glass fibre, which has good alkali resistance compared with ordinary glass fibre, and can be more widely used in concrete engineering as a reinforcing material [Citation15]. The United States and Japan believe that the mechanical properties of blast furnace slag are better than rolled crushed stone, and have used blast furnace slag in road construction, and have formulated relevant technical standards and construction specifications.
A controlled low-strength material (CLSM) is a backfill material consisting of industrial by-products that do not meet the requirements of the specification. he strength requirements for CLSM are low, and a certain level of low quality metallurgical waste can be used as a cementitious material or aggregate in CLSM production. As a cementing material, metallurgical waste reduces the consumption of cement and provides a waste disposal strategy that reduces the pollution threat that this waste can pose to the environment [Citation16].
2.1.2 Sensible heat recovery
Physical sensible heat recovery is often used for heating and power generation in winter, and physical sensible heat is often wasted in summer and in places where there is no heating demand. The method of chemical heat recovery of blast furnace slag is usually the direct use of slag and sensible heat to produce high value-added products. As early as the early days of the founding of the People's Republic of China, China realised for the first time that molten blast furnace slag without tempering and temperature control treatment was sprayed into slag cotton fibre [Citation4]. The use of slag wool can not only reduce the production cost of slag wool, if the liquid blast furnace slag is directly used, the utilisation rate of the sensible heat of blast furnace slag can be more than 80%.
A large number of high-temperature molten slag produced in the steel production process, the slag temperature is as high as 1400∼1600°C. The specific heat capacity of slag is about 1.2 kJ/(kg°C), if the average value of the slag temperature is calculated at 1400°C, and the temperature of the recovered heat and the slag discharge is calculated at 400°C, then 1.2GJ of sensible heat can be recovered per ton of slag, which is roughly equivalent to the heat generated by the complete combustion of 41 kg of standard coal, and most of the blast furnaces use water to flush slag, and the slag is used for heating, power generation, etc. But in the past, only about 40%−50% of physical sensible heat recovery was used for heating and power generation in winter, and in summer and places without heating equipment, this part of the energy is wasted. To a certain extent, physical sensible heat recovery of blast furnace slag is the last and biggest goal in the field of blast furnace waste heat recovery. The method of chemical heat recovery of blast furnace slag is usually the direct use of slag and sensible heat to produce high value-added products. As early as the early days of the founding of the People's Republic of China, China realised for the first time that molten blast furnace slag without tempering and temperature control treatment was sprayed into slag cotton fibre [Citation4]. The use of slag cotton can not only reduce the production cost of slag cotton, if the liquid blast furnace slag is directly used, the utilisation rate of the sensible heat of blast furnace slag can be more than 80%. At present, in order to make more efficient use of the physical sensible heat of blast furnace slag, China usually uses air or other gases as a heat exchange medium to absorb and transfer the heat of the molten blast slag to the hot blast furnace, so that the physical sensible heat of the molten blast slag can be recycled in the production process.
2.1.3 Extraction of valuable components
There are still a large number of other elements and their compounds in blast furnace slag, and extracting valuable components from blast furnace slag in industrial production is an important aspect of blast furnace slag utilisation. Such as: the extraction of metal titanium by ammonium sulphate pressure pyrolysis-acid leaching process, the preparation of silicon-titanium aluminium alloy by melt electrolysis, and the study on the extraction of titanium, aluminium and other valuable components by sulphuric acid method [Citation11]. At present, Pangang Group has achieved the effective recovery of iron and magnetite from titanium-containing blast furnace slag by weak magnetic separation process.
In his study, Faiza Safdar [Citation17] of the University of Chinese Academy of Sciences combined partial carbon reduction with a mild acid leach. After reduction and leaching, most of the iron and other elements are transferred to the solution, leaving a TiO2-rich residue. Iron and vanadium are subsequently recovered from the leach solution. In his study, the reduction and leaching parameters were optimised, which included reduction at 1000°C for 3 h with a carbon addition of 6% of VTM mass and leaching at 80°C for 3–4 h using a 0.2 mol/L H2SO4 solution with a liquid to solid ratio of 100:1. The dehydrated residue was mainly rutile containing 72.2 wt% TiO2, which is a satisfactory material for Ti extraction. This study provides a new idea for extracting titanium from VTM concentrates.
An acid baking-water leaching process was developed by J. Mater. Chem. B to recover scandium and neodymium from blast furnace iron making slag [Citation18]. A systematic investigation was performed to study the effect of six operating parameters, namely baking temperature, acid to slag mass ratio, baking time, water to acid-baked slag ratio, agitation rate, and water to slag mass ratio (before baking) on extraction. It was shown that the acid to slag mass ratio has the highest positive effect on extraction because in sulphate media, scandium is only soluble under acidic conditions and neodymium becomes soluble at pH below 2; thus, increasing acid ratio decreases pH of the leachate; hence, increasing the solubility of scandium and neodymium, and in turn, the extraction efficiency.
2.1.4 Utilisation of titanium-bearing slag
Although the overall utilisation of blast furnace slag has a large processing capacity, a relatively simple process and low cost, it causes the waste of high-value components such as vanadium and titanium. Although there are many processes for extracting titanium, it is difficult to achieve the coexistence of economic cost and environmental protection. At present, high utilisation, low pollution, low cost titanium recovery methods have still not been found, roasting, leaching is still the mainstream methods for industrial recovery of titanium components in titanium-containing blast furnace slag, and most of the research results are mainly for a certain link of improvement,.and a completely innovative method has not been proposed for the recovery of titanium components in titanium-containing blast furnace slag.
Zhao Zhongmin pointed out in the study that a composite sol rich in TiO2-SiO2-Al2O3 can be prepared by using the titanium-containing slag of the blast furnace abandoned by Pangang Group as raw material, using alkali melting method through high-temperature calcination, dissolution and ion exchange [Citation19].
Liu Wei et al. [Citation20] used titanium-containing blast furnace slag and iron tailings as raw materials, and through the study of raw material ratio and thermal insulation annealing system, microcrystalline cast stones with main crystal phase of diopside and pyroxene was prepared, and their mechanical properties reached national industry standards. Liang Zongyu et al. [Citation21] used titanium-containing blast furnace slag and shale as raw materials, and prepared lightweight thermal insulation foamed ceramic materials by adjusting different firing process systems, which can be used for building exterior wall insulation partition board.
Zhanchao Li [Citation22] used low-purity silicon was employed as the reductant to extract Ti from Ti-bearing blast furnace slag to prepare Si–Ti alloy at 1823K. The extraction ratio of Ti is 95.25% when the mass ratio of the Ti-bearing blast furnace slag to the low-purity silicon is 10:4.5.
2.1.5 Production of silica and compound fertilisers
Available silicon plays an important role in rice growth and development, photosynthesis, transpiration, disease prevention, and metal ion toxicity [Citation23]. The main components of silica fertiliser are calcium silicate (CaSiO3) and dicalcium silicate (Ca2SiO4), and its silicate structure is easier to convert into effective silicon. The main mineral phase of granulating slag presents the structure of dicalcium silicate by quenching remote cooling, when external force or external chemical reaction is involved, it is easy to make [SiO4]4+ free, and OH- to form orthosilicic acid (available silicon), which can be used as silicon fertiliser after activation of blast furnace water quenching slag.
Zhang Yue et al. [Citation24] used titanium-bearing slag as the principal raw material to prepare compound fertiliser by heating method. The mass ratio of ammonium sulphate and titanium-bearing slag is 8:1, the heating temperature is 300°C, the constant temperature time is 30 min, and the nitrogen, silicon, sulphur, calcium, magnesium, iron, titanium and other nutrients contained in compound fertiliser can be effectively used by plants.
2.2 Emerging blast furnace slag resource utilisation methods
2.2.1 Photocatalytic materials
Metal ions such as Fe, Mg and Al and compounds such as SiO2 and Al2O3 contained in titanium-bearing slag can effectively improve the catalytic performance of photocatalytic materials. At the same time, it can also broaden the absorption wavelength coverage range of photocatalysts to the visible region (380–800 nm), improving their sunlight utilisation and achieving reduced energy consumption and cost savings. In addition, as a large solid waste, titanium-bearing blast furnace slag is inexpensive and can be used to prepare photocatalytic materials to purify waste water, which can not only treat waste with waste and s-olve the problems of solid waste stockpiling and water pollution, but also make full use of secondary re-sources and provide an effective way for the industrialisation of photocatalytic technology [Citation25].
2.2.2 Refractory materials
Since the blast furnace slag contains the components of synthetic Ca-α-Sialolon, Ca-α-Sialon-Sialoon composite materials can be synthesised by carbon-thermal reduction nitriding method using blast furnace slag as raw material [Citation26], which can be used as a new generation of refractories in the fields of reverse solidification furnace bottom seam materials and improve the added value of blast furnace slag [Citation26]. Compared with the traditional pure raw material preparation method, the cost is low and the process is simple.
2.2.3 Burying the seabed
Nippon Steel Pipe Company developed the world's first new technology for blast furnace slag application [Citation25]. Fine-grained blast furnace slag is covered on the seabed to prevent colloids from accumulating in the seabed. This technology reduces the formation of phosphates offshore and nitrogen oxides and protects the living environment near the coast. Fine-grained blast furnace slag is laid on the seabed, which can be coated with colloidal sludge or silt, keeping the seabed slightly alkaline (pH 8.5) and preventing the production of hydrogen sulphide. What's more, because blast furnace slag contains silicates, which are essential nutrients for plants to grow in water, they can promote the reproduction of diatoms in seawater and prevent the occurrence of red tides.
2.2.4 Foam glass ceramics (FGC)
The synergy of uniform pore size distribution, cladding coating, strengthening of ceramic phase and bridging function of newly formed CaSiO3 crystals between crystal phase and glass phase can make foam glass ceramic (FGC) have good physical properties. Li Mingjun [Citation27] successfully synthesised foam glass ceramics (FGC) by rapid sintering based on high titanium blast furnace slag (BFS) and waste glass (WG), using waste heat as the heat source. The BFS/WG ratio and the content of blowing agent (SiC) and fl-ux (Na2B4O7-5H2O) have great influences on the formation of liquid phase, bubble generation and melt v-iscosity, respectively. The study found that the optimised FGC (BFS/WG ratio: 40:60, blowing agent addition: 2wt%, flux addition: 3wt%)
3. Problems and suggestions in the utilisation of blast furnace slag
In view of the above problems encountered in the application of blast furnace slag, this paper analyzes the current situation of comprehensive utilisation of blast furnace slag in China, and draws on the experience of advanced countries to put forward the following suggestions:
Try to combine the turntable disc with air quenching for dry granulation of blast furnace slag, and use direct recovery as much as possible
Scientifically control the flow rate of cooling medium, taking into account the quality of recovered heat and cooling rate
While the cement plant produces general cement, it also produces blast furnace slag powder for concrete admixtures. Increase the utilisation of blast furnace slag powder in China
China has made great progress in the comprehensive utilisation of blast furnace slag in recent years, but there are still the following problems:
Part of the blast furnace slag treated by the granulation process is not completely solidified before leaving the turntable, and part of the blast furnace slag sticks to the granulator wall during recovery, resulting in partial sensible heat waste.
At present, although the comprehensive utilisation rate of domestic blast furnace slag is more than 80%. However, the blast furnace slag treatment is dominated by the water quenching process, and a large amount of physical sensible heat is wasted in the process of water slag flushing
High-utilisation, low-pollution, low-cost titanium recovery methods have still not been found, roasting and leaching are still the mainstream methods for recovering titanium components in titanium-containing blast furnace slag in industry, and completely innovative and feasible methods cannot be proposed for the complete recovery of titanium resources.
Disclosure statement
No potential conflict of interest was reported by the authors.
Correction Statement
This article has been corrected with minor changes. These changes do not impact the academic content of the article.
References
- 本报记者 董添. 中钢协预计2022年粗钢产量同比降2.2%[N]. 中国证券报. 2023-1-9.
- 张寿荣,张卫东. 中国钢铁企业固体废弃物资源化处理模式和发展方向[J]. 钢铁. 2017;52(4):1–6. doi:10.13228/j.boyuan.issn0449-749x.20170093
- 张朝晖,莫涛. 高炉渣综合利用技术的发展[J]. 中国资源综合利用. 2006;(5):12–15. doi:10.3969/j.issn.1008-9500.2006.05.004
- 张仁贵,张福山,李志成. 高炉炉渣粒化新工艺的开发[J]. 炼铁. 2001;(6):30–32. doi:10.3969/j.issn.1001-1471.2001.06.009
- 杨绪平. 高炉渣处理工艺分析[J]. 现代冶金. 2014;42(4):37–40. doi:10.1180/0009855054040180
- 高洋,贵永亮,宋春燕,等. 高炉渣显热回收利用现状与展望[J]. 矿产综合利用. 2018;(1):12–16. doi:10.3969/j.issn.1000-6532.2018.01.003
- 曹智堂. 拉萨法水渣处理系统运行实践[J]. 宝钢技术. 1988;(2):22–25.
- 张卫东. 中型高炉图拉法炉渣处理工艺的研究[D]. 西安建筑科技大学; 2006.
- 项明武,周强,张灵,等. 沙钢5800m∼3高炉工艺技术特点[J]. 炼铁. 2010;29(2):1–6. doi:10.3969/j.issn.1001-1471.2010.02.001
- 田铁磊. 高炉渣成纤过程调质剂的熔解机理及均质化行为研究[D]. 燕山大学; 2018.
- 孙鹏,车玉满,郭天永,等. 高炉渣综合利用现状与展望[J]. 鞍钢技术. 2008;(3):6–9. doi:10.3969/j.issn.1006-4613.2008.03.002
- 戴晓天,齐渊洪,张春霞,等. 高炉渣急冷干式粒化处理工艺分析[J]. 钢铁研究学报. 2007;1(5):14–19.
- 田鹏,董洪旺,武献民,等. 钢铁渣综合利用现状及管控措施[J]. 冶金能源. 2020;39(5):9–13.
- 孟立. 镍铁合金矿热炉渣辅助胶凝材料的制备与性能研究[D]. 重庆大学; 2009.
- 王信东. 几种工业废渣在印染废水处理中的应用研究[D]. 山东大学; 2006.
- Liu Yiliang, Su Youpo, Xu Guoqiang, et al. Research progress on controlled low-strength materials: metallurgical waste slag as cementitious materials[Z]; 2022.
- Faiza S, Ying Z, Shili Z, et al. Recovery of TiO2-enriched material from vanadium titano-magnetite concentrates by partial carbon reduction and mild acid leaching[J]. Hydrometallurgy. 2020: 193. doi:10.1016/j.hydromet.2020.105324
- Vojtěch E, Martin M, Ladislav S, et al. Mineralogy of Ga- and Ge-bearing metallurgical slags from Tsumeb, Namibia[J].
- 赵忠敏,严云,胡志华. 含钛高炉渣制备钛硅铝复合溶胶及其性能研究[J]. 武汉理工大学学报. 2011;33(3):50–53.
- 刘伟,陈铁军,王林俊,等. 含钛高炉渣高温熔融改性制备微晶铸石试验研究[J]. 金属矿山. 2020;(11):113–117. doi:10.19614/j.cnki.jsks.202011018
- 梁宗宇,张华,马明龙,等. 烧成工艺制度对含钛高炉渣制备发泡陶瓷性能的影响[J]. 硅酸盐通报. 2020;39(5):1627–1632.
- Zhanchao L, Yun L, Wenhui M, et al. Preparation of high-purity TiSi2 and eutectic Si-Ti alloy by separation of Si-Ti alloy for clean utilization of Ti-bearing blast furnace slag[J]. Sep Purif Technol. 2021: 265. doi:10.1016/j.seppur.2021.118473
- 刘洋,张春霞. 水淬高炉渣制备硅肥的研究[J]. 矿产综合利用. 2019;(5):116–120.
- 张悦,杨合,薛向欣. 由含钛高炉渣合成复合肥初探[J]. 材料与冶金学报. 2009;8(3):226–229, 240. doi:10.3969/j.issn.1671-6620.2009.03.017
- 徐国群. 日本钢管公司开发高炉渣的新用途[J]. 上海金属. 2002;(3):25.
- 刘克明,王福明,李文超,等. 高炉渣合成Ca-α-Sialon-SiC粉的热力学分析及工艺优化[J]. 北京科技大学学报. 2001;(5):404–408.
- Zhanchao L, Yun L, Wenhui M, et al. Preparation of high-purity TiSi2 and eutectic Si-Ti alloy by separation of Si-Ti alloy for clean utilization of Ti-bearing blast furnace slag[J]. Sep Purif Technol. 2021;265(1). doi:10.1016/j.seppur.2021.118473