
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
This paper presents the environmental impacts of reciprocating engine component (REC) made of cast iron and low-alloy steel in Finland using life cycle assessment (LCA). The study uses primary data provided by a machining shop in Finland covering cradle-to-gate with a functional unit of 1 tonne of REC. The assessment was carried out using CML-baseline, resulting in eleven impact categories emphasising global warming potential (GWP). The results show that the upstream process, including forging and foundry, to manufacture the material inputs contributes the highest among all impact categories, making up about 52–97% of the total impacts. For GWP, the total emission to manufacture 1 tonne REC is about 2926 kg CO2 eq. Sensitivity analysis indicates that material inputs of cast iron and low-alloy steel are the most critical parameters making process efficiency and technological advance prominent. This study highlights the importance of selecting suppliers, energy sources, and transportation modes.
Introduction
The production of steel and iron is energy-intensive. Both are associated with substantial greenhouse gases (GHG) emissions. They are widely manufactured because they are versatile materials. For example, stainless steel is an iron-based alloy containing 12% chromium and up to 25% nickel which has a wide range of applications in construction, petrochemical, power generation, biomedical science, shipbuilding, manufacture of automobiles, space, etc [Citation1]. Global steel production in 2019 was about 1.9 billion metric tonnes, with the European Union (EU) as the second biggest source of production, associated with 5.7% of total GHG emissions in the EU [Citation2]. Meanwhile, the census of worldwide casting showed that the overall production of iron was about 110 million metric tonnes in 2019 [Citation3]. In Europe, foundries cover about 14% of the overall industrial energy consumption [Citation4].
An understanding of the environmental impacts resulting from metal production is essential. Having an awareness of the negative outcomes of these energy-intensive sectors is prominent in formulating a strategy to improve the production process throughout their supply chain. Life cycle assessment (LCA) is a tool to quantify the environmental impacts of products, services or activities during their lifecycle, which complies with ISO 14,040 and ISO 14,044 [Citation5,Citation6]. Several studies have applied LCA to investigate various environmental consequences of steel and iron production [Citation7–10], whereas some studies focus only on the climate change impact [Citation11,Citation12].
The previous study compared the environmental impacts of various metals such as nickel, copper, lead, zinc, aluminium, titanium, and stainless steel [Citation9]. It showed the highest impact was caused by titanium production. Assessment of the environmental hotspot of integrated steelworks complemented by sensitivity analysis has also been done [Citation12]. The results showed that the CO2 emission factor of blast furnace gas (BFG) was the most sensitive parameter. Another study reported the environmental impact of integrated steel production on a national level in Poland, showing that the greenhouse gas (GHG) emissions were highest in the blast furnace that produced pig iron [Citation7]. Abiotic resource depletion also has been highlighted as an important issue in the steel industry [Citation13]. The study highlighted the importance of a comprehensive understanding of steel production, which requires other types of metals, such as nickel, manganese, and copper, in order to anticipate scarcity caused by resource depletion.
Currently, the majority of LCA studies within the iron and steel industries focus on the upstream material production such as steel slab, ferroalloy, or cast iron [Citation8,Citation10,Citation11]. There is also a need to examine the impacts of manufacturing finished products within the sectors. The knowledge regarding the impact of manufacturing a finished product provides complete information when system improvement or decision-making is required by multiple actors who are involved in the product life cycle. Therefore, this paper aims to provide an environmental assessment of reciprocating engine components (REC) in the metal machining sector within the Finnish context.
The reciprocating engine is important as it has a wide range of applications. One of the most important is for internal combustion engines covering the power generation and transportation sector [Citation14]. The reciprocating internal combustion engine has become more mainstream in full-scale power generation with intermittent sources, namely solar and wind [Citation15]. This trend will lead to more production and assembly of the engine components; hence conducting LCA in this area becomes crucial. The following objectives were formulated to achieve the aim of this paper: i) to quantify the environmental impact on the production of the reciprocating engine component, ii) to investigate the environmental hotspot (parts of process that contribute the most to the impacts), iii) to rank scenarios and identify most sensitive parameters by applying scenario analysis and sensitivity analysis. The component of a reciprocating engine being studied cannot be specified, and sensitive information cannot be disclosed to maintain company confidentiality.
The rest of the paper is organised as follows. Section 2 discusses the material and methods. Section 3 describes the results and discussion. Section 4 presents conclusions and suggestions for further research.
Materials and methods
This study assessed the impacts of REC manufactured by a machine shop in Finland. LCA was used to capture various stages of the production process and a broad range of impact categories. The company produces one type of component, which is manufactured in different subtypes representing different sizes and masses. The annual production capacity is about 200 tonnes, and the object of this study is one of the subtypes of their REC. The component consists of parts made of low-alloy steel and cast iron. The LCA was applied to assess a broad range of impacts. The overall baseline results will show multiple impacts, whereas the detailed analysis focuses on climate change impact owing to its importance in the metal sector as an energy-intensive industry.
Goal and scope definition
This research aims to assess the environmental impacts of REC covering cradle-to-gate system boundaries with the functional unit (FU) of 1 tonne of REC. The main upstream process involves forging (steel) and foundry (iron). The primary activities at the company level consist of machining, compressed air, heat treatment, and surface treatment. Heat consumption from the premises was included, but the electricity consumed by the building was excluded since the value was negligible. Few treatments are subcontracted and performed outside the company; hence the impact from transportation comprises material transportation and semi-finished product transportation during the manufacturing stage. shows the system boundary and process flow of the product.
Figure 1. System boundary and simplified flow diagram in REC manufacturing.
The low-alloy steel is supplied from Italy. The iron cast supplier is in Finland. Both materials are transported to a machine shop for manufacturing in Finland. Machining and surface treatment are performed in-house, and different heat treatments are outsourced. There were multiple activities categorised under the group ‘others’ such as cardboard packaging, wooden panel, water consumption, plastic film packaging, cutting fluid, lubricating oil, and waste treatment which are deemed to be relatively insignificant compared to other energy-intensive processes. The manufacturing produces the REC and also recyclables (iron and steel scrap).
Life cycle inventory
The foreground data were obtained from the company for the financial year 2020, and cover various inputs, including energy input, material input, water consumption, packaging, oil, and cutting fluid. Electricity used for the in-house machining, compressed air, and surface treatment was not a typical Finnish electricity mix since the company opted for a greener option consisting of 65% renewable sources, 15% fossil energy, and 20% nuclear. Foreground data during the manufacturing stage were complemented with background data using Ecoinvent 3.6 cut-off system model database [Citation16]. For cutting fluid, the specific type of input is not available in the database; therefore, the product was built using the database based on its material safety data sheet (MSDS) provided by the company.
For the upstream process, namely forging and foundry, the company provided information regarding the energy consumption of the suppliers, such as electricity and gas, which were combined with other inputs obtained from the Ecoinvent database for low-alloy and cast iron production. The overseas suppliers transport the materials using trains, ships, and lorries. Local suppliers and the studied company used lorries to transport semi-finished products for heat treatment. Wastewater volume was assumed to be the same as the water input, whereas the waste of cutting fluid and lubricating oil were assumed to be reduced compared to the input. shows inventory data for REC in 2020.
Table 1. Life cycle inventory data for REC production in 2020.
Life cycle impact assessment (LCIA)
The analysis was carried out using OpenLCA software with CML-baseline as the impact assessment method. The method results in eleven impact categories that will be presented as a broad-based survey. The CML-baseline consists of fewer impact categories compared to, for example, the ILCD midpoint or ReCiPe midpoint. But, it covers the fundamental impacts that can provide sufficient knowledge regarding a broad type of impact. Moreover, the more detailed analysis will focus solely on the climate change impact category called global warming potential (GWP). Contribution analysis was applied to identify the environmental hotspot of each key process investigated so that the main source of the environmental burden could be identified.
Normalisation is an optional stage during LCIA following classification and characterisation. It is used to examine the relative significance among impact categories or compare the impacts with a reference state [Citation17]. It is usually accompanied by weighing each impact category and summing them up to produce a single score. Its application can simplify communicating the results since everything is reduced into a single number. The use of normalisation depends on the goal, and this study focused on the absolute value of the impacts and relative contribution of different manufacturing stages without focusing on the distinction of relative significance between the impacts. Consequently, normalisation was not applied since there would not be any added value
Scenario analysis
Scenario analysis was applied to test the robustness of the model against various assumptions. Three scenarios included changing the electricity source for the in-house process into a typical Finnish mix, using lorries instead of trains for material transportation, and changing supplier location. Scenario 3 consists of sub-scenarios where the suppliers were switched into: a) cast iron is imported from Germany, b) low-alloy steel supplier is in Finland, and c) low-alloy steel is imported from Sweden. The scenario concerning changing the geographical location of the suppliers was based on the actual company plans to consider new suppliers. These suppliers represent differences in primary metal production and the distance to the manufacturing plant that can result in distinct impacts compared to baseline scenarios. This scenario can also help the company improve their decision by considering the environmental aspect of changing suppliers.
Sensitivity analysis
Sensitivity analysis investigates how the outputs fluctuate because of changing the value of input parameters. It was carried out through perturbation analysis, where each parameter was increased by 10% one at a time while holding all other parameters at their baseline value. The results obtained from perturbation analysis were used to calculate the sensitivity ratio (SR), as shown in EquationEquation (1)(1)
(1) [Citation18]. SR refers to the ratio between two relative changes from the input parameters and the results, which displays information regarding the sensitivity of each parameter to the LCA model.
Results and discussions
Overall results and contribution analysis
The CML-baseline generates 11 impact categories of 1 tonne of REC. The impact category which related closely to an energy-intensive process was GWP which showed a value of 2913 kg CO2 eq. GWP refers to evaluating the heat absorbed by greenhouse gas in the atmosphere. Another impact category deemed significant in the metal sector is abiotic depletion [Citation13]. The abiotic depletion and abiotic depletion (fossil fuels) in this study were about 0.00005 kg Sb eq and 36,454.83 MJ, respectively. Abiotic depletion indicates the depletion of non-living resources, including mineral, clay, and fossil fuels measured in kilograms of antimony (Sb) equivalent and in MJ (for fossil fuel) to imply the depletion of total energy reserve. shows the overall impacts of manufacturing 1 tonne of REC.
Table 2. Overall results of the environmental impacts of REC component.
Contribution analysis was applied to investigate environmental hotspots (). It shows the highest impacts based on the manufacturing stage of REC. A similar pattern was found in all impact categories, where the upstream process of making low-alloy steel (forging) and cast iron (foundry) contributed the highest in each impact. Forging contributed between 12% (abiotic depletion) and 47% (abiotic depletion – fossil fuel) across all impact categories. The contribution of the foundry was 19% (abiotic depletion – fossil fuel) up to 66% (abiotic depletion). Altogether, they accounted for about 52%-97% of the total impact in each category. The results of this study were aligned with previous research that showed the significant impact of steel and iron production [Citation7,Citation8,Citation10].
Figure 2. Contribution of different manufacturing stages across impact categories. 1. Abiotic depletion, 2. Abiotic depletion (fossil fuels), 3. Acidification, 4. Eutrophication, 5. Freshwater aquatic ecotoxicity, 6. Global warming potential, 7. Human toxicity, 8. Marine aquatic ecotoxicity, 9. Ozone layer depletion, 10. Photochemical oxidation, 11. Terrestrial ecotoxicity.
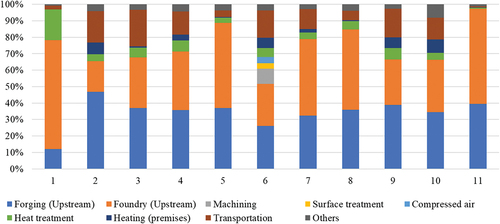
There was more variety of contributors in GWP where machining, surface treatment, and compressed air displayed noticeable contributions for about 9%, 4%, and 4% of total GWP, respectively. Transportation, which included transporting material and semi-finished products, was another primary contributor to most of the impacts. The highest contribution was about 22% in acidification, followed by 19% in abiotic depletion (fossil fuel) and 17% in ozone layer depletion. Between transporting material and semi-finished products, the former had a higher impact throughout all categories.
For GWP, the contribution of different manufacturing stages ranged between 3.5% to 26% (). The upstream processes were causing similar impacts of 764 kg CO2 eq and 744 kg CO2 eq for forging and foundry, respectively. The ‘others’ stage comprises various processes where each activity contributed to a total impact of less than 1%. Among activities inside the company, machining was the highest contributor, followed by the impact of district heating to heat up the premises. Machining is known for consuming high levels of electricity to accomplish the cutting or shaping process and support auxiliary tasks related to coolant pumping, computer controller, and material handling system [Citation19]. The contribution analysis highlighted the importance of the upstream process in the LCA, where the activities outside the company are taken into account.
Table 3. Contribution of the manufacturing stages towards GWP.
Scenario analysis
Scenario analysis was applied by modifying the electricity source for the in-house process (), switching transportation mode from trains to lorries (), and changing the suppliers, which entails the change in transportation distance as well as materials production (). The analysis indicated the shift in the GWP across three different scenarios. The first scenario changed the land transportation mode to lorries. The lorry can transport goods by selecting among multiple alternative routes; hence it can reduce travel time. The result implied a 6% increase in GWP compared to the baseline. The same pattern was found in scenario 2 when switching the electricity into a typical Finnish mix. The electricity consumed by the company consisted of 65% renewable, 15% fossil, and 20% nuclear, which generated 94.3 CO2 eq. The standard electricity mix in Finland emits 245.7 kg CO2 eq [Citation16]. Using a standard electricity mix in the REC manufacturing process will increase overall GWP by 25.7%. shows the comparison of GWP between baseline and scenarios 1 and 2.
Figure 3. Scenario comparison between baseline, transportation mode, and electricity source.
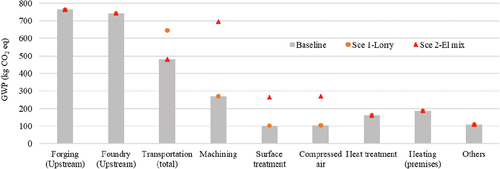
Figure 4. Scenario comparison between baseline and changing suppliers.
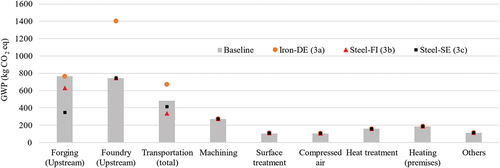
Different outcomes were found when the company switched suppliers, as shown by scenario 3 (3a, 3b, and 3c). Overall results showed that scenario 3a produced a worse impact than the baseline. Scenario 3b and scenario 3c yielded improved impacts compared to the baseline. Scenario 3a resulted in an inferior outcome with a GWP of 3774 kg CO2 eq, which equals a 22% increase compared to the baseline scenario. Switching the foundry supplier to Germany resulted in higher GHG emissions during the transportation and production stages. The emission from the foundry in scenario 3a was almost two times higher than the baseline.
Scenarios 3b and 3c dealt with changing steel suppliers, which generated a GWP of 2646 kg CO2 eq and 2439 kg CO2 eq, respectively. The GWP from scenario 3b decreased by about 11% compared to the baseline scenario. It also resulted in better transportation outcomes since the supplier was in Finland. In scenario 3c, the steel forger was in Sweden, so the transport distance is longer than 3b. Nevertheless, different production methods and energy sources reduced GHG emission which accounted for 20% lower GWP than the baseline. When all cases within scenario 3 were compared, scenario 3c provided the most desirable outcome. displays GWP resulting from changing suppliers.
Scenario analysis brings insight concerning the long-term consequence of the design choice or multiple alternatives when considering process change further to the knowledge about the variability of the outcomes. The environmental impacts of switching suppliers who provide low-alloy steel or iron cast could mean a difference in the production method and the input source. The former one refers to the operations requiring different equipment and inputs, such as a steel production route through a basic oxygen furnace (BOF) or electric arc furnace (EAF). The GWP from producing 1 tonne of steel through BOF was 2.7 times higher than EAF [Citation7]. The source of the input implies the origin of all the inputs required in the production process. Two suppliers in different countries can use the same operation method, resulting in different environmental impacts because of, for example, the difference in the electricity mix between countries. Furthermore, various transportation modes generate different emissions that will affect the overall impact.
Sensitivity analysis
Sensitivity analysis was applied by increasing the value of 16 input parameters by 10% Sensitivity analysis highlights the parameters that have a high influence on GWP. If a parameter has an SR of 0.5, it indicates that a 10% increase in the input will cause an increase in the GWP by 5%. shows the SRs of all 16 parameters, which range between 0.0002–0.31. The most sensitive parameters were 0.31 and 0.30 for steel and iron inputs, respectively. In comparison, water consumption was the least sensitive parameter which had almost no effect on the GWP.
Figure 5. Sensitivity ratio with respect to GWP of producing REC.
Assessing SR is valuable to evaluate the sensitivity of the model and rank the parameters based on its sensitivity which is related contextually within specific impact categories and cases. Accordingly, the SR results provided information about the significance of process efficiency. The higher the loss of the iron and steel input, the more inputs are required to manufacture REC which leads to a higher increase in GWP relative to the other inputs. The company can focus on these two most sensitive parameters so that their resource will not be used to handle insignificant parameters (e.g. concentrating on reducing water consumption or lubricating oil).
Conducting LCA is subject to various degrees of uncertainties, and applying sensitivity analysis can enhance the reliability of the outcomes [Citation20]. Although the one-at-time method could not capture the correlation between variables, this method can provide a deeper understanding of the relationship between input and output. Consequently, model development can be made simpler and more robust. In terms of data collection, priority can be allocated.
The importance of the manufacturing process and LCA method application
The actual manufacturing process and how the LCA is applied affect the environmental assessment results. LCA applications are specifically influenced by the system boundaries, data collection, formulating assumptions, system models, methods, formulas, etc. The actual manufacturing process is the main determinant of the LCA outcomes.
Within this context, the contribution of the upstream process (foundry, forging, and transportation) was significant; hence, defining suppliers’ criteria or actively looking for supplier alternatives is prominent. Having some knowledge of how the production process occurs at the upstream level can be an advantage. In the case of steel production, EAF will generate a lower GWP compared to BOF [Citation7,Citation16]. Moreover, fuel alternatives are available to reduce GHG emissions. It was reported that different solid fuels such as coke breeze, anthracite, and charcoal used in the iron ore sintering process generated different climate change impacts [Citation7]. The suppliers’ location also affects the environmental impact since different countries have different energy sources. Moreover, the distance in transporting material should also be considered. This study showed the relatively high contribution from the transportation stage.
At the company level, process efficiency is prominent. Sensitivity analysis indicated that the most sensitive parameters are iron and steel inputs. An inefficient process will require higher input to produce the same output, leading to higher GWP. Focusing on improving the machining process is also a key to reducing GWP. It was highlighted that some changes could be applied to reduce energy consumption during the machining stage. The adjustments include: decreasing overall cycle time (which may reduce energy consumption since the hydraulic equipment can consume significant electricity), optimising the amount of coolant and the number of pumps, optimising the use of the cutting tool, as well as selecting the proper sharpening tool since dull equipment contributes to the increase of material loss [Citation19]. Pervaiz et al [Citation19] also suggested an investigation of more advanced machining operations, including high-speed, vibration-assisted, and compound machining.
Although the standardised procedure is available for LCA application, the choice and assumptions applied throughout the study are unique by case. The selections of FU, parameters, system boundaries, and method will increase the uncertainty affecting the results. Hence transparency is paramount in LCA. Each stage and choice should be clarified. Moreover, LCA has an intrinsic characteristic which captures the system at the average stage. The inputs and outputs, including emissions, are aggregated, causing some information loss. Applying sensitivity analysis is an attempt to deal with this issue since it provides information regarding the model’s behaviour when the input changes. Moreover, it generates results regarding the most sensitive parameters that can be useful for others planning to conduct similar studies because it helps to strategise the data collection process.
Conclusions
This study investigated the environmental impacts of 1 tonne reciprocating engine components using life cycle assessment (LCA) within the Finnish context. The metal industry, including steel and iron, is an energy-intensive sector. By applying LCA, the actors in the product life cycle of steel and iron will be aware of the impacts and can improve their system. The LCA was performed using primary data provided by the metal machining shop for the year 2020 covering cradle-to-gate boundary.
This study highlighted the significance of upstream processes such as forging, foundry, and material transportation in all impact categories. This can be caused by the type and the amount of energy use during the material manufacturing. As indicated by scenario analysis, different suppliers had a distinct impact. Therefore, evaluating multiple suppliers regarding their location and possible transportation mode, as well as the production process, can improve the overall impact. Meanwhile, the machining process mainly contributed to GWP at the company level. The scenario analysis shows that using electricity from greener sources was the key to decreasing GWP. Furthermore, optimising machining and investigating different types of more advanced technology can improve the operation. This paper also reported that material input, low-alloy steel and cast iron were the most sensitive parameters. Not only can process efficiency during machining reduce GWP by lessening energy consumption, but the improved machining can also reduce waste generation during cutting and reshaping.
For future study, expanding system boundaries until end-of-life (EoL) management can provide more comprehensive knowledge about the life cycle of REC. This effort will need careful consideration since more data are required, and they are lacking, especially at the EoL stage, which will increase uncertainty to the overall result. Another avenue to pursue is combining environmental analysis with economic assessment. The assessment can employ life cycle costing (LCC) or assessment of the damage cost using a different available method, such as the life cycle impact assessment method based on endpoint modelling (LIME). Any trade-off can be evaluated when knowledge about environmental and economic impacts is available, and decision-making can be improved.
Author’s contributions
The research concept was designed by the author, who has also done the LCA calculation, analysis, discussion, and drafting of the manuscript. The manuscript has been approved by the machining company adhering to the confidentiality issues.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- Narahari, P.S. and Narayana, R.M., 2013, Stainless steel - a versatile engineering material for critical applications. Advanced Materials Research 794, 44–49. doi: 10.4028/j.jcleprowww.scientific.net/AMR.794.44.
- European Commission, 2021, Towards Competitive and Clean European Steel (Brussels: European Commission).
- World Foundry Organization, 2021, Cencus of world casting production.
- Trianni, A., Cagno, E., Thollander, P. and Backlund, S., 2013, Barriers to industrial energy efficiency in foundries: A European comparison. Journal of Cleaner Production 40, 161–176. doi: 10.1016/j.jclepro.2012.08.040.
- ISO, 2006, ISO 14040 - Environmental Management - Life Cycle Assessment - Principles and Framework (Geneva: ISO).
- ISO, 2006, ISO 14044 - Environmental management - Life Cycle Assessment - Requirements and Guidelines (Geneva: ISO).
- Burchart-Korol, D., 2013, Life cycle assessment of steel production in Poland: A case study. Journal of Cleaner Production 54, 235–243. doi: 10.1016/j.jclepro.2013.04.031.
- Mitterpach, J., Hroncová, E., Ladomerský, J. and Balco, K., 2017, Environmental evaluation of grey cast iron via life cycle assessment. Journal of Cleaner Production 148, 324–335. doi: 10.1016/j.jclepro.2017.02.023.
- Norgate, T.E., Jahanshahi, S. and Rankin, W.J., 2007, Assessing the environmental impact of metal production processes. Journal of Cleaner Production 15, 838–848. doi: 10.1016/j.jclepro.2006.06.018.
- Renzulli, P.A., Notarnicola, B., Tassielli, G., Arcese, G. and Di Capua, R., 2016, Life cycle assessment of steel produced in an Italian integrated steel mill. Sustainability (Switzerland) 8, 1–15. doi: 10.3390/su8080719.
- Haque, N. and Norgate, T., 2013, Estimation of greenhouse gas emissions from ferroalloy production using life cycle assessment with particular reference to Australia. Journal of Cleaner Production 39, 220–230. doi: 10.1016/j.jclepro.2012.08.010.
- Huang, Z., Ding, X., Sun, H. and Liu, S., 2010, Identification of main influencing factors of life cycle CO2 emissions from the integrated steelworks using sensitivity analysis. Journal of Cleaner Production 18, 1052–1058. doi: 10.1016/j.jclepro.2010.02.010.
- Yellishetty, M., Mudd, G.M. and Ranjith, P.G., 2011, The steel industry, abiotic resource depletion and life cycle assessment: A real or perceived issue? Journal of Cleaner Production 19, 78–90. doi: 10.1016/j.jclepro.2010.08.020.
- United States Department of Energy, 2016, Combined Heat and Power Technology Fact Sheet Series (Washington, DC: Office of Energy Efficiency and Renewable Energy).
- Energy Information Administration, 2019, Natural gas-fired reciprocating engines are being deployed more to balance renewable. Available online at: https://www.eia.gov/todayinenergy/detail.php?id=37972 (accessed 31 March 2022).
- Ecoinvent Centre, 2019, Ecoinvent 3.6. Available online at: https://www.ecoinvent.org/database/ecoinvent-36/ecoinvent-36.html (accessed 10 May 2020).
- Pizzol, M., Laurent, A., Sala, S., Weidema, B., Verones, F. and Koffler, C., 2017, Normalisation and weighting in life cycle assessment: Quo vadis? The International Journal of Life Cycle Assessment 22, 853–866. doi: 10.1007/s11367-016-1199-1.
- Bisinella, V., Conradsen, K., Christensen, T.H. and Astrup, T.F., 2016, A global approach for sparse representation of uncertainty in life cycle assessments of waste management systems. The International Journal of Life Cycle Assessment 21, 378–394. doi: 10.1007/s11367-015-1014-4.
- Pervaiz, S., Kannan, S., Deiab, I. and Kishawy, H., 2020, Role of energy consumption, cutting tool and workpiece materials towards environmentally conscious machining: A comprehensive review. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 234, 335–354. doi: 10.1177/0954405419875344.
- Clavreul, J., Guyonnet, D. and Christensen, T.H., 2012, Quantifying uncertainty in LCA-modelling of waste management systems. Waste Management 32, 2482–2495. doi: 10.1016/j.wasman.2012.07.008.