
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
This paper presents the design and prototype implementation of a service-based control system responsible for the material supply operations planning and coordination in assembly lines. The material supply processes are carried out by autonomous mobile units that are responsible for the transportation of the consumables from the warehouse to the production stations. The plan generation based on time and inventory level driven criteria is automatically carried out by a web-based software that can also distribute the derived plan to the autonomous mobile units. The proposed system was implemented on a case inspired by an actual production line from the automotive assembly sector. Discrete event simulation has been employed for the investigated production system, to derive the specifications for the mobile units (e.g. number of boxes that can carry simultaneously) that may serve the system efficiently. The results indicate that the proposed architecture integrated with the discussed mobile assistant units may provide high quality solutions with respect to the end user criteria.
Introduction
Chryssolouris (Citation2006) identified that the transition from mass production to mass customisation has indicated the need of deploying flexible manufacturing systems able to handle multiple product variants. Given the existence of multiple assembly components, faults in the component's feeding mechanisms (Shoval, Efatmaneshnik, and Ryan Michael Citation2017) and inventory control (Louly, Dolgui, and Hnaien Citation2008) have been established as a major cause of failures during the assembly. Towards this direction, a lot of research has been done in the field of in-plant material supply (Boysen and Emde Citation2014) aiming to ensure efficient material flow allowing effective production volumes (Jainury et al. Citation2014).
Material supply policies in assembly systems
Most of proposed solutions are based in the Just-In-Time method (Boysen et al. Citation2015), where parts are supplied in the production line just when are needed, aiming to reduce inventory size (Sugimori et al. Citation1977). Werner et al. (Citation2003) proposed the Just-In-Sequence method, where parts are pre-sorted into bins by the suppliers so for the workers to retrieve them in the correct order, eliminating assembly errors. Set Parts Supply system has been proposed and implemented in Toyota Tsutsumi by Noguchi (Citation2005) and in the Malaysian Automotive by Jainury et al. (Citation2012). This system, was operated by two kinds of operators: (a) the worker devoted in the assembly process and (b) the worker responsible for selecting the required assembly parts and delivering them to the assembly area. Jainury et al. (Citation2014) proposed an integration of synchronised part supply and e-Kanban system with the Manufacturing Execution System (MES). The quantification of the assembly lines feeding policies impact based on the part features has been investigated by Caputo et al. (Citation2017). However, most of the existing systems are based on manual effort creating failures due to human errors and lack of real-time monitoring of the assembly line's needs.
Autonomous resources for material supply operations execution
The latest trends in European manufacturing deal with the integration of intelligent search algorithms with mobile robotics applications to support material supply in production (Kousi et al. Citation2016). AUDI tested the integration of two robots performing transportation tasks. STAMINA EU project, developed a fleet of mobile robots to perform kitting tasks based on the requirements of the production line of PSA plant. Wurman, D’Andrea and Mountz (Citation2008) proposed a multi – agent Material Handling system, developed from KIVA Systems, where robots are navigating through the warehouses delivering inventory shelves. Autonomous Industrial Mobile Manipulators (AIMM) are also under wide investigation for their applicability on industrial settings (Hvilshøj et al. Citation2012). However, they receive limited acceptance since currently the proposed applications are focusing more on the individual technologies, such as the robot manipulators and tooling, requiring significant effort to be integrated in a real production setting.
Automated Guided Vehicles (AGVs) are used extensively in industry but they lack flexibility due to their need for permanent floor navigation lines, while in most cases the loading/unloading of parts to/from the AGV and the supply planning process are carried out manually. The need of humans to undertake planning activities and the absence of real-time feedback of the shop floor's inventory levels restricts the efficient material flow.
To address this dimension, the use of service-oriented architectures (SoA) for the orchestration of industrial systems has been introduced in the last years, gaining a lot of ground due to their ability to provide extensibility and modularity in the control system (Tsarouchi et al. Citation2015). There are already robotic applications that have adopted SoA approaches (Chen, Du, and García-Acosta Citation2010; Kouba Citation2014). However, only limited of the existing implementations address the material supply operations coordination on industrial environment issue such as Krueger et al. (Citation2016).
Task planning and scheduling for material supply operations
Concerning the planning dimension, several heuristic approaches were investigated for the part supply problem to be solved autonomously. Lapierre and Ruiz (Citation2007) proposed a Tabu Search Algorithm for scheduling part supply activities in case study coming from the supply department of a hospital. Vivaldini et al. (Citation2010) implemented the ‘intelligent’ warehouses concept using routine algorithms for controlling the execution of in-plant logistics. A joint chance constrained model aiming to reduce the assembly stopping forced by components delay has been proposed by Borodin et al. (Citation2016). An integrated approach for assembly line balancing and parts feeding planning using mixed integer problem formulation was proposed by Battini et al. (Citation2017). Müller, Grunewald, and Spengler (Citation2017) coupled a genetic algorithm with an analytical method for performance analysis targeting to allocate efficient buffer space between stations, able to compensate robot stochastic failures. Other approaches use the Ant Colony Optimisation algorithm for inventory management and optimised delivery paths for indoors (Montemanni et al. Citation2005) and outdoors (Arora, Chan, and Tiwari Citation2010) supply operations. However, these approaches have not been deployed or validated in real world conditions.
A mixed integer programme formalisation for scheduling has been proposed by Mudrova and Hawes (Citation2015) using mobile robots. Critical path and resource levelling methods for task scheduling have been integrated by Hasgül et al. (Citation2009) and a three-level architecture has been applied on a mobile robot platform for planning and execution under uncertainty (Hanheide et al. Citation2017). Hybrid approaches for task and path planning for a mobile robot team have been also proposed using heuristics (Michalos et al. Citation2016; Muñoz, R-Moreno, and Barrero Citation2016; Bidot et al. Citation2017). However, the existing approaches are focusing on scheduling low-level mobile robot actions and need expansion to address the needs of a material supply system at the factory level.
Progress beyond the state of the art
Based on the principles of the Just-In-Sequence policy, this paper aims to progress the state of the art on the planning and execution of the material supply operations by:
Automatically identifying the material supply requirements based on the real-time reporting of the shopfloor status and inventory levels.
Automatically generating efficient material supply plans taking into account aspects related to the mobile robots’ performance, namely availability, travelling time and capacity.
Introducing autonomous mobile assistant units (MAUs) that can autonomously navigate in the shop floor for performing the required tasks while being able to dynamically regulate their operation through a service-based integration system.
Developing a SoA system responsible for (a) detecting the material supply requirements, (b) triggering the material supply operations scheduler and (c) dispatching the scheduled actions to the actual MAUs.
Through the proposed framework, a material supply scheduler along with the MAUs controllers are integrated into a central integration system that allows their online communication and exchange of data. An online monitoring system of the inventory levels and the shop floor status is also implemented (Kousi et al. Citation2016).
Complementary, a Discrete Event Simulation (DES) model of an assembly system inspired by the automotive industry has been implemented aiming to analyse the performance of the system deriving: (1) the required specifications of the MAUs structure and (2) effective threshold values of the inventory levels before a part supply is triggered.
Approach
Assembly systems are organised in lines that involve several stations. The products are assembled in these stations by using a variety of different consumables and components such as screws, clips, cables, etc. These parts are stored into boxes located at specific positions within each station. Additionally, large warehouses exist outside the line, where these boxes are stored and used for the replacement of the assembly station boxes that are under depletion ().
Figure 1. Different pathways of MAU with respect to its capacity.
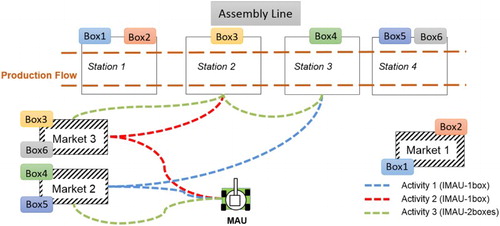
Given the demand for mass customisation, many assembly lines follow the mixed model assembly paradigm where different quantities of consumables are consumed for each different model. This results in unbalanced inventory levels within each station. The increase of product variants creates the need for consumables such as cables and screws. to be supplied to the stations dynamically. The real-time tracking of the line's needs for consumables and the on-time response for replacement using flexible resources are required for a dynamic system.
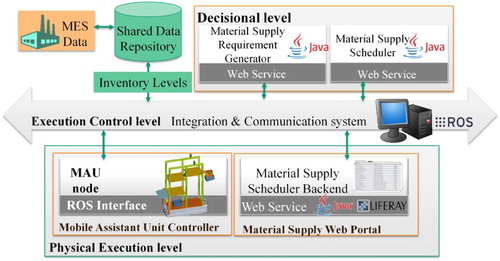
The proposed SoA schema () comprises of three levels, namely the (1) Decisional, (2) Execution Control and (3) Physical Execution level. The Decisional and the Physical Execution levels are connected through the Execution Control level, which is responsible for the decentralised integration and communication of the system's individual components. The Decisional level delegates the interpretation of task assignments to the Execution Control level which in turn delegates the execution of the tasks to the Physical Execution level. A shared data repository has been integrated into the system. This SoA schema addresses aspects of all levels of decisions involved in warehouse design and planning problems (Heragu et al. Citation2005).
Figure 2. SoA schema for scheduling smart material supply tasks.
Shared data repository
The implemented shared data repository is responsible for storing multiple information provided by the MES. Such information includes the current activities dispatched in the shopfloor as well as their execution status. The inventory levels at each point of the execution as also stored in the repository. The information stored in the shared data repository is modelled by an ontology that defines a set of ontology classes, object and data properties.
The shop floor ontology corresponds to the entire assembly plant and includes the assembly lines, the warehouses for storing the boxes with consumable parts and the available MAUs. Each assembly line consists of several assembly stations, which store several boxes. Respectively, each of the warehouses consists of warehouse shelves storing boxes with consumables.
The modules included in the Decisional level have access to this monitoring system to retrieve the information concerning the inventory levels. In this way, access to the current quantities of the boxes is provided at each decision point. Specific quantity values have been defined as thresholds for each individual box. The value of these thresholds depends on how fast the MAU can replenish the parts in terms of travelling, loading and unloading time. In this study, these values are treated as variables and several DES experiments have been conducted to access how they affect the resources utilisation. (see Section Case Study), provides an overview of the experiments and the aforementioned interdependency. When the current quantity of one or more boxes is lower than these thresholds, the procedure of providing an efficient schedule for their replacement is initiated.
Decisional level
After the identification of the boxes that have to be replaced has been performed, the material supply requirement generation algorithm is triggered. This algorithm identifies the stations, where the boxes under depletion are located as well as the warehouses, where such boxes are stored. Following, it automatically generates a sequence of tasks required for the replacement of each box. This generation relies on predefined templates which are essentially a list of tasks including generic actions as listed below:
Move to Market X – Movement task
Load new box – Loading task
Move to Station Y – Movement task
Load empty box – Loading task
Unload new box – Unloading task
Move to Market X – Movement task
Unload empty box – Unloading task.
The tasks included in this template concern different stages of the MAU's operation. For instance, task (1) concerns the first travel of the MAU to Market X to pick the full box while, task (6) signifies the travel to the same market for leaving the empty box. Similarly, task (2) concerns the loading of the full box, while task (4) involves the loading of the empty box into the MAU. The sum of the generated tasks is then provided as input to the material supply scheduler to assign them to the available resources.
Decision-making framework
The material supply scheduler is a decision-making module responsible for extracting an efficient schedule of the required tasks. This module has been based on hierarchical modelling. The workload activities have been modelled at a three-level breakdown namely, Orders, Jobs and Tasks. The Orders level is the higher level and it corresponds to the material supply needs of the entire shopfloor at each decision point. The replacement of each box corresponds to a Job. Each Job in turn, is broken down into Tasks which correspond to the operations that the MAU should execute to supply one new box in the required station. This work adapts the modelling suggested by Chryssolouris (Citation2006). Nevertheless, is generic enough to employ other formalisations as well such as the Missions/Skills representation (Krueger et al. Citation2016). Respectively, the facilities have been modelled at a two-level breakdown. This breakdown identifies the MAU resources that can perform material supply activities in the entire shop floor. A mapping among these two hierarchies has been defined, indicating that the assignment of activities to the MAUs is performed in the Task level. Based on this modelling, the material supply problem in this work has been formulated and tackled as a search problem extending the work done by Kousi et al. (Citation2016) while using the Artificial Intelligence techniques (AI) presented in the sub-section: Search-based scheduling algorithm.
Whenever a requirement for one or more boxes to be replaced arises, there are multiple alternative solutions that can be performed. These solutions vary on the different pathways that an MAU may travel for performing the replacement of these boxes. The required material supply operations are grouped into tasks for each MAU as described in the previous section.
Supplementary, an important parameter of the material supply problem is the sequence of execution of the required operations based on their precedence relations among them. For instance, the MAU cannot go to the station for the unloading of a box, unless this box has been previously loaded from the respective market. This is an important constraint that is taken into consideration during the generation of alternative material supply parts
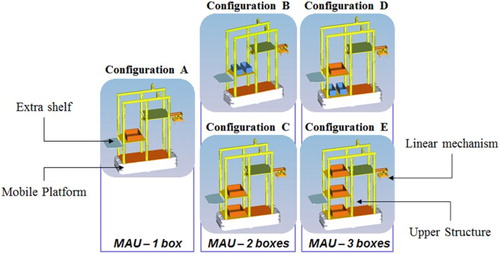
An MAU may include several storage areas or shelves, where the boxes are located during their transportation. Currently, various types of boxes, in terms of dimensions, are used for storing the different consumable parts in the factory. Thus, each storage area of the MAU can store only specific combination of boxes number and type. For instance, it may accommodate only one big box, or two medium boxes. Each feasible combination of box's types and number that an MAU can carry simultaneously in all its storage areas is defined as a configuration (Kousi et al. Citation2016). For instance, in different configuration of MAUs (varying the shelves and the number of boxes) are visualised.
Through Equation (1), the total amount of feasible configurations for an MAU may be calculated considering its capacity capabilities. An important constraint that should be considered is that at least one of the shelves of the MAUs to carry at least one box.(1)
(1) where nc represents the total number of feasible configurations, i (i.e. [1,2,3, … , >>m<<]) indexes MAU's shelf and
denotes the feasible alternative combination of boxes that can be carried on the ith shelf.
Given the abovementioned representation of MAU's configurations, alternative configuration combinations may be formulated as a tree structure ((a)) through the following steps (Kousi et al. Citation2016):
Identification of the number and type of boxes that need to be replaced.
In layer 1, an MAU is selected (any of the available MAUs can be selected either sequentially or randomised) and all possible configurations are listed as a tree's branches. Given that the search algorithm examines a big number of alternatives where different MAUs may be selected in the first level, the impact on identifying a good alternative is limited.
For each of the rest MAUs, all possible configurations are listed in separate layers considering the configuration/boxes of the previous layer to exclude any duplication of tasks in the same tree.
Each layer configuration is combined with the configurations of the next layers for the formation of a tree's branch, which is considered as a configuration alternative.
Figure 3. Search formulation of the material supply problem.
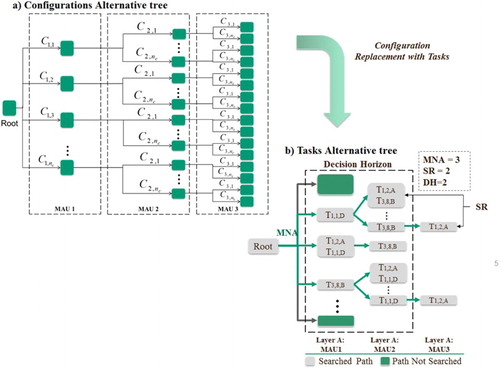
In (a), defines a configuration, where i indexes the layer corresponding to the MAUs id [i = 1, … , number of MAU], j indexes the respective configuration for ith MAU [j = 1, … ,
]. In the presented tree, the configuration for three MAUs (three levels) has been included.
Given the definition of the MAU alternative configurations, the configuration tree can be used as a start for composing the different task sequences that may serve the replacement of the required boxes. Such alternatives task sequences will result on the task allocation to the different MAUs. Each node of the configurations related tree may be replaced with the group of tasks relevant to this configuration. Thus, this further tree expansion according to the number of tasks that should be carried out results on the generation of the task sequence alternatives tree ((b)).
In the latter, each level of the tree represents a group of tasks that should be performed by the respective MAUs (MAU 1, MAU2, etc.). Each node of the tree represents the tasks that should be performed for the replacement of one or more boxes (: i denotes the id of the assembly station, j denotes the consumable box id and represents the box type (dimensions)). Each branch of the tree represents a complete schedule alternative respecting the precedence relations of the tasks. Finally, the MAU suitability constraints such as availability define the candidate resources for each task. Based on this formulation, two steps should be followed for the total number of alternatives to be calculated (Kousi et al. Citation2016).
Under the first step, the total number of task alternatives for each individual type of box allowed in each configuration is calculated. Depending on the total number of boxes allowed in the specific configuration two cases have been identified for this calculation (Equation (2) – indicative example for boxes type A); the one whose value is smaller than the number of available boxes for this type in the scenario and the second whose value exceeds the number of available boxes for this kind of box.(2)
(2) where i denotes configuration alternatives index [i = 1 … ,
], NA denotes the total number of the available boxes type A, nai denotes the total number of boxes type A allowed in the ith configuration and NTAi denotes the number of task alternatives that can be performed for the replacement of boxes type A allowed in the ith configuration.
Next step is the calculation of the total number of task alternatives (for all the available types of boxes), through the aggregation of the number of tasks alternatives for each individual type of box, allowed in each configuration (Equation (3)):(3)
(3) where
denotes the total number of task alternatives, i indexes the configuration alternative while j indexes the type of box.
Given the generated feasible material supply plans the next step is their evaluation and the selection of an efficient one. Towards an effective evaluation of the different alternatives, specific criteria have been defined that can quantify the performance of each one including the minimisation of the task completion time and of the distance to be covered by the MAUs (Kousi et al. Citation2016). For the calculation of both criteria, real-time estimations for the task duration and required distance are provided by the MAUs through the integration system. More specifically:
Time required for transportation (T): The minimisation of the time required for each alternative realisation by the involved MAUs is calculated by Equation (4).(4)
(4) where N denotes the total number of task assignments, i indexes the task assignment [i = 1 …
N], d represents the estimation of the required distance to be travelled by the assigned MAU and v for the velocity of the MAU.
Distance travelled (D): The total distance travelled by each involved MAU for each task alternative varies due to the different pathways followed and it may be calculated through Equation (5).(5)
(5)
where N denotes the total number of task assignments of the alternative, i indexes the task assignment [i = 1 … N], d represents the estimation of the travelled distance by the assigned MAU.
For the evaluation of the different material supply tasks alternatives based on the criteria values, a normalisation of the values is needed using the following equation.(6)
(6) where
is the consequence value of alternative i with respect to criterion j, and
is the normalised value of
.
Following, a decision matrix is used to select among the alternative material supply schedules. The content of the matrix are the normalised values of the criteria for each alternative. To identify the most preferable solution, the utility value for each alternative is calculated through Equation (7).(7)
(7) where
is the criterion's weight factor and n the number of criteria. The alternative with the highest utility value is the most preferable.
Search-based scheduling algorithm
The algorithm for the evaluation and final selection of the tasks alternative is based on the depth of search concept but differs from it concerning the number of layers for which the search method looks ahead (Chryssolouris, Dicke, and Lee Citation1992). Referring to the tree of (b), the grey nodes represent the decision/assignment points where a task is assigned to an MAU. The Decision Horizon (DH), the Sampling Rate (SR) and the Maximum Number of Alternatives (MNA) are the main control parameters of the implemented search algorithm. Then, the following steps are realised:
Starting at the root, the creation of alternatives by randomly generating assignments for all layers in DH, until MNA is reach.
For each branch/alternative generation of SR random alternatives until all nodes in the branch are search.
Calculation of the criteria scores for all the samples included in the same alternative of Step 1.
Calculation of the branch's scores as the average of scores achieved by its samples.
Calculation of the utility values for each branch/alternative.
Selection of the alternative with the highest utility value.
Storage of the selected alternative's assignments.
Repeat steps 1–7 until an assignment has been done for all the nodes/tasks of the selected branch.
Execution control level
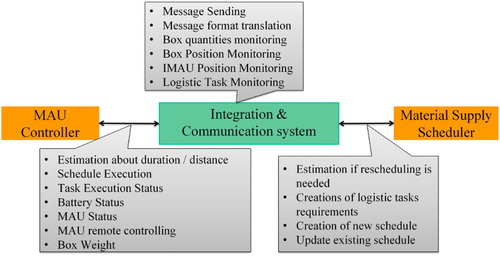
Towards allowing the information flow from the decisional level to the physical execution level and vice versa, dedicated integration mechanisms have been deployed. In particular, a central execution system has been developed integrating the material supply scheduler through web services using a Java developed client. The latter, being hosted in a web portal, provides to the developed User Interface access to the services exposed by the integration system. Furthermore, the MAU control system is integrated in the central system through utilising the peer-to-peer communication as well as the ‘publish-subscribe’ paradigm by deploying Robot Operating System (ROS) services provided by the MAU's controller system and by a set of services provided by the Integration System ().
Figure 4. Material supply main integration approach.
Physical level
Mobile assistant units
The MAUs consist of a mobile platform and the upper structure. The mobile platform enables the autonomous navigation through the shop floor, from the stations to the warehouse area and vice versa. The structure comprises multiple shelves for carrying boxes (see for alternative structures) as well as a linear mechanism with a four-point parallel gripping device that can pick up a variety of boxes. This device can grasp boxes up to 20 kg weight and 400 mm width. Under this work, based on the requirements of the investigated case study, the MAU should always take the empty box from the assembly station and transfer it to the market so that the latter can be refilled. Thus, an extra self has been added in the structure that is used for storing the first empty box that will be loaded in the MAU in case all the other shelves are occupied. Depending the end – user's requirements, the algorithm can be easily adapted on eliminating the loading of the empty box in the MAU.
Material supply scheduler backend
This component is responsible for monitoring the shopfloor's status and inventory levels and for requesting the generation of schedules when one or more boxes are under depletion. A user-friendly web interface has been implemented enabling the user to have an overview of the information stored in the repository as well as the real-time inventory levels.
Implementation
(b) presents the architecture of the proposed implementation. The backend user has access to a Graphical User Interface being implemented as a java portlet that is deployed in a portal, which runs in a Tomcat 7.0.42 server deployed in a PC running a 14.04 Ubuntu Linux LTS operating system. A Java-based web service client module has been developed enabling the access of the GUI in the information stored in the Shared Data repository. If there is the need for supplying extra material in the assembly lines, the Material Supply Requirements Generator, running in Java, is triggered. Knowing the required tasks, the user can request the extraction of the material supply schedule. During the evaluation of the different feasible alternatives, online information for the current position and duration estimations for each task are received from the available MAUs, through ROS and web services. The use of ROS Java for the generation of the ROS services allows the usage of common java classes to model the messages that are exchanged through both ROS and web services. The user can then proceed to save and execute the schedule though the GUI. During execution, the MAUs provide the integration system with feedback concerning the execution status.
Figure 5. (a) DES model logic (b) SoA schema implementation.
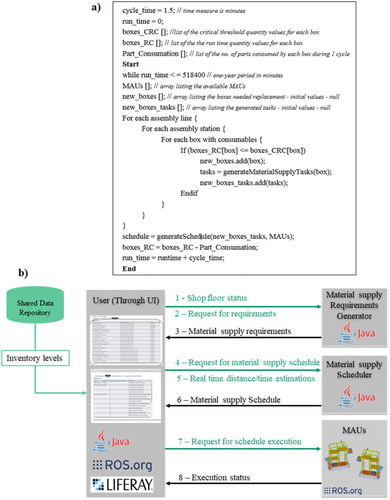
For the testing of the proposed system to be performed, a factory simulation environment has been used. (a) presents the logic behind the simulation model.
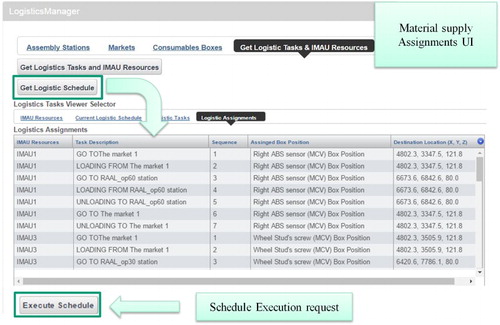
Through the Backed UI, three different tabs are provided to the user: (a) Assembly stations viewer, listing the boxes stored in each station, (b) Markets viewer, listing the boxes stored in each market and (c) Consumables boxes status viewer were the available boxes in the shop floor, their current quantity and the predefined threshold of their lower limit are listed.
At the investigated decision point three boxes are under depletion since their current quantity is lower than the respective predefined thresholds. Through a fourth tab, the user can request to visualise the tasks required for the replacement of these boxes by pushing a button. Then, the Material Supply Generator is triggered, and a new screen is presented including three new tabs: (a) MAU resources viewer, (b) Current material supply schedule (if existing) viewer and (c) Material supply task viewer.
Following, the user can request the generation and visualisation of the material supply schedule. After this request, an extra tab opens (), presenting: (a) Material supply assignment viewer, listing the generated assignments and (b) a button for requesting the execution of the schedule by the involved MAUs.
Figure 6. Material supply scheduler GUI.
Case study
The proposed architecture has been applied to a case study inspired from the automotive industry using data from two assembly lines of a passenger vehicle: (a) the assembly of the wheel group (RWAL), (b) the assembly of the rear axle (RRAL) (). A production mix of four different models is encountered in these lines with production volume (a) 46.00%, (b) 20.00%, (c) 28.00% and (d) 6.00% respectively.
Figure 7. Smart material supply application in automotive production line – DES model.
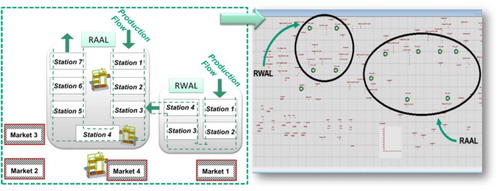
The RWAL consists of four stations, while the RAAL consists of seven stations and the assembly operations require 1.5 min for both stations. In addition, there are four warehouses in the factory.
In total, there are 24 boxes of consumables used in these assembly lines. There are 5 different types of boxes (A, B, C, D and E): (a) 14 of type A (30 × 15 × 20 cm), (b) 1 of type B (40 × 30 × 30 cm), (c) 4 of type C (40 × 15 × 30 cm), (d) 4 of type D (60 × 30 × 40 cm) and (e) 1 of type E (51 × 9 × 40 cm) boxes all of which are typical dimensions of boxes with consumables for the automotive industry. Similarly, to the case described in Section 2, a different type and a different number of parts are required for each assembly step.
Discrete event simulation
To analyse the material supply operations under the investigated scenario, a DES model has been implemented using the simulation Witness 2007. This allows the representation and performance evaluation of the system with limited computation cost and effort (Caggiano and Teti Citation2012). Each machine in this model () represents an assembly station and receives input from multiple buffers (emulating the boxes). The cycle time for each of the machines is 1.5 min.
An additional machine has been introduced in the model emulating the MAU. To simulate MAU behaviour, the machine is activated only when one (or more) of the existing buffers has less quantity of parts than the predefined thresholds. The cycle time for each operation of this machine varies depending on the distance that needs to be traversed by the MAU. The distances between the different markets and stations are stored in a table (extracted by the shopfloor CAD model) and are retrieved each time a replacement is required. The time required for the loading/unloading operations has been fixed to 0.35 min and the time for battery charging has been emulated by a twenty minutes breakdown with a mean time between charging of ten hours.
The implemented simulation model aimed at investigating the interplay of the following variables on the system's performance:
Variation on the depletion rate of the consumables varies in each station and,
Variation on the generated schedules vary depending on the: (a) Number of tasks included in the schedule and, (b) Execution time required for each schedule.
To this effect, variations with respect to the cycle time and the time needed for the MAU to load/unload/charging were out of the scope of this work. The investigation of variable cycle time due to the real-life performance of the MAUs is suggested as future work since no data (e.g. mean values and standard deviations for different operations) are currently available.
Towards quantifying the inventory levels of the different stations throughout the operation of the system the metric of the Remaining Cycles (RC) has been introduced. This metric represents the number of cycles that each box can serve before its depletion. Its value at each decision point is calculated based on the known consumption of parts in each cycle. A critical number of RCs for each box has been defined as a threshold for triggering the part supply process. A total of nine experiments were conducted aiming to:
Calculate the RCs threshold so to minimise the stoppages of production due to lack of materials (experiments for three different values have been conducted).
Derive the required specifications for MAU structure (for each different CRCs value, three different MAU configurations have been tested).
The simulation time for each experiment was set to one-year (518,400 min) to investigate the performance of the system based on the annual production volume requirement that was defined by the automotive case study (345,600 parts entering the system). Three different types of MAUs have been considered () for the investigated case study.
Figure 8. MAU's components and alternative configurations.
Another important aspect to design an effective material supply system, is to define the critical RC values for the boxes that will used as threshold values for triggering the material supply scheduling system. Given the number of parts consumed by each box (4 parts average consumption) during one cycle, three different RC threshold values have been investigated: box quantity less than (a) 10 parts, (b) 15 parts and (c) 25 parts.
Using the designed simulation model nine set of experiments have been performed to derive the RC threshold value as well as the optimised configuration of the MAUs. In , the criteria that were used for assessing each alternative and the acquired values are presented.
Table 1. DES simulation experiments results.
As it can be seen, the maximum production volume as well as the utilisation of the operational machines can be achieved when introducing MAUs that can carry up to three boxes while the scheduling system is triggered when the quantity of one (or more boxes) is less than 25 parts.
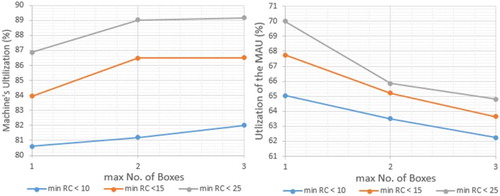
Concerning the MAU's configuration, as it can be seen, increasing the number of shelves from one to two has a considerable effect in the production volume and utilisation of resources. However, when adding one more shelf the improvement is less. Thus, the investigation did not include a fourth self in the MAU since it is expected that this addition would be redundant, not providing any benefit in the system apart from increasing the investment cost for acquiring such MAUs. Regarding the utilisation of the MAU, as it was expected, it keeps being reduced as the number of boxes that the MAU can carry simultaneously is increased (). This reduction allows the exploitation of MAUs capabilities in other workstations or assembly lines of the production system.
Figure 9. Utilisation of the (a) operation machines and (b) the MAU for the conducted experiments.
Thus, considering the above analysis, under this work, the RC value that will be used as threshold for the quantity of each box is 25 parts while the MAU considered is able to carry up to three boxes at the same time.
Conclusions and future work
This paper discussed the implementation of a SoA that would enable the dynamic scheduling of material supply operations in an assembly system, using MAUs. Driven by the requirements of an actual production line of the automotive industry the proposed system aims to eliminate the stoppages of the assembly lines due to lack of consumables. The deployment of the proposed system allows the efficient material flow in assembly stations while decreasing assembly error due to part depletion leading to a significant increase of the production volume of the line. Finally, the full automation of the material supply process will eliminate the need of human labour for planning or transportation actions allowing them to focus on more value adding activities. The proposed architecture is open and enables the integration of multiple and varying characteristics MAUs using service technology, providing the following advancements:
Automatic generation of the material supply requirements, based on online feedback of shop floor's inventory levels,
Dynamic creation of assignments of the required tasks to the available MAUs,
Online retrieval of detailed estimations of the: (1) time required for the MAU to execute each task and (2) distance travelled by the MAU.
Efficient handling of large instances of the material supply problem, involving multiple assembly lines, stations and boxes using AI techniques
Minimisation of part depletion occurrences, leading to an increase in the production volume
Minimisation of the distance covered by the MAUs, leading to the increase of these resources’ utilisation and to a reduction in the idle time.
Future study should focus on advancing and fine tuning the proposed system in order to render it applicable to real industrial environments. To this direction, integration with a factory's legacy system should be performed.
Acknowledgements
The authors would like to thank TURK OTOMOBIL FAB. A.S (TOFAS) for providing valuable input for the definition of the part supply problem in industrial environment.
Disclosure statement
No potential conflict of interest was reported by the authors.
Additional information
Funding
Related Research Data
References
- Arora, V., F. T. S. Chan, and M. K. Tiwari. 2010. “An Integrated Approach for Logistic and Vendor Managed Inventory in Supply Chain.” Expert Systems with Applications 37 (1): 39–44. doi:10.1016/j.eswa.2009.05.016.
- Battini, Daria, Calzavara Martina, Otto Alena, and Sgarbossa Fabio. 2017. “Preventing Ergonomic Risks with Integrated Planning on Assembly Line Balancing and Parts Feeding.” International Journal of Production Research 55 (24): 7452–7472. doi:10.1080/00207543.2017.1363427.
- Bidot, Julien, Lars Karlsson, Fabien Lagriffoul, and Alessandro Saffiotti. 2017. “Geometric Backtracking for Combined Task and Motion Planning in Robotic Systems.” Artificial Intelligence 247 (June): 229–265. doi:10.1016/j.artint.2015.03.005.
- Borodin, Valeria, Alexandre Dolgui, Faicel Hnaien, and Nacima Labadie. 2016. “Component Replenishment Planning for a Single-Level Assembly System Under Random Lead Times: A Chance Constrained Programming Approach.” International Journal of Production Economics 181 (November): 79–86. doi:10.1016/j.ijpe.2016.02.017.
- Boysen, Nils, and Simon Emde. 2014. “Scheduling the Part Supply of Mixed-Model Assembly Lines in Line-Integrated Supermarkets.” European Journal of Operational Research 239 (3): 820–829. doi:10.1016/j.ejor.2014.05.029.
- Boysen, Nils, Simon Emde, Michael Hoeck, and Markus Kauderer. 2015. “Part Logistics in the Automotive Industry: Decision Problems, Literature Review and Research Agenda.” European Journal of Operational Research 242 (1): 107–120. doi:10.1016/j.ejor.2014.09.065.
- Caggiano, A., and R. Teti. 2012. “Digital Manufacturing Cell Design for Performance Increase.” Procedia CIRP 2: 64–69. doi:10.1016/j.procir.2012.05.041.
- Caputo, Casimiro, Antonio Pelagagge, Pacifico Marcello, and Paolo Salini. 2017. “Selection of Assembly Lines Feeding Policies Based on Parts Features and Scenario Conditions.” International Journal of Production Research. doi:10.1080/00207543.2017.1407882.
- Chen, Yinong, Zhihui Du, and Marcos García-Acosta. 2010. “Robot as a Service in Cloud Computing.” In, 151–158. IEEE. doi:10.1109/SOSE.2010.44.
- Chryssolouris, George. 2006. “Manufacturing Systems: Theory and Practice.” In Mechanical Engineering Series. New York: Springer-Verlag. doi:10.1007/0-387-28431-1.
- Chryssolouris, G., K. Dicke, and M. Lee. 1992. “On the Resources Allocation Problem.” International Journal of Production Research 30 (12): 2773–2795. doi:10.1080/00207549208948190.
- Hanheide, Marc, Moritz Göbelbecker, Graham S. Horn, Andrzej Pronobis, Kristoffer Sjöö, Alper Aydemir, Patric Jensfelt, et al. 2017. “Robot Task Planning and Explanation in Open and Uncertain Worlds.” Artificial Intelligence 247 (June): 119–150. doi:10.1016/j.artint.2015.08.008.
- Hasgül, Servet, Inci Saricicek, Metin Ozkan, and Osman Parlaktuna. 2009. “Project-Oriented Task Scheduling for Mobile Robot Team.” Journal of Intelligent Manufacturing 20 (2): 151–158. doi:10.1007/s10845-008-0228-8.
- Heragu, S. S., L. Du, R. J. Mantel, and P. C. Schuur. 2005. “Mathematical Model for Warehouse Design and Product Allocation.” International Journal of Production Research 43 (2): 327–338. doi:10.1080/00207540412331285841.
- Hvilshøj, Mads, Simon Bøgh, Oluf Skov Nielsen, and Ole Madsen. 2012. “Autonomous Industrial Mobile Manipulation (AIMM): Past, Present and Future.” Industrial Robot: An International Journal 39 (2): 120–135. doi:10.1108/01439911211201582.
- Jainury, Suhartini Mohd, Rizauddin Ramlia, Mohd Nizam Ab Rahman, and Azhari Omar. 2012. “An Implementation of Set Parts Supply System in the Malaysian Automotive Industry.” Jurnal Teknologi (Sciences and Engineering) 59 (1): 19–24.
- Jainury, Suhartini Mohd, Rizauddin Ramli, Mohd Nizam Ab Rahman, and Azhari Omar. 2014. “Integrated Set Parts Supply System in a Mixed-Model Assembly Line.” Computers & Industrial Engineering 75 (September): 266–273. doi:10.1016/j.cie.2014.07.008.
- Kouba, Anis. 2014. “A Service-Oriented Architecture for Virtualizing Robots in Robot-as-a-Service Clouds.” In Architecture of Computing Systems – ARCS 2014. Vol. 8350, edited by Erik Maehle, Kay Römer, Wolfgang Karl, and Eduardo Tovar, 196–208. Cham: Springer International. doi:10.1007/978-3-319-04891-8_17.
- Kousi, Niki, Spyridon Koukas, George Michalos, Sotiris Makris, and George Chryssolouris. 2016. “Service Oriented Architecture for Dynamic Scheduling of Mobile Robots for Material Supply.” Procedia CIRP 55: 18–22. doi:10.1016/j.procir.2016.09.014.
- Kousi, Niki, George Michalos, Sotiris Makris, and George Chryssolouris. 2016. “Short - Term Planning for Part Supply in Assembly Lines Using Mobile Robots.” Procedia CIRP 44: 371–376. doi:10.1016/j.procir.2016.02.131.
- Krueger, Volker, Arnaud Chazoule, Matthew Crosby, Antoine Lasnier, Mikkel Rath Pedersen, Francesco Rovida, Lazaros Nalpantidis, Ronald Petrick, Cesar Toscano, and Germano Veiga. 2016. “A Vertical and Cyber–Physical Integration of Cognitive Robots in Manufacturing.” Proceedings of the IEEE 104 (5): 1114–1127. doi:10.1109/JPROC.2016.2521731.
- Lapierre, Sophie D., and Angel B. Ruiz. 2007. “Scheduling Logistic Activities to Improve Hospital Supply Systems.” Computers & Operations Research 34 (3): 624–641. doi:10.1016/j.cor.2005.03.017.
- Louly, Mohamed-Aly, Alexandre Dolgui, and Faicel Hnaien. 2008. “Supply Planning for Single-Level Assembly System with Stochastic Component Delivery Times and Service-Level Constraint.” International Journal of Production Economics 115: 236–247. doi: 10.1016/j.ijpe.2008.06.005
- Michalos, George, Platon Sipsas, Sotiris Makris, and George Chryssolouris. 2016. “Decision Making Logic for Flexible Assembly Lines Reconfiguration.” Robotics and Computer-Integrated Manufacturing 37 (February): 233–250. doi:10.1016/j.rcim.2015.04.006.
- Montemanni, R., L. M. Gambardella, A. E. Rizzoli, and A. V. Donati. 2005. “Ant Colony System for a Dynamic Vehicle Routing Problem.” Journal of Combinatorial Optimization 10 (4): 327–343. doi:10.1007/s10878-005-4922-6.
- Mudrova, Lenka, and Nick Hawes. 2015. “Task Scheduling for Mobile Robots Using Interval Algebra.” In: 383–388. IEEE. doi:10.1109/ICRA.2015.7139027.
- Müller, Christoph, Martin Grunewald, and Thomas Stefan Spengler. 2017. “Redundant Configuration of Robotic Assembly Lines with Stochastic Failures.” International Journal of Production Research. doi:10.1080/00207543.2017.1406672.
- Muñoz, Pablo, María D. R-Moreno, and David F. Barrero. 2016. “Unified Framework for Path-Planning and Task-Planning for Autonomous Robots.” Robotics and Autonomous Systems 82 (August): 1–14. doi:10.1016/j.robot.2016.04.010.
- Noguchi, H. 2005. “A New Mixed Flow Production Line for Multiple Automotive Models at Tsutsumi Plant.” Factory Management 51 (1): 16–33.
- Shoval, Shraga, Mahmoud Efatmaneshnik, and J. Ryan Michael. 2017. “Assembly Sequence Planning for Processes with Heterogeneous Reliabilities.” International Journal of Production Research 55 (10): 2806–2828. doi:10.1080/00207543.2016.1213449.
- Sugimori, Y., K. Kusunoki, F. Cho, and S. Uchikawa. 1977. “Toyota Production System and Kanban System Materialization of Just-in-Time and Respect-for-Human System.” International Journal of Production Research 15 (6): 553–564. doi:10.1080/00207547708943149.
- Tsarouchi, Panagiota, Sotiris Makris, George Michalos, Alexandros-Stereos Matthaiakis, Xenofon Chatzigeorgiou, Athanasios Athanasatos, Michael Stefos, Panagiotis Aivaliotis, and George Chryssolouris. 2015. “ROS Based Coordination of Human Robot Cooperative Assembly Tasks-An Industrial Case Study.” Procedia CIRP 37: 254–259. doi:10.1016/j.procir.2015.08.045.
- Vivaldini, Kelen C. T., Jorge P. M. Galdames, Thales S. Bueno, Roberto C. Araujo, Rafael M. Sobral, Marcelo Becker, and Glauco A. P. Caurin. 2010. “Robotic Forklifts for Intelligent Warehouses: Routing, Path Planning, and Auto-Localization.” In, 1463–1468. IEEE. doi:10.1109/ICIT.2010.5472487.
- Werner, Sebastian, Marc Kellner, Eberhard Schenk, and Gerald Weigert. 2003. “Just-in-Sequence Material Supply – A Simulation Based Solution in Electronics Production.” Robotics and Computer-Integrated Manufacturing 19 (1–2): 107–111. doi:10.1016/S0736-5845(02)00067-4.
- Wurman, Peter R., Raffaello D’ Andrea, and Mick Mountz. 2008. Coordinating Hundreds of Cooperative, Autonomous Vehicles in Warehouses.