
Abstract
Addressing the materials feeding principle of kitting, commonly applied in the materials supply to mass-customised assembly, the current paper has the purpose of exploring how the man-hour efficiency of kit preparation is affected by the design and the context of the kit preparation. The study presented in the paper is based on a comprehensive methodology, comprising several steps and considering a large set of qualitative as well as quantitative data from 15 case studies. It also utilises the expertise of practitioners from the industry. The paper provides a valuable addition to the existing literature where empirical evidence is scarce. From a practical perspective, it offers support to the design of man-hour efficient kit preparation systems. The findings show that the design and the context of the kit preparation system can have a decisive, yet complex, impact on the man-hour efficiency and, thereby, on an assessment of the applicability of kitting. The paper identifies several important aspects of both design and context and indicates how these aspects are linked to the man-hour efficiency of kit preparation.
1. Introduction
During recent years, the materials feeding principle of kitting has received increasing attention as an alternative to continuous supply, also known as line stocking (Kilic and Durmusoglu Citation2015). With kitting, assembly stations are supplied by kits, where each kit is ‘ … a specific collection of components and/or subassemblies that together (i.e. in the same container) support one or more assembly operations for a given product or shop order’ (Bozer and McGinnis Citation1992, 3). In relation to continuous supply, the use of kitting can result in benefits by reducing the space consumed at assembly stations, reducing material handling of the assemblers, and supporting the assembly operations and providing potential for quality improvements (Hanson and Brolin Citation2013). Therefore, kitting is often applied in the materials supply to mass-customised assembly, where it can facilitate the supply of a large variety of part numbers. On the other hand, a major drawback with kitting is the man-hour consumption and cost associated with the preparation of kits. Kit preparation is in most cases performed by manual labour, implying that the man-hour efficiency is a main determinant for overall cost. Therefore, it is important to consider the design of the kit preparation system and how it affects man-hour efficiency. The current paper views a kit preparation system as the work station where the kit preparation is performed, the configuration of the kit preparation process, and the information system used to support the kit preparation.
Several previous publications have addressed the materials feeding principle of kitting, but only a few deal with the man-hour efficiency of kit preparation processes in any detail. Much attention has been paid to comparisons between kitting and other materials feeding principles and to the choice of whether or not to use kitting (Bozer and McGinnis Citation1992; Battini et al. Citation2009; Hua and Johnson Citation2010; Caputo and Pelagagge Citation2011; Limère et al. Citation2012; Hanson and Medbo Citation2012; Hanson and Brolin Citation2013; Limère, Van Landeghem, and Goetschalckx Citation2015; Sali, Sahin, and Patchong Citation2015; Sali and Sahin Citation2016; Caputo, Pelagagge, and Salini Citation2018). Some aspects of kit preparation have also received attention, including operations planning (Caputo, Pelagagge, and Salini Citation2015a), kit preparation flexibility (Fager, Hanson, and Johansson Citation2015), and kit preparation quality (Fager, Johansson, and Medbo Citation2014; Caputo, Pelagagge, and Salini Citation2017). A small number of publications have been found that address the man-hour efficiency of kit preparation (Brynzér and Johansson Citation1995; Hanson, Johansson, and Medbo Citation2011; Hanson, Medbo, and Johansson Citation2015; Hanson and Medbo Citation2016; Hanson, Falkenström, and Miettinen Citation2017), but they are not exhaustive. Brynzér and Johansson (Citation1995) and Hanson and Medbo (Citation2016) present aspects relevant to consider in the design of kit preparation processes but do not provide any conclusive evidence regarding the effects that the different aspects have on man-hour efficiency. Hanson, Johansson, and Medbo (Citation2011), Hanson, Medbo, and Johansson (Citation2015), and Hanson, Falkenström, and Miettinen (Citation2017) present focussed and narrow studies that deal with only one aspect each: location of kit preparation, batch preparation, and picking information systems, respectively.
In addition to the publications on kit preparation, there are also publications addressing the closely related topic of order picking. According to De Koster, Le-Duc, and Roodbergen (Citation2007, 481), order picking is ‘the process of retrieving products from storage (or buffer areas) in response to a specific customer request’. However, the publications on man-hour efficiency of order picking tend to focus on different aspects of routing of the picker, either by studying routing directly or by studying how storage policies can affect routing (Petersen Citation1999; Roodbergen and De Koster Citation2001; Chan and Chan Citation2011). This is motivated by the characteristics of manual warehouse order picking, where picking is performed from several aisles and generally entails each picker to traverse long distances. However, in materials supply to assembly, kit preparation is generally performed in small areas, specifically designed for the purpose, where the picker follows the same route each cycle, either moving in a U-pattern or traversing a single aisle from one end to the other. Thus, routing and storage policies are generally not of interest in kit preparation.
In spite of the widespread application of kit preparation within the industry, several different approaches exist for the design of kit preparation systems and no consensus seems to exist. For example, different approaches exist for how information should be conveyed, using e.g. pick-by-light, digital displays, or paper lists (Brynzér and Johansson Citation1995; Battini et al. Citation2015a). Similarly, in some companies, kits are prepared in batches, whereas other companies prepare one kit at a time. Moreover, the context of the kit preparation system may affect what is a suitable design of the system (e.g. Caputo, Pelagagge, and Salini Citation2015a; Limère, Van Landeghem, and Goetschalckx Citation2015). As further described in the methodology section of this paper, the context of the kit preparation system is viewed as everything that is beyond the direct influence of the designers of the kit preparation system.
The current paper, which is adapted from a conference paper (Hanson and Medbo Citation2016), has the purpose of exploring how the man-hour efficiency of kit preparation is affected by the design and context of the kit preparation system. The paper starts by identifying aspects of the design and context of a kit preparation system that are likely to impact the man-hour efficiency of kit preparation. Thereafter, based on empirical data from 15 cases and utilising the expertise of practitioners from the industry, the paper explores the impact these aspects have. Thus, the paper addresses some of the gaps in the existing literature and, from a practical perspective, offers support to the design of man-hour efficient kit preparation systems.
In the next section, the methodology of the paper is presented. The data and the analysis of the paper are presented in Section 3, which utilises existing literature as well as a large set of empirical evidence to identify and explore aspects that are important for the man-hour efficiency of kit preparation. Section 4 presents a discussion of the study and of its result. Finally, the conclusions of the paper are presented in Section 5.
2. Methodology
Kit preparation systems are complex and involve numerous variables of potential importance to the man-hour efficiency of the kit preparation. It was found that with such complexity, it would not be feasible to generate statistically generalisable results from a single study. Instead, the paper focuses on generating exploratory results, which can in turn form a basis for further research. To identify the variables that affect the man-hour efficiency of kit preparation and to enable an understanding of their importance, the study presented in the paper is based on a comprehensive methodology, comprising several steps and considering a large set of qualitative as well as quantitative data and combining studies of the literature with empirical evidence. Akin to the Delphi method (see Pill Citation1971; Okoli and Pawlowski Citation2004), the expertise of practitioners from the industry was used as input in parts of the study through a focus group approach (see Bryman Citation2004). The methodology included the following steps, which are explained in more detail in the subsequent sections 2.1–2.3:
Proposition of aspects of potential importance
Identification and initial analysis of industrial kit preparation cases
In-depth analysis of industrial kit preparation cases to identify aspects of great importance
2.1. Proposition of aspects of potential importance
The first step of the study was to propose a set of aspects that could potentially influence the man-hour efficiency of kit preparation. This was based firstly on a comprehensive review of the existing literature but also on the input of four experts from the industry, who had extensive experience of kit preparation. A broad selection of topics was included in the literature review, reflecting the ambition to identify as many aspects as possible that were likely to have an impact on the man-hour efficiency of kit preparation. The reviewed literature included studies focussed on kitting and on the choice between kitting and other materials feeding principles (Bozer and McGinnis Citation1992; Caputo and Pelagagge Citation2011; Limère et al. Citation2012; Hanson and Medbo Citation2012; Hanson and Brolin Citation2013; Caputo, Pelagagge, and Salini Citation2015a; Caputo, Pelagagge, and Salini Citation2015b; Limère, Van Landeghem, and Goetschalckx Citation2015; Sali, Sahin, and Patchong Citation2015; Sali and Sahin Citation2016; Caputo, Pelagagge, and Salini Citation2018). The literature dealing with picking activities was also reviewed, including literature on picking at assembly work stations (Finnsgård and Wänström Citation2013; Boysen and Emde Citation2014) as well as literature on warehouse order picking (Petersen Citation1999; Roodbergen and De Koster Citation2001; Bozer and Kile Citation2008; Chan and Chan Citation2011; Battini et al. Citation2015b; Calzavara et al. Citation2017; Chabot et al. Citation2017; Grosse, Glock, and Neumann Citation2017). Four of the reviewed papers focus explicitly on the performance of kit preparation with regard to the design of the picking systems (Brynzér and Johansson Citation1995; Hanson, Johansson, and Medbo Citation2011; Hanson, Medbo, and Johansson Citation2015; Hanson, Falkenström, and Miettinen Citation2017).
The four experts chosen to contribute to the study all represented large, internationally operating automotive manufacturers: Scania, Volvo Trucks, and Volvo Cars. Two of the experts belonged to Volvo Trucks and operated in different divisions and in different countries.
The proposed aspects, identified both from literature and by the four experts, included aspects of both the design and the context of the kit preparation system. The distinction between design and context is not obvious. In the paper, the aspects of design are considered to be those under the direct influence of the system designer, while the aspects of the context are considered to be those beyond the direct influence of the designer. Here it is assumed, as is often the case in the industry, that the contents of the kits are decided mainly by the production engineers, responsible for designing the assembly stations receiving the prepared kits, rather than the designers of the kit preparation system. Therefore, aspects such as the number of parts per kit and the amount of part numbers in the kit preparation area are viewed in this paper as aspects of the context, rather than of the design of the kit preparation area.
2.2. Identification and initial analysis of industrial kit preparation cases
Based on the proposed aspects that could be of importance for the man-hour efficiency of kit preparation, 15 cases were selected in which the different aspects could be studied. Each case was constituted by a kit preparation area within a mass-customised assembly plant in the automotive industry. The cases were from eight different assembly plants in five countries in Europe, Asia and South America. Two of the cases, cases 8 and 11, were constituted by the same kit preparation process, where data were collected before and after a redesign of the process, which included changes to the number of components included in the kits and a transition from an information system based on pick-by-voice to one based on pick-by-light.
Each of the cases was studied by means of video recordings of the kit preparation process, as well as written and/or oral descriptions of the respective system. The video recordings from each case comprised the operations of one picker and were reviewed and validated as representative both by company representatives and by the authors of the paper before they were utilised in the study. For each case, an initial analysis was made utilising a method which was described by Engström and Medbo (Citation1997) and which has been applied in several subsequent studies (e.g. Kazmierczak, Neumann, and Winkel Citation2007; Finnsgård and Wänström Citation2013; Hanson and Brolin Citation2013). Using elementary software, the researchers thoroughly reviewed each video recording and logged which of a number of predetermined activities were performed and when each of these activities started and stopped. Thus, the output of this initial analysis was, for each case, a categorisation of the work into predefined activities, in which the time consumption for each activity was registered. Subsequently, the total time spent on each activity was summed up. 20 predefined activities were used, including ‘picking from box’, ‘picking from pallet’, ‘picking from rack’, and ‘walking between picks’. Here, picking included reaching out, grasping the component, and placing it in the kit carrier. In addition to identifying the time spent on each of these activities, the initial analysis of the video recordings was also used to measure an aggregate average picking time per component for each of the cases, which was a measure that included the time for all 20 activities of the picking process, divided by the total number of components picked. The average picking time, in turn, was used as a measure of man-hour efficiency in the kit preparation.
2.3. In-depth analysis of industrial cases to identify aspects of great importance
Taking the proposed aspects as a point of departure, and utilising data from the industrial cases as well as from the initial analysis, an in-depth analysis was performed to identify aspects of particular importance to the man-hour efficiency of kit preparation. To perform such in-depth analysis of the relatively large number of cases, where each case was characterised by both qualitative and quantitative data, a workshop was conducted utilising a focus group method (see Bryman Citation2004). Three researchers participated in the workshop – two of whom were the authors of the current paper – together with ten practitioners. During the workshop, the researchers had a coordinating and facilitating role, whereas the actual analysis was performed by the practitioners, who all had experience working with kit preparation systems. The ten practitioners belonged to either Scania, Volvo Trucks, or Volvo Cars, and they included the four experts who had proposed aspects of potential importance earlier in the study. During the workshop, the practitioners were divided into three focus groups, mixed in terms of corporate affiliation, and each group then analysed each case separately, watching the video recordings of the kit preparation and considering the output from the initial analysis of these video recordings, i.e. the account of the time spent on each of the 20 predefined activities that together constituted the kit preparation process. Based on the proposed aspects, which served as input to the workshop, each focus group identified the aspects of both design and context for each case that were perceived to have a clear impact on the man-hour efficiency of the kit preparation. After the analysis performed in focus groups, all workshop participants gathered for a joint discussion, where the findings of each focus group were presented and discussed. During the discussion, the groups aligned their findings, reaching a consensus regarding which were the most important aspects of each case. Thus, by utilising the judgment of experts and allowing the experts to align their opinions through an iterative procedure, the study displayed similarities to the Delphi method (see Pill Citation1971; Okoli and Pawlowski Citation2004). In the final part of the workshop, the participants were asked to freely summarise their impressions from the cases, without necessarily adhering to the format by which the originally proposed aspects of potential relevance were structured. Lastly, subsequent to the workshop, the data from the cases, coupled with the aspects highlighted during the workshop, were analysed to enable further insight into the links between the different aspects and the man-hour consumption of kit preparation.
3. Data and analysis
The current section first proposes aspects that are likely to be important for the man-hour efficiency of kit preparation, which corresponds to step 1 of the methodology, as described in Section 2. Thereafter, corresponding to steps 2 and 3 of the methodology, a number of aspects of particular importance are identified and links between these aspects and the man-hour efficiency of kit preparation are presented.
As described in Section 2, the literature as well as the experience of four experts were used to propose a set of aspects of potential importance for the man-hour efficiency of kit preparation. These aspects are presented in Table . As further described in Section 2, the literature review was comprehensive and included an array of topics, all related to kitting or to other picking activities.
Table 1. The proposed aspects of design and context that could be of importance to the man-hour efficiency of kit preparation, including the sources where they were identified.
As was presented in Section 2, an analysis of 15 industrial cases was conducted during a workshop with 10 practitioners from the industry, where the proposed aspects (see Table ) were used as one input. Further input to the workshop was provided through written descriptions and video recordings from each of the cases, as well as through the average picking times per component. During the workshop, some of the proposed aspects were identified as important in more cases than others. Figure displays the number of cases in which each of the proposed aspects was identified as important.
Figure 1. The number of cases in which each of the proposed aspects was identified as important. The aspects of design are marked with a (D) and the aspects of context are marked with a (C).
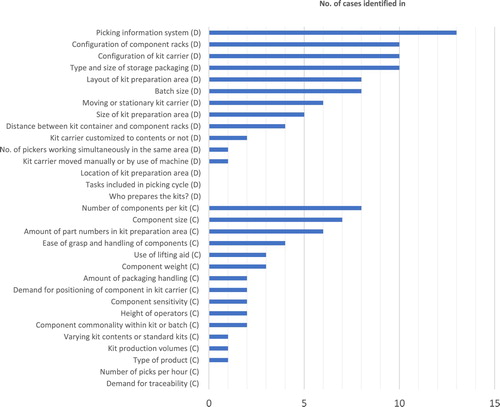
Toward the end of the workshop, the participants were asked to freely summarise the most important findings from the cases. They agreed that the following areas have an important positive impact on the man-hour efficiency of kit preparation:
A high picking density, which was a term brought up by one of the practitioners, defined by a large number of picks per square metre and picking round. The practitioners all agreed that a high picking density reduces travel distances between picks and thereby improves man-hour efficiency.
Picking information provided timely and in a format that is easily accessible. Here, the practitioners pointed out that pick-by-voice-systems often seem associated with additional time for communicating with the system. This additional time is acceptable in areas with lower picking density, as the communication can then be performed in parallel with other activities, such as walking, but reduces efficiency in areas with higher picking density.
A kit carrier that is moved through the kit preparation area, thus enabling a short distance between the kit carrier and each container picked from, as opposed to a stationary kit carrier, where the operator needs to walk back and forth between the kit carrier and the containers picked from.
A high accessibility of both the kit carrier and the containers picked from, so that it is easy to grab and to place components.
Design: Configuration of component racks (10 cases), where picking density is supported by racks that display the packages in a space-efficient manner.
Design: Type and size of storage packages (identified in 10 cases), where small storage packages contribute to a high picking density.
Design: Batch size (8 cases), where a large batch size contributes to the picking of larger numbers of components each round, thus supporting picking density as defined by the workshop participants.
Design: Layout of the kit preparation area (8 cases), which can support a space efficient presentation of components.
Design: Size of kit preparation area (5 cases), where a small area contributes to a high picking density.
Context: Number of components per kit (8 cases), where a large number of components per kit contributes to a high picking density in a manner similar to a large batch size.
Context: Component size (7 cases), where a large size can contribute to a low density, either directly or indirectly, by impacting the size of the storage packages.
Context: Amount of part number in kit preparation area (6 cases), where a smaller amount contributes to a higher picking density.
In line with the findings from the workshop, Table presents the picking density of each of the case. Similarly, Table presents characteristics of the design of each of the cases and Table presents characteristics of the context of each of the cases. In Tables and , the aspects identified in the workshop are highlighted in bold italics. In addition, Tables , , and display the picking time of each of the cases, making it possible to discern if and how the different aspects are linked to the picking times. Thereafter, drawing on the data presented in Tables –, Table presents an overview of the links that, based on the case data, seem to exist between picking time and picking density, design, and context, respectively. These links are subsequently discussed in Section 4.1.
Table 2. Picking density of the 15 cases, coupled with average picking time. Picking density is defined as the number of picks per square metre and picking round.
Table 3. Design characteristics of the 15 cases, coupled with average picking time. The aspects highlighted in the workshop are presented in bold italics, as is the picking time.
Table 4. Context characteristics of the 15 cases, coupled with average picking time. The aspects highlighted in the workshop are presented in bold italics, as is the picking time.
Table 5. Overview of the links that, based on the case data, seem to exist between picking time and picking density, design, and context.
4. Discussion
The current section discusses the study and its results. Section 4.1 presents a discussion of the results identified in Section 3, offering possible explanations for the links observed in the cases and presented in Table . Thereafter, Section 4.2 presents a critical discussion of the paper's methodology and of the potential implications it may have had on the results.
4.1. Discussion of the results
Studying the data from the cases, as presented in Tables –, it seems that they confirm many of the links identified during the workshop, whereas other links are more difficult to discern. Starting with the picking density, presented in Table , there are variations in the data, but it seems that there is a clear tendency of cases with lower picking density displaying longer average picking times. For example, the four cases with the longest average picking times all have among the lowest picking density, while cases with higher picking density on the whole seem associated with shorter average picking times. Thus, this conclusion from the workshop seems confirmed by the data presented in Table .
Looking at those design aspects that were highlighted during the workshop, and which were presented in Table , it it seems that average picking times tend to be longer in those cases where racks are used as kit carriers and where kit carriers are stationary (see cases 10, 12, and 15 in Table ). These aspects are related to each other, as racks are often heavy and therefore difficult to move through a kit preparation area. When the racks are stationary, the picker must walk back and forth between kit carrier and component racks between picks, which is most likely a reason for the prolonged picking times. At the same time, in both cases 12 and 15, pick-by-voice was used as picking information system, which during the workshop was found associated with a risk of longer picking times. Another aspect of design, highlighted during the workshop, was the type and size of storage packaging. Here, while the data are not entirely unambiguous, they seem to indicate that pallets, i.e. large storage packaging, are associated with longer picking times than smaller packaging. This is then in line with expectations, as picking from large packaging is generally associated with both longer walking distances and longer time for reaching out and grasping the components (see e.g. Finnsgård et al. Citation2011; Hanson et al. Citation2018). Yet another design aspect that seems to be linked to performance is the size of the kit preparation area. While the link that can be observed from the data is somewhat weak, there is a tendency for smaller kit preparation areas to correspond to shorter average picking times, which is then aligned with the identified benefits of a high picking density, as defined in the paper.
When it comes to the context aspects, as presented in Table , it seems that small components tend to be associated with shorter average picking times. This is then in agreement with the findings of Hanson, Medbo, and Johansson (Citation2015), who find that several small components may be grabbed at once, thus increasing efficiency. Another aspect of the context that seems to be linked to picking time is the number of components per kit. Here, a large number of components per kit is associated with shorter average picking times. Based on the results and reasoning presented above, this could be expected, as the number of components per kit is linked to the picking density.
Out of those aspects of design and context that were highlighted during the workshop, there are some for which the data do not display any clear link to picking time, as indicated in Table . This applies to the design aspects of batch size and the layout of the kit preparation area. It also applies to the context aspect of amount of part numbers in the kit preparation area. This lack of identified links is somewhat surprising, given the importance of these aspects identified in the workshop, and could indicate that there are in fact no clear links. However, another potential explanation is that the lack of identified links is a sign of complexity in the relations between design, context, and performance. In complex systems like these, it seems likely that aspects can interact, either enhancing or counteracting each other. For example, while a large batch size contributes to a higher picking density, the effect upon picking time may not be visible from the case data if a case at the same time displays a low number of components per kit or if the kit preparation area is large. Similarly, while not identified in the analysis of the current paper, batch picking is often associated with additional time consumption for interacting with the picking information system, confirming that components are placed in the correct kit carrier (Fager Citation2016). In contrast, for preparation of single kits, no such confirmation is generally required. Thus, it seems that batch preparation could, on the one hand, reduce average picking time by increasing the picking density, but, on the other hand, it could have an adverse effect by introducing the need for picking confirmation.
Mainly direct relations have been identified between the design and the man-hour efficiency and between the context and the man-hour efficiency of kit preparation, but there are also potential indirect relations. For example, Hanson, Johansson, and Medbo (Citation2011) find that the location of the kit preparation can have an indirect impact on the man-hour efficiency of kit preparation by imposing restrictions on the layout of the kit preparation area, which in turn impacts the man-hour efficiency. Similarly, the paper has not paid much attention to whether, or how, the context could affect the relative importance of different design aspects.
While not studied in the paper, it is important to acknowledge the importance of cost in relation to decisions on kit preparation design. To evaluate and compare different designs, the cost structure of the respective design is of central importance, including both investment cost and running cost. As pointed out earlier, kit preparation is generally performed by manual labour, which makes the man-hour efficiency a central component in the cost structure. The findings of the paper could thus support investment decisions for kit preparation systems, by enhancing the understanding of which design aspects are of importance.
4.2. Critical discussion of the methodology applied
The paper indicates that the impact of design and context upon the man-hour efficiency is complex, because the many different aspects interact, making it difficult to discern direct relations between singular aspects and the overall man-hour efficiency. Taking this into account, it seems that the methodology applied in the paper was suitable. The workshop with practitioners from the industry, who were presented not only with the data from each case, but who also got to study video recordings from them, enabled a more comprehensive and in-depth analysis, through which important aspects of both design and context could be identified, in line with the purpose of the paper.
During the workshop, the practitioners might have been affected by previous experience, identifying aspects of importance based on old ideas and concepts, rather than from the analysis of the cases to hand. This risk was mitigated by the involvement of practitioners from different companies, with different experience, so that different perspectives were included.
As in any case study, the case selection could have affected the results. Hence, the aspects found in the paper to be of central importance to the man-hour efficiency of kit preparation are not necessarily exhaustive. Accordingly, the aspects that were not found to be of central importance in the analysis should not, on account of the findings of this paper, be dismissed as irrelevant. Similarly, the links between picking time and design and context, respectively, as presented in Table , could potentially have been affected by the case selection.
Another limitation of the study was that the picking times used in the analysis of the paper were measured based on the performance of a single picker from each case. However, the relatively large number of cases included in the study strengthens the validity of the research.
All of the cases and all of the participating experts were from the automotive industry, which could have affected the results and which could potentially limit their generalisability. However, the comprehensive literature review that formed the basis for the study was not limited to any particular industry but could be seen as general.
5. Conclusions and future research
By presenting and analysing a comprehensive set of empirical data from 15 case studies, the paper provides a valuable addition to the existing literature, where empirical evidence is scarce. Some models that have been suggested in the existing literature consider the picking time to be constant, e.g. in the context of comparisons between kitting and other materials feeding principles. The findings of the current paper show that the design and the context of the kit preparation system can have a decisive, yet complex, impact on the picking time and, thereby, on an assessment of the applicability of kitting. From a practical perspective, the findings support the design of kit preparation systems, by indicating aspects of importance and by providing an understanding of how they can impact man-hour efficiency.
The paper found clear indications that a high picking density is important for the man-hour efficiency of kit preparation. Due to its importance, the picking density should therefore be a main concern in the dimensioning and layout the of the kit preparation area, in the choice of packaging, in the design of racks for storage packages, and in the choice of batch size, where a larger batch size increases the number of picks per round and thereby also the picking density, as defined in the paper.
The paper opens up several avenues for future research. The picking information system was identified as an important aspect of a kit preparation system, but apart from indicating that pick-by-voice systems are not suitable to apply in high-density picking, the cases did not provide an exhaustive insight as to the relative performance of different types of systems. This is therefore something that should be addressed in future research. Future research could also address the relations among the various aspects, studying both how different design aspects relate to each other and how context and design relate to each other. Results in these areas could further contribute to the understanding of how kit preparation should be designed with consideration being given to the context. In addition, the current paper could form the basis for quantitative studies, which could strengthen the generalisability of its findings. Specifically, studies could further address the important links between picking density and man-hour efficiency of kit preparation, using statistical analyses of a large number of kit preparation systems to draw conclusions.
Disclosure statement
No potential conflict of interest was reported by the authors.
Additional information
Funding
References
- Battini, D., M. Calzavara, A. Persona, and F. Sgarbossa. 2015a. “A Comparative Analysis of Different Paperless Picking Systems.” Industrial Management & Data Systems 115 (3): 483–503. doi: 10.1108/IMDS-10-2014-0314
- Battini, D., M. Calzavara, A. Persona, and F. Sgarbossa. 2015b. “Order Picking System Design: The Storage Assignment and Travel Distance Estimation (SA&TDE) Joint Method.” International Journal of Production Research 53 (4): 1077–1093. doi: 10.1080/00207543.2014.944282
- Battini, D., M. Faccio, A. Persona, and F. Sgarbossa. 2009. “Design of the Optimal Feeding Policy in an Assembly System.” International Journal of Production Economics 121: 233–254. doi: 10.1016/j.ijpe.2009.05.016
- Boysen, N., and S. Emde. 2014. “Scheduling the Part Supply of Mixed-model Assembly Lines in Line-integrated Supermarkets.” European Journal of Operational Research 239 (3): 820–829. doi: 10.1016/j.ejor.2014.05.029
- Bozer, Y. A., and J. W. Kile. 2008. “Order Batching in Walk-and-Pick Order Picking Systems.” International Journal of Production Research 46 (7): 1887–1909. doi: 10.1080/00207540600920850
- Bozer, Y. A., and L. F. McGinnis. 1992. “Kitting Versus Line Stocking: A Conceptual Framework and a Descriptive Model.” International Journal of Production Economics 28: 1–19. doi: 10.1016/0925-5273(92)90109-K
- Bryman, A. 2004. Social Research Methods. 2nd ed. New York: Oxford University Press Inc.
- Brynzér, H., and M. I. Johansson. 1995. “Design and Performance of Kitting and Order Picking Systems.” International Journal of Production Economics 41: 115–125. doi: 10.1016/0925-5273(95)00083-6
- Calzavara, M., C. H. Glock, E. H. Grosse, A. Persona, and F. Sgarbossa. 2017. “Analysis of Economic and Ergonomic Performance Measures of Different Rack Layouts in an Order Picking Warehouse.” Computers & Industrial Engineering 111: 527–536. doi: 10.1016/j.cie.2016.07.001
- Caputo, A., and P. M. Pelagagge. 2011. “A Methodology for Selecting Assembly Systems Feeding Policy.” Industrial Management & Data Systems 111 (1): 84–112. doi: 10.1108/02635571111099749
- Caputo, A., P. M. Pelagagge, and P. Salini. 2015a. “A Model for Kitting Operations Planning.” Assembly Automation 35 (1): 69–80. doi: 10.1108/AA-02-2014-020
- Caputo, A., P. M. Pelagagge, and P. Salini. 2015b. “A Decision Model for Selecting Parts Feeding Policies in Assembly Lines.” Industrial Management & Data Systems 115 (6): 974–1003. doi: 10.1108/IMDS-02-2015-0054
- Caputo, A., P. M. Pelagagge, and P. Salini. 2017. “Modelling Human Errors and Quality Issues in Kitting Processes for Assembly Lines Feeding.” Computers & Industrial Engineering 111: 492–506. doi: 10.1016/j.cie.2017.04.004
- Caputo, A. C., P. M. Pelagagge, and P. Salini. 2018. “Selection of Assembly Lines Feeding Policies Based on Parts Features and Scenario Analysis.” International Journal of Production Research 56 (3): 1208–1232. doi: 10.1080/00207543.2017.1407882
- Chabot, T., R. Lahyani, L. C. Coelho, and J. Renaud. 2017. “Order Picking Problems Under Weight, Fragility and Category Constraints.” International Journal of Production Research 55 (21): 6361–6379. doi: 10.1080/00207543.2016.1251625
- Chan, F. T. S., and H. K. Chan. 2011. “Improving the Productivity of Order Picking of a Manual-pick and Multi-level Rack Distribution Warehouse Through the Implementation of Class-based Storage.” Expert Systems with Applications 38 (3): 2686–2700. doi: 10.1016/j.eswa.2010.08.058
- De Koster, R., T. Le-Duc, and K. J. Roodbergen. 2007. “Design and Control of Warehouse Order Picking: A Literature Review.” European Journal of Operational Research 182 (2): 481–501. doi: 10.1016/j.ejor.2006.07.009
- Engström, T., and P. Medbo. 1997. “Data Collection and Analysis of Manual Work Using Video Recording and Personal Computer Techniques.” International Journal of Industrial Ergonomics 19 (4): 291–298. doi: 10.1016/S0169-8141(96)00038-8
- Fager, P. 2016. “On the Link between Materials Preparation Design and Performance.” Litentiate thesis. Chalmers University of Technology.
- Fager, P., R. Hanson, and M. I. Johansson. 2015. “Flexibility of Materials Preparation Processes in Production Systems.” Proceedings of the 19th EurOMA conference, Neuchâtel, June 28–30.
- Fager, P., M. I. Johansson, L. Medbo (2014), “Quality Problems in Materials Kit Preparation.” Proceedings of 6th International Annual Swedish production symposium SPS14, Göteborg, September 16–18.
- Finnsgård, C., and C. Wänström. 2013. “Factors Impacting Manual Picking on Assembly Lines: An Experiment in the Automotive Industry.” International Journal of Production Research 51 (6): 1789–1798. doi: 10.1080/00207543.2012.712729
- Finnsgård, C., C. Wänström, L. Medbo, and W. P. Neumann. 2011. “Impact of Materials Exposure on Assembly Workstation Performance.” International Journal of Production Research 49 (24): 7253–7274. doi: 10.1080/00207543.2010.503202
- Grosse, E. H., C. H. Glock, and W. P. Neumann. 2017. “Human Factors in Order Picking: A Content Analysis of the Literature.” International Journal of Production Research 55 (5): 1260–1276. doi: 10.1080/00207543.2016.1186296
- Hanson, R., and A. Brolin. 2013. “A Comparison of Kitting and Continuous Supply in In-plant Materials Supply.” International Journal of Production Research 51 (4): 979–992. doi: 10.1080/00207543.2012.657806
- Hanson, R., W. Falkenström, and M. Miettinen. 2017. “Augmented Reality as a Means of Conveying Picking Information in Kit Preparation for Mixed-model Assembly.” Computers & Industrial Engineering 113: 570–575. doi: 10.1016/j.cie.2017.09.048
- Hanson, R., M. I. Johansson, and L. Medbo. 2011. “Location of Kit Preparation – Impact on In-plant Materials Supply Performance.” International Journal of Industrial Engineering and Management 2 (4): 123–129.
- Hanson, R., and L. Medbo. 2012. “Kitting and Time Efficiency in Manual Assembly.” International Journal of Production Research 50 (4): 1115–1125. doi: 10.1080/00207543.2011.555786
- Hanson, R., and L. Medbo. 2016. “Aspects Influencing Man-hour Efficiency of Kit Preparation for Mixed-model Assembly.” Proceedings of 6th CIRP conference on assembly Technologies and systems (CATS), Göteborg, Elsevier, May 16–17, 44, 353–358.
- Hanson, R., L. Medbo, M. Assaf, and P. Jukic. 2018. “Time Efficiency and Physical Workload in Manual Picking from Large Containers.” International Journal of Production Research 56 (3): 1109–1117. doi: 10.1080/00207543.2017.1371352
- Hanson, R., L. Medbo, and M. I. Johansson. 2015. “Order Batching and Time Efficiency in Kit Preparation.” Assembly Automation 35 (1): 143–148. doi: 10.1108/AA-05-2014-046
- Hua, S., and D. J. Johnson. 2010. “Research Issues on Factors Influencing the Choice of Kitting Versus Line Stocking.” International Journal of Production Research 48 (3): 779–800. doi: 10.1080/00207540802456802
- Kazmierczak, K., W. P. Neumann, and J. Winkel. 2007. “A Case Study of Serial-flow Car Disassembly: Ergonomics, Productivity and Potential System Performance.” Human Factors and Ergonomics in Manufacturing 17 (4): 331–351. doi: 10.1002/hfm.20078
- Kilic, H. S., and M. B. Durmusoglu. 2015. “Advances in Assembly Line Parts Feeding Policies: A Literature Review.” Assembly Automation 35 (1): 57–68. doi: 10.1108/AA-05-2014-047
- Limère, L., H. Van Landeghem, and M. Goetschalckx. 2015. “A Decision Model for Kitting and Line Stocking With Variable Operator Walking Distances.” Assembly Automation 35 (1): 47–56. doi: 10.1108/AA-05-2014-043
- Limère, L., H. Van Landeghem, M. Goetschalckx, E.-H. Aghezzaf, and L. F. McGinnis. 2012. “Optimising Part Feeding in the Automotive Industry: Deciding between Kitting and Line Stocking.” International Journal of Production Research 50 (15): 4046–4060. doi: 10.1080/00207543.2011.588625
- Okoli, C., and S. D. Pawlowski. 2004. “The Delphi Method as a Research Tool: An Example, Design Considerations and Applications.” Information & Management 42: 15–29. doi: 10.1016/j.im.2003.11.002
- Petersen, C. G. 1999. “The Impact of Routing and Storage Policies on Warehouse Efficiency.” International Journal of Operations & Production Management 19 (10): 1053–1064. doi: 10.1108/01443579910287073
- Pill, J. 1971. “The Delphi Method: Substance, Context, a Critique and an Annotated Bibliography.” Socio-Economic Planning Sciences 5 (1): 57–71. doi: 10.1016/0038-0121(71)90041-3
- Roodbergen, K. J., and R. De Koster. 2001. “Routing Order Pickers in a Warehouse with a Middle Aisle.” European Journal of Operational Research 133 (1): 32–43. doi: 10.1016/S0377-2217(00)00177-6
- Sali, M., and E. Sahin. 2016. “Line Feeding Optimization for Just in Time Assembly Lines: An Application to the Automotive Industry.” International Journal of Production Economics 174: 54–67. doi: 10.1016/j.ijpe.2016.01.009
- Sali, M., E. Sahin, and A. Patchong. 2015. “An Empirical Assessment of the Performances of Three Line Feeding Modes Used in the Automotive Sector: Line Stocking vs. Kitting vs. Sequencing.” International Journal of Production Research 53 (5): 1439–1459. doi: 10.1080/00207543.2014.944630