
Abstract
Production planning and control (PPC) systems that employ aspects from both make-to-order (MTO) and make-to-stock (MTS) production control are known as hybrid MTS/MTO systems. While both MTO and MTS separately have been studied extensively, their combined use has received less attention. However, the literature on this topic is growing and this paper shows that the review performed in this paper is an important addition to the field. We categorise relevant literature according to a novel taxonomy and show that hybrid MTS/MTO production control can be used in different contexts. In addition, an overview of the modelling techniques and methods used in these papers is provided. Based on the reviewed literature, relevant research questions and directions for future research are identified. Finally, it is shown that hybrid MTS/MTO production control is prevalent in practice by discussing research with industrial applications. The paper contains an overview of research on hybrid MTS/MTO production control to be used as reference for researchers active in the field, and provides managerial insights and directions for future research on this topic.
1. Introduction
Production planning and control (PPC) corresponds to the production strategy that is used to operate a manufacturing system. A PPC system determines how production is executed and aims to control a system with regard to desired key performance indicators (KPIs). Different streams of PPC research can be distinguished by the way in which the strategy fulfils demand from customers. Previous research has focused on production strategies that only produce in anticipation of demand, or only produce in reaction to demand, amongst others. These production strategies are known as make-to-stock (MTS) or build-to-stock (BTS), and make-to-order (MTO) or build-to-order (BTS), respectively. In some production settings, traditional MTS and MTO approaches are not capable of achieving the KPI requirements imposed by a company or their customers. In order to cope with these challenges, companies are adopting a combination of both MTS and MTO production. This behaviour was already described in Lee and Billington (Citation1995) and Hopp and Spearman (Citation2001), who observed that in practice virtually all production systems use a combination of MTS and MTO, which are also known as hybrid MTS/MTO systems. By using both MTS and MTO, the strengths of these methods can be combined, and their weaknesses mitigated. However, this combination comprises a trade-off, as it may come at the cost of complexity since more objectives and constraints have to be taken into account simultaneously. While practitioners have longer recognised the potential of hybrid MTS/MTO production control, the topic is becoming an interesting avenue for research and is attracting increasing attention from operational researchers. Unfortunately, the growth of literature in this field is largely unstructured, making it hard to identify relevant research as well as complicating discussion on the topic. In this paper we aim to address these issues by introducing a taxonomy of different types of hybrid MTS/MTO production control, and by reviewing literature on the topic of hybrid MTS/MTO production control using this taxonomy.
In MTS systems, customers demand is satisfied with stocked inventories of finished products. Stocked inventory is maintained according to some inventory replenishment policy that, for example, periodically orders stock up to a predetermined level. The parameters of the inventory replenishment policy are tuned to meet the demand that a product sees in some favourable way (e.g. Federgruen and Heching Citation1999). Since production follows the replenishment policy instead of demand directly, MTS systems are also known as push systems, characterised by short delivery times, high storage costs and limited flexibility with regards to customisation. Consequently, optimisation of inventory holding costs and setup times is typical for MTS production. This type of problem can be formulated as a scheduling problem known as the Economic Lot Scheduling Problem (ELSP) under deterministic demand, or the Stochastic Economic Lot Scheduling Problem (SELSP) under stochastic demand. For a survey on the ELSP and SELSP, the reader is referred to Pinedo (Citation2005) and Winands, Adan, and van Houtum (Citation2011) respectively.
Contrary to MTS systems, MTO systems are directly driven by customer demand and, as a result, products are directly made in response to placed customer orders. As production is triggered by orders, these systems are also known as pull systems, characterised by long delivery times, low storage costs and high flexibility. Since no stock is kept, research typically focuses on production control and order acceptance instead (e.g. Kingsman et al. Citation1996). The main advantage of MTO is being able to fulfil an order with the exact product specification required by the customer when ordered from the existing product catalogue. For reviews on MTO, the reader is referred to Stevenson, Hendry, and Kingsman (Citation2005) and Zennaro et al. (Citation2019). In the characteristics mentioned, MTO and MTS systems behave as opposites and in literature their properties have been discussed extensively.
In practice, neither pure MTS nor pure MTO may be suitable production strategies. For example, the demand for a smartphone grows sharply when a new model become available but drops when a newer model is introduced. In such a situation MTS would result in much depreciated inventory, while MTO would not be able to meet the demand initially and result in lost sales. Similarly, Hopp and Spearman (Citation2004) present a stylised example in the form of a McDonald's establishment to motivate the use of hybrid MTS/MTO production control. Demand in these facilities peaks around dinner time. Here, pure MTS would result in spoiled food outside of dinner time, while pure MTO would result in lost sales and long queues during rush hour. In order to deal with these challenging production environments, companies have learned to adopt a combination of MTS and MTO production. As only such hybrid MTS/MTO systems will be considered in this paper, they will therefore simply be referred to as hybrid systems.
Practitioners have already recognised the potential of hybrid production control. Therefore, it is not surprising that the amount of research on this topic is growing, nor that research on hybrid production control can achieve significant improvements over pure MTO or MTS strategies for different performance indicators. Moreover, in addition to improving the performance of their manufacturing system, implementation of research will help practitioners respond better to customer demand and provide them with tools to deal with changing industries. However, searching the literature we learned that the term hybrid is used in different manufacturing contexts, but typically without (formal) definitions. Consequently, the lack of definitions makes it hard to identify and compare related research and has led to different sub-streams of hybrid research operating independent of each other. Moreover, although past work related to hybrid production control has stated that relevant work is thinly spread (e.g. Sun et al. Citation2008), the field is evolving rapidly and no review paper has been produced to date.
The objective of this paper is to review hybrid MTS/MTO production control research, since the field of research is relatively unstructured. In order to review related work in a structured way, we first clearly define the different manners in which hybrid MTS/MTO production control has been used in literature. Therefore, the main contributions of this paper are: (1) formal definitions on the different forms of hybrid MTS/MTO production control, and (2) a classification and review of research on hybrid MTS/MTO production control. Finally, since the field has strong roots in practice, we illustrate the practical contributions of this stream of research as a whole. We do this by identifying and discussing research on hybrid production control that has been motivated by practice, or which has been applied in a practical setting.
The remainder of this paper is structured as follows. We start in Section 2 with a taxonomy of hybrid systems, using examples to illustrate different methods of hybrid production control. Using this taxonomy, hybrid MTS/MTO production control is reviewed in Section 3, where we identify and classify characteristics of such systems. In addition, modelling and algorithmic approaches used to address the underlying problems are listed for reviewed work. Based on this overview, the research perspectives in the context of hybrid MTS/MTO research are discussed in Section 4. In Section 5 we discuss industrial applications, related research challenges, and provide practical insights. Finally, the conclusions drawn in this paper are summarised in Section 6.
2. Hybrid production control
Research in the field of hybrid MTS/MTO production control is growing in an unstructured manner. In studying the literature, we observed that a number of main streams can be distinguished. Therefore, in order to give structure to the review of hybrid MTS/MTO production control, we will introduce a taxonomy that makes a distinction between different types of hybrids. In turn, before the taxonomy can be presented, we first provide the necessary background information on hybrid production control. In this section we first outline these concepts before proposing a taxonomy. The section is concluded with examples that illustrate the definitions that make up the taxonomy.
2.1. Definitions
The production process of a product in a manufacturing system comprises one or more production steps. Each production step entails an operation that modifies the product in some way. A production step can be characterised as forecast-driven if it is performed based on forecasted demand, or demand-driven if its execution is influenced by customer orders directly. In literature these types of production steps are also known as MTS, and MTO production steps respectively. Systems utilising both MTS and MTO production steps have been named hybrid MTS/MTO systems. Additionally, products that are produced using solely MTS production steps are also known as MTS products, and MTO products are products produced using solely MTO production steps. Confusingly, systems producing both MTS and MTO products have also been called hybrid MTS/MTO systems in literature. Therefore, in the following these different hybrid situations are clarified using examples and formalised by introducing definitions.
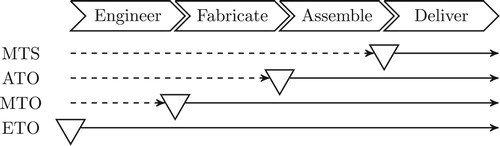
Let us first consider the situation where the production process of a single product comprises both MTS and MTO production steps. The point at which the switch from MTS to MTO production steps occurs is called the customer order decoupling point (CODP) as introduced by Hoekstra, Romme, and Argelo (Citation1992) or order penetration point (OPP) as introduced by Sharman (Citation1984). The CODP defines the stage in the manufacturing process where a product is linked to a customer order. When both MTS and MTO production steps can be used in sequence, a decision must be made where to place the CODP. From a tactical point of view, one or more production steps with the same function are viewed as a production phase. Production settings where the CODP is fixed to a given production phase have previously been studied. For example, Olhager (Citation2003) considers the engineering, fabrication, and assembly production phases, leading to the engineer-to-order (ETO), MTO, assemble-to-order (ATO), and MTS production strategies (see Figure ). Later, additional production phases such as configuration, finishing, and order picking have been considered. This inclusion has led to configure-to-order (CTO) (Song and Zipkin Citation2003), finish-to-order (FTO) (Fernandes, Silva, and Carmo-Silva Citation2015), and pick-to-order (PTO) (Hvam Citation2006) production strategies respectively. However, before a production strategy is chosen, it must first be decided which production steps are MTS and which are MTO, requiring that aspects of both MTS and MTO production control are taken into account. This setting where MTS and MTO production steps are used in sequence will be referred to as sequential hybrid MTS/MTO production control, which is captured by Definition 1.
Figure 1. Positioning of the CODP for different production strategies (Olhager Citation2003).
Definition 1
Sequential hybrid MTS/MTO production control: Production control used to manage the manufacturing of a product, which is produced using MTS production steps and MTO production steps in sequence.
Next, consider the situation where a single production resource is responsible for a production step of multiple product types. In such a case, the corresponding production steps can be MTS, MTO or a mix. In the latter case, the production resource requires a form of hybrid MTS/MTO production control, where the objectives of both types of production steps must be taken into account. Since both MTS and MTO production steps must be managed in parallel, this type of hybrid production control is named parallel hybrid MTS/MTO production control, which is clarified in Definition 2.
Definition 2
Parallel hybrid MTS/MTO production control: Production control used to manage a production resource that is responsible for an MTS production step of at least one product, and responsible for an MTO production step of at least one product at the same time.
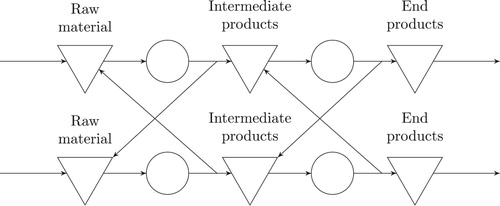
In order to illustrate sequential and parallel hybrid systems, a schematic overview of a production facility is presented in Figure . Here, triangles represent potential decoupling points, circles denote production steps, two products are manufactured in this system, product 1 is made using production steps 1-3-4, and product 2 is made using production steps 2-3-5. Furthermore, the CODP of product 1 can be placed at positions 1, 3a, 4, or 6, and the CODP of product 2 can be placed at positions 2, 3b, 5, or 7.
Figure 2. Example production facility.
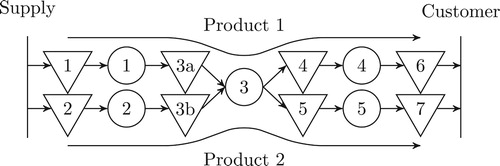
Depending on where the CODP for each product is positioned and what each production step entails, the products can be classified differently (e.g. see Figure ). MTS, MTO, or sequential hybrid production control is necessary following the CODP position decision. In the example, product 1 is MTO if the CODP is placed at position 1, MTS if placed at position 6, or a sequential hybrid if placed at positions 3a or 4. Next, note that products 1 and 2 have a common production step (3). Specifically, suppose the CODP of product 1 is at positions 1 or 3a and the CODP of product 2 is at positions 5 or 7, or the CODP of product 1 is at positions 4 or 6 and the CODP of product 2 is at positions 2 or 3b. In these cases, production step 3 is a shared resource that is responsible for an MTS and MTO production step of the products in parallel, requiring parallel hybrid production control.
Lastly, note that the position of a CODP can change over time. In this paper we make a distinction between two methods of updating the CODP position. Firstly, the production strategy can be re-evaluated and updated at given points in time, which will be referred to as CODP review points. Secondly, positioning of a CODP may be incorporated in the production control strategy itself, such that the CODP can move continuously, or float. The term floating is derived from Brabazon and MacCarthy (Citation2004), who consider such a production setting. In the former case, the CODP position of all products is fixed between CODP review points, such that all products are sequential hybrids. In the latter case, the behaviour is fundamentally different, as the CODP position is no longer a strategic decision, but embedded within the production control strategy instead. The production control used to manufacture items in such a setting will be referred to as floating hybrid MTS/MTO production control, which is outlined by Definition 3.
Definition 3
Floating hybrid MTS/MTO production control: Production control used to manage the production steps of a product, in which the CODP of the product is allowed to float, or move implicitly between production steps.
With this definition the taxonomy is concluded. A distinction has been made between three different types of hybrid MTS/MTO settings. From a CODP point of view, we have described hybrid production control for the situations where: (1) demand for a product is decoupled between production steps, (2) demand for at least one product is decoupled before, and demand for at least one product is decoupled after a shared production resource, and (3) the position where demand is decoupled is determined by the production control strategy itself. Next, these situations are illustrated using practical examples.
2.2. Examples of hybrid MTS/MTO systems
From the previous section one can conclude that there are several ways in which hybrid MTS/MTO can be interpreted, and that it is necessary to make a clear distinction between them. In order to illustrate the different types of hybrids, a number of examples will be treated in the following.
Firstly, let us take a more detailed look at the McDonald's example used in Hopp and Spearman (Citation2004). The facility sells various baked products, which are completely MTO during periods of low demand. However, during rush hour production is changed in the following manner: products in high demand now first follow MTS production steps, after which they are stored on a warming tray. The final part of the process is still MTO: whenever an order comes in items are taken from the warming tray and assembled into a final order. In this situation we have MTS and MTO production steps in sequence. At the same time some products are still MTO and compete with MTS products for the same capacity (e.g. stove, fryer, cook). In this situation we have a system that produces pure MTO and ATO products, which are produced on a shared resource. Both the concepts of sequential hybrid products and parallel hybrid production apply here.
Secondly, we consider Dell, who is known for being one of the first companies in the personal computers business to recognise the potential of MTO production, and to adopt an MTO policy rather than MTS, prevalent in the sector during the 1990s. By avoiding retail channels, the company could offer its customers highly customised products with a wide range of configurations. More recently, however, Dell has changed this strategy and recognised the importance of offering solutions to various groups of costumers by still offering customisable configurations but also standardised products with an aim for speed in delivery (Blanchard Citation2010). This is an example where parallel hybrid MTS/MTO production applies when the products are produced at the same facility.
Lastly, consider the aeroplane assembly line presented in Meredith and Akinc (Citation2007). An aeroplane is assembled in 20 steps, with each step taking 1 week to complete. However, the customer lead time is a fixed 10 weeks and holding costs are extremely high (1% of a planes value per week). Furthermore, each step requires some customer-specific modification meaning that the first 10 weeks are produced to forecast. Once a plane is linked to a customer order it can be completed to the customers specification. Wrongly added components installed before a plane is linked to an order can be replaced at a cost since all planes belong to the same family. This situation is referred to as make-to-forecast (MTF) by the authors. Here, the first part of production is MTS and the remainder is MTO, corresponding to a sequential hybrid system. However, the CODP is not fixed, can be different for every plane (even with the same components), and follows from the production control strategy. Such a system produces sequential hybrid products using floating production control.
We conclude that a system can include different aspects of MTS/MTO hybrids at the same time. Both sequential and floating hybrids can be used to manage long production lead times and high levels of customisation. The former places the CODP such that the production lead time is less than the customer lead time for the last part of the manufacturing process, but requires inventory of all intermediate products. The latter initially produces MTS, but dynamically shifts the CODP per product. On the other hand, parallel hybrid production can be used to control a production unit where both MTS and MTO production takes place. The goal of the production strategy is to produce items such that both MTS and MTO objectives are achieved as best as possible. Next, in Section 3 literature will be classified using definitions introduced in this section. Section 3.1 describes the methodology by which the papers have been obtained, and in Section 4.2 different types of production systems are illustrated.
3. Review of literature on hybrid production control
In literature, hybrid manufacturing is used in a number of different contexts. In this paper we concentrate on hybrid production control. While reviewing the literature, we encountered the previously introduced hybrid categorisations of sequential, parallel, and floating hybrid MTS/MTO production control. In this section it is first described how relevant papers have been selected for analysis, and which analysis dimensions have been used to characterise the manuscripts. Next, per type of hybrid production control, relevant papers and their scientific contributions are discussed. The types of production systems studied are discussed in further detail in Section 4.2. Lastly, we give an overview of different hybrid production control settings and provide directions for future research.
3.1. Methodology
This paper is the first to formally distinguish the different ways in which hybrid MTS/MTO production control takes place and review related literature. Relevant articles for the reviewing process have been selected as follows. Since no review paper on the topic has been published to date, an initial selection of recent and relevant papers was identified using combinations of the following terms: ‘hybrid’ or ‘combined’, ‘MTS’ or ‘make-to-stock ’, ‘MTO’ or ‘make-to-order’, ‘production’, and ‘control’ in the Web of Science, Scopus, and Google Scholar databases. From the initial selection, further articles were obtained through the literature referenced in these papers, supplemented with backwards searches on Google Scholar. This process was repeated with newly identified manuscripts until no new papers were found.
Studying the initial selection of papers, research related to hybrid MTS/MTO production control was identified, which led to the consideration of papers on floating hybrid production control. During this process we were able to construct the definitions of different types of hybrid MTS/MTO production control as introduced in Section 2. Using these definitions, we classified all subsequent papers that consider hybrid MTS/MTO production control. Papers considering different hybrid aspects of manufacturing systems (e.g. hybrid technologies, hybrid layouts, hybrid re-manufacturing etc.), or different perspectives on manufacturing systems (e.g. organisational, marketing) have not been included in the review.
During the paper selection process, the following observations were made. Firstly, some papers use the term hybrid MTS/MTO when they merely discuss factors influencing the decision of producing MTS or MTO and have been excluded from the review. Secondly, although some articles can be classified as treating hybrid MTS/MTO production control, these terms are often not mentioned explicitly. As a result, although an exhaustive search was performed, the list of papers presented in this section cannot be guaranteed to be complete. An overview of the number of papers reviewed per period of time is presented in Figure .
Figure 3. Number of hybrid MTS/MTO production control articles published from 1984 to 2018.
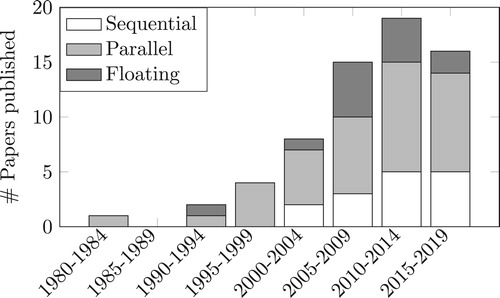
One can see that earlier periods only comprise a few papers, but research into all categories shows consistent growth since 1999. The histogram of research related to hybrid production control indicates that the field and its popularity as a whole is growing. Each paper has been classified according to the performance objectives considered, decision or analysis dimensions incorporated, solution and modelling techniques used, production system considered, and its industrial context. When mathematical programming has been used as a solution technique, we denote its sub-classification between parentheses if specified by the authors. These classifications include mixed-integer linear programming (MILP), integer programming (IP), and mixed-integer non-linear programming (MINLP). Additionally, the production systems considered have been classified, ranging from singular or aggregate systems (Figure ), to linear systems (Figure ) to job shops (Figure ). In each figure, stock points are depicted as triangles and production steps are shown as circles. In addition, some papers consider flow shops, which are systems with similarities to both linear systems and job shops, where the product flow is unidirectional, but may diverge or converge.
Figure 4. Singular system type.
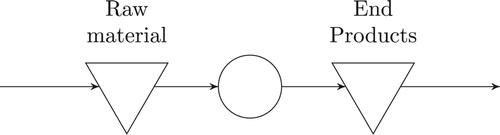
Figure 5. Example linear system type with two processes.

Figure 6. Example job shop with four processes.
Having outlined the classification process, we proceed with the review in the following sections. The overview for sequential hybrids can be found in Table , the overview for parallel hybrids can be found in Table , and the overview for floating hybrids can be found in Table . Next, literature on sequential, parallel, and floating hybrid production control is reviewed in Sections 3.2, 3.3, and 3.4, respectively.
Table 1. Literature on sequential hybrid production control.
Table 2. Literature on parallel hybrid production control.
Table 3. Literature on floating hybrid production control.
3.2. Sequential hybrid production control
We begin our discussion of the literature by presenting and discussing papers related to sequential hybrids. In sequential hybrid systems the manufacturing of a single product comprises MTS production steps and MTO production steps in sequence. An overview of literature related to this topic is given in Table . For papers that have included costs or revenue as objectives, we have specified which performance indicators were included to obtain the corresponding objective value between parentheses. Moreover, we have categorised the focus of each paper as production strategy, flow control, or parameter setting and listed under the research focus column in Table . The purpose of this categorisation is to facilitate the discussion on papers with related scopes. In the context of sequential hybrid MTS/MTO systems, papers with the corresponding research focus treat the following topics:
Production strategy: CODP placement decision. Inventory management strategy of MTS production steps.
Flow control: order acceptance/rejection strategy. Order release strategy. Order sequencing and scheduling.
Parameter setting: determining how to obtain, and obtaining system settings (e.g. batch sizing, buffer capacity).
While some papers treat aspects from different research perspectives, only the primary focus of each paper has been listed in Table . Next, the manuscripts are discussed in chronological order per research focus.
3.2.1. Production strategy
The largest group of papers on sequential hybrid MTS/MTO systems study the production strategy. These papers are concerned with CODP placement and inventory management strategy of the MTS production steps. Within this group, we observed that the scope of papers directly aimed at practice is narrower than those without practical context. Therefore, their treatment has been divided in two parts to facilitate the discussion of those papers. The first part centres around papers with an industrial context, while the second part discusses papers in a general context.
In the applied line of production strategy research, Denton, Gupta, and Jawahir (Citation2003) study the sequential hybrid setting and develop an optimisation model that is implemented by an integrated steel manufacturer (ISM). The manufacturer uses the model as a decision-support tool for choosing which products to make to stock, and which to produce to order in this one-to-many industry. By considering a subset of steel slab sizes to store and limiting the storage points, the model remains tractable. Use of the model in practice reduced the number of slab designs and increased the proportion of orders covered by those designs. Cid Yáñez et al. (Citation2009) continue this practical line of work inspired by a three-stage timber processing plant, which is also a one-to-many industry. Contrary to Denton, Gupta, and Jawahir (Citation2003), the authors evaluate various hybrid production strategies through extensive simulation. They show a positive impact of a pull strategy to improve customer satisfaction and reduce overall inventory. While the model is valuable for the timber industry, its generalizability is limited due to its specialised nature. Similar to Denton, Gupta, and Jawahir (Citation2003) and Cid Yáñez et al. (Citation2009), Akkerman, Van Der Meer, and Van Donk (Citation2010) consider a linear system where many intermediate and final products can be mixed from a few different raw materials. The authors study a two-stage flour mill to determine which products to stock, where to stock them, and how much stock to keep. They develop a method utilising MILP models to design intermediate products, considering a wide variety of quality related attributes and apply it in a case study. The authors indicate potential applications of the model to other divergent multi-stage food production systems. Interestingly, all of the above papers either utilise domain knowledge to reduce the problem solution space or integrate domain knowledge in their model to obtain satisfactory results.
Other work on the production strategy of sequential hybrid systems has taken a more theoretical and stylised approach. For instance, Gupta and Benjaafar (Citation2004) present queuing models to compute the costs and benefits of delaying differentiation in series production systems with load-dependent order lead times. The authors conclude that delayed differentiation is more desirable the more slack capacity is available, and that the effect of congestion in the MTS and the MTO production steps is asymmetric. Sun et al. (Citation2008) consider an interesting extension to the linear systems previously discussed. They position multiple decoupling points of a product in an assembly network instead of a linear system. Based on the bill of materials (BOM) of a product, an integer programming model is developed in order to find a suitable decoupling point per sub-assembly in the supply network. They minimise the overall cost subject to satisfying customer delivery time. Perona, Saccani, and Zanoni (Citation2009) are motivated by a gap between complex theoretical models and simple practical approaches. They study decoupling point and inventory policy decisions in companies that manufacture products with different demand patterns and customisation levels. Using a steel wire company with over 3000 final products as a starting point, the authors develop a rational model that utilises Pareto analysis to support inventory management decisions. However, its generic setup permits the model to be used more broadly. Yimer and Demirli (Citation2010) model a supply chain as a flowline in the hybrid sequential setting. The authors address the dynamic scheduling of materials replenishment, component fabrication, customised assembly and distribution of products. They permit a more general system structure compared to Sun et al. (Citation2008) but decompose the problem in two sub problems by defining a CODP between component production and assembly. One sub-problem is solved using a genetic algorithm, while the other is formulated as a MILP model. Both aim to minimise the aggregate costs of each sub system while meeting customer service requirements.
Recently, researchers have started investigating sequential hybrid systems from a system dynamics perspective, where Hedenstierna and Ng (Citation2011) are the first to do so. They develop and utilise a system dynamics model of a sequential hybrid system to investigate the impact of shifting the CODP upstream or downstream. The authors show that the optimal CODP position is particularly sensitive to the frequency of demand. Wikner et al. (Citation2017) continue this line of research. By placing system dynamic models of pure MTS and MTO systems in sequence, the desired decoupling behaviour is achieved. The authors verify the behaviour of the models through comparison with existing models, confirming its validity. Lin, Spiegler, and Naim (Citation2018) utilise a system dynamics model of the Intel supply chain to investigate mechanisms behind bullwhip generation. They show that both MTO demand forecasting and CODP position play a major role in this regard. Finally, Lin and Naim (Citation2019) are the first to study the impact of nonlinear behaviour in a sequential hybrid supply chain using a system dynamics model. It is shown that by excluding nonlinear effects the mean stock level is underestimated and the inventory recovery speed is overestimated.
3.2.2. Flow control
Next, the two papers on flow control are discussed. These papers study the order acceptance/rejection strategy, order release strategy, or concentrate on order sequencing and scheduling of sequential hybrid systems. Kalantari, Rabbani, and Ebadian (Citation2011) introduce a decision support system for order acceptance/rejection in sequential hybrid systems. The model identifies undesirable orders using the technique for order of preference by similarity to ideal solution (TOPSIS), and the price and delivery date for each non-rejected order. The authors present an extensive five-step model, whose complexity may impede potential implementation in practice. Their numerical study shows that the method does not scale well with the problem size. Following this line of work, Helia Yousefnejad (Citation2018) are the first to model a Stackelberg game to determine the prices and lead times in a sequential hybrid production environment. The differentiation manager acts as the leader who first suggests the customisation lead time and price and the common stage manager acts as the follower, who makes the final bid with the customer. The proposed optimal strategy leads to a significant profit increase at a case study car manufacturing company.
3.2.3. Parameter setting
Finally, we discuss the two papers that focus on parameter setting. These papers are concerned with deriving system settings under which sequential systems perform (near-)optimally. In most research on sequential hybrid systems a base stock, or one-for-one replenishment policy is used. In contrast, Almehdawe and Jewkes (Citation2013) consider a batch ordering policy to exploit economies of scale in ordering, due to a cost associated with each order placed. Using a queueing model, they show that a base stock policy is sub-optimal in the presence of a replenishment cost for semi-finished products. In addition, the cost savings from adopting a batch ordering policy is shown to be significant while the response time for most customer orders is not affected. Renna (Citation2015) proposes a policy to manage buffer levels in a serial production system with divergent products. The policy aims to reduce stock levels and increase customer service levels. The adopted approach is based on the adaptability of the buffers and is shown to improve tardiness performance and reduce average buffer stock level in a simulation study. However, the choice of buffer levels in the simulation study is not supported, making it hard to extend the conclusions to other settings.
3.2.4. Observations
From the previous discussion on sequential hybrid systems a number of things can be observed. (1) Papers in this line of research focus primarily on production strategy (CODP placement, inventory management of MTS production steps), with 11 out of 15 papers. Two papers focus instead on aspects of flow control, and two papers focus on aspects of parameter setting. (2) Sequential hybrid research almost exclusively considers linear systems, where 2-stage linear systems (10) are more frequently studied than larger linear systems (4). One paper also considers a network structure and one paper considers a flowshop type structure. These papers treat system types beyond linear systems and provide an interesting connection to assembly networks and supply chains, respectively. (3) Finally, both general and industrial contexts are frequently studied, with nine and six papers respectively. Papers considering industrial applications typically consider a few-to-many industry, where the challenge lies in finding an appropriate production strategy for a linear system. Researchers have been able to develop models or reduce problem sizes in this setting by incorporating problem-specific elements.
In the studied literature, some consider settings comprising few production steps and customer types. These typically simplified or stylised settings permit the derivation of optimal solutions through methods such as mathematical programming, which has been utilised 6 times in the previously discussed work. Other such methods include queuing theory, Markov chains, and game theory. In more complex settings exact methods are frequently no longer feasible, forcing researchers to apply approximate methods such as simulation or genetic algorithms to obtain results. Particularly simulation is considered a feasible approach, which has been used a total of 3 times in the discussed works. In addition, methods such as TOPSIS and Pareto analysis have been used as decision support tools. Using such solution techniques, several sequential hybrid problems have been studied. However, while some research has addressed sequential hybrids to date, there remain interesting directions for future research. Based on the literature discussed and observations made in this section, research perspectives for sequential hybrid systems are discussed in Section 4. Moreover, insights derived from the industrial applications of papers will be presented in Section 5.
3.3. Parallel hybrid production control
In this section literature related to parallel hybrids is discussed. In parallel hybrid systems a production resource is responsible for the MTS and MTO production steps of different products. An overview of reviewed literature is given in Table . Again, for papers that have included costs or revenue as objectives, we have specified which performance indicators were included to obtain the corresponding objective value between parentheses. The papers discussed in this section can be grouped by research focus which primarily consider production strategy, flow control, or parameter setting. The classification of discussed papers has been listed under the Research focus column in Table . In the context of parallel hybrid MTS/MTO systems, these streams are concerned with the following topics:
Production strategy: the MTS versus MTO decision per product. Dedication of machines to MTS or MTO production.
Flow control: order acceptance/rejection strategy. Order release strategy. Order prioritisation of released orders at shared production resources.
Parameter setting: determining how to obtain, and obtaining system settings (e.g. batch sizing, buffer capacity).
Note that literature may consider aspects of multiple streams, but only the primary stream of each paper is listed in Table to facilitate the discussion. Next, the manuscripts summarised in Table are discussed per stream in chronological order.
3.3.1. Production strategy
From Table we see that the largest group of papers on parallel hybrid systems consider the production strategy. These papers consider the MTS versus MTO decision for each product. In addition, some papers are concerned with determining which machines should be dedicated to MTS, and which to MTO production in case multiple machines that can perform the same function are available. An important distinction in this type of research is whether the MTS versus MTO decision has already been made. If the decision has not been made, it must first be obtained before other types of decisions can follow. If the decision has already been made, the focus can be directed towards dedicating capacity to each type of product or quantifying the benefits of using hybrid strategies over pure ones. In this section we first discuss papers for which the MTS versus MTO decision has not yet been made, before discussing papers in which this decision has already been made.
Williams (Citation1984) is one of the first to treat parallel hybrid production. Their paper concentrates on the question for which orders to use an MTS policy and for which orders to use an MTO policy in a single-stage multi-product system. The system is modelled as a queueing model in which low demand products are MTO and high demand products are MTS. The author minimises total costs by deciding which products should made MTO and which MTS, which MTO orders should be accepted, and optimising batch sizes. Carr et al. (Citation1993) instead propose a simpler production and inventory strategy for a singular system. They penalise MTO backorders immediately instead of penalising additional delay. In this setting the same cost function for MTS products and MTO products can be used. They use an A/B/C partitioning of the items, where A items are MTS and B/C items are MTO. The authors derive exact expressions for the costs of this simplified system. In practice, orders typically have to be filled within a window of T time units. This situation is studied by Sox, Joseph Thomas, and McClain (Citation1997). The authors investigate the effects of producing low-demand items as MTO but prioritising these items in production when demand occurs. An important analytic contribution of the paper is the derivation of a model that incorporates the fill rate within the time window T and yields the optimal solution with regard to various objectives. The model dictates how to allocate base stock levels optimally and finds that increasing the service window does not affect optimal base stock levels. Although hybrid is not explicitly mentioned in their paper, they include both MTS and MTO products.
Rajagopalan (Citation2002) are also inspired by practice, although also consider the problem of deciding which items to produce MTO and which MTS. In addition, they treat the inventory and production policy for the MTS items in a capacitated nonstationary production environment. Williams (Citation1984) orders items by ascending demand and determines a threshold item up from which items are made to stock. Rajagopalan (Citation2002) instead takes a different approach and permits additional factors such as setup time or processing time to influence the MTO/MTS decision. Cattani, Dahan, and Schmidt (Citation2010) compare two different types of production situations, closely related to hybrid production. Firstly, they consider a focus strategy: one facility handles MTO production to meet demand for time-sensitive mass-customised products, and one facility manufactures standard products in an MTS fashion. Secondly, they consider a pure spackling strategy where everything is produced in a flexible plant. They develop an analytic model that incorporates production and capacity costs, which identifies the conditions under which each of the strategies is optimal. Alptekinoğlu and Corbett (Citation2010) use a dynamic programming-based solution method to determine the optimal product line design, which corresponds to the production strategy stream. They take product positioning, pricing and inventory decisions into account and assume a locational customer choice model. The authors conclude that unimodal preferences generally lead to hybrid production lines. Where many authors use a static priority mechanism (e.g. produce high demand items MTS and produce low demand items MTO), Hadj Youssef, Van Delft, and Dallery (Citation2018) instead determine which products to make to stock and which products to make to order based on item priority levels. They model the facility as a multi-product multi-priority classes queuing system, optimising the priority mechanism in a parallel hybrid setting. The authors propose a general optimisation procedure that yields near optimal priority classes, given the associated flow control mode (MTO or MTS) for each product.
The remaining papers in this stream focus on the benefits of using a hybrid strategy in different production environments where the MTS versus MTO decision per product has already been made. The paper of Adan and Van der Wal (Citation1998) investigates the effect of a hybrid production strategy on the production lead times. The authors study two systems and conclude that most of the potential lead time reduction is already achieved at moderate stock levels for the MTS products. For settings without setup times and batching, but with lost sales Nguyen (Citation1998) presents a multi-class priority queuing model to deal with MTS and MTO items. The model permits general distributions for demand and processing times. Finally, the author develops a procedure that provides good estimates for performance measures such as fill rates and average inventory levels. Köber and Heinecke (Citation2012) introduce a method that combines the advantages of MTO and MTS. A system dynamics approach is used to model a large agricultural machinery manufacturer. The method evaluates production strategies and incorporate the observed volatile and seasonal demand. The authors show that a holistic view on the supply chain behaviour and the resulting performance for operational and market targets are essential. Zhang et al. (Citation2013) investigate a situation where a subset of machines is dynamically switched between MTS and MTO via a congestion-based switching policy. They develop a multi-server queuing model of this system. Especially when the traffic intensity is high in both the MTS and MTO operations, a dynamic hybrid system outperforms a static hybrid system. Conditions for a company to invest in the development of an MTS channel in addition to an existing MTO channel are investigated by Choi (Citation2014). Studying the mathematical programming model, the author observes that benefits increase as demand variability increases, as capacity utilisation decreases, and as capacity change cost decreases. Profit turns out to be unaffected by holding costs for MTS items. Finally, Shukla and Mohamed (Citation2015) investigate rogue seasonality in supply chains, where system variables such as orders and inventory display cyclic behaviour that is not present in exogenous demand. They study two systems by modelling MTS, MTO, and parallel hybrid MTS/MTO production control through system dynamics. Based on frequency responses, the authors conclude that their method correctly identifies rogue seasonality.
3.3.2. Flow control
In our review we continue with papers concerning the flow control of parallel hybrid systems. This group of papers considers the order acceptance/rejection strategy, order release strategy, and the order prioritisation of released orders at shared production resources.
Federgruen and Katalan (Citation1999) investigate a class of interruption disciplines (priority rules) for a class of base-stock policies, which switches using a general periodic sequence. A variety of cost and performance measures are evaluated and optimised efficiently by analytic methods. They also characterise the impact of system parameters on choice of strategy. Carr and Duenyas (Citation2000) consider the joint admission control and sequencing decisions faced by a firm with two classes of customers: MTO customers and MTS customers. They characterise the structure and sensitivity of optimal policies in the context of a multi-class M/M/1 queue using a Markov decision process (MDP). One of the first to study order release and dispatching in the complex semiconductor manufacturing industry is (Chang et al. Citation2003). They develop a heuristic production activity control model that aims to find the best performing order release and dispatching strategies. Soman, van Donk, and Gaalman (Citation2006) investigate whether dynamic run-out time based scheduling rules suited for a pure MTS situation, are also applicable in the parallel hybrid situation using a simple priority policy for the MTO items. No scheduling rule appears to dominate all others in terms of average fill rate, average inventory level, due date compliance and average flow time.
A parallel system that prioritises MTS orders, but can dynamically choose which MTO orders to accept is studied by Gupta and Wang (Citation2007). Contrary to Carr and Duenyas (Citation2000) where MTO customers are not quoted lead times and waiting cost is incurred over the entire time orders remain in the system, Gupta and Wang (Citation2007) instead use positive lead times for MTO customers and show that longer lead times improve capacity utilisation as well as the ability to meet contractual obligations. In Wu, Jiang, and Chang (Citation2008) a scheduling method for a semiconductor manufacturer characterised by a machine-dedication feature is developed. Their method involves the decisions of releasing and dispatching. The release technique extends the starvation-avoidance algorithm by considering the characteristics of the machine-dedication feature and MTS/MTO hybrid production. Rezaie, Eivazy, and Nazari-Shirkouhi (Citation2009) introduce an order release policy for parallel hybrid semiconductor manufacturing companies that is different from the method introduced by Wu, Jiang, and Chang (Citation2008). They show that the developed policy outperforms the well-known Starvation Avoidance and Fixed-WIP strategies. Hadj Youssef, van Delft, and Dallery (Citation2009) analyse and compare the impact of the priority rule on the overall inventory costs under customer lead time service level constraints. They study this problem using a queuing model and consider the FIFO policy and a priority policy which prioritises low volume products (MTO products) over high volume products (MTS products).
Eivazy and Rabbani (Citation2009) and Eivazy, Rabbani, and Ebadian (Citation2009) both develop dynamic production control models for the semiconductor industry. Eivazy and Rabbani (Citation2009) introduce a dispatching policy that uses critical ratios. The method prioritises and sequences products per workstation when machines becomes idle and balances WIP in each layer. Using these ideas, the method achieves short and reliable delivery dates for MTO products and high throughput and production achievement ratio for MTS products. In Eivazy, Rabbani, and Ebadian (Citation2009) a release mechanism that uses workload control is developed, although they do not apply state-of-the-art release methods. Fernandes, Silva, and Carmo-Silva (Citation2015) are instead motivated by the aluminium profiles manufacturing industry, but also study a type of workload control. The authors investigate the performance of WLC release methods in an MTS/MTO - FTO production environment. Moreover, they study when and where order release control should be exercised (at the MTS/MTO stage, FTO stage, or both). Iravani, Liu, and Simchi-Levi (Citation2012) derive optimal production and admission policies, while taking into account backlogging for the MTS orders and the option to outsource some MTO orders.
Rafiei and Rabbani (Citation2012) study order acceptance/rejection policy, due date setting, lot sizing, and capacity requirements in a hierarchical production planning model for hybrid production systems. They propose a general five step model that relies on limited mathematical assumptions to decide on capacity coordination. Rafiei, Rabbani, and Alimardani (Citation2013) continue this line of work and consider sequencing and the detailed production planning in a HPP model for hybrid systems. They consider a production system that processes pure MTS, pure MTO and ATO products in a job shop environment. Various modules are developed at each level of the HPP, related from a hierarchical point of view. Beemsterboer, Land, and Teunter (Citation2016) observe that no study fully captures MTS and MTO characteristics in developing production planning and control models for parallel hybrid systems. They model this system as an MDP to derive optimal production policies. In their model they permit positive lead times for MTO products and let inventory level and backlog states drive the MTS/MTO production decisions. A numerical study compares optimal hybrid policies with policies that prioritise either MTO or MTS modes. Wang et al. (Citation2019) argue that an accurate production plan is necessary to achieve good order acceptance decisions in hybrid systems. The solution to the order acceptance and scheduling problem is an important step in the development of such a plan. In order to deal with this challenge, the authors introduce an effective particle swarm optimisation method.
3.3.3. Parameter setting
Finally, the papers with a parameter setting research focus are discussed. These papers are primarily concerned with deriving methods for obtaining, and obtaining system settings under which their system achieves (near-)optimal performance.
Tsubone, Ishikawa, and Yamamoto (Citation2002) introduce a hierarchical production planning model for a facility producing both MTO and MTS products. The model treats buffer capacity and production capacity allocation as design variables in the context of a linear production system. In addition, the gamma parameter is used to determine the fraction of capacity reserved for MTO products. Hadj Youssef, Van Delft, and Dallery (Citation2004) investigate the performance of two scheduling policies on the overall performance of a parallel hybrid system using a queueing model. The authors characterise the optimal policy by linking scheduling rules and associated MTO/MTS modes for different items as a function of the parameters of the system and the service level constraints. Chang and Lu (Citation2010) develop a queuing model, which is solved using a matrix geometric method. They control the production of MTS products using a base stock policy and obtain the optimal base stock levels numerically. Chen, Tai, and Yang (Citation2014) is the first to consider the joint production and pricing decisions for an infinite planning horizon in a parallel hybrid system. The problem is modelled as an MDP aiming to maximise the total discounted profit over an infinite planning horizon. They show that the optimal integrated price and inventory control policy can result in a significant increase of profit. Furthermore, they show that the improvements of this dynamic pricing policy in an MTS/MTO production system is much higher than in a single product system.
Parallel hybrid environments require robust tactical plans that take account supplier, process and customer uncertainty into account. Khakdaman et al. (Citation2015) conclude that many studies have been conducted on controlling and reducing the impact of uncertainties on medium term production planning, but that research in the area of tactical production planning for hybrid production is still in the infant stages. Using robust optimisation they develop robust tactical plans for the hybrid MTS/MTO manufacturing system. Using an MDP model, (Beemsterboer, Land, and Teunter Citation2017) show that the optimal policy for a parallel hybrid system varies the lot size in response to MTO product backlog as well as stock levels. They conclude that flexible lot sizing is especially beneficial for systems with a low load and where MTS is important with regard to production capacity usage and cost.
Beemsterboer et al. (Citation2017) consider the problem of integrating MTS orders in an existing manufacturing system focused on MTO production, claiming that this problem has not yet been addressed in literature. Many companies deal with such problems, as existing methods for job shop control cannot be applied to MTS items. They show that even a simple method that uses a fixed due date allowance for MTS products outperforms MTO or MTS item prioritisation, in line with (Beemsterboer, Land, and Teunter Citation2016). Ellabban and Abdelmaguid (Citation2019) discuss hybrid MTS/MTO production control decisions in continuous production environments, using glass tube manufacturing as inspiration. A simulation-based optimisation algorithm is used to generate optimised values for the control variables of the proposed policy as well as other related production parameters. Sensitivity analysis shows that an increase in raw material prices leads to changes in production parameters, although policy control variables will not change.
3.3.4. Observations
Based on the previous discussion on parallel hybrid MTS/MTO systems a number of observations can be made. (1) Papers considering this type of hybrid system focus primarily on production strategy and flow control, with 12 and 17 out of 37 papers in total, respectively. Parameter setting lags slightly behind with 8 papers. Within the production strategy research focus, 9 out of 17 papers study priority rules/sequencing and 9 out of 17 papers study order acceptance or order release. (2) The research into the production strategy of parallel hybrid systems consists of papers that consider the MTS versus MTO decision per product and corresponding inventory policy, and of papers that compare methods for a given system. In the former group, optimal strategies have been derived for certain systems using for instance, base-stock policies (Hadj Youssef, Van Delft, and Dallery Citation2018), order-up-to policies (Zhang et al. Citation2013), or by using flexible lot sizes (Beemsterboer, Land, and Teunter Citation2017). On the other hand, papers that compare different approaches study their performance in very different systems and circumstances, and use a wide variety of performance measures to measure performance. Amongst others, the lead times, fill rate, average stock level, demand fluctuations, and machine dedication have been studied. A similar observation can be made for papers on parameter setting, which appears largely fragmented. (3) The order acceptance strategy in the context of parallel hybrid production control has only been studied by Wang et al. (Citation2019), who consider the option of rejecting MTO orders. (4) Finally, we observed that both Cattani, Dahan, and Schmidt (Citation2010) and Zhang et al. (Citation2013) note that the pricing decision may affect demand rates for different products, although they do not include this aspect in their analysis.
Various techniques have been used to study parallel hybrid systems. Similar to sequential hybrid literature, mathematical programming and simulation are frequently used tools in parallel hybrid research. These techniques have been used a total of 5 and 11 times in total. In the line of mathematical programming, robust optimisation has also been applied. Other research has utilised dynamic programming, MDPs, and queuing models to obtain analytic results. Particularly queuing theory has proven suitable for solving problems in the parallel hybrid setting, having been applied a total of 12 times. In the case where the above methods have failed due to the complexity of the setting, metaheuristics such as genetic algorithms, simulated annealing, or particle swarm optimisation have been employed and tested in simulation studies. Parallel hybrid production control has received the most attention from academics out of the considered types of hybrid systems. Nonetheless, the observations made in this section has led us to several interesting and novel research perspectives on the topic. In Section 4 these perspectives on parallel hybrid systems will be discussed. We put additional focus on the industrial applications of parallel hybrid research in Section 5.
3.4. Floating hybrid production control
Lastly, literature related to floating hybrid production control is discussed. In floating hybrid systems, the CODP that separates the MTS and MTO production steps is allowed to move implicitly under the production control strategy. While authors have referred to floating hybrid systems as make-to-forecast, build-to-forecast (BTF), or virtual-build-to-order (VBTO), they share a common setting. An overview of reviewed literature related to floating hybrids is provided in Table . We have specified which performance indicators were included to obtain the corresponding objective value between parentheses for papers that have included costs or revenue as objectives. The papers discussed in this section can be divided into groups that primarily consider production strategy or flow control, as listed in the Focus column in Table . In contrast to the previous sections, we did not encounter any papers primarily concerned with parameter setting. In the context of floating hybrid MTS/MTO systems, papers with the corresponding focus are concerned with the following topics:
Production strategy: pipeline search strategy. Order to item matching strategy. Capacity allocation.
Flow control: order acceptance/rejection strategy. Order release strategy.
Again, note that manuscripts may treat multiple topics, but only the primary topic of each paper is listed in Table to facilitate the discussion. Next, the manuscripts summarised in Table are discussed per topic in chronological order.
3.4.1. Production strategy
Firstly, the papers treating the production strategy of floating hybrid systems are discussed. These papers focus on the pipeline search strategy, the order to product matching strategy and the capacity allocation decision. The study of Raturi et al. (Citation1990) on Build-to-Forecast (BTF) can be seen as the first in the stream on floating hybrid production control. In this explorative study the authors perform a number of case studies. Following these case studies the build-to-forecast challenge in managing operations, as well as the range of coping mechanisms to address the problem are characterised. In Brabazon and MacCarthy (Citation2004) the operational concepts that underpin the Virtual Build To Order (VBTO) production strategy are described and developed. VBTO is comparable to the BTF setting introduced in Raturi et al. (Citation1990). The authors consider reconfiguration flexibility and customer aversion to waiting. A simulation study is used to study the behaviour and performance of VBTO. Turner and Williams (Citation2005) consider mass customisation in an automotive supply chain. They investigate changes in the design of the distribution system in the automotive industry where the BTF production strategy is used. They outline the development of a simulation model to accurately model the supply chain. Their analysis focuses on the effects of introducing a distribution center and applying postponement, and it is shown that both yield significant improvements.
Brabazon and MacCarthy (Citation2006) observe that there is little analysis involving VBTO systems in the literature, and therefore examine and characterise the fundamental behaviour of such systems. In a simulation study the authors find a relation between the customer orders fulfilled by different parts of the production pipeline (planning, production and stock), and the ratio of production variety and pipeline length. Surprisingly, they conclude that a pure MTS policy holds less stock and has lower waiting times for certain parameters combinations, thus indicating room for improvement. Brabazon et al. (Citation2010) look beyond a pure production setting by including dealers (warehouses) in their analysis. They study the behaviour of dealers in different situations. Using the proposed VBTO policy, they show that with more customisation options, more trading between dealers occurs, more products are modified, and lead times and stock decrease if trading between dealers is allowed. A modified version of VBTO called improved VBTO (i-VBTO) is introduced by Calle and González-R (Citation2012). The authors aim to mitigate the weaknesses of VBTO indicated by (Brabazon and MacCarthy Citation2006) by integrating stock and demand forecast information in the production control. The authors show a significant improvement over VBTO in terms of stock levels and customer waiting time using i-VBTO.
In some situations, finished products cannot be modified. Such production environments are investigated by Morikawa, Takahashi, and Hirotani (Citation2014) in the form of a multi-stage serial production system. At each stage a product can be matched to a customer order or be produced to stock. Eight MTS policies are proposed by combining rules for buffer selection, matching acceptance and make to stock replenishment decisions. The impact of utilising real-time information is studied by Calle et al. (Citation2016). They study the influence that different sources of real time information about the available stock exert on the performance of VBTO, i-VBTO and conventional systems. Using a design of experiments, they show that using real-time information has more influence on performance than changing the inventory control policy. Altendorfer and Minner (Citation2014) study a setting that is comparable to the VBTO situation. They propose a model for a multi-product hybrid production system that minimises Finished Goods Inventory (FGI) and backorder costs. The production system can be viewed as an MTO system with safety stock or an MTS system with advanced demand information. Both pure MTO (no base stock) and MTS (no advanced information) systems are special cases of this model. Applying a hybrid strategy instead of the optimal pure strategy is shown to yield cost savings between 0 and 5%.
3.4.2. Flow control
Next, the papers studying the flow control of floating hybrid systems are discussed. These papers treat the order acceptance/rejection strategy and order release strategy of such systems. Akinc and Meredith (Citation2006) analyse the MTF production environment in the context of flow control. They study the production control strategy of the system with regard to finished orders without a buyer (orphans) and order rejection (acceptance) level using a Markov process. Meredith and Akinc (Citation2007) continue this line of work by conceptualising MTF for a variety of industries and investigate a number of different job to order matching policies. They conclude that more sophisticated matching rules can result in up to nearly three times higher profit than simpler ones. Later, (Akinc and Meredith Citation2009) investigate the management dilemma of dealing with with orphans. They utilise stochastic dynamic programming to decide on modifying or disposing orphans with the aim of minimising costs. Where (Meredith and Akinc Citation2007) consider the production of durable consumer goods, (Zhang et al. Citation2015) instead consider the process industry. Their model performs multi-level inventory matching and order planning of both finished and unfinished products. They develop an MINLP model but resort to a particle swarm optimisation heuristic to solve the problem due to its challenging nature. Numerical experiments using real data from a steel manufacturing company show the validity of the developed model.
3.4.3. Observations
In studying the papers on floating hybrids we have made the following observations. (1) In total 9 out of 13 papers focus on production strategy (operational concepts, modification strategy, VBTO) or compare production strategies (distribution network layout, dealership strategy, incorporation of real-time information). The remaining four papers treat flow control and discuss the product to customer matching strategy, which corresponds to the order acceptance strategy. The discussion on order matching strategy also extends to the orphan management strategy. The papers in this group consider topics such as order release and capacity allocation. (2) The research on floating hybrid systems is largely disjointed. Some papers contribute to research on floating hybrid production control in general. However, one stream revolves around VBTO production control initiated by Brabazon and MacCarthy (Citation2004), while a second stream studies the MTF setting as introduced by Akinc and Meredith (Citation2006). No comparison has been made between methods from both streams despite their similarities. (3) No paper in this stream has compared floating strategies directly to pure MTS, pure MTO, or strategies from practice in problems where the matching or orphan management challenges are considered. As a consequence, it is difficult to quantify the potential gain of using floating strategies over less advanced approaches in these settings.
In the floating hybrid setting the number of products and production steps are typically large, leading to complex matching strategies. Unsurprisingly, simulation has been used a total of eight times to study this type of hybrid production control, as exact methods often fall short in these cases. The focus on simulation studies also follows from the practical context in which floating methods have been developed, as practice typically requires detailed models. Only in models with simplifying assumptions it becomes possible to utilise methods such as stochastic dynamic programming, Markov models, or optimisation problem formulations. While these approaches have enabled the study of several floating hybrid systems, the research also provides interesting directions for future research. These research perspectives will be discussed in Section 4, whereas insights with regards to practical applications will be presented in Section 5.
The previous sections have been dedicated to categorising and discussing literature on sequential, parallel, and floating hybrid MTS/MTO production control. In addition, we identified the research focus of each paper and used this sub-classification to discuss and compare the contributions of each manuscript. Finally, we discussed our observations on the literature and summarised the focal points of each type of hybrid. This discussion has shown that the literature on hybrid systems is rich, and that there is much room for further research. In Section 4 we will discuss the research perspectives on the field as a whole, building on the discussion presented in Sections 3.2, 3.3, and 3.4.
4. Research perspectives on hybrid production control
So far it has been shown that there is a large body of literature available on hybrid production control. Papers have been categorised according to the categories of sequential, parallel, and floating hybrids and the popularity of each of these streams appears to be growing over time. Nearly all discussed studies indicate an improvement over pure MTS or pure MTO policies, illustrating the power and potential of smart control in a hybrid setting. Moreover, a significant portion of the research has been inspired by, or applied to a real-world situation, emphasising the practical relevance of this type of research. In this section we summarise the research performed into the different types of hybrid settings and identify directions for future research. Specifically, we focus on research directions for each stream of hybrid production control in Section 4.1, the types of systems studied in this paper in Section 4.2, and conclude this section with further directions in Section 4.3.
4.1. Hybrid MTS/MTO production control
We start the discussion on research perspectives of hybrid production control by considering the observations made in Section 3. Next, we first present a summary of the challenges faced in each type of hybrid system and formulate relevant research questions. Then, we utilise the observations on hybrid systems made in Sections 3.2, 3.3 and 3.4 to identify and formulate future research directions.
4.1.1. Sequential hybrids
When considering sequential hybrid production control there are multiple production steps in sequence. As a result, it is important to decide where to place the CODP for a given product, considering demand information and process properties. In addition, the inventory management strategy is an important matter that affects performance measures such as fill rate and holding costs. The setting can be extended by including order acceptance/rejection, order release, or parameters such as batch sizes or buffer capacity. Therefore, it can be concluded that sequential hybrid research considers research questions that are different than that of research considering pure MTS or MTO systems. In particular, the papers listed in Table aim to answer the following research questions unique to the sequential hybrid setting.
Where should the CODP for each product be placed? (See e.g. Sun et al. Citation2008; Cid Yáñez et al. Citation2009)
What should be the inventory management strategy for the MTS production steps? (See e.g. Gupta and Benjaafar Citation2004; Almehdawe and Jewkes Citation2013)
Which order acceptance policy should be used? (See e.g. Kalantari, Rabbani, and Ebadian Citation2011; Helia Yousefnejad Citation2018)
In Section 3.2 we observed that the CODP placement decision already received some attention from researchers. However, in terms of parameter setting only the buffer capacity (Renna Citation2015) and batch production (Almehdawe and Jewkes Citation2013) have been studied. There is room to extend the work on sequential hybrid systems in this direction by considering larger systems or altering the production setting. Similar to parameter setting, the order acceptance and negotiation strategy has received limited attention. While order acceptance and negotiation are also treated outside of hybrid production control, obtaining the necessary information from a hybrid sequential system to determine the order acceptance and pricing strategy holds unique challenges. Most papers assume all orders are accepted or the accepted orders are taken as given, and only few consider the order acceptance strategy in sequential hybrid systems. We observed in Section 3.2 that only Kalantari, Rabbani, and Ebadian (Citation2011) and Helia Yousefnejad (Citation2018) study this aspect of production control. However, while both papers study the pricing and order acceptance problem, they assume the CODP positions per product as given. As a consequence, determining the optimal combination of CODP placement, inventory management strategy, and order acceptance strategy in sequential hybrid systems remains an important open research topic. Similarly, research into the qualitative relations between these aspects may yield valuable insights, both for researchers and practitioners alike.
4.1.2. Parallel hybrids
Prior to starting production in a parallel hybrid system, it must be decided which products are made as MTS and which as MTO. Moreover, the inventory management strategy of MTS products is an important research topic. Following these decisions, flow control at the shared resource becomes an important topic. Specifically, a decision must be made which MTS or MTO order to prioritise at which moment in time, possibly with pre-emption. If the MTO production suffers a maximum delivery lead time, MTO will be prioritised and MTS products will only be made during periods of low demand. MTS orders will simply be rejected if there is no stock available. On the other hand, if contracts with customers for MTS products dictate a minimum quantity, MTO orders can be rejected at the gate to ensure enough capacity is reserved for MTS products. If capacity is insufficient due to unforeseen demand, MTO orders might be rejected to meet the desired MTS production, or the other way around depending on prioritisation. It is clear that these questions do not arise in pure MTS or MTO systems and that these questions are unique to hybrid parallel systems. Specifically, in addition to research questions related to pure MTO and MTS production settings, we conclude that the following research questions are central to parallel hybrid research:
Which products should be produced as MTS, and which as MTO? (See e.g. Williams (Citation1984) and Rajagopalan (Citation2002))
What should be the inventory management strategy for the MTS products? (See e.g. Carr et al. (Citation1993) and Hadj Youssef, Van Delft, and Dallery (Citation2018))
Which order should be prioritised at which moment in time? (See e.g. Federgruen and Katalan (Citation1999) and Soman, van Donk, and Gaalman (Citation2006))
What kind of order acceptance strategy should be used? (See e.g. Rafiei and Rabbani (Citation2012) and Wang et al. (Citation2019))
Although the setting is different, there are similarities to the research questions treated in sequential hybrid literature. However, one of the primary challenges in parallel hybrid systems lies in the decision of which product to produce at which moment in time. This question has been particularly interesting, as the combined decision of CODP placement, inventory management strategy and prioritisation rule determine the overall performance of a system.
In Section 3.3 we observed that research on the production strategy that compares different strategies, and the research on flow control suffer from fragmentation. There is a wide range of extensions and performance measures studied, while the systems and parameters used vary strongly. As a consequence, the conclusions drawn by those study are solely applicable to the system and extension considered. However, a general and common production setting would permit a direct comparison to other approaches and their extensions. Such a benchmark study on a standardised system will provide insight into the relative impact of considerations such as demand fluctuations and machine dedication on different performance measures, and is an interesting option for further research.
We also saw that the order acceptance problem is only studied by Wang et al. (Citation2019). This problem is particularly interesting because the order acceptance strategy indirectly determines the demand rate for different products. In turn, the demand rate affects the MTS versus MTO decision as well as the inventory management decision. The optimal combined order acceptance strategy and MTS versus MTO decision is an interesting direction for future research that has not yet been addressed. In a similar vein, we noted the observations of Cattani, Dahan, and Schmidt (Citation2010) and Zhang et al. (Citation2013) who indicate that the pricing decision may affect demand rates. As a consequence, the pricing decision also affects the MTS versus MTO decision and the inventory management strategy. This leads to interesting questions about the relation between pricing, the MTS versus MTO decision, and priority rules used. A similar line of research is of interest for hybrid MTS/MTO systems as a whole, as Helia Yousefnejad (Citation2018) are the only authors to study the pricing problem. Their work may serve as a suitable starting point for further research.
4.1.3. Floating hybrids
A vital aspect of floating hybrid production control is the order to product matching strategy when an order arrives. The matching can be immediate, delayed in case a more desirable order might arrive momentarily, or later modified. Moreover, the pipeline search strategy is of equal importance, where products can be matched to finished products, intermediate products, or a production order can be initiated. Another aspect unique to the floating setting is the occurrence of orphans due to a large product portfolio, where dealing with them becomes an important issue due to holding costs. When the setting permits modification of orphans, it is important to decide when to wait for a (partial) match with a customer order and when to discard the orphan. While there are few analytic results for floating hybrids, (Altendorfer and Minner Citation2014) do make an analytic contribution. Their work introduces a stylised model that can help develop intuition for researchers new to the field and serve as a starting point for more advanced floating hybrid models. Since the CODP is not fixed but determined by the pipeline search strategy, floating hybrid systems share some similarities with sequential hybrid systems. However, floating hybrid production control considers research questions that are unique to this type of hybrid system.
What should be the pipeline search strategy to match customer orders with (intermediate) products? (See e.g. Brabazon and MacCarthy Citation2006; Zhang et al.Citation2015)
When and how should products be produced in anticipation of demand? (See e.g. Akinc and Meredith Citation2009; Morikawa, Takahashi, and Hirotani Citation2014)
How to deal with orphans? (See e.g. Akinc and Meredith Citation2006, Citation2009)
In Section 3.4 we made the observation that most papers focus on the production strategy of floating hybrid systems. In particular, the pipeline search strategy and order to item matching strategies have been examined extensively. However, we also observed that the performed research had gaps. It was observed that one stream revolves around MTF research, while another revolves around VBTO research. These streams have negligible overlap despite their similarities in systems studied. Consequently, it will be interesting to study these approaches using a system that permits policies from both streams. Such a study will lead to improved understanding in the performance of these developed production strategies, potentially motivating collaboration between researchers. A direct comparison in terms of performance and analytic properties would be a valuable addition to both fields. In this regard, (Altendorfer and Minner Citation2014) may provide a suitable starting point. By extending the developed model with additional production steps, a direct comparison between different approaches may become possible.
Moreover, we see that orphan management is an important topic in the MTF stream. Understanding the sensitivity of different strategies to the holding costs will provide important insights into the effectiveness of different mechanics used by those strategies. Such insights may guide the development of floating hybrid strategies for a broader range of settings, where holding costs are less stringent. Conversely, the incorporation of orphan management in VBTO-type strategies remains an open research challenge. Finally, we observed that production strategies developed in the MTF stream have not yet been compared to simple policies nor policies from practice. It is necessary to perform such benchmark studies in order to improve credibility of the developed methods and understand the impact of smart policies on system performance. As of yet, this remains an open research challenge.
Eivazy, Rabbani, and Ebadian (Citation2009) considers order release and dispatching (priority rules) in the complex semiconductor industry. While dispatching denotes the parallel setting in case a workstation is responsible for both MTS and MTO production steps, the decoupling of products at different points also indicates an element of sequential hybrid production control. However, Eivazy, Rabbani, and Ebadian (Citation2009) consider a complex system requiring intricate production rules, impeding the development of intuition with regards to the behaviour of the system following these rules. The utilisation of both sequential and parallel hybrids is an interesting combination that deserves further study. The development of a stylised model to understand the impact of the combined CODP placement decision, inventory management strategy, and priority rules (dispatching) will yield important managerial insights. Finally, we note that most of the research directions suggested in this section are aimed at theoretical results. On the other hand, the implications of implementing existing or future policies has received no attention to date. For practitioners it will be of value to further study the trade-off of operational costs versus operational complexity. For instance, for parallel hybrid systems, understanding of the costs versus complexity trade-off can be enhanced through the comparison of optimal hybrid production control policies to situations where all CODPs are placed at the same position. It is important to understand the trade-off between complexity and cost reduction in order to determine when it is worth implementing a complex production control strategy over a simpler one.
In Section 2 we proposed a classification of different types of hybrid production control. We made a distinction between different types of hybrids due to their different nature. In this section we validated the choice of this distinction by showing that each type of hybrid production control studies research questions unique to their setting. In the previous we have discussed the research perspectives on hybrid systems with regards to sequential, parallel, and floating production control. In the following section we proceed by discussing the types of production systems considered by these streams of hybrid production control and derive relevant research questions.
4.2. Production systems
Papers on sequential hybrid systems have focused almost solely on linear production systems, as was observed in Section 3.2. The vast majority of manuscripts consider a two-stage linear process (10 out of 15), and show that this system both has relevance in practice and permits analytic results. Similarly, (Cid Yáñez et al. Citation2009; Perona, Saccani, and Zanoni Citation2009; Renna Citation2015; Sun et al. Citation2008) also consider a linear system but with additional stages. The observation is unsurprising, as sequential hybrid production control is relevant if MTS and MTO are used in sequence (see Definition 1). The exception to the above are (Sun et al. Citation2008; Yimer and Demirli Citation2010), who study a network and flowshop rather than a linear system. The former studies the optimal CODP position for a flowshop with two echelons, providing an interesting connection to assembly networks and ATO research. The latter studies a larger system from a supply chain point of view, but with a fixed CODP. The links from sequential hybrids to ATO and supply chain networks deserve further exploration, as it will be interesting to develop and compare control strategies in the sequential hybrid discipline to strategies from these fields. Such research would also benefit the assembly system research community.
Contrary to sequential hybrids, research on parallel hybrid production control frequently takes a more localised approach by considering a singular system. A total of 25 out of 37 of the reviewed parallel hybrid papers consider a singular system. Such a system is the most straightforward to model and analyse and is a natural choice for initial or stylised research. For instance, Alptekinoğlu and Corbett (Citation2010), Carr et al. (Citation1993), or Chang and Lu (Citation2010) characterise the optimal policy by using a stylised model. However, studies on singular systems also have practical relevance as shown by Carr and Duenyas (Citation2000) and Ellabban and Abdelmaguid (Citation2019) amongst others. More challenging settings are considered in the form of linear systems by Adan and Van der Wal (Citation1998) and Tsubone, Ishikawa, and Yamamoto (Citation2002) for example, or in the form of job shops by Chang and Lu (Citation2010) and Eivazy, Rabbani, and Ebadian (Citation2009). Such research is frequently motivated by a practical setting entailing complex production environments, resulting in the consideration of as many as 24 workstations. Particularly papers considering the semiconductor industry consider such complex settings, where the focus lies on both order release and priority rules to deal with this complicated setting. Unfortunately, this frequently means a highly tailored solution with limited generalizability. Much of the research into job shops is recent, which is unsurprising considering the growth of research into job shops as a whole (Chaudhry and Ali Khan Citation2016).
Finally, floating hybrids have been heavily influenced by the assembly industry. This type of assembly takes place in linear systems, as studied in Akinc and Meredith (Citation2006), Brabazon and MacCarthy (Citation2004), or Turner and Williams (Citation2005) for example. When it is possible to add different options at each assembly step the number of possible final products grows rapidly in the number of components and steps, resulting in linear systems that are challenging to control. On the other hand, (Altendorfer and Minner Citation2014; Calle and González-R Citation2012; Calle et al. Citation2016) study a singular system in a stylised setting. These studies have included aeroplane and car production plants in the form of linear systems. It is a natural extension to consider a (practical) assembly system with converging production steps instead of a linear assembly plant. Here, the sequential hybrid system considered by Sun et al. (Citation2008) may provide a suitable starting point for future research.
The discussion on different types of systems is strongly linked to the type of production control considered. Linear systems are frequently studied in the context of sequential as well as floating hybrid production control, although also occasionally addressed by parallel hybrids. While the fields of linear and floating hybrids have not intersected thus far, a comparison using a linear system that permits policies from both fields will be an interesting direction for research. Such a comparison would be of great added value as it provides a direct link between fields and allow for better identification of the strengths and weaknesses of methods from both types of hybrid research. Linear or aggregate systems are most frequently addressed in parallel hybrid research, and in some cases by research into floating hybrids. Again, we argue that a comparison between methods from both fields on a singular system will enhance insight into both approaches. Finally, job shops are solely studied in parallel hybrid research. Next, we conclude the section by discussing general research perspectives on hybrid production control.
4.3. Further research
In Sections 4.1 and 4.2 we discussed relevant research directions related to the production control and systems considered by hybrid research. Next, we consider research perspectives beyond these aspects, which are related to time-varying demand, supply chain disruptions, and information technology.
The real-world data introduced by Köber and Heinecke (Citation2012) shows that for a given product the P/D ratio and demand volatility can shift dramatically over time due to seasonality and supply chain events. Clearly, it would be wise to adapt to such changes. However, even if the seasonality can be predicted, it is an interesting and non-trivial question of when and how to update the CODP and inventory levels. This point is corroborated by the McDonald's example. Even if we know that demand will increase around dinner time, it must still be decided when, what, and how much to stock and when to stop stocking. In such a case, the frequency of CODP review points becomes an important parameter. Interestingly, very little attention has been paid to this aspect in the discussed sequential and parallel hybrid papers. In this regard, floating hybrid strategies might provide inspiration as systems may be able to adapt automatically to such fluctuations. In such a case it is also important to quantify the value of a continuously reviewed policy (no fixed review period) as opposed to a periodically reviewed policy (fixed review period). Contrary to seasonality, supply chain disruptions (e.g. strikes, natural disasters or pandemics) will cause unpredictable and significant changes in demand. Expanding hybrid research towards areas such as supply chain resilience will therefore be of added value for both practitioners and researchers. The increasing academic relevance is corroborated by observing that this field experiences increasing attention from researchers (Hohenstein et al. Citation2015).
While we conclude that seasonality and supply chain disruptions play an important role in production control, their effects are transient. On the other hand, works such as Chang et al. (Citation2003), Federgruen and Katalan (Citation1999) and Ellabban and Abdelmaguid (Citation2019) have recognised that some industries are experiencing a permanent transition from pure MTO or pure MTS to a parallel MTS/MTO hybrid setting. While some papers have quantified the impact of using a hybrid strategy over a pure strategy, very few consider the challenges and implications of implementing such a policy in practice. Obtaining (industry-specific) managerial insights on how to achieve this transition as best as possible is an interesting direction for future research.
Hybrid production control has demonstrated significant potential over other, simpler approaches. However, these improvements often come at the cost of complexity, leading to implementation challenges in practice. In order to facilitate the implementation of such complex policies in the real world, advanced information technology is necessary. In this regard, the internet of things is an important concept, which lets products to send and receive relevant data, thus enabling network data transfer without human interaction. This development can facilitate the information provision necessary to operate complex production planning and control strategies (Jeschke et al. Citation2017). Utilising this concept in the context of hybrid production control remains an open research challenge.
As the research communities into the different types of hybrid production control appear fragmented, we feel their combined communities would benefit strongly from collaboration. We hope that this paper provides a starting point for such a development, as we have highlighted the similarities and various future directions for research into hybrid MTS/MTO production control as a whole. Having highlighted research perspectives, we continue by providing an overview of industrial applications of hybrid research in Section 5.
5. Industrial perspectives
This section discusses the industries by which hybrid MTS/MTO research has been inspired the industries to which hybrid MTS/MTO research has been applied. Most of the papers reviewed in Section 3 consider a general setting and analyse a stylised model. Some papers claim inspiration from practice, although only few perform an actual case study. However, the area of application of these papers provides insight into the richness of the research field and its practical relevance. The aim of this section is to outline research on hybrid production control developed in a practical context, to categorise the research by type of production, and to develop insights with regards to (under)studied areas of application.
Hayes (Citation1979) classify the relations between manufacturing processes and product portfolios. The authors indicate that a distinction can be made between job shop, batch, assembly line, and continuous production. These types of production are arranged from high to low demand variability, and low to high speed of flow. In this context, job shop production denotes a production environment that manufactures many products with high demand variability. Note that the classification from Hayes (Citation1979) does not account for a mix of the demand variability and flow speed properties, which is often encountered in settings where hybrid production control is applicable (e.g. high-volume and predictable demand is produced as MTS, while low-volume and unpredictable demand is produced as MTO). Despite this concern we continue with this classification scheme to discuss related research, as we have been able to group all industries under these classes of systems. We discuss job shop production in Section 5.1, assembly line production in Section 5.2, and continuous production in Section 5.3. The section on batch production is notably absent, as no papers on hybrid systems treat batch production in a practical context. We conclude this section with (managerial) insights derived from the discussion of related papers in Section 5.4.
5.1. Job shop production
Job shop production is synonymous with the production of highly customised products made in small volumes. Many types of industries fall under this umbrella, resulting in contributions from many different perspectives. Specifically, hybrid production control has been applied in the context of semiconductor device, bicycle messenger bag, laptop assembly, agricultural machinery, load lifter, wood industry product, machine tool, and injection mould production.
Several researchers draw inspiration from the semiconductor industry to develop parallel hybrid production control policies. This industry is known for its highly complex, yet high volume production. Chang et al. (Citation2003) consider an integrated device manufacturing plant using MTS that wishes to enter the MTO-based foundry business for strategic reasons. They develop a heuristic production activity control model to schedule and control manufacturing. Wu, Jiang, and Chang (Citation2008) instead take the perspective of a foundry, which has insufficient MTO orders in low-demand seasons to utilise all capacity. As a result, the plant looks to utilise MTS for any surplus capacity. Rezaie, Eivazy, and Nazari-Shirkouhi (Citation2009), Eivazy, Rabbani, and Ebadian (Citation2009) and Eivazy and Rabbani (Citation2009) focus on job dispatching in a semiconductor shop setting producing both MTO and MTS products. Lastly, the aggregate view taken by Lin, Spiegler, and Naim (Citation2018) permit the study of the system dynamic behaviour of a semiconductor plant in a sequential hybrid setting.
A mass-customisation perspective is taken by Cattani, Dahan, and Schmidt (Citation2010), who perform a case study of a bicycle messenger bag manufacturer. The manufacturer offers both customised and standard products through an online channel, corresponding to a parallel hybrid setting. The authors show that outsourcing MTS production is not recommended for the manufacturer. Chang and Lu (Citation2010) instead adopt an example from laptop assembly, distinguishing between regular demand and special demand for custom laptops at the main assembly station. Although stylised, the authors provide managerial insights on the sensitivity of different measures to the base-stock level. Köber and Heinecke (Citation2012) work together with a producer of agricultural machinery and illustrate the demand to be volatile. Furthermore, customers are demanding, and profit margins are small, forcing the manufacturer to apply a parallel hybrid strategy. They introduce a methodology to evaluate different production strategies in assistance to deciding on production control. Khakdaman et al. (Citation2015) apply their planning model at a manufacturer of load lifters. Incorporating four scenarios, their robust optimisation model is able to find an optimal production plan in this parallel hybrid setting. Rafiei and Rabbani (Citation2012) perform a case study at a wood industry manufacturing company, which is modelled as a job shop. They use a parallel hybrid approach, significantly outperforming current practice.
Raturi et al. (Citation1990) perform case studies at machine tool manufacturers that operate using a floating hybrid system. This environment comprises short order lead times, long production lead times, high holding costs and a large product portfolio. They map the mechanisms used by different companies to deal with the challenges in this production environment and classify them as complexity reduction, uncertainty reduction and slack resources. Akinc and Meredith (Citation2009) apply floating hybrid control to a manufacturer of injection moulding equipment. By permitting the modification of (un)finished products, matching items to orders becomes possible at a cost. Akinc and Meredith (Citation2006) instead focus on capacity allocation and order rejection for the same injection moulding manufacturing setting, although they consider a more stylised version of the problem.
Practitioners that operate in a job shop production setting will find value in the above research. Researchers have studied aspects of production control, production planning, and capacity planning in this context. Both parallel and floating hybrid production control has been applied in this setting, considering a variety of systems and industries. Interestingly, sequential hybrid production control is absent from this list, except for a system dynamics analysis of a semiconductor plant. However, as linear systems have been considered, sequential hybrid control may be interesting to consider in these settings.
5.2. Assembly line production
Next, we consider research that have studied assembly line production in the context of hybrid production control. Assembly line production is associated with the production of products with limited complexity and relatively high volume. In this context we discuss scientific contributions studying the consumer product, aerospace and automotive industries.
A consumer product company has inspired Rajagopalan (Citation2002) to develop a nonlinear integer programming model, as well as an efficient heuristic to tackle real world cases. They implement their model at a customer, which minimises cost and obtains the desired waiting time. One of the drivers behind floating hybrid production control has been the aerospace industry. In this industry there are many production steps that do not allow postponement, each comprising some customer-specific addition. Meredith and Akinc (Citation2007) study this setting where modification of work-in-progress is allowed and executed once the MTF strategy matches an order to a product. The challenge becomes deciding which product to match to which customer order, and when to dispose of remaining stock (or orphans).
While MTF entails a very specific production setting, there are many similarities to the automotive industry. Here, all products enter production with a full specification that remains unchanged unless matched to a different customer order. This context is studied by for example Brabazon and MacCarthy (Citation2004). They introduce and apply VBTO to search the production pipeline for a suitable product for a customer order. The primary difference with the MTF setting is that there is no customer lead time constraint, but a lateness penalty is incurred instead. Furthermore, in this paper order inter-arrival times are assumed to be constant and matching the production speed exactly. Brabazon and MacCarthy (Citation2006) extend the VBTO analysis and compare it to strategies with less options for order fulfilment. Later, Brabazon et al. (Citation2010) also consider the option to reconfigure products in the pipeline and inter-dealer trading, leading to large improvements in terms of inventory levels, lead times, and order fulfilment rates. Calle and González-R (Citation2012) improve VBTO by incorporating information on already stocked products, reducing stock levels and waiting times. Turner and Williams (Citation2005) instead consider the car manufacturing supply chain and use real data from the UK car market to study the performance of different production strategies. Helia Yousefnejad (Citation2018) model a different type of car manufacturing company, which is characterised as a two-stage production process. By modelling the sequential production control problem as a Stackelberg game, they significantly increase profit based on data from a case study company. Lastly, Iravani, Liu, and Simchi-Levi (Citation2012) look at an automobile part supplier receiving orders from and OEM and the aftermarket, in a parallel hybrid setting.
Interestingly, floating hybrid research is almost solely responsible for the scientific contributions of hybrid production control in the context of assembly line production. Moreover, in addition to assembly line products (aeroplanes, cars), this class of control has also been applied to injection moulding equipment manufacturing, which is classified as job shop production. This suggests that floating hybrid production control can be applied to a wide range of systems and deserves further study. Although application of sequential and parallel production control to the above industries is an interesting research direction, practitioners in the context of assembly line production should first investigate the applicability of floating hybrid production control to their system.
5.3. Continuous production
Finally, we discuss the contributions of hybrid production control in the context of continuous production. This type of production is synonymous to mass production, where large volumes of products with low complexity are made. Interestingly, there is room for applying advanced hybrid production control strategies in this context. Specifically, contributions considering food, timber, steel, steel wire, aluminium frames, glass, glass tube, and cloud manufacturing production are discussed.
The food industry studied by Akkerman, Van Der Meer, and Van Donk (Citation2010) is particularly challenging. They consider the production control of a flour mill, which is modelled as a linear production system. The focus of the paper lies on CODP positioning and thus takes the form of a sequential hybrid. Cid Yáñez et al. (Citation2009) consider sequential hybrid control in a timber processing plant. There are similarities to the food processing industry, as the timber processing is also a few-to-many industry. As the industry sees smaller and fewer orders, it is forced to integrate MTO production in a previously pure MTS situation.
The steel industry has also been a source of inspiration. This competitive market is characterised by demand from two types of customers: regular high-volume orders (e.g. automotive industry) that need to be supplied on short notice, and irregular demand from other customers at a market-standard price. The production process consists of some basic production steps, with the exception of the final step where product flows diverge strongly. In this industry plants are inflexible due to their size and considering the aforementioned customer types it is not surprising that research has focused primarily on parallel hybrid production control. For example, Gupta and Wang (Citation2007) study capacity management in a general setting but are motivated by interactions with an integrated steel mill that produces thousands of variations of steel coils. Denton, Gupta, and Jawahir (Citation2003) work with an integrated steel mill to modify the number and quantity of stocked items. Due to intense competition the mill aims to differentiate itself from competitors through reliability and low customer lead times. As a result, the mill has changed from a pure MTO to a hybrid production setting. Perona, Saccani, and Zanoni (Citation2009) present a case study on a steel wire company. The CODP positioning is treated and the paper further focuses on applying simple policies to allow an implementation in practice. In a similar vein, Fernandes, Silva, and Carmo-Silva (Citation2015) study a two-stage production system, motivated by a aluminium profile manufacturer, which stocks semi-finished products. Due to the large product portfolio, products are only completed to customer specification when demand arrives. Zhang et al. (Citation2015) use customer data to test three algorithms on a three-stage steel factory, aiming to minimise costs.
Other industries include the glass industry as studied by Carr and Duenyas (Citation2000). Here, a company is considered that produces windows for OEM and aftermarket companies in the automotive industry. The OEMs require timely delivery, while providing large and constant demand. Aftermarket companies provide sporadic limited demand with higher profit margins. The OEMs are served by an MTS strategy, while the aftermarket companies are served by an MTO strategy requiring parallel hybrid production control. In a different setting, Ellabban and Abdelmaguid (Citation2019) study a glass tube production setting, where decreasing demand has forced a manufacturer to move from pure MTS to a hybrid MTS/MTO control. A different situation is studied by Wang et al. (Citation2019), who are motivated by a cloud manufacturing setting. There is continuous and predictable demand from long-term customers that is produced to stock, and demand from cloud orders that is unpredictable, is produced to order, but can also be rejected.
Both sequential and parallel hybrid production control have been frequently applied to continuous production settings, while this setting is only considered once by floating hybrid research. These contributions have found notable use in few-to-many industries. For instance, research has treated sectors involving food, steel, or glass production, which start off with a few types of raw material, which is then processed into a wide range of end products. Research such as Akkerman, Van Der Meer, and Van Donk (Citation2010) or Denton, Gupta, and Jawahir (Citation2003) have had to utilise domain knowledge to make their models realistic and their solution methods tractable. As such, practitioners looking to apply hybrid production control are wise to incorporate knowledge from the problem setting in their control strategy.
5.4. Managerial insights
We see that hybrid control is applicable to strongly different industries. As such, many practitioners and decision makers in the field will profit from utilising existing research, or adapting research to a comparable production setting. However, a few notable gaps in applied research remain. Both parallel and floating hybrid production control have been applied to job shop production. However, although linear systems are treated, no sequential hybrid production control is applied despite its similarities to floating hybrids. Investigating a sequential hybrid system in this practical context would provide novel insights. Similarly, assembly line production has almost solely been studied in the context of floating hybrids. In this regard, practical studies into assembly line production that utilise sequential or parallel production control would constitute novel scientific contributions. A similar conclusion can be drawn for research into continuous production, where floating hybrid production control has only been utilised once. Finally, we note that no papers consider batch production in practice. Interestingly, papers such as Williams (Citation1984) or Almehdawe and Jewkes (Citation2013) do study batching in a theoretical setting, providing relevant contributions for those who wish to apply hybrid production control in a practical batch production setting.
Highly engineered items produced in a job shop production context, such as the aerospace or injection moulding industry encounter challenging settings with short customer lead times, high levels of customisability and high holding costs. MTF has been developed specifically to deal with these challenges, and the authors indicate uses for this strategy in industries with similar hallmarks including car, mainframe computer, nuclear pressure vessel, large machine tool, construction equipment, and residential housing production. As a result, this research might benefit from influences of project planning strategies. In the context of assembly line production, several novel policies such as VBTO or MTF have been developed. We expect that assembly line industries with shared characteristics such as the computer assembly or the electronics industry will benefit from utilising these new production strategies and derived managerial insights. Finally, we have also seen that continuous production concerning the processing of raw material, such as in the food, steel and glass industries are strongly driven by their customers and suffer from a strongly divergent production process. As such, finding good parallel and sequential production strategies here is important, and especially challenging in the food industry that deals with perishability. Due to the similarities to for example the chemical and pharmaceutical industry, we expect opportunities to apply previously developed strategies there and potentially impact the industry greatly.
Clearly, the area of application of hybrid production control is broad in practice, and broader than the papers referenced, and examples presented here. Finally, we conclude the paper with a summary of its contributions and conclusions in Section 6.
6. Conclusions and future research
This work contains an overview of literature related to hybrid MTS/MTO production control. Hybrid MTS/MTO production control concerns the control of systems that use a combination of forecast-driven (MTS), and demand-driven (MTO) production control. No review paper on this topic has been published to date, which necessitated the classification of existing work in different categories. The taxonomy proposed in this paper distinguishes three types of hybrid production control: (1) sequential hybrid MTS/MTO production control manages the manufacturing of a product, produced using MTS production steps and MTO production steps in sequence, (2) parallel hybrid MTS/MTO production control manages a production resource that is responsible for an MTS production step of at least one product, and responsible for an MTO production step of at least one product at the same time, and (3) floating hybrid MTS/MTO production control manages the production steps of a product, in which the CODP of the product is allowed to float, or move implicitly between production steps.
The taxonomy was used to identify related literature in an extensive literature search. An overview of relevant publications per time period showed that the field of hybrid production control is growing significantly. An overview of research per type of production system indicated that singular (aggregate) systems were researched most together with linear systems, followed by job shops and flow shops. Subsequently, research was reviewed and categorised according to the proposed taxonomy, and research questions answered by this research were summarised. Papers typically compared hybrid production control to pure MTO or MTS strategies. Interestingly, nearly all research showed (significant) improvements over pure policies, highlighting the power of hybrid production control from a performance point of view.
The discussion on hybrid MTS/MTO production control research revealed interesting avenues for future research. We identified potential research directions on hybrid production control and production systems, including the combined use of sequential and parallel hybrid production control and the development of stylised models to develop intuition. In addition, topics such as utilising hybrid production control to deal with seasonality, supply chain disruptions, or changing industries provide interesting directions for research. Finally, it was shown that many authors were motivated by practice, highlighting the close relation between hybrid MTS/MTO production control and practice, and that there are many opportunities to make an impact there. The industries in which hybrid production control was studied varied strongly, indicating that the research into this topic is broadly applicable. By using the classification scheme introduced by Hayes (Citation1979) we were able to identify gaps in the current literature that considers industry. For instance, some combinations of hybrid production control and manufacturing setting have not yet been studied, and batch production has not yet been treated in literature on hybrids. Moreover, the study on practical contributions also yielded managerial insights for practitioners that are looking to utilise hybrid production control in their setting.
Deciding on an appropriate PPC method is a crucial strategic decision for any company. Signals from practice indicate that MTS or MTO as traditional methods of production control no longer meet practical requirements, and companies are looking beyond pure MTS or MTO production control to manage their system. All variations of hybrid MTS/MTO production control are therefore a valuable addition to the toolbox available to practitioners, especially those in a competitive market. These hybrid strategies are not only of interest in practice, but also from a research point of view. The growing list of literature discussed in this paper corroborates this observation. We hope that the review of hybrid production control literature in this paper sparks the interest of other researchers and motivates them to advance the field further as there are many avenues for interesting and relevant research from both a practical and academic point of view.
Acknowledgments
We would like to thank three anonymous referees and the editor-in-chief for their valuable comments that improved the quality of the manuscript greatly. We are grateful to A.H. Sampaio Oliveira for his contributions to the work that eventually led to this paper.
Disclosure statement
No potential conflict of interest was reported by the author(s).
References
- Adan, Ivo J. B. F., and Jan Van der Wal. 1998. “Combining Make to Order and Make to Stock.” Operations-Research-Spektrum 20 (2): 73–81.
- Akinc, Umit, and Jack R. Meredith. 2006. “Choosing the Appropriate Capacity for a Make-to-Forecast Production Environment using a Markov Analysis Approach.” IIE Transactions 38 (10): 847–858.
- Akinc, Umit, and Jack R. Meredith. 2009. “Modeling the Manager's Match-or-Wait Dilemma in a Make-to-Forecast Production Situation.” Omega 37 (2): 300–311.
- Akkerman, Renzo, Dirk Van Der Meer, and Dirk Pieter Van Donk. 2010. “Make to Stock and Mix to Order: Choosing Intermediate Products in the Food-Processing Industry.” International Journal of Production Research 48 (12): 3475–3492.
- Almehdawe, Eman, and Elizabeth Jewkes. 2013. “Performance Analysis and Optimization of Hybrid Manufacturing Systems under a Batch Ordering Policy.” International Journal of Production Economics 144 (1): 200–208.
- Alptekinoğlu, Aydın, and Charles J. Corbett. 2010. “Leadtime-Variety Tradeoff in Product Differentiation.” Manufacturing & Service Operations Management 12 (4): 569–582.
- Altendorfer, Klaus, and Stefan Minner. 2014. “A Comparison of Make-to-Stock and Make-to-Order in Multi-Product Manufacturing Systems with Variable Due Dates.” IIE Transactions 46 (3): 197–212.
- Beemsterboer, Bart, Martin Land, and Ruud Teunter. 2016. “Hybrid MTO-MTS Production Planning: An Explorative Study.” European Journal of Operational Research 248 (2): 453–461.
- Beemsterboer, Bart, Martin Land, and Ruud Teunter. 2017. “Flexible Lot Sizing in Hybrid Make-to-Order/Make-to-Stock Production Planning.” European Journal of Operational Research 260 (3): 1014–1023.
- Beemsterboer, Bart, Martin Land, Ruud Teunter, and Jos Bokhorst. 2017. “Integrating Make-to-Order and Make-to-Stock in Job Shop Control.” International Journal of Production Economics 185: 1–10.
- Blanchard, Dave. 2010. “Dell Reinvents its Supply Chain.” Accessed October 15, 2018. https://www.industryweek.com/blog/dell-reinvents-its-supply-chain.
- Brabazon, Philip G., and Bart MacCarthy. 2004. “Virtual-build-to-Order as a Mass Customization Order Fulfilment Model.” Concurrent Engineering 12 (2): 155–165.
- Brabazon, Philip G., and Bart MacCarthy. 2006. “Fundamental Behaviour of Virtual-build-to-Order Systems.” International Journal of Production Economics 104 (2): 514–524.
- Brabazon, Philip G., Bart MacCarthy, Andrew Woodcock, and Robert W. Hawkins. 2010. “Mass Customization in the Automotive Industry: Comparing Interdealer Trading and Reconfiguration Flexibilities in Order Fulfillment.” Production and Operations Management 19 (5): 489–502.
- Calle, Marcos, and Pedro L. González-R. 2012. “Improved Virtual Build to Order.” In IEEE 17th Conference on Emerging Technologies & Factory Automation (ETFA), 2012, 1–4. IEEE.
- Calle, Marcos, Pedro L. González-R, Jose M. Leon, Henri Pierreval, and David Canca. 2016. “Integrated Management of Inventory and Production Systems Based on Floating Decoupling Point and Real-Time Information: A Simulation Based Analysis.” International Journal of Production Economics181: 48–57.
- Carr, Scott, and Izak Duenyas. 2000. “Optimal Admission Control and Sequencing in a Make-to-Stock/Make-to-Order Production System.” Operations Research 48 (5): 709–720.
- Carr, Stuart A., A. Refik Güllü, Peter L. Jackson, and John A. Muckstadt. 1993. “An Exact Analysis of a Production-Inventory Stretegy for Industrial Suppliers.” Technical Report. Cornell University Operations Research and Industrial Engineering.
- Cattani, Kyle D., Ely Dahan, and Glen M. Schmidt. 2010. “Lowest Cost May not Lower Total Cost: Using ‘Spackling’ to Smooth Mass-Customized Production.” Production and Operations Management19 (5): 531–545.
- Chang, Kuo-Hwa, and Yang-Shu Lu. 2010. “Queueing Analysis on a Single-Station Make-to-Stock/Make-to-Order Inventory-Production System.” Applied Mathematical Modelling 34 (4): 978–991.
- Chang, Sheng-Hung, Ping-Feng Pai, Kuo-Jung Yuan, Bo-Chang Wang, and Rong-Kwei Li. 2003. “Heuristic PAC Model for Hybrid MTO and MTS Production Environment.” International Journal of Production Economics 85 (3): 347–358.
- Chaudhry, Imran Ali, and Abid Ali Khan. 2016. “A Research Survey: Review of Flexible Job Shop Scheduling Techniques.” International Transactions in Operational Research 23 (3): 551–591.
- Chen, Xu, Allen H. Tai, and Yi Yang. 2014. “Optimal Production and Pricing Policies in a Combined Make-to-Order/Make-to-Stock System.” International Journal of Production Research 52 (23): 7027–7045.
- Choi, H. C. P. 2014. “Benefits of Additional Make-to-Stock Channel with Price Control Characteristic to Make-to-Order Channel.” International Journal of Supply Chain Management 3 (2): 77–84.
- Cid Yáñez, Fabian, J.-M. Frayret, François Léger, and Alain Rousseau. 2009. “Agent-Based Simulation and Analysis of Demand-Driven Production Strategies in the Timber Industry.” International Journal of Production Research 47 (22): 6295–6319.
- Denton, Brian, Diwakar Gupta, and Keith Jawahir. 2003. “Managing Increasing Product Variety at Integrated Steel Mills.” Interfaces 33 (2): 41–53.
- Eivazy, H., and M. Rabbani. 2009. “An Efficient Dispatching Method in the Hybrid Make-to-Stock/Make-to-Order Semiconductor Manufacturing Systems.” In International Conference on Computers & Industrial Engineering, 2009. CIE 2009, 1763–1768. IEEE.
- Eivazy, H., M. Rabbani, and M. Ebadian. 2009. “A Developed Production Control and Scheduling Model in the Semiconductor Manufacturing Systems with Hybrid Make-to-Stock/Make-to-Order Products.” The International Journal of Advanced Manufacturing Technology 45 (9-10): 968.
- Ellabban, Ahmed, and Tamer Abdelmaguid. 2019. “Optimized Production Control Policy for Hybrid MTS-MTO Glass Tube Manufacturing Using Simulation-Based Optimization.” In 2019 8th International Conference on Industrial Technology and Management (ICITM), 252–256. IEEE.
- Federgruen, Awi, and Aliza Heching. 1999. “Combined Pricing and Inventory Control under Uncertainty.” Operations Research 47 (3): 454–475.
- Federgruen, Awi, and Ziv Katalan. 1999. “The Impact of Adding a Make-to-Order Item to a Make-to-Stock Production System.” Management Science 45 (7): 980–994.
- Fernandes, Nuno O., Cristóvão Silva, and S. Carmo-Silva. 2015. “Order Release in the Hybrid MTO–FTO Production.” International Journal of Production Economics 170: 513–520.
- Gupta, Diwakar, and Saif Benjaafar. 2004. “Make-to-Order, Make-to-Stock, or Delay Product Differentiation? A Common Framework for Modeling and Analysis.” IIE Transactions 36 (6): 529–546.
- Gupta, Diwakar, and Lei Wang. 2007. “Capacity Management for Contract Manufacturing.” Operations Research 55 (2): 367–377.
- Hadj Youssef, Khaled, Christian Van Delft, and Yves Dallery. 2004. “Efficient Scheduling Rules in a Combined Make-to-Stock and Make-to-Order Manufacturing System.” Annals of Operations Research 126 (1-4): 103–134.
- Hadj Youssef, Khaled, Christian van Delft, and Yves Dallery. 2009. “Analysis and Optimization of a Combined Make-to-Stock and Make-to-Order Multiproduct Manufacturing System.” Advances in Decision Sciences. doi:10.1155/2009/716059.
- Hadj Youssef, Khaled, Christian Van Delft, and Yves Dallery. 2018. “Priority Optimization and Make-to-Stock/Make-to-Order Decision in Multiproduct Manufacturing Systems.” International Transactions in Operational Research 25 (4): 1199–1219.
- Hayes, Robert H. 1979. “Link Manufacturing Process and Product Life Cycle.” Harvard Business Review 133–140. https://hbr.org/1979/01/link-manufacturing-process-and-product-life-cycles.
- Hedenstierna, Philip, and Amos H. C. Ng. 2011. “Dynamic Implications of Customer Order Decoupling Point Positioning.” Journal of Manufacturing Technology Management 22 (8): 1032–1042.
- Hoekstra, S., J. Romme, and S. M. Argelo. 1992. Integral Logistic Structures: Developing Customer-oriented Goods Flow. Industrial Press.
- Hohenstein, Nils-Ole, Edda Feisel, Evi Hartmann, and Larry Giunipero. 2015. “Research on the Phenomenon of Supply Chain Resilience: A Systematic Review and Paths for Further Investigation.” International Journal of Physical Distribution & Logistics Management 45 (1/2): 90–117.
- Hopp, Wallace J., and Mark L. Spearman. 2001. Factory Physics. New York: Mcgraw-Hill.
- Hopp, Wallace J., and Mark L. Spearman. 2004. “To Pull or Not to Pull: What is the Question?” Manufacturing & Service Operations Management 6 (2): 133–148.
- Hvam, Lars. 2006. “Mass Customisation in the Electronics Industry: Based on Modular Products and Product Configuration.” International Journal of Mass Customisation 1 (4): 410–426.
- Iravani, Seyed M. R., Tieming Liu, and David Simchi-Levi. 2012. “Optimal Production and Admission Policies in Make-to-Stock/Make-to-Order Manufacturing Systems.” Production and Operations Management 21 (2): 224–235.
- Jeschke, Sabina, Christian Brecher, Tobias Meisen, Denis Özdemir, and Tim Eschert. 2017. “Industrial Internet of Things and Cyber Manufacturing Systems.” In Industrial Internet of Things, 3–19. Springer.
- Kalantari, Mahdokht, Masoud Rabbani, and Mahmood Ebadian. 2011. “A Decision Support System for Order Acceptance/Rejection in Hybrid MTS/MTO Production Systems.” Applied Mathematical Modelling 35 (3): 1363–1377.
- Khakdaman, Masoud, Kuan Yew Wong, Bahareh Zohoori, Manoj Kumar Tiwari, and Rico Merkert. 2015. “Tactical Production Planning in a Hybrid Make-to-Stock–Make-to-Order Environment under Supply, Process and Demand Uncertainties: A Robust Optimisation Model.” International Journal of Production Research 53 (5): 1358–1386.
- Kingsman, Brian, Linda Hendry, Alan Mercer, and Antonio de Souza. 1996. “Responding to Customer Enquiries in Make-to-Order Companies Problems and Solutions.” International Journal of Production Economics 46: 219–231.
- Köber, Jonathan, and Georg Heinecke. 2012. “Hybrid Production Strategy between Make-to-Order and Make-to-Stock–a Case Study at a Manufacturer of Agricultural Machinery with Volatile and Seasonal Demand.” Procedia Cirp 3: 453–458.
- Lee, Hau L., and Corey Billington. 1995. “The Evolution of Supply-Chain-Management Models and Practice at Hewlett-Packard.” Interfaces 25 (5): 42–63.
- Lin, Junyi, and Mohamed M. Naim. 2019. “Why do Nonlinearities Matter? The Repercussions of Linear Assumptions on the Dynamic Behaviour of Assemble-to-Order Systems.” International Journal of Production Research 57 (20): 6424–6451.
- Lin, Junyi, Virginia L. M. Spiegler, and Mohamed M. Naim. 2018. “Dynamic Analysis and Design of a Semiconductor Supply Chain: A Control Engineering Approach.” International Journal of Production Research 56 (13): 4585–4611.
- Meredith, Jack R., and Umit Akinc. 2007. “Characterizing and Structuring a New Make-to-Forecast Production Strategy.” Journal of Operations Management 25 (3): 623–642.
- Morikawa, Katsumi, Katsuhiko Takahashi, and Daisuke Hirotani. 2014. “Make-to-Stock Policies for a Multistage Serial System under a Make-to-Order Production Environment.” International Journal of Production Economics 147: 30–37.
- Nguyen, Viên. 1998. “A Multiclass Hybrid Production Center in Heavy Traffic.” Operations Research46 (3-supplement-3): S13–S25.
- Olhager, Jan. 2003. “Strategic Positioning of the Order Penetration Point.” International Journal of Production Economics 85 (3): 319–329.
- Perona, Marco, Nicola Saccani, and Simone Zanoni. 2009. “Combining Make-to-Order and Make-to-Stock Inventory Policies: An Empirical Application to a Manufacturing SME.” Production Planning and Control 20 (7): 559–575.
- Pinedo, Michael. 2005. Planning and Scheduling in Manufacturing and Services. New York: Springer.
- Rafiei, Hamed, and Masoud Rabbani. 2012. “Capacity Coordination in Hybrid Make-to-Stock/Make-to-Order Production Environments.” International Journal of Production Research 50 (3): 773–789.
- Rafiei, Hamed, Masoud Rabbani, and Maryam Alimardani. 2013. “Novel Bi-Level Hierarchical Production Planning in Hybrid MTS/MTO Production Contexts.” International Journal of Production Research51 (5): 1331–1346.
- Rajagopalan, Sampath. 2002. “Make to Order or Make to Stock: Model and Application.” Management Science 48 (2): 241–256.
- Raturi, Amitabh S., Jack R. Meredith, David M. McCutcheon, and Jeffrey D. Camm. 1990. “Coping with the Build-to-Forecast Environment.” Journal of Operations Management 9 (2): 230–249.
- Renna, Paolo. 2015. “Production Control Policies for a Multistage Serial System Under MTO-MTS Production Environment.” The International Journal of Advanced Manufacturing Technology 83 (1-4): 449–459.
- Rezaie, K., H. Eivazy, and S. Nazari-Shirkouhi. 2009. “A Novel Release Policy for Hybrid Make-to-Stock/Make-to-Order Semiconductor Manufacturing Systems.” In Second International Conference on Developments in eSystems Engineering (DESE), 2009, 443–447. IEEE.
- Sharman, Graham. 1984. “Rediscovery of Logistics.” Harvard Business Review 5: 71–79.
- Shukla, Vinaya, and M Naim Mohamed. 2015. “Rogue Seasonality in Supply Chains: An Investigation and a Measurement Approach.” Journal of Manufacturing Technology Management 26 (3): 364–389.
- Soman, Chetan Anil, Dirk Pieter van Donk, and Gerard Gaalman. 2006. “Comparison of Dynamic Scheduling Policies for Hybrid Make-to-Order and Make-to-Stock Production Systems with Stochastic Demand.” International Journal of Production Economics 104 (2): 441–453.
- Song, Jing-Sheng, and Paul Zipkin. 2003. “Supply Chain Operations: Assemble-to-Order Systems.” Handbooks in Operations Research and Management Science 11: 561–596.
- Sox, Charles R., L. Joseph Thomas, and John O. McClain. 1997. “Coordinating Production and Inventory to Improve Service.” Management Science 43 (9): 1189–1197.
- Stevenson, Mark, Linda C. Hendry, and Brian G. Kingsman. 2005. “A Review of Production Planning and Control: The Applicability of Key Concepts to the Make-to-Order Industry.” International Journal of Production Research 43 (5): 869–898.
- Sun, X. Y., P. Ji, L. Y. Sun, and Y. L. Wang. 2008. “Positioning Multiple Decoupling Points in a Supply Network.” International Journal of Production Economics 113 (2): 943–956.
- Tsubone, H., Y. Ishikawa, and H. Yamamoto. 2002. “Production Planning System for a Combination of Make-to-Stock and Make-to-Order Products.” International Journal of Production Research 40 (18): 4835–4851.
- Turner, Kevin, and Geoff Williams. 2005. “Modelling Complexity in the Automotive Industry Supply Chain.” Journal of Manufacturing Technology Management 16 (4): 447–458.
- Wang, Zhen, Yuanqing Qi, Hairong Cui, and Jihui Zhang. 2019. “A Hybrid Algorithm for Order Acceptance and Scheduling Problem in Make-to-Stock/Make-to-Order Industries.” Computers & Industrial Engineering 127: 841–852.
- Wikner, Joakim, Mohamed M. Naim, Virginia L. M. Spiegler, and Junyi Lin. 2017. “IOBPCS Based Models and Decoupling Thinking.” International Journal of Production Economics 194: 153–166.
- Williams, T. M. 1984. “Special Products and Uncertainty in Production/Inventory Systems.” European Journal of Operational Research 15 (1): 46–54.
- Winands, Erik M. M., Ivo J. B. F. Adan, and Geert-Jan van Houtum. 2011. “The Stochastic Economic Lot Scheduling Problem: A Survey.” European Journal of Operational Research 210 (1): 1–9.
- Wu, Muh-Cherng, Jr-Hsiung Jiang, and Wen-Jen Chang. 2008. “Scheduling a Hybrid MTO/MTS Semiconductor Fab with Machine-Dedication Features.” International Journal of Production Economics112 (1): 416–426.
- Yimer, Alebachew D., and Kudret Demirli. 2010. “A Genetic Approach to Two-Phase Optimization of Dynamic Supply Chain Scheduling.” Computers & Industrial Engineering 58 (3): 411–422.
- Yousefnejad, Helia, and Maryam Esmaeili. 2018. “Tactical Production Planning in a Hybrid MTS/MTO System using Stackelberg Game.” Operational Research 1–19.
- Zennaro, Ilenia, Serena Finco, Daria Battini, and Alessandro Persona. 2019. “Big Size Highly Customised Product Manufacturing Systems: A Literature Review and Future Research Agenda.” International Journal of Production Research 57 (15-16): 5362–5385.
- Zhang, Zhe George, Ilhyung Kim, Mark Springer, Gangshu George Cai, and Yugang Yu. 2013. “Dynamic Pooling of Make-to-Stock and Make-to-Order Operations.” International Journal of Production Economics 144 (1): 44–56.
- Zhang, Tao, Qipeng P. Zheng, Yi Fang, and Yuejie Zhang. 2015. “Multi-Level Inventory Matching and Order Planning under the Hybrid Make-To-Order/Make-To-Stock Production Environment for Steel Plants Via Particle Swarm Optimization.” Computers & Industrial Engineering 87: 238–249.