
Abstract
This paper is concerned with the management of multi-plant manufacturing networks. Two key concepts in this domain are plant roles and plant autonomy in the context of operations strategy decision-making. We investigate the relationship between these two concepts and their impact on plant performance. We use data from 102 manufacturing plants belonging to multi-plant networks. The results suggest a relationship between plant roles and operations strategy decision-making structures. Plants with high levels of decision-making autonomy typically have high levels of production, supply chain, and development competences, while plants with a low level of decision-making autonomy are primarily those with only production site competences. Integrated structures for operations strategy decision-making, which include both the network level and the plant level, exist for all plant types and are thus not restricted to plants with a certain set of site competences. In accounting for both the plant type and decision-making structure, we were unable to detect any significant differences between groups in terms of performance effects. Instead, it seems that the fit between plant type and decision-making structure is important and that choosing the right type of operations strategy decision-making structure moderates the performance of plants with low site competence levels.
1. Introduction
After several decades of globalisation and trade, global business and manufacturing is the rule rather than the exception (Ferdows Citation2018). Managing the manufacturing network is an essential component of creating and maintaining a competitive advantage in global markets (Shi and Gregory Citation1998; Hayes et al. Citation2005; Cheng, Farooq, and Johansen Citation2011; Miltenburg Citation2015). The strategic perspective on international manufacturing networks involves both the network level and the plant level (Feldmann et al. Citation2013; Cheng, Farooq, and Johansen Citation2015; Miltenburg Citation2015). The interaction between the two analysis levels is an integral component of a successful international manufacturing network (Colotla, Shi, and Gregory Citation2003) and has been identified as an important area for future research in the field of international manufacturing networks (Feldmann et al. Citation2013; Cheng, Farooq, and Johansen Citation2015). However, research in this field is still fragmented, partly due to the complexity involved in studying the same subjects from different levels of analysis (Ferdows, Vereecke, and De Meyer Citation2016; Blomqvist and Turkulainen Citation2019).
Two key aspects are the distribution of plant roles within the network (since all plants do not have to have the same set of characteristics but can take on different roles) and the distribution of operations strategy decision-making within the network (centrally or decentralised to the plant level). Operations strategy is concerned with the plant level, but decision autonomy is an aspect of network coordination (Sayem, Feldmann, and Ortega-Mier Citation2018; Blomqvist and Turkulainen Citation2019). In addition, reality shows that this is not just a matter of two levels of analysis but involves several levels due to sub-networks (Ferdows, Vereecke, and De Meyer Citation2016) and plants taking on different roles in different sub-networks (Feldmann and Olhager Citation2019). Decision-making authority will likely be distributed in different ways depending on the different roles of plants within a manufacturing network. This leads to the following question: How are plant roles and decision-making structures potentially related?
We respond to the call by Olhager and Feldmann (Citation2018) concerning ‘variables, such as the plant role, that affect the relative effectiveness of different structures’ (Olhager and Feldmann Citation2018, 703). This research is fundamentally of an exploratory character, since we are studying a new relationship, i.e. between plant roles (as a characteristic of network configuration) and decision-making autonomy (as a characteristic of network coordination), and its impact on performance. We build on the results from Feldmann and Olhager (Citation2013) and Olhager and Feldmann (Citation2018), who explored plant roles and decision-making autonomy, respectively.
We first review the related literature on the interaction between the network and the plant, plant roles, and operations strategy decision-making. Then, we outline the research design. The results are presented and analysed, with a particular focus on the link between plant roles and decision-making autonomy. Finally, implications for researchers and managers are discussed. This is, to our knowledge, the most detailed empirical analysis of plant roles and operations strategy decision-making in the literature to date.
2. Related literature
The interrelations between plant-level activities and network-level activities have been discussed since Schmenner (Citation1982) and Hayes and Wheelwright (Citation1984), who identified process- and product-oriented network structures with clear implications for the plant-level configuration. More recently, a number of studies have linked plants and their corresponding networks, see, e.g. Cheng, Farooq, and Johansen (Citation2011) and Feldmann et al. (Citation2013). Cheng, Farooq, and Johansen (Citation2015) identified the network-plant relationship as one of three major gaps and opportunities for future research in the literature on international manufacturing networks. Since then, a number of studies have been performed in this area, covering various aspects of the interaction. Feldmann and Olhager (Citation2019) and Blomqvist and Turkulainen (Citation2019) took a configuration approach and investigated plant roles in different manufacturing networks. Szasz et al. (Citation2019) studied competence and knowledge exchange in networks, building on the work by Vereecke, Van Dierdonck, and De Meyer (Citation2006). Sayem, Feldmann, and Ortega-Mier (Citation2018) investigated coordination mechanisms in combination with factory focus and competitive priorities. A number of studies have investigated networks’ capabilities (Shi and Gregory Citation1998) in various ways, e.g. their relation to the coordination, including the centralisation, of the network (Sayem, Feldmann, and Ortega-Mier Citation2019) as well as the link to the site capabilities and manufacturing strategy of each plant (Thomas et al. Citation2015; Scherrer and Deflorin Citation2017; Lohmer, Kossmann, and Lasch Citation2021). Two key aspects tying together the plant level and the network level are the plant roles and the degree of centralisation of strategic decision-making, since plants with different roles are expected to have different degrees of autonomy (Cheng and Farooq Citation2018).
2.1. Plant roles
Not all plants in a manufacturing network need to follow the same strategy; instead, different plants can take on different roles to gain advantages in terms of cost or flexibility (Ferdows Citation1989, 1997). Ferdows (Citation1989, Citation1997) proposed two key dimensions: strategic reasons for site location and site competences. The site location factors (i.e. access to low-cost manufacturing, access to skills and knowledge, and proximity to the market) have been confirmed in later research (e.g. Fusco and Spring Citation2003; Meijboom and Voordjik Citation2003; Maritan, Brush, and Karnani Citation2004), including in the context of offshoring and backshoring (Johansson and Olhager Citation2018).
Site competences and related responsibilities can range from ‘assume responsibility for production’ to ‘become global hub for product or process knowledge’ (Ferdows Citation1997). Site competence factors have been tested in later research, typically as a single-scale item or in the context of the order of accumulating competences (Cheng and Farooq Citation2018). Feldmann and Olhager (Citation2013) found that the various site competences identified by Ferdows (Citation1989, Citation1997) could be grouped logically into three bundles, related to production, the supply chain, and development. In addition, Feldmann and Olhager (Citation2013) identified three plant types, with different types and levels of the three competence bundles: one type having only production competences, another type having production and supply chain competences, and a third type possessing production, supply chain as well as development competences. Cheng and Farooq (Citation2018) built on these findings and confirmed the three plant types in Feldmann and Olhager (Citation2013) but identified two clusters of the plant types with production, supply chain, and development competences at the site. By studying plant roles in ten product group sub-networks, Feldmann and Olhager (Citation2019) distinguished between component and assembly plants based on their different positions along the supply chain (component plants serving assembly plants with component, sub-assemblies, modules, etc.) and applied the site competence bundles to both plant categories. They identified two new plant types—the strategic feeder and full lead plant—both corresponding to the lead plant concept defined by Ferdows (Citation1989, Citation1997) regarding a component plant and an integrated plant (with both component manufacturing and assembly), respectively.
2.2. Operations strategy decision-making autonomy
The process of manufacturing strategy refers to the way in which strategic manufacturing decisions are made. Early manufacturing strategy process models in the literature are essentially hierarchical (Leong, Snyder, and Ward Citation1990), where corporate strategy drives business strategy, which, in turn, drives the functional strategies, including manufacturing strategy. In multi-plant manufacturing networks, the strategic manufacturing decisions have to be concerned with both the network level and the plant level. Consequently, determining the best manufacturing strategy becomes even more complex than for single-plant operations. Research on operations strategy development in multi-plant manufacturing networks is very rare. Marucheck, Pannesi, and Anderson (Citation1990) investigated manufacturing strategy formulation in six manufacturing firms. Four of these had multi-plant networks (the other two cases were single-site firms), but each company had a single approach to defining and formulating manufacturing strategy. Miltenburg (Citation2009) investigated how manufacturing strategies are formed in three global steel companies. Each company used a uniform approach for the entire manufacturing network. Consequently, different foci among different plants within the network were not considered.
An important management characteristic that may differ among plants in such a network is the degree of autonomy the plant management has concerning different types of decisions. The content of an operations strategy is typically described in terms of decision categories, such as process, capacity, facilities, vertical integration, organisation, quality systems, and planning and control systems (Hayes et al. Citation2005; Díaz Garrido, Martin-Peña, and Garcia-Muiña Citation2007; Olhager and Feldmann Citation2018). Manufacturing strategy decisions can be centralised to the company headquarters or decentralised to the plant level (Hayes et al. Citation2005). Maritan, Brush, and Karnani (Citation2004) tested if there were differences in decision autonomy for production, planning, and control decisions for plants with high and low levels of site competences but found very few significant results. Vereecke, Van Dierdonck, and De Meyer (Citation2006) found significant differences in strategic decision autonomy in regard to process choice between plant types but not for planning and control, quality, and vertical integration in terms of supplier selection. Cheng and Farooq (Citation2018) found a new type of plants—‘old school plants’—which had a significantly lower degree of decision autonomy compared to other plant types. Erfurth and Bendul (Citation2018) associated decentralised decision-making on production, volume planning, and delivery orders with plants that appeared to be more mature. However, all studies have used a small subset of decision categories or a simple measure of decision autonomy. Two notable exceptions are Olhager and Feldmann (Citation2018), who investigated 14 policy areas representing seven decision categories, and Lohmer, Kossmann, and Lasch (Citation2021), who also investigated the full set of decision categories in combination with multi-plant strategy and network capabilities.
3. Research design
3.1. Research model
The aim of this study is to explore the relationships between the role of plants and the distribution of operations strategy decision-making in manufacturing networks and how this relates to the following research questions.
RQ1: How are plant roles and operations strategy decision-making autonomy related?
RQ2. What are the implications on plant performance, when both plant roles and decision autonomy are taken into account to characterize the plant?
3.2. Three plant types based on plant roles
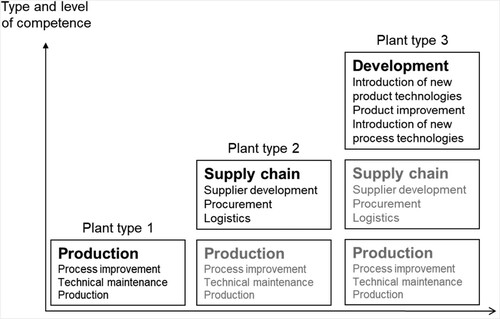
Feldmann and Olhager (Citation2013) investigated the model by Ferdows (Citation1989, Citation1997) in the Swedish context. They found that the site competences identified by Ferdows (see Appendix A) could be grouped logically into three bundles based on the components identified in an exploratory factor analysis (EFA). All three components in the EFA had clear interpretations, referring to ‘production’, ‘supply chain’, and ‘development’ competences. Each bundle consisted of three specific types of competences. Production contained production, technical maintenance, and process improvement (reflecting continuous improvement in production activities). Supply chain contained logistics, procurement, and supplier development. Finally, development contained the introduction of new product technologies, the introduction of new process technologies, and product improvement. These groupings suggest that a plant typically can add site competences in three distinct sets of competences.
An accompanying cluster analysis of the site competences provided empirical evidence that there were three plant types with different sets of competence bundles. The first cluster was dominated by production competences and had very little or no supply chain and development competences. The second cluster had high levels of both production and supply chain competences but little or no development competences. Finally, the third cluster had high levels of all types of competences: production, supply chain, and development. The three plant types are illustrated in Figure .
Figure 1. Three plant types with different types and levels of site competence (Source: Feldmann and Olhager Citation2013).
3.3. Three decision-making structures based on level of autonomy
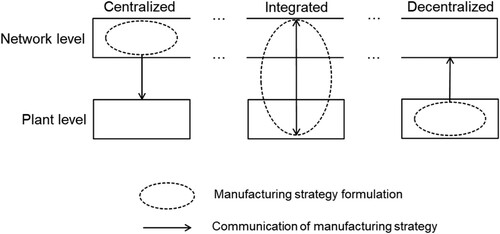
Olhager and Feldmann (Citation2018) investigated the distribution of operations strategy decision-making in multi-plant manufacturing networks. Such strategic decisions can be made centrally at the network level (typically at the company headquarters) or be decentralised to the plant level (local decision autonomy). The authors investigated the distribution of seven decision categories (two specific policy areas in each) on a scale from ‘no local influence (central decision)’ to ‘full local decision’ for each policy area (see Appendix A).
A cluster analysis grouping the plants based on decision structure similarity identified three distinctly different clusters. All policy areas but one (plant specialisation) exhibited statistically significant differences between all three groups. In addition, all areas followed the same decision distribution structure within each respective cluster. All three clusters had clear interpretations, referring to ‘centralised’, ‘integrated’, and ‘decentralised’ decision-making patterns. In the centralised cluster, the local plant has no autonomy; instead, central headquarters are responsible for all decisions regarding manufacturing strategy. The integrated cluster combines the knowledge at the network and plant levels in an effort to balance pressures regarding globalisation with those regarding local responsiveness. Finally, the local plant has full decision autonomy in the decentralised cluster. Thus, the basic choice for distributing operations strategy decision-making in networks is between centralised, integrated, and decentralised approaches. These are illustrated in Figure . In the centralised approach, operations strategy is developed at the company headquarters and communicated to the plant. The integrated approach suggests that strategy formulation is an interactive effort involving both network headquarters and the plant. The strategic direction may be guided by central headquarters, but the plant participates in the strategic planning process, e.g. through joint focus group meetings. Such a strategy can help to balance the pressures for globalisation with those for local responsiveness (Olhager and Feldmann Citation2018). Finally, the decentralised approach implies that the local plant has full decision autonomy in developing the operations strategy, which is then communicated to the network level.
Figure 2. Three operations strategy decision-making structures (Source: Olhager and Feldmann Citation2018).
3.4. Survey design and respondents
The study is based on a questionnaire survey. The questionnaire was designed and processed in line with the guidelines and recommendations in Dillman (Citation2000) and Forza (Citation2009). The questionnaire was pre-tested by both industrialists and researchers with experience in survey research. The survey was distributed to all manufacturing plants in Sweden that have 200 or more employees at the site (through Statistics Sweden), as well as members of the Swedish Society for Supply Chain Management (PLAN) from smaller plants (less than 200). The latter group was included, since members of this society were expectedly knowledgeable about the survey questions, irrespective of plant size. Overall, 563 plants were contacted. This research is based on responses from 102 plants that provided full responses to all items included in this research.
Site competences, decision-making autonomy, and plant performance were captured through perceptual measures. Overall, there were nine items regarding site competences, 14 items regarding operations strategy decision-making (two policy areas for each of seven decision categories), and eight items regarding plant performance. The same set of measures was used in Feldmann and Olhager (Citation2013) and Olhager and Feldmann (Citation2018) and are included is Appendix A. We refer the reader to these publications for details on these measures.
Plant characteristics in terms of plant size, industry type, position of the customer order decoupling point, and process type are presented in Table . We divided the industries into four classes based on technology intensity according to the classification in Eurostat (Citation2018); see Appendix B. The respondents were all upper-level managers involved in production or supply chain management with extensive knowledge about the survey questions, including production managers, supply chain managers, plant managers, and operational development managers. The sample included all customer order decoupling point positions (engineer-to-order, make-to-order, assemble-to-order, and make-to-stock) and all process types (project manufacturing, job shop, flow shop, line, and continuous processing). The overall distribution across all plant characteristics suggests that the responding firms in the sample are a good representation of Swedish manufacturing plants.
Table 1. Plant characteristics (n = 102).
4. Linking plant roles and decision-making autonomy
The results from the analyses of plant roles and decision-making structures as two key dimensions of manufacturing networks indicated that plants can be one of three types and follow one of three decision-making structures. The following research question then arises: Are these two dimensions related, and, if so, how?
First, we map the categories of the two concepts in a two-dimensional chart to study the distribution of combinations. Table shows the distribution of plants with respect to both dimensions, i.e. plant types and operations strategy decision-making structures. We performed a binomial test on the distribution of companies among the nine possible combinations to examine the relative frequencies. For example, in the lower left corner, ten plants have production competences and no decision autonomy (all operations strategy decisions are centralised). The expected number of observations is 4.67 ( = 17 × 28 / 102), if the two dimensions (plant type and decision-making structure) were independent. Obtaining ten plants instead of 4.67 corresponds to a statistically significant overrepresentation at the 0.01 level (p = 0.0065). Similarly, we checked all nine boxes in Table for statistical significance.
Table 2. Distribution of plants with respect to both plant type and operations strategy decision-making structure.
A few key observations can be made. First, the results show that there are three significant over- or under-representations among the nine clusters. The centralised decision-making structure is overrepresented for plants with only production competences (at the 0.01 level), suggesting that this combination may be viewed as appropriate. The decentralised decision-making structure is overrepresented for plants with all competences (at the 0.05 level) and underrepresented for plants with only production competences (at the 0.001 level). This result suggests that the level of decision-making autonomy on strategic operations issues is strongly related to the level and type of site competences such that decentralised decision-making is primarily restricted to plants that at least have production and supply chain competences but preferably also development competences.
Second, integrated decision-making patterns could be found for all plant types and was almost equally distributed across them. This finding suggests that a firm can use an integrated structure with any plant type and is not restricted to plants with a certain set of site competences. A firm may use this structural approach to operations strategy decision-making with all plants in the network irrespective of the site competences at the specific plants.
Third, there seemed to be an overall pattern between the two dimensions such that higher levels of site competence also implied higher levels of decision autonomy. Having only production competences suggests that a centralised or integrated decisions-making structure is plausible, while such a plant rarely obtains full decision autonomy. If supply chain competences are added (potentially along with development competences), then an integrated or decentralised decision-making structure seems to be more relevant.
Fourth, three boxes are almost empty, which represents exceptions to the expected relationships between plant type and decision autonomy. We investigated the characteristics of these plants further to identify factors that can help explain why they use these particular combinations of plant type and decision-making structure.
The two plants with production competences and full decision autonomy serve large geographic market areas and operate as a single plant in the region although belonging to a multi-plant firm. They are contract manufacturers operating on an engineer-to-order basis and selling production and engineering expertise in particular areas and do not have a product assortment of their own. Instead, they leave product development and supply chain decisions to their customers but are themselves responsible for making all strategic manufacturing decisions.
The three plants with production and supply chain competences but no decision autonomy are all part of larger firms with a centralised decision-making structure. These plants supply specific markets and have a responsibility for logistics and suppliers. However, they are not lead plants in their networks, i.e. they are not responsible for developing new product or process technologies.
The last group, which has a full set of site competences but no decision autonomy, consists of four plants. The common factors in this group are: (i) advanced manufacturing technology, (ii) primarily process industry-type operations, and (iii) belonging to large manufacturing firms with multiple sites. Although these sites are recognised as lead plants, the strategic manufacturing decisions are centralised to manage the network capabilities.
These nine examples show that there is no standard way of aligning plant type and decision-making structure. Instead, all nine plants feature specific situations that motivate their combination of site competences and decision autonomy. While site competence is a dimension that a plant can influence to some extent by advancing its strategic role in the network, the decision regarding how to distribute operations strategy decision-making lies with the central network headquarters.
4.1. Operations strategy decision-making among different plant types
We tested if the three plant types with respect to site competence bundles exhibit significant differences in terms of autonomy over operations strategy decision categories and policy areas. Table shows the extent of the operations strategy decision autonomy for the three plant types and includes the results from equality of means t-tests across the three plant types.
Table 3. The level of decision autonomy at the plant based on plant type.
For most policy areas (10 out of 14), there is a gradual increase in the level of autonomy from plants with only production competences to plants with production and supply chain competences and further to plants with production, supply chain, and development competences. There are statistically significant differences between the competence clusters in all decision categories—except for facilities (plant focus and specialisation). Plant focus is typically concerned with a product versus process focus of the plant, while specialisation is more concerned with dedicated versus multi-purpose facilities. The lack of significant differences suggests that the type and level of site competence per se is not indicative of the level of decision autonomy in this category. Plant focus and specialisation are typically decided upon when the plant is established and often do not change over time, which can be a reason for this non-significant relationship. However, there were statistically significant differences between the decision-making clusters for both policy areas in the facility decision category; according to Olhager and Feldmann (Citation2018), which added to their distinction between the three decision-making clusters. At the policy area level, there are statistically significant differences among nine out of 14 policy areas. All statistically significant differences indicate that plant types with more and higher levels of site competences have more autonomy concerning operations strategy decision-making.
This result is particularly strong for vertical integration, since both policy areas (make/buy decisions and supplier selection) are significantly different among most pairs of plant types. The level of decision autonomy increases with increasing site competence, implying that, as firms accumulate site competences, they are successively better equipped to take on additional responsibilities in terms of operations strategy decision-making. The make/buy decision and supplier selection are typically included as parts of the product development process where the product and process development competences of plant type 3 are strong. Supplier selection also requires supply chain competences, explaining the significant difference between plant type 1 and 2.
The main differences are between plant type 1 and the other two plant types (2 and 3; see Table ). Plant type 1 has significantly less autonomy in 9 out of 14 policy areas than plant type 2 and/or 3: in 7 areas versus plant type 2, and in 7 areas versus plant type 3. However, there are a few areas where plants with production competence have a high degree of local authority. These are related to the core production competences at the plant, such as employee competence development (5.82), process choice (5.36), manufacturing technology (4.93), short-term planning and control principles (4.60), and the timing of capacity acquisition (4.50). This suggests that these areas are among the first a plant can influence when setting up a production plant.
There are no statistically significant differences between plant type 2 and 3 except for supplier selection. Consequently, attaining supply chain competences and responsibilities is a major step for a plant to receive higher levels of decision autonomy. In four policy areas, the average decision autonomy at plant type 2 is actually higher than at plant type 3. This finding suggests that the decision to add development competences to the plant is largely independent of the distribution of operations strategy decision-making (the only exception being supplier selection, which is discussed above).
4.2. Site competences at plants with different decision-making structures
We examined the three operations strategy decision-making structures for potential differences in the type and level of site competences, and the results are shown in Table . Table includes the results from equality of means t-tests across the three decision-making clusters.
Table 4. Site competences for the decision-making structure clusters.
For most site competences (7 out of 9), there is a gradual increase in competence level with higher levels of decision autonomy, i.e. from centralised to integrated and decentralised decision-making structures. Where there are statistically significant differences, plants with higher levels of decision autonomy have higher levels of site competences.
Plants with decentralised decision-making have significantly higher levels of seven site competence areas than plants with integrated decision-making. Furthermore, they have significantly higher levels of six site competence areas than plants with centralised decision-making. Thus, the main differences are between plants with decentralised decision-making and plants with any of the other two decision-making structures (i.e. centralised or integrated). This finding suggests that plants with fully decentralised decision-making responsibilities are well-equipped to manage a full range of site competences, while plants with centralised or integrated decision-making are more inclined to have to manage with lower levels of site competence.
Procurement is the only area that exhibits a statistically significant difference between plants with centralised and integrated decision-making structures. In addition, procurement is the only area where there are significant differences between all three types of decision-making structures.
All plants have the basic site competences of production, maintenance, and process improvement irrespective of decision-making structure. Consequently, these three competence areas can be considered core production capabilities.
4.3. Performance effects
Feldmann and Olhager (Citation2013) found that plant roles had significant implications for operational performance. In their study, the plants with all competences at the site (production, supply chain, and development competences) significantly outperformed the plants with only production competences in terms of cost efficiency, quality, and the rate of new product introductions, supporting the perception that it is beneficial to co-locate production and product development at the same site. In addition, the plants with production and supply chain competences significantly outperformed the plants with only production competences in terms of the rate of new product introduction. However, delivery and flexibility did not exhibit any statistically significant differences between the plant types. Feldmann and Olhager (Citation2013) argued that these may be considered to be basic production measures related to the presence of the core production competences at the site.
The distribution of decision-making authority, however, did not indicate any significant effects on operational performance (Olhager and Feldmann Citation2018). There were no significant differences between any pair of decision-making structures—not even at the 10% level. Thus, the choice of a decision-making structure did not per se lead to any performance effect. Olhager and Feldmann (Citation2018) investigated the fit between decision-making structure and the position in the product–process matrix (Hayes and Wheelwright Citation1979a, Citation1979b, Citation1984). They identified statistically significant differences for product volume and process type and found the expected relationships, i.e. centralised decision-making for higher product volumes, and decentralised decision-making for intermittent processes (such as project manufacturing, job shop, or flow shop). The choice of decision-making structure therefore seemed to be contingent upon the manufacturing environment, which suggests that the fit between product and process characteristics and decision-making structure affects performance. It is also likely that this fit is dependent on the overall multi-plant strategy of the company (Shi and Gregory Citation1998).
We investigated the combined effect of plant roles and decision-making structure on plant performance. First, we selected the two combinations in the lower left corner and upper right corner in Table , i.e. the 10 plants with production competences and centralised decision-making and the 22 plants with production, supply chain, and development competences and decentralised decision-making. In addition, we included the 15 plants with production and supply chain competences and integrated decision-making. The performance effects of these three plant clusters are displayed in Table . We performed equality of means t-tests to investigate if there were statistically significant differences in terms of performance effects between the clusters.
Table 5. Performance effects of plants with three different combinations of plant competence and decision autonomy (row maximum in bold).
A few observations can be made from the table results. First, the overall performance levels are high. The average performance across all performance dimensions is 4.77 (on a seven-point scale). Only the rate of new product introductions at plants with a centralised structure (i.e. low local decision autonomy) exhibits a value lower than the average when compared to competitors (3.89 on a scale from 1 to 7; see Appendix A for the survey items).
Second, the results show that the differences between the three clusters along the diagonal in Table are only minor and there are no statistically significant differences (not even at the 10% level). The results in Table are thus in line with the non-significant results for plant clusters based on decision-making structures (Olhager and Feldmann Citation2018) but not with the significant differences found for different plant types based on the site competence clusters (Feldmann and Olhager Citation2013). Hence, by adding the level of decision autonomy to the level of site competences at the plant for a fuller characterisation of the plant, the statistically significant differences that were observed between plant types disappear. This result suggests that decision-making structures are more dominant than plant role characteristics, at least in terms of performance effects.
Third, the combined cluster with all site competences and decentralised decisions is the one that performs best in terms of cost, quality, on-time delivery, design flexibility, and the rate of new product introduction. This corresponds well with the statistically significant results found for the plants with all site competences in terms of cost, quality, and the rate of new product introduction (see Feldmann and Olhager Citation2013), and is in line with Wheelwright and Clark (Citation1992) and Ulrich and Eppinger (Citation2008). Surprisingly, plants with only production competences and no decision autonomy is the best performer in terms of delivery speed, volume flexibility, and product mix flexibility. This finding suggests that these performance measures may be considered core production operations capabilities of the plant. Finally, plants with production and supply chain competences and an integrated decision-making approach are not among the best performers in any category. This result suggests that having some competences (but not all) and some autonomy may create a potentially difficult situation, which can require frequent trade-offs.
5. Discussion
The purpose of this research was to explore the relationship between plant roles and operations strategy decision-making structures in multi-plant networks, e.g. if there are particular combinatorial patterns among these two dimensions. The conclusions that can be drawn from this research are the following.
There is a positive relationship between plant type and decision autonomy such that higher levels of site competence correspond well with higher levels of decision autonomy. This finding is based on the combined results and insights from Tables –. Two combinations, i.e. plants with production competences and centralised decisions and plants with all site competences and decentralised decisions, are significantly overrepresented (Table ). Plants with only production competences have significantly less autonomy in most operations strategy areas than plants with higher levels of site competence (Table ). Plants with decentralised decision-making have significantly higher levels of most site competences than plants with integrated or centralised decision-making structures (Table ). These findings correspond well in that the key results are found for the two extreme combinations, i.e. plants with production competences and little autonomy and plants with all site competences and local autonomy.
The findings for plants with production and supply chain competences and those with an integrated decision-making structure are less clear. Having production and supply chain competences makes the plant more ready to take on responsibility for local decisions concerning operations strategy but not to the same extent as plants with all site competences. Integrated structures for operations strategy decision-making are found for all plant types in almost equal numbers, suggesting that these two concepts, i.e. plant type and decision-making structure, are independent for integrated structures.
When taking both the plant type and decision-making structure into account, we could not detect any significant differences in terms of performance effects for any of the eight performance dimensions. Instead, it seems that the fit between plant type and decision-making structure is important and that choosing the right type of decision autonomy can help moderate the performance of plants with low levels of site competence. Thus, the principle of equifinality seems to be prevailing, i.e. that good performance can be achieved in different ways by applying appropriate processes and structures that fit the operations environment.
The findings of this research have some implications for managers and researchers. Plant roles and decision autonomy are two central aspects of configuring and coordinating a multi-plant manufacturing network. While there seems to be some interrelationships, there is not a full alignment between these two concepts. Therefore, both aspects need to be considered. This research does not, however, provide an answer to the question of whether one aspect should be decided on before the other or if both aspects should be considered simultaneously. Since plant roles is one aspect of network configuration, and configuration decisions are typically made before coordination decisions, it is plausible that plant roles should precede operations strategy decision-making structures when setting up an international manufacturing network. However, the continuous moderation of network capabilities may require that plant roles and decision-making structures be considered jointly in already existing networks.
Our results are particularly important for managers when making changes to a manufacturing network structure, since changes at one plant cannot be taken or seen in isolation; instead, the relationship with the whole network must be considered. For example, when setting up a green-field plant or acquiring another firm with one or more plants, these additions create new opportunities in the total manufacturing network. Then, both site competences and decision autonomy must be decided upon, not only for the individual plant, but also relative the other plants in the network. Another example is when new competences are added to an existing plant. Then, the consequences in terms of plant autonomy and potentially changing the relationship to other plants must be considered.
6. Limitations and further research
A limitation of this study is that it focuses on a specific geographical region. Even though Swedish plants act in global manufacturing networks with an international supply base and global markets, the perspective in this research is limited to the decision-making processes and roles of plants located in Sweden. Research in other geographical regions would aid in detecting regional similarities and differences.
In this research, we take the plant perspective. Detailed case studies of multi-plant networks can add complementary insights from the network and plant perspectives on both the distribution of plant roles and the distribution of decision-making authority. For example, do companies use the same decision-making structure for all plants in a network, or do they give different types of plants different levels of decision autonomy?
Another area for further research is the search for contingency factors related to the choice of decision-making structures and plant roles. Why do firms select a particular type of decision-making structure for a plant with a particular set of site competences? Which comes first, the distribution of site competences or the decision-making structure, and how does this relate to the overall network strategy (Shi and Gregory Citation1998)?
Competences can be built up locally at the plant, while responsibilities (and autonomy) are given to the plant from the central network level (at company headquarters). Thus, having competences does not necessarily or automatically imply that the plant receives responsibility and decision autonomy for the corresponding competence areas. This issue may create obstacles for a new plant in a manufacturing network that aims to move up the value chain, and improve its strategic position in the network. Therefore, competences, autonomy, and decision-making structure ought to be investigated when researching manufacturing network changes in general.
Yet another avenue for future research is to relate the concepts of plant roles and decision-making autonomy to offshoring and reshoring, see, e.g. Johansson and Olhager (Citation2018), Lampón and González-Benito (Citation2020), Srai and Ané (Citation2016), and Stentoft et al. (Citation2016). A centralised decision-making structure would imply that decisions regarding manufacturing relocations are made at the company headquarters, while a decentralised approach would imply that such decisions are made at the plant. What role does plant competences, such as the introduction of new products and/or technologies, play? Are decisions regarding manufacturing relocation contingent upon plant type and/or decision-making structure in a multi-plant international manufacturing network? Overall, this research leads to many interesting research avenues for future exploration.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Data availability statement
Due to the nature of this research, participants of this study did not agree for their data to be shared publicly, so supporting data is not available.
Additional information
Notes on contributors

Jan Olhager
Jan Olhager is Professor in Operations & Supply Chain Strategy at Lund University. He received an M.Eng. in Industrial Engineering and Operations Research from University of California at Berkeley, and a Ph.D. in Production Economics from Linköping University. He is Honorary Fellow of EurOMA, European Operations Management Association. He is Associate Editor of Decision Sciences and IJOPM, and serves on the editorial boards of IJPR and PPC. He has published more than 75 papers in international scientific journals and a couple of books. His research interests include international manufacturing networks, operations strategy, supply chain design, and operations planning and control.

Andreas Feldmann
Andreas Feldmann is Associate Professor in Resource efficient and sustainable value chains at the Department of Industrial economics and management, KTH Royal Institute of Technology. He graduated from Linköping University with a PhD. in Operations strategy and a MSc in Industrial Engineering and Management. His research is on materials in a circular economy, manufacturing networks and sustainable supply chains. In addition, he is involved in research at the department of Material Science, focusing on carbon negative steel production and scrap-based steel production. His publications have appeared in journals such as Production Planning and Control, International Journal of Operations and Production Management, International Journal of Production Economics, and Journal of Cleaner Production.
References
- Blomqvist, M., and V. Turkulainen. 2019. “Managing International Manufacturing at Plant and Plant Network Levels–Insights from Five Case Studies.” Production Planning and Control 30 (2–3): 131–148. doi:https://doi.org/10.1080/09537287.2018.1534270.
- Cheng, Y., and S. Farooq. 2018. “The Role of Plants in Manufacturing Networks: A Revisit and Extension.” International Journal of Production Economics 206: 15–32. doi:https://doi.org/10.1016/j.ijpe.2018.09.001.
- Cheng, Y., S. Farooq, and J. Johansen. 2011. “Manufacturing Network Evolution: A Manufacturing Plant Perspective.” International Journal of Operations and Production Management 31 (12): 1311–1331. doi:https://doi.org/10.1108/01443571111187466.
- Cheng, Y., S. Farooq, and J. Johansen. 2015. “International Manufacturing Network: Past, Present, and Future.” International Journal of Operations and Production Management 35 (3): 392–429. doi:https://doi.org/10.1108/IJOPM-03-2013-0146.
- Colotla, I., Y. J. Shi, and M. J. Gregory. 2003. “Operation and Performance of International Manufacturing Networks.” International Journal of Operations & Production Management 23 (10): 1184–1206. doi:https://doi.org/10.1108/01443570310496625.
- Dillman, D. A. 2000. Mail and Internet Surveys: The Tailored Design Method. New York: Wiley.
- Díaz Garrido, E., M. L. Martin-Peña, and F. Garcia-Muiña. 2007. “Structural and Infrastructural Practices as Elements of Content Operations Strategy: The Effect on a Firm’s Competitiveness.” International Journal of Production Research 45 (9): 2119–2140. doi:https://doi.org/10.1080/00207540600735480.
- Erfurth, T., and J. Bendul. 2018. “Integration of Global Manufacturing Networks and Supply Chains: A Cross Case Comparison of Six Global Automotive Manufacturers.” International Journal of Production Research 56 (22): 7008–7030. doi:https://doi.org/10.1080/00207543.2018.1424370.
- Eurostat. 2018. Glossary: High-tech Classification of Manufacturing Industries. [online] http://ec.europa.eu/eurostat/statistics-explained/index.php/Glossary:High-tech_classification_of_manufacturing_industries, (accessed 21 May 2021).
- Feldmann, A., and J. Olhager. 2013. “Plant Roles: Site Competence Bundles and Their Relationships with Site Location Factors and Performance.” International Journal of Operations and Production Management 33 (6): 722–744. doi:https://doi.org/10.1108/IJOPM-03-2011-0077.
- Feldmann, A., and J. Olhager. 2019. “A Taxonomy of International Manufacturing Networks.” Production Planning and Control 30 (2-3): 163–178.
- Feldmann, A., J. Olhager, D. Fleet, and Y. Shi. 2013. “Linking Networks and Plant Roles: The Impact of Changing a Plant Role.” International Journal of Production Research 51 (19): 5696–5710. doi:https://doi.org/10.1080/00207543.2013.778429.
- Ferdows, K. 1989. “Mapping International Factory Networks.” In Managing International Manufacturing, edited by K. Ferdows, 3–21. New York, NY: Elsevier.
- Ferdows, K. 1997. “Making the Most of Foreign Factories.” Harvard Business Review 75 (2): 73–88.
- Ferdows, K. 2018. “Keeping up with Growing Complexity of Managing Global Operations.” International Journal of Operations and Production Management 38 (2): 390–402.
- Ferdows, K., A. Vereecke, and A. De Meyer. 2016. “Delayering the Global Production Network Into Congruent Subnetworks.” Journal of Operations Management 41: 63–74. doi:https://doi.org/10.1016/j.jom.2015.11.006.
- Forza, C. 2009. “Surveys.” In Researching Operations Management, edited by C. Karlsson, 84–161. London: Routledge.
- Fusco, J. P., and M. Spring. 2003. “Flexibility Versus Robust Networks: The Case of the Brazilian Automotive Sector.” Integrated Manufacturing Systems 14 (1): 26–35.
- Hayes, R., G. Pisano, D. Upton, and S. Wheelwright. 2005. Operations, Strategy, and Technology – Pursuing the Competitive Edge. New York: Wiley.
- Hayes, R. H., and S. C. Wheelwright. 1979a. “The Dynamics of Product-Process Life Cycles.” Harvard Business Review 57 (2): 127–136.
- Hayes, R. H., and S. C. Wheelwright. 1979b. “Link Manufacturing Process and Product Life Cycles.” Harvard Business Review 57 (1): 133–140.
- Hayes, R. H., and S. C. Wheelwright. 1984. Restoring Our Competitive Edge – Competing Through Manufacturing. New York: Wiley.
- Johansson, M., and J. Olhager. 2018. “Comparing Offshoring and Backshoring: The Role of Manufacturing Site Location Factors and Their Impact on Post-Relocation Performance.” International Journal of Production Economics 205: 37–46.
- Lampón, J. F., and J. González-Benito. 2020. “Backshoring and Improved Key Manufacturing Resources in Firms’ Home Location.” International Journal of Production Research 58 (20): 6268–6282. doi: https://doi.org/10.1080/00207543.2019.1676479
- Leong, G. K., D. L. Snyder, and P. T. Ward. 1990. “Research in the Process and Content of Manufacturing Strategy.” Omega 18 (2): 109–122.
- Lohmer, J., F. Kossmann, and R. Lasch. 2021. “Manufacturing Strategy in Multi-Plant Networks – A Multi-Case Study On Decision-Making Authority, Network Capabilities and Competitive Advantages.” International Journal of Production Research, doi: https://doi.org/10.1080/00207543.2021.1950936.
- Maritan, C. A., T. H. Brush, and A. G. Karnani. 2004. “Plant Roles and Decision Autonomy in Multinational Plant Networks.” Journal of Operations Management 22 (5): 489–503. doi:https://doi.org/10.1016/j.jom.2004.05.007.
- Marucheck, A., R. Pannesi, and C. Anderson. 1990. “An Exploratory Study of the Manufacturing Strategy Process in Practice.” Journal of Operations Management 9 (1): 101–123. doi:https://doi.org/10.1016/0272-6963(90)90148-7.
- Meijboom, B., and H. Voordjik. 2003. “International Operations and Location Decisions: A Firm Level Approach.” Journal of Economic and Human Geography 94 (4): 463–476. doi:https://doi.org/10.1111/1467-9663.00274.
- Miltenburg, J. 2009. “Setting Manufacturing Strategy for a Company’s International Manufacturing Network.” International Journal of Production Research 47 (22): 6179–6203. doi:https://doi.org/10.1080/00207540802126629.
- Miltenburg, J. 2015. “Changes in Manufacturing Facility-, Network-, and Strategy-Types at the Michelin North America Company from 1950 to 2014.” International Journal of Production Research 53 (10): 3175–3191. doi:https://doi.org/10.1080/00207543.2014.975865.
- Olhager, J., and A. Feldmann. 2018. “Distribution of Manufacturing Strategy Decision-Making in Multi-Plant Networks.” International Journal of Production Research 56 (1-2): 692–708. doi:https://doi.org/10.1080/00207543.2017.1401749.
- Sayem, A., A. Feldmann, and M. Ortega-Mier. 2018. “Coordination in International Manufacturing: The Role of Competitive Priorities and the Focus of Globally Dispersed Facilities.” Sustainability 10 (5). Article no. 1314. doi:https://doi.org/10.3390/su10051314.
- Sayem, A., A. Feldmann, and M. Ortega-Mier. 2019. “Investigating the Influence of Network-Manufacturing Capabilities to the Phenomenon of Reshoring: An Insight from Three Case Studies.” Business Research Quarterly 22 (1): 68–82. doi:https://doi.org/10.1016/j.brq.2018.07.001.
- Scherrer, M., and P. Deflorin. 2017. “Linking QFD and the Manufacturing Network Strategy: Integrating the Site and Network Perspectives.” International Journal of Operations and Production Management 37 (2): 226–255. doi:https://doi.org/10.1108/IJOPM-07-2014-0350.
- Schmenner, R. 1982. “Multiplant Manufacturing Strategies among the Fortune 500.” Journal of Operations Management 2 (2): 77–86. doi:https://doi.org/10.1016/0272-6963(82)90024-9
- Shi, Y., and M. Gregory. 1998. “International Manufacturing Networks - To Develop Global Competitive Capabilities.” Journal of Operations Management 16 (2–3): 195–214. doi:https://doi.org/10.1016/s0272-6963(97)00038-7.
- Srai, J. S., and C. Ané. 2016. “Institutional and Strategic Operations Perspectives on Manufacturing Reshoring.” International Journal of Production Research 54 (23): 7193–7211. doi:https://doi.org/10.1080/00207543.2016.1193247.
- Stentoft, J., J. Olhager, J. Heikkilä, and L. Thoms. 2016. “Manufacturing Backshoring: A Systematic Literature Review.” Operations Management Research 9 (3-4): 53–61.
- Szasz, L., B. Racz, M. Scherrer, and P. Deflorin. 2019. “Disseminative Capabilities and Manufacturing Plant Roles in the Knowledge Network of MNC.” International Journal of Production Economics 208: 294–304. doi:https://doi.org/10.1016/j.ijpe.2018.12.004.
- Thomas, S., M. Scherrer-Rathje, M. Fischl, and T. Friedli. 2015. “Linking Network Targets and Site Capabilities: A Conceptual Framework to Determine Site Contributions to Strategic Manufacturing Network Targets.” International Journal of Operations and Production Management 35 (12): 1710–1734. doi:https://doi.org/10.1108/IJOPM-10-2014-0464.
- Ulrich, K. T., and S. D. Eppinger. 2008. Product Design and Development. 4th ed. Boston, MA: McGraw-Hill.
- Vereecke, A., R. Van Dierdonck, and A. De Meyer. 2006. “A Typology of Plants in Global Manufacturing Networks.” Management Science 52 (11): 1737–1750. doi:https://doi.org/10.1287/mnsc.1060.0582.
- Wheelwright, S. C., and K. B. Clark. 1992. Revolutionizing Product Development: Quantum Leaps in Speed, Efficiency, and Quality. New York, NY: The Free Press.