
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
The production control for the mass individualisation paradigm of R&D-stage products is challenging due to the mix-flow and frequently-disturbed environment. With the convergence of the sustainable development goals and the increasing individualised demands in products, resilient manufacturing is envisioned in Industry 5.0 proposition. Concerning that conventional centralised production control methods suffer from low stability and inefficiency of decisions under frequent disruptions, this paper establishes a blockchained smart contract pyramid-driven multi-agent autonomous process control (BSCP-MAAPC) approach for improving the timeliness and adaptability of control towards resilient individualised manufacturing. Firstly, a blockchain-based multi-agent system architecture is designed based on agent encapsulation of manufacturing units. Blockchained smart contracts are used as the enabler of the multi-agent system for peer-to-peer negotiation and coordination of tasks. Secondly, a quad-play blockchained smart contract pyramid together with a series of decentralised control patterns are designed to enable the initial task dispatching of various individualised demands, as well as rapid dynamic adjustment of schedule in response to internal random disruptions. Finally, a blockchained smart contract pyramid-driven multi-agent autonomous process control system prototype is built in the ManuChain system, and experiments are conducted to analyze the proposed BSCP-MAAPC approach in different environments.
HIGHLIGHTS
A blockchained smart contract pyramid-driven multi-agent autonomous process control (BSCP-MAAPC) approach.
A quad-play blockchained smart contract pyramid together with a series of decentralized control patterns.
Blockchained smart contracts as the enabler of the multi-agent system for peer-to-peer negotiation and coordination of tasks.
1. Introduction
With the convergence of the sustainable development goals and the increasing individualised demands in products, Industry 5.0 (Nahavandi Citation2019; Xu et al. Citation2021) is envisioned as sustainable, human-centric, and resilient manufacturing. Under the rapid upgrading of products, the products rapid prototyping service providers and trial-manufacturing enterprises call for resilient individualised manufacturing. Resilient individualised manufacturing could be envisioned as high stability of the production to cope with highly-frequent disruptions in individualised processes among distributed manufacturing resources. For instance, according to our investigation of a rapid Printed Circuit Boards (PCBs) prototyping service provider in south China, they monthly receive 24,000 kinds of individualised PCB prototyping service orders with a short delivery deadline (3∼5 days). For rapid prototyping and trial-manufacturing of these massive individualised R&D-stage products, due to the frequent disruptions and the inherent mixed-flow flexibility requirements, the process controls are frequently adjusted, besides rapid system reconfigurations.
The optimisation speed of the global centralised production control method is often unable to meet the rapidly changing demands. Centralised control can make timely responses if real-time observation of workshop status could be realised. However, centralised production control methods are computationally expensive to make timely responses under large-scale problems and are cumbersome for handling frequent disruptions such as mechanical malfunctions and shortages of materials. And it is prone to inconsistency between planning and execution (Shao et al. Citation2009), resulting in an unbalanced load of manufacturing units/cells/machines as well as poor operating performance of the manufacturing system. Improving the stability and adaptability of the production schedule is critical to coping with frequent disruptions in the resilient manufacturing system.
Distributed control is another approach for production control. Multi-agent System (MAS) is one of the most influential distributed control methods for manufacturing autonomy (Shen, Wang, and Hao Citation2006; Ding et al. Citation2019). Different agents can cooperate with each other in a mutually customised protocol, and local active task planning can be carried out in each agent according to its own task queue and status. The overall goal of the distributed production control system can be realised by coordinating sub-solutions through the communication mechanism between multiple agents. The traditional MAS for information interaction and collaboration is to use the blackboard model and contract net methods. However, these methods are insecure under the risk of being tampered with by malicious and crash-fault agents (Leng, Ruan, et al. Citation2020; Leng, Ye, et al. Citation2021). For instance, in November 2017, Japan Kobe Steel Ltd. admitted to tampering with the performance data of some of its products. These products are unqualified before being delivered, but the strength data have been modified during product inspection, which may probably cause many unprecedented severe safety problems from national defense to automobiles.
With typical distributed self-organisation features, blockchain provides an effective decentralised interaction mechanism and computing environment for smart and sustainable manufacturing (Leng, Ruan, et al. Citation2020; Leng, Ye, et al. Citation2021). Blockchain computing nodes could automatically execute the transaction through a smart contract and make autonomous decisions interactively. As a piece of computer programme deployed on the blockchain, the smart contract is a complete state machine with transaction processing and preservation mechanisms. Its function is essentially enabled through empowering digital features for the operating object, programming, and deploying the digitalised object onto the blockchain as shared resources in a distributed network. The contracts are generated and executed through external events triggering automatically, and then the network states and value of digital objects are consequently changed (distributing or transferring) in the blockchain. Building blockchained smart contracts for control of resilient individualised manufacturing in MAS can realise mutual adaptive task adjustment based on consensus algorithms, support distributed agents to dynamically cooperate to complete complex tasks, and realise collaborative optimisation in response to distributed disruptions.
This paper establishes a blockchained smart contract pyramid-driven multi-agent autonomous process control (BSCP-MAAPC) approach for improving the timeliness and adaptability of control in resilient individualised manufacturing. A blockchained multi-agent system architecture is designed based on both physical and functional agent encapsulation of manufacturing units, machine tools, workpieces, and tasks. Blockchained smart contracts are proposed as the enabler of the multi-agent system to enable peer-to-peer negotiation and coordination of tasks. A quad-play blockchained smart contract pyramid together with decentralised control patterns are designed to enable the initial task dispatching of various individualised demands in the upper level, as well as the rapid autonomous control in response to internal random disruptions in the lower level. Finally, a blockchained smart contract pyramid-driven multi-agent autonomous process control system prototype is built in the ManuChain system, and a Monte Carlo simulation is conducted to analyze the proposed BSCP-MAAPC approach in different environments.
The paper is organised as follows. Based on a literature review in Section 2, the architecture of blockchained multi-agent systems is presented in Section 3. The design of a blockchained smart contract pyramid-driven multi-agent autonomous process control is presented in Section 4. Four key smart contracts in the proposed BSCP-MAAPC model are detailed in Section 5. A prototype system together with simulation experiments is presented in Section 6. Section 7 draws the conclusions.
2. Literature review
The process control for individualised manufacturing could be categorised into three types of approaches.
The first approach is to establish a unified multi-objective optimisation model to perform non-dominated sorting or objective normalisation (Seada and Deb Citation2018). This kind of thinking does not explicitly deal with the coupling relationship among sub-problems but relies on the structure of random search and parallel computing to indirectly map the disruption of the coupling relationship to the optimisation goal, to find the coordination solution between the coupling variables. For instance, Guo et al. (Citation2009) established a unified mixed-integer programming model and evolutionary computing algorithm to solve the integrated optimisation problem of process planning and scheduling, and the coupling relationship among sub-problems was finally transformed into a combination computing of decision variables. Pang et al. (Citation2021) proposed an integrated optimisation of production task splitting and scheduling, together with an improved whale optimisation algorithm, in a multi-stage flexible assembly shop toward mass personalisation. Zhou et al. (Citation2018) proposed a diverse task scheduling model and an improved genetic algorithm for individualised requirements in cloud manufacturing. Valizadeh et al. (Valizadeh, Valilai, and Houshmand Citation2020) developed a PSO-based model to optimise production planning and scheduling of orders by considering different objectives and requirements in personalised dentistry. Mircea et al. (Mircea Citation2012) explored two heuristic algorithms for solving flow shop scheduling problems to increase the manufacturing process productivity of PCBs.
The second approach is hierarchical iterative computing to reduce the difficulty of computations and seek the approximate optimal solution. The main methods include: (1) Separate the coupling variables through the bi-stage/multi-stage optimisation method, to (partially) eliminate the coupling relationship. For instance, Shao et al. (Citation2009) proposed the two-stage optimisation method for integrated optimisation of process planning and scheduling, which reserves a small amount of approximately optimal process route planning for each task and provides more options for obtaining the overall optimal solution. (2) Weaken or eliminate weak coupling constraints based on domain rules and knowledge for the optimisation problem of weak coupling constraints. For instance, Pandey, Kulkarni, and Vrat (Citation2011) weakened the coupling relationship between quality control and equipment maintenance through direct mapping of certain quality indicators and maintenance cycles. (3) Analytical target cascading (ATC) (Liu et al. Citation2006), which matched the random variables represented by the expected value of the sub-problems through hierarchical multi-level correlation to ensure the consistency of optimisation. And (4) Bi-level/multi-level programming. For instance, Chu et al. (Citation2015) established a bi-level model to solve the integrated optimisation problem of process planning and scheduling. Leng, Yan, et al. (Citation2020) proposed a bi-level intelligence model that combines permissioned blockchain with a holistic optimisation model for smart individualised manufacturing. The upper-level planning problem was solved by the mixed-integer programming method, and the lower-level production control problem was modelled by the agent-based method to form an iterative calculation framework for simultaneous optimisation of bi-level goals.
The third approach is to establish a peer-to-peer interaction coordination model and adopt a decentralised interaction negotiation mechanism to achieve coordinated multi-party coordination. It mainly includes two methods: (1) Multi-agent system method. For instance, Qin and Lu (Citation2021) proposed a complete concept of Self-Organizing Manufacturing Network (SOMN) as the next-generation manufacturing automation technology for achieving mass personalisation. Li et al. (Citation2010) proposed an optimisation agent based on an evolutionary algorithm to manage the interaction between the process planning agent and the production control agent, and realise the integrated optimisation problem. And (2) Augmented Lagrangian penalty relaxation method (Tosserams, Etman, and Rooda Citation2008), which is often integrated into the ATC method to enhance the convergence capability (Tosserams et al. Citation2006).
The solution methods of the above modelling methods mainly include: (1) swarm intelligence and evolutionary computing algorithms (e.g. non-dominated sorting genetic algorithm, genetic algorithm (GA), ant colony algorithm (ACO), and particle swarm algorithm (PSO)), (2) hybrid intelligent algorithm (e.g. GA-PSO and GA-ACO), and (3) machine learning algorithms. Besides the common methods mentioned above, the solution can also be achieved by combining several decoupling methods mentioned above, and also be simplified by embedding domain knowledge appropriately. Combining industry characteristics to establish specific models and solving algorithms is more conducive to the improvement of performances of production control. Resilient individualised manufacturing is characterised by long processes among distributed factories and highly-frequent disruptions. Centralised production control methods are often computationally expensive under large-scale problems. And thus, the peer-to-peer interaction coordination model, i.e. multi-agent system, is identified as the approach for resilient individualised manufacturing control in this paper.
A multi-agent system maps the functional entities of production control into multiple interconnected and loosely-coupled intelligent agents (Grace and James Citation1992), and changes the centralised control structure to a distributed structure. The agents cooperate with each other and jointly negotiate and formulate plans to complete the goals. From the perspective of agent structure, common MAS methods include reactive agents that operate in a responsive manner and negotiation agents that feature active reasoning and goal-oriented behaviour (Shen, Wang, and Hao Citation2006). Toptal and Sabuncuoglu (Toptal and Sabuncuoglu Citation2010) identified six MAS coordination mechanisms: bidding, iterative bidding, negotiation, cooperation, domination, and iterative refinement. The most common MAS implementation method is the Contract Network Protocol (CNP) (Smith Citation1980) and its improved versions. In CNP, an agent defines the availability of a task, broadcasts it to other agents to bid, and finally awards the task by comparing bids using predefined criteria. The multi-agent systems could be divided into three types according to the organisational structure, namely, decentralised mode, hierarchy mode, and hybrid mode. The advantages and disadvantages of these three structures are shown in Table . The decentralised MAS structure is an ideal approach for resilient individualised manufacturing control if the data synchronisation among distributed agents. Another successful MAS structure is to use a heuristic information transfer mechanism and local agent coordination to realise collective wisdom in the group so that autonomous agents can adapt to changing conditions and improve overall efficiency (Xiang and Lee Citation2008).
Table 1. The advantages and disadvantages of three MAS structures.
At present, there has been some research on smart contracts in the industrial field (Smith Citation1980; Angrish et al. Citation2018; Li et al. Citation2018; Lin et al. Citation2018; Lee, Azamfar, and Singh Citation2019; Leng, Jiang, et al. Citation2019; Wang et al. Citation2019; Dolgui et al. Citation2020; Yu et al. Citation2020), but the main purpose is to use the anti-tampering feature of the blockchain to solve system security problems or conduct product anti-counterfeiting/process tracking (Leng, Jiang, et al. Citation2019). Besides a blockchain-based supply chain logistics study (Dolgui et al. Citation2020) and two initial studies of our team (Leng, Jiang, et al. Citation2019; Leng, Yan, et al. Citation2020), neither few studies that use smart contracts for the self-organisation of the manufacturing process could be found, nor research on decentralised automatic execution mechanism of self-organisation decision-making of manufacturing process could be found.
The autonomous process control model presented in this paper is the further development of the above-mentioned MAS concept under the support of new generation IT technologies such as blockchain and smart contracts as the core, to achieve breakthroughs in system response capabilities, flexibility, and adaptivity. The blockchain is mainly used to build a decentralised self-organising interconnected environment for manufacturing execution. Based on this environment, designing smart contracts to support efficient task collaboration between manufacturing agents is an important issue.
3. Design of blockchained multi-agent system
3.1. Framework of blockchained multi-agent system
According to the distributing nature of machines and manufacturing units in resilient individualised manufacturing, as well as to improve the dynamic adaptability of process control, a hybrid architecture of the multi-agent system is adopted. Meanwhile, because of the limited modelling capability, low efficiency, and poor flexibility issues existing in the conventional CNP technology in MAS, this paper introduces smart contract technology to MAS. A blockchained multi-agent system (BMAS) is designed for resilient individualised manufacturing control, and its framework is illustrated in Figure .
Figure 1. Architecture design and agent encapsulation of blockchained multi-agent system.
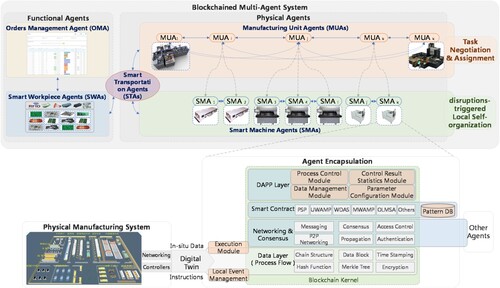
There exist two kinds of agents in BMAS, namely, the physical agents and functional agents. The functional agents encapsulate the management and control algorithms. The physical agents map and handle physical equipment such as the manufacturing units, auto-guided vehicles machine tools, and workpieces distributed in the resilient individualised manufacturing system. The difference between the physical agents and functional agents is whether the agent maps physical equipment. The multi-agent system could make a quick local response to the random assignment of the tasks and disruptions. Five types of functional and physical agents are established, namely, Orders Management Agent (OMA), Smart Workpiece Agent (SWA), Smart Machine Agent (SMA), Manufacturing Unit Agent (MUA), and Smart Transportation Agent (STA). Each type of agent is detailed as follows:
OMA is a functional agent of the orders management server for managing the incoming, manufacturing progress, and finishing of product orders
SWA is a functional agent that manages workpieces, which mainly records the status and process information of the workpiece and proactively interacts with STA, SMA, and MUA.
SMA is a physical agent that manages the machines, allocates workpieces, processes the workpiece tasks autonomously, records the execution information (e.g. working status, processing cost per unit time, idle energy consumption) of the machine, and operation-related information, and feedback information to the MCA in real-time.
MUA is a physical agent that maps the physical manufacturing unit entities in the system and controls its operation. MUA also manages the SMAs located inside itself and participates in the coordination of tasks assignment with other MUAs. MUA together with its SMAs can coordinate workpiece tasks when the tasks come in or environmental disruption occurs in the MUA.
STA is a physical agent that manages the auto-guided vehicles and controls the transportation of workpieces-in-process (WIPs) and materials. The STA receives transportation tasks from other types of agents. STA dynamically coordinates the logistic tasks according to the urgency of the transportation task, and then deploys the AGV trolley to transport the workpiece to the designated location, and uploads the information to the system in time.
The autonomous process control architecture can be divided into two layers, namely, upper-layer task coordination, and lower-layer autonomous task control. Firstly, the coordination of the tasks in the upper layer includes the negotiation and allocation of manufacturing tasks in a coarse granularity through a smart contract running on the blockchain. The upper-layer MUA, STA, and SWA jointly form a blockchain network. The MUA manages the lower-layer SMAs. The upper-layer agents ensure the consistency of the distributed data through the consensus algorithm of the blockchain and use pre-set smart contracts to complete task collaboration and information exchange. Secondly, the tasks autonomous control in the lower layer does not rely on a centralised system for the matching between SMAs and SWAs, and could adjust tasks autonomously in response to environmental disruptions.
3.2. Agent encapsulation in BMAS
An agent is characterised by autonomy, sociality, and adaptability. An agent consists of two modules, namely, communication and reasoning. The communication module realises the perception of external information and negotiation with other agents. Digital twin-based synchronisation with different cybersystems and physical machines is enabled in each physical agent for a systematic process control purpose. The reasoning module conducts information analysis and decisions. Two functions of the agents are: (1) quickly forming a cooperation plan after the manufacturing tasks are issued, and (2) mutually making process control adjustments and coordination when a disruption occurs.
Each agent is hosted with a blockchain computing node, and the agents communicate and collaborate through the blockchain network. Blockchain does not store all the information, but only critical progress and index information. The communication and information consistency between the loosely-coupled nodes are realised by the Peer-to-Peer (P2P) consensus protocol. This paper adopts the consortium blockchain technology to avoid the waste of computing power and accelerate block generation efficiency. In addition, the blockchain infrastructure is tamper-proofing, which can ensure the authenticity and reliability of data.
3.3. Operation mechanism of BMAS for autonomous process control
The operation mechanism of BMAS for autonomous process control is shown in Figure . When receiving new manufacturing order, the TMA will decompose it into sub-tasks and then encapsulate them into the corresponding SWA that represents the workpieces. The distributed MUAs negotiate for competing to obtain/allocate the sub-task via smart contract. After a sub-task is obtained by an MUA, the SMAs inside this MUA will perform autonomous matching with SWAs. In the manufacturing process, the STA dynamically receives the transportation task from the SWAs and then transports it to the matched SMA.
Figure 2. Operation mechanism of BMAS for autonomous process control.
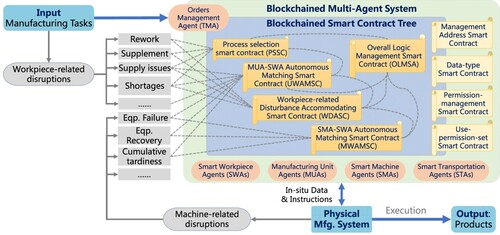
In the disturbed environment, the MUA can make local self-decisions based on different control patterns for similar disruptions. Disruptions come from internal and external sources. The external disruptions could be categorised into geopolitical factors, pandemics, climate changes, cyber-attacks, and other unknowns. The internal disruptions can be divided into two categories, namely, (1) workpiece-related disruptions (e.g. supply issues and material shortages, and material defects), and (2) equipment-related disruptions (e.g. machine failure, and mechanical malfunction). This paper takes the internal disruptions as the research object. The difference between disturbances and disruptions in production is that the disturbances impede production performance while the disruptions temporarily interrupt production. In another word, compared to disturbances, the disruptions result in more serious issues in the production control.
Various control patterns are embedded in BMAS for handling two types of internal disruptions. The proposed control patterns are comprised of auction-based bilateral scheduling strategies and decentralised mutually-adaptive dispatching rules that are transformed from the traditional centralised dispatching rules. The difference between the centralised dispatching rules and decentralised dispatching rules defined in the control patterns is that the former rules are usually executed by a single centralised computing server/system, while the latter is operated via smart contracts among distributed agents, using the advanced blockchained P2P coordination consensus protocol as execution boosters. Through the autonomous coordination among loosely coupled agents, the computation complexity of process control is distributed to the edge of the manufacturing system, and thus the BMAS is of higher flexibility, better adaptability, and stronger scalability. It is convenient to add agent nodes to the BMAS. Through the block synchronisation mechanism of the blockchain, the extended agent can quickly participate in the corresponding business.
4. Blockchained smart contract pyramid model for MAAPC
4.1. The mathematical model of MAAPC
The workpiece tasks of uncertain numbers are randomly accepted, resulting in the continuous adjustment of the plan/schedule. Each workpiece has multiple process routes, resulting in process flexibility. The process control is to select the appropriate process route and the machine of MUA for each manufacturing task of workpieces.
A mathematical model dynamic process control issue in resilient manufacturing of massive individualised products is established. Table provides an overview of notations and descriptions in a mathematical model of process control.
Table 2. Notations and implications in the mathematical model of process control.
The process control for resilient manufacturing of massive individualised products needs to consider the impact of plan changes caused by environmental disruptions and system reconfigurations (Leng, Zhou, Xiao, et al. Citation2021). To accurately evaluate the performance and efficiency of the multi-agent autonomous process control, this paper designs 4 evaluation metrics as shown in Table .
4.2. Framework design of BSCP
The blockchain makes the network credible with an exquisite mathematical structure, which provides an environment for the decentralised and autonomous operation of smart contracts. Blockchain technology guarantees the consistency of agent data through consensus algorithms and realises the authenticity and reliability of data. In the blockchain, the smart contract can respond to events and execute programmes automatically.
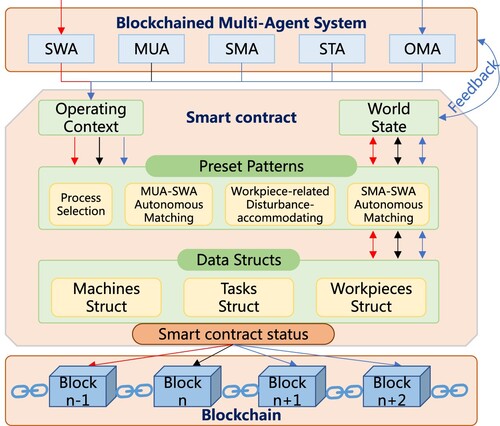
In the proposed MAAPC approach, the BMAS realises the inter-agent negotiation and distribution of workpiece tasks through a blockchained smart contract pyramid. This paper sets the transaction trigger conditions of the smart contract so that the agent can automatically complete the transaction through the smart contract, as shown in Figure below. At the inter-agent BMAS layer, the smart contract takes the context information such as the workpieces and machines submitted by the agent as the trigger condition of the transactions, and processes the events according to the MAAPC approach. When the agent receives the information about the environment change, the agent submits the information and triggers the smart contract. The smart contract performs information processing according to preset response patterns. The processing of information by the smart contract requires querying data from the data-type smart contract and requesting relevant data from a specific agent. After the data is collected, the smart contract makes corresponding processing and writes the processing result into the blockchain.
Figure 3. Operation of blockchained smart contract for multi-agent autonomous process control.
Information contained in the execution process of the smart contract could be denoted as nine-tuple
(1)
(1) where σ is the world state mark in the blockchain, S is the SWA in the system, O is the STA in the system, r is the MUA node in the system, c is the code of the smart contract, g is the trigger condition information, v is the feedback information of the specific agent, d is the execution result, and e is the information call status of the smart contract.
Agents communicate and collaborate through the blockchain, that is, the task assignment of workpieces depends on the blockchained smart contract pyramid. The security of a smart contract is critical. Once the smart contract has a bug, it will have an extremely serious impact on system stability. To improve the security and scalability of smart contracts, this paper designs a triple-level blockchained smart contract pyramid model as shown in Figure . The bottom level includes four sets of control patterns, which are encapsulated into four smart contracts in the middle level. The top level is the externally-exposed service control terminal named Overall Logic Management Smart Contract (OLMSC), which controls the execution of four smart contracts in the middle level. In the middle level, the Process selection smart contract (PSSC) is a smart contract that contains four different patterns for selecting multiple optional processes for the workpiece. The MUA-SWA Autonomous Matching Smart Contract (UWAMSC) provides the OLMSC with the data information and decision methods required for the selection of the MUA when the workpiece has multiple available MUAs. The Workpiece-related Disruption Accommodating Smart Contract (WDASC) realises the automatic matching between SWA and MUAs for the workpiece in the workpiece-related disruption events. The SMA-SWA Autonomous Matching Smart Contract (MWAMSC) performs autonomous process control of workpiece tasks inside each MUA with frequent machine-related disruptions.
Figure 4. Quad-play blockchained smart contract pyramid model.
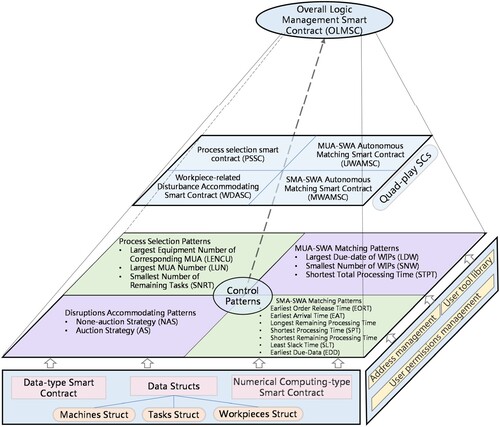
In the blockchained smart contract pyramid model, there exist other fundamental smart contracts and structs. The management address smart contract generates and manages addresses, and controls the addresses for users to access the smart contracts. It acts as the linkage that connects other smart contracts in series and is the most important part of the whole smart contract pyramid model. The data-type smart contract stores business-related data, based on which users can write and modify data according to permissions. The decision of the smart contract pyramid depends on the data support from the data-type smart contract. The data struct is a data structure obtained by mapping entities including machines, tasks, and workpieces. The numerical computing-type smart contract is a function library for data processing, such as comparison of sizes, data subtraction, and numerical addition. The permission-management smart contract controls the user’s authority for the operation of the data to ensure security. The user tool library enables the users to perform operations based on their permissions, such as adding and deleting data. The use-permission-set smart contract stores user addresses in different permission sets and then manages users participating in the blockchain network.
4.3. Overall operating flow of BSCP
Aiming at the issue of random arrival of workpieces, the process flexibility of the workpiece, urgent workpieces, mechanical malfunction, and the flexibility of the MUA, a quad-play blockchained smart contract pyramid model (i.e. BSCP) is designed for enabling MAAPC. Its operating logic is shown in Figure . It mainly includes initial task negotiation and assignment at the inter-agent layer and local self-organisation at the intra-agent layer. Firstly, the PSSC is used to select the process when there exists process flexibility in product orders. Secondly, at the inter-agent layer, the multi-agent dynamic autonomous process control is performed based on the UWAMSC and the WDASC to identify specific MUA for each workpiece. Specifically, the UWAMSC is used to match workpiece tasks with multiple optional MUAs, and the WDASC is used for enabling the workpiece to make decisions in multiple optional MUAs when workpiece-related disruption events occur. Finally, at the intra-agent layer, the MWAMSC reorganises the workpiece tasks inside each MUA with frequent machine-related disruptions.
Figure 5. Operating flow of quad-play blockchained smart contract pyramid model for enabling MAAPC.
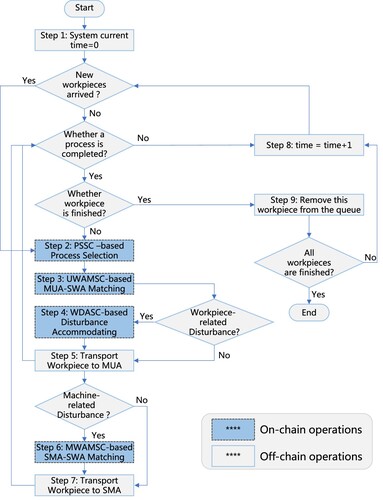
Some key steps enabled by Blockchained smart contracts in Figure are highlighted in blue colour and detailed as follows. Firstly, Step 2 implies that the SWA determines the number of processes in the current step of the workpiece; if there are multiple processes, the SWA submits a decision request to the blockchain, and the smart contract pyramid selects the process based on the PSSC and selects the process of the workpiece. After the process is selected, the smart contract pyramid determines whether it is a workpiece in a workpiece-related disruption event; if yes, go to Step 4; if not, go to Step 3. Secondly, Step 3 implies that a blockchained smart contract queries the number of MUAs that can process the workpiece process; if the number of MUAs is 1, the contract selects the MUA; If there are multiple MUAs, the contract selects the MUA based on the UWAMSC. Thirdly, Step 4 implies blockchained smart contract queries the number of MUAs that can process the workpiece process; if the number of MUAs is 1, the contract selects the MUA; If there are multiple MUAs, the contract selects the MUA based on the WDASC. Finally, Step 6 implies that after the SMA is selected, the STA will transport the workpiece to the selected SMA.
All modules including PSSC, UWAMSC, WDASC, and MWAMSC in the quad-play multi-agent autonomous process control model are engineered via smart contracts, which can quickly respond to dynamic events. All the smart contracts generated and invoked in four modules of the proposed MAAPC model are managed by the OLMSC. OLMSC is operated based on multi-agent interaction via four types of smart contracts (i.e. PSSC, UWAMSC, WDASC, and MWAMSC), which do not rely on a traditional centralised decision mechanism but are jointly determined by blockchained agents.
5. Four key smart contracts in BSCP-MAAPC
Although many scholars have studied dispatching rules dealing with disruptions, how to transform the traditional centralised dispatching rules into the practical decentralised mutually-adaptive control patterns among distributed agents is challenging, especially using the advanced blockchained P2P coordination consensus protocol and smart contracts as execution boosters.
A single control pattern is not suitable for all production environments. The following four subsections will detail a variety of patterns that are designed in the PSSC, UWAMSC, WDASC, and MWAMSC modules (Table ) so that the combination of these patterns can make the multi-agent autonomous control decisions.
Table 3. Patterns in the PSSC, UWAMSC, WDASC, and MWAMSC modules of process selection.
5.1. Process selection smart contract
In the case of process flexibility, there are multiple optional processes in workpiece manufacturing. As shown in Table , four types of PSSC are designed to select the most suitable process for different manufacturing environments and contexts among multiple optional processes of the workpiece.
The operating logic of PSSC is detailed as follows. Firstly, by identifying whether multiple optional processes exist in the incoming workpiece, the SWA initiates a PSSC smart contract to the blockchain network to issue a process selection request. Then, the OLMSC reads the request information from the PSSC smart contract, which varies with the control patterns defined in PSSC. When a control pattern (e.g. LENCU or SNRT) is invoked, an MUA with the manufacturing capability for finishing the process is requested for loading status information, and then the MUA will provide information feedback based on the current status data collected in-situ. The PSSC collects and gathers the feedback information of the MUA within the specified time, and then performs computations according to the invoked control pattern of the PSSC to select the process. Finally, the blockchain network hosted on BMAS will verify the generated process selection result data as transactions into the block via a consensus algorithm.
After the processes of the workpiece are determined, the bi-level smart contract-driven UWAMSC and WDASC will match MUAs with the workpieces when they come or the workpiece-related disruption events happen, respectively.
5.2. MUA-SWA autonomous matching smart contract
The UWAMSC is designed to match optimal MUA for processing the workpiece in the case that there are multiple optional MUAs for the workpiece. Three matching patterns are designed to adapt to a different context, as shown in Table .
The operating logic of the UWAMSC is detailed as follows. Firstly, by identifying whether multiple optional MUAs exist in the incoming workpiece, the OLMSC invokes a UWAMSC smart contract to the blockchain network to issue an MUA-SWA autonomous matching request. Then, the UWAMSC reads information from the OLMSC smart contract. The information includes the selected pattern (e.g. LDW) and the corresponding feedback-data type of MUA. Thirdly, the UWAMSC automatically sends an information request to the available MUAs, which needs feedback status data. After the UWAMSC collects and gathers the feedback information from the MUAs at the specified time, it makes a computation based on the selected matching pattern to obtain the results of the MUA. Finally, the blockchain network hosted on BMAS will verify the generated matching result data as transactions into the block via a consensus algorithm.
5.3. Workpiece-related disruption-accommodating smart contract
Frequent workpiece-related disruption events lead to changes in the completion time of the workpiece task. WDASC is designed to improve the completion rate when a workpiece-related disruption event (e.g. emergency order insertion) occurs. When there exist multiple available MUAs could respond to the disruption event, it is assumed that the available MUAs are in a competitive relationship for the acquisition of tasks in new arrangements. The SWA selects the MUA based on the estimated completion time provided by the available MUA, and the target considered by the SWA is to minimise the overall completion time of the workpiece tasks. In the manufacturing execution, the completion time of the workpiece task is constantly changing in the MUA. In a competitive context, MUA hopes that the requested completion time can be longer due to the consideration of fluctuation time and utility maximisation. However, biding a too long completion time may lead to the loss of manufacturing tasks for the MUA, while biding a too small completion time will lead to higher costs for the production. Therefore, WDASC is designed as a first-price sealed-bid auction of the completion time among the available MUAs under workpiece-related disruptions.
In the first-price sealed-bid auction triggered by a workpiece-related disruption, the available MUAs (e.g. available MUA-1, available MUA-2, … , and available MUA-v) are all rational and seek to maximise their utility. The machines in available MUAs can meet the requirements of the SWA for the quality of workpiece processing. The available MUA only knows its own cost function, payoff function, and strategy, and does not know the bid information of other available MUAs. The decision space of the MUA is fixed and initiated by a smart contract. Assume that the change time of the manufacturing workpiece task is caused by a workpiece-related disruption event, if the available MUA bids a completion time
for the workpiece (item), the completion time of the workpiece becomes (
), which is the biding of the MUA and denoted as
. The MUA with the lower biding (i.e. completion time) will win the game. The first-price sealed-bid auction game in the WDASC module could be defined as follows
(2)
(2) where
denotes the bidders;
denotes action space;
represents type space;
refers to belief;
denotes utility. The bidings of the participants are independent. In the standard Bayesian equilibrium, when n available MUAs participate in the auction, the MUA’s optimal bidding strategy is:
(3)
(3) Without considering the time cost, the utility is:
(4)
(4) The first-price sealed-bid auction-based competition of available MUAs timely completes the selection of MUAs under the workpiece-related disruption events. There are two control patterns in the WDASC module layer, namely, None-Auction Strategy (NAS) and Auction Strategy (AS). The former control pattern is to directly coordinate the MUAs via the single UWAMSC without auction when the disruption events occur, and the second pattern is to use the proposed auction model.
The operating logic of the WDASC is detailed as follows. The SWA selects the available MUAs through the WDASC and OLMSC smart contract when the workpiece-related disruption event occurs. Firstly, when the WDASC is triggered by a workpiece-related disruption, the OLMSC reads information from the WDASC smart contract, which includes the disruption events time, the auction selection method, and the type of data returned by the MUA during the auction. Secondly, the OLMSC automatically sends an auction-bid information request to the available MUAs. Thirdly, the available MUAs bid the completion time based on the auction strategy combined with the MUA status information and the change of completion time caused by disruption. The MUA uses the public key of the SWA to encrypt the bid completion time and feeds this information back to the blockchain. Fourthly, the SWA uses the private key to decrypt and compare the bid information of the MUAs, and finally select an MUA. After the bidding decision result is verified by other agent nodes of BMAS, the block is generated and the MUA is notified.
5.4. SMA-SWA autonomous matching smart contract
The MWAMSC is designed for the self-organisation of machines in each MUA in terms of random and difficult-to-predict machine-related disruption events (e.g. mechanical malfunction and machine recovery). When a machine fails, the workpieces in the buffer of the machine should be re-attributed to other machines in the MUA for processing without waiting for the faulty machine to be repaired. When the machine is repaired, the SMA usually will obtain newly-incoming workpieces for processing based on MWAMSC. Seven patterns/rules defined in the literature (Haupt Citation1989; Ramasesh Citation1990; Chandrasekharan and Oliver Citation1999) that show better control performance are selected as the MWAMSC, which is shown in Table .
The operating logic of the MWAMSC is detailed as follows. The SMA judges whether the machine fails; when the machine fails, the SMA transmits information to the MUA, and the MUA performs machine disruption processing. After the machine problem is processed, the SMA determines whether the machine is repaired; if the machine is repaired and there is an idle machine in the MUA, perform SMA-SWA autonomous matching. When the MWAMSC is triggered by a workpiece-related disruption, the OLMSC reads information from the MWAMSC smart contract, which includes the disruption events time, the matching method, and the type of data returned by the SMA. Secondly, the SMA broadcasts the information to other SMAs in the MUA. Thirdly, the available SWAs automatically send a matching request to the SWA. When an SMA matches the workpiece based on the MWAMSC, it broadcasts the matching result to other SMAs in the MUA. The machine-related disruptions will result in changes in the completion time of workpieces, and MUA will evaluate it for uploading to the BMAS. After the change is verified by other agent nodes of BMAS, the block is generated and the MUA is notified.
6. A prototype system and simulation experiments
6.1. A prototype system of BSCP-MAAPC
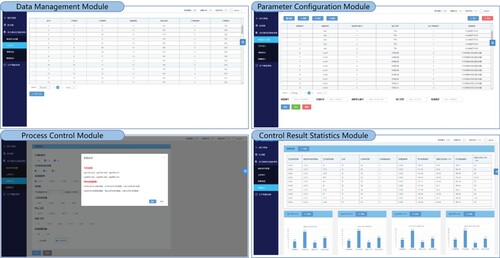
As shown in Figure , a prototype BSCP-MAAPC system is developed based on the B/S architectural ManuChain (Leng, Yan, et al. Citation2020), which uses the FISCO BCOS open source blockchain as the kernel. The blockchain kernel is operated on four server nodes. The smart contract is developed using the Solidity language. The MAAPC prototype system mainly realises the dynamic coordination, allocation, and autonomous process control of workpiece processing tasks in MUAs, SWAs, STAs, and SMAs. Four functional modules are designed, including the data management module, parameter configuration module, process control module, and control result statistics module. The data management module is developed based on a combination of Key-value database LevelDB in blockchain and Entity-Relation database MySQL in other digital twin systems (Ding et al. Citation2019; Leng, Wang, et al. Citation2021), which provides necessary operations such as adding, deleting, modifying, and checking manufacturing data. Each digital twin-based agent of manufacturing equipment could be directly operated by the programmable smart contracts as a kind of digital asset to provide individualised manufacturing services. The parameter configuration module supports the parameter setting of BMAS and control patterns, which realises the interconnection with the MES part of the ManuChain system. The process control module can adjust the manufacturing execution in real time according to the context and product orders. The control result statistics module is used to compute and analyze the production orders, control patterns, and manufacturing system status in the form of a histogram and table, which supports the evaluation and reconfiguration of the control patterns.
Figure 6. Interfaces of four modules in the prototype MAPPC system.
6.2. Simulation of BSCP-MAAPC in printed circuit boards trial-manufacturing
Many studies show that no production control pattern or method can outperform other methods in all performance indicators under different environments. The features of products, processing parameters, management goals, and environmental disruptions have an impact on the performance of the production control pattern. This paper conducts simulation experiments in the rapid PCB prototyping services to test the proposed MAPPC approach and conduct a multi-level and multi-dimensional comparative analysis of these control patterns.
Under the rapid upgrading of electronic products, the rapid PCB prototyping service providers face the need for resilient individualised manufacturing. For instance, according to our investigation of a rapid PCB prototyping service provider in south China, they monthly receive 24,000 kinds of PCBs with a short makespan (3∼5 days), which are individualised in as many as 120 manufacturing features (which implies 2200 process parameters). Also, the manufacturing of PCBs is realised by a combination of physical machining, lasering, and chemical methods, which suffers from frequent disruptions such as mechanical malfunctions and out-of-control chemical/lasering/physical parameters.
The generation of simulation examples, the setting of environment variables, the scale of product orders, the emulation of disruptions, and the analysis of control patterns are designed based on an in-depth investigation and raw data analysis of a rapid PCB prototyping service provider located in south China. The generation of workpiece release time and due date as well as the simulation of workpiece-related disruption events in massive individualised PCB trial-manufacturing products is performed based on a random discrete uniform distribution. The arrival of the PCB orders is an independent random event, and the probability density of the time interval between the occurrence of the event obeys a negative exponential distribution. The number interval of urgent PCB workpieces obeys the Poisson distribution. The simulation of machine-related disruption events is simulated based on the exponential function of Mean Time to Failure (MTTF) (Adibia, Zandiehb, and Amiric Citation2009) and Mean Time to Repair (MTTR) (Oliver Citation1999). According to the Monte Carlo inverse function method, the random number of the trouble-free working time during the normal operation of the equipment is a random number of the repair time. Based on the analysis of the historical production data of the PCB trial-manufacturing enterprise, the average number of emergency workpiece intervals is set to 40, and the average failure rate of the machine is set to 0.025. 26 MUAs are designed as shown in Table . The process information of the PCB workpiece is omitted here for a concise reason.
Table 4. MUAs information in the simulation.
In the initial stage of the simulation experiment, the number of workpiece tasks is small, and the waiting time for workpiece processing is short. At this time, each performance indicator cannot be used as managerial implications. After 500 workpieces arrived in the simulation, the manufacturing system entered a state of stable operation, and the performance indicators have also stabilised. The analysis of the performance indicators starts from the 501st workpiece. Many studies regard the completion of 2000th workpiece processing as the approximate long-term behaviour (Haibin and Wei Citation2001). Therefore, the 2000th∼2500th workpiece is regarded as the endpoint of sampling for long-term average value analysis in this paper. To prevent the sampling error caused by the processing initial deviation and fixed number truncation, the total number of scheduled workpieces is set to 3000.
Based on the relevant literature review, this paper sets three different levels of machine utilisation () for analysis, namely, relaxed (50%), medium (70%), and tight (90%). On another hand, the Total Worker Confidence (TWC) method is used for determining the margin coefficient
of the due date, and three different values (i.e.
) are selected to represent different degrees of influence. The MAAPC experiments are carried out under 9 (=3 × 3) sets of simulation parameters of two variable combinations. Under 9 different environmental variables, 3000 discrete MUAs based on different hybrid control patterns in the workshop were randomly generated according to the experimental setting to simulate workpiece processing, and 168 hybrid control patterns were obtained based on combinations of four PSSC patterns, three UWAMSC patterns, two WDASC patterns, and seven MWAMSC patterns. After 17 rounds of simulation, 25,704 pieces of simulation results data are obtained, part of which are shown in Table .
Table 5. Partial simulation results of BSCP-MAAPC.
6.3. Analysis of experimental results
This paper considers four performance evaluation metrics: the average tardiness time of the workpiece (), the tardiness ratio of workpieces (
), the average flow time of the workpiece (
), and the completion rate of the urgent workpiece (
). This paper uses the Relative Deviation Index (RDI) (Paz et al. Citation2019) to evaluate the difference between the optimal and worst control results in 9 different environments. Where the smaller the RDI value, the better the control pattern. The larger the RDI value, the worse the control pattern. Based on the 25,704 pieces of result data, 1512 RDI values in 9 different environments are obtained. The analysis of the experimental results is divided into two parts: evaluating a single control pattern and evaluating hybrid control patterns. It provides decision support knowledge for the configuration of the multi-agent autonomous process control system in different environments and provides a reference for subsequent improvement of patterns in each layer.
6.3.1. Evaluation of single control pattern
The overall RDI average value of the single control pattern in a certain smart contract is overall evaluated as shown in Table to analyze their performances. When studying control patterns at different smart contracts of BSCP, other control patterns outside the smart contract are normalised.
Table 6. Mean value of overall RDI of the single-level control pattern target value.
The results show that the RDI values of different control patterns of the PSSC layer are similar under different targets, and the control patterns of the MWAMSC layer are of the greatest importance for the performance concerning different control goals. Concerning the average tardiness time (), the overall performance of the EORT control pattern in the MWAMSC module is better than other control patterns, evidenced by a minimum
value 0.19311. In terms of the tardiness ratio of workpieces (
), the overall performance of the SRPT control pattern in the MWAMSC layer is better than other control patterns, evidenced by a minimum
value 0.36225. Under the average flow time of the workpiece (
), the overall performance of the EORT control pattern in the MWAMSC layer is better than other control patterns, evidenced by a minimum
value 0.15278. In terms of the completion rate of the urgent workpiece (
), the overall performance of the SLT control pattern in the MWAMSC layer is better than other control patterns, evidenced by a maximum
value of 0.31720.
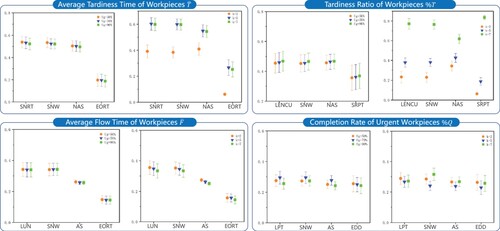
Figure provides an overview of the impact of different environmental factors (i.e. machine utilisation and the margin coefficient
of due date) on the average RDI values of typical control patterns in each smart contract. Firstly, in terms of
, the change of the
is of little relevance to the average RDI value of the control patterns, and the performance of the single-level control pattern slightly decreases with the increase of
. When the due-date margin coefficient
is 2, the performance of each layer’s control pattern changes most significantly compared to other coefficients. When the margin coefficient is 5 and 7, the average RDI value of the control pattern changes little, and the control pattern performance does not fluctuate greatly. Secondly, concerning
, when the
increases, the RDI value of the control pattern increases less. Its impact on the performance of the single-level control pattern is small, and the stability of the single-level control pattern is good. With different
, the performance of the single-level control pattern changes significantly. Thirdly, in terms of
, either
or
is of little relevance to the average RDI value of the single-level control pattern, and the performance of the control pattern is stable. The performance of the control pattern shows an upward trend when
increases. Fourthly, concerning
, when
increases from 50% to 90%, the performance of the control pattern first rises and then declines. It can be seen that when
grows, the performance of the single-level control pattern first declines and then rises. It implies that there exists a most suitable environment (i.e.
and
) when trying to identify an optimal control pattern to pursue better
, which may be identified by using big data analytics when the historical operation data increases.
Figure 7. The impact of different environmental factors on the average RDI values.
6.3.2 Evaluation of hybrid control patterns
The performance of 168 hybrid control patterns composed of four levels of smart contracts are evaluated from the five levels of the ,
,
,
, and Pareto Optimality. Figure provides an overview of the mean RDI value of the
,
,
, and
of these hybrid control patterns.
Figure 8. Mean RDI of the ,
,
, and
of hybrid control patterns.
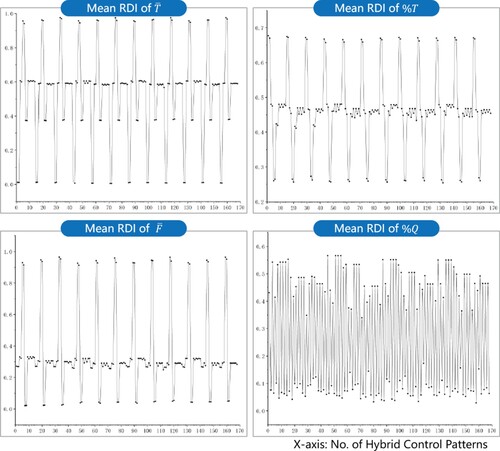
In terms of , the performance difference between the best hybrid control pattern and the worst hybrid control pattern is huge. It is found that EORT and EAT control patterns in the MWAMSC module have a significant positive impact on
, while the SRPT and SLT control patterns in the MWAMSC module have little impact on the
. When
is either 50% or 70%, the performance of the LUN-STPT-NAS-EAT hybrid control pattern is the best among all hybrid control patterns. When
is 90%, the optimal hybrid control pattern is LUN-LDW-NAS-EAT. When
changes from 2 to 7, the performance of the LUN-STPT-NAS-EORT, LUN-LDW-NAS-EORT, and LUN-SNW-NAS-EORT hybrid control pattern gradually increases, while the performance of other hybrid control patterns increases first and then decreases. When
is either 2 or 7, the optimal hybrid control pattern is LUN-STPT-NAS-EORT. When
is 5, the optimal hybrid control pattern is LUN-STPT-NAS-EAT.
Concerning , the difference between the best hybrid control pattern and the worst hybrid control pattern is relatively large. The SRPT and SLT control patterns in MWAMSC have a significant positive impact on
, while EORT and EAT control patterns have little effect on
. The change in
has little effect on the RDI value of
of the hybrid control pattern, but the stability of the hybrid control pattern is poor. When
is 7, the performance of the hybrid control pattern declines rapidly. When
ranges from 2 to 5, the performance change of the control pattern is small. When
is 2, LENCU-SNW-NAS-SLT is the optimal hybrid control pattern. When
is 5, the optimal hybrid control pattern is SNRT-LDW-NAS-SLT. When
is 7, the optimal hybrid control pattern is LUN-LDW-NAS-SLT.
Concerning , the difference between the best hybrid control pattern and the worst hybrid control pattern is relatively large. The EORT and EDD control patterns in the MWAMSC module have an obvious positive effect on
, while the SRPT and SLT control patterns have little effect on
. When
varies from 50%, 70% to 90%, except for the LENCU-SNW-AS-EORT hybrid control pattern, the performance of other hybrid control patterns declines first and then rises, and the optimal hybrid control patterns are LENCU-LDW-NAS-EDD, LENCU-LDW-AS-EORT, and LENCU-STPT-NAS-EDD, respectively. When
varies from 2, 5 to 7, the optimal hybrid control patterns are LENCU-LDW-AS-EORT, LENCU-SNW-NAS-EDD, and LENCU-STPT-NAS-EDD, respectively. And except for the performance of the LENCU-SNW-NAS-EDD hybrid control pattern which rises first and then declines, the performance of other hybrid control patterns all decline first and then rise.
Concerning , it can be seen that 168 hybrid control patterns are of large fluctuations and disorderly distribution of the average RDI value. The performance of the hybrid control pattern changes continuously with the change of
. When
varies from 50%, 70% to 90%, the optimal hybrid control patterns are SNRT-LDW-AS-SRPT, LPT-STPT-NAS-SPT, and LUN-STPT-AS-LRPT, respectively. When
is 2, the optimal hybrid control pattern is SNRT-LDW-NAS-SPT. When
is 5 or 7, the optimal hybrid control pattern is LPT-STPT-NAS-SPT.
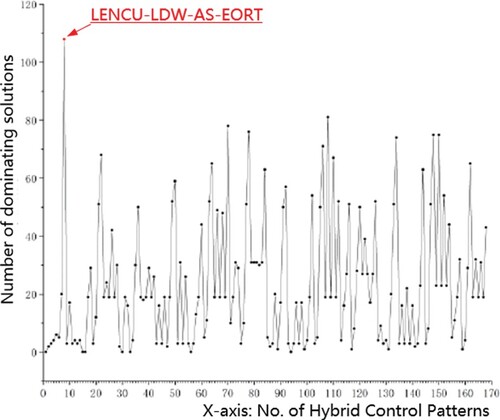
The manufacturing control is usually of multiple interactive and contradictory objectives, and the comprehensive evaluation of multiple objectives can get the optimal solution. The Pareto optimal solution method is used to comprehensively evaluate the four indicators ,
,
, and
, and then thus select the optimal hybrid control pattern. Figure shows the number of dominant solutions corresponding to the hybrid control pattern. It can be concluded that the number of dominating solutions corresponding to the eighth LENCU-LDW-AS-EORT control pattern could relatively obtain more dominating solutions among all 168 hybrid control patterns.
Figure 9. The number of dominating solutions of the hybrid control patterns.
6.4. Discussions
To evaluate the performance of the proposed BSCP-MAAPC method with blockchain or without blockchain, a further experiment is conducted on the conventional Contract Network Protocol (CNP) (Smith Citation1980) technology-driven MAAPC model (CNP-MAAPC). The comparison includes two parts. The networking performance metrics include the average response time for requests (Leng, Yan, et al. Citation2020). The manufacturing performance metrics evaluate ,
,
,
, and Pareto Optimality. In terms of manufacturing performance, the result shows that CNP-MAAPC obtains the same results compared to the BSCP-MAAPC method, because the encapsulated autonomous process control patterns remain unchanged. In terms of the networking performance, the BSCP-MAAPC averagely takes 1.9s to generate reactions (under the problem scale of 3000 workpieces), which is slower compared with CNP-MAAPC (0.8s). This is because the consensus algorithm in BSCP-MAAPC is time-consuming to a certain extent. However, it is within an acceptable range in terms of response time. The additional networking time makes the manufacturing system more secure, which is of great significance for improving the credit of manufacturers, because current control systems suffer from security issues in which manufacturing data may be maliciously tampered with (Leng, Ruan, et al. Citation2020; Leng, Ye, et al. Citation2021). Therefore, the proposed multi-agent autonomous process control could efficiently react to the disruptions for realising the resilient individualised manufacturing paradigm, which is an important vision in the Industry 5.0 blueprint (Nahavandi Citation2019; Xu et al. Citation2021). From this security perspective, it is reasonable to introduce blockchain technology for enhancing the cyber-security of the manufacturing systems, although it slows down the control networking to an acceptable level.
7. Conclusions
This paper proposed a blockchained smart contract pyramid-driven multi-agent autonomous process control approach according to the flexibility requirements and frequent disruptions in resilient individualised manufacturing towards Industry 5.0. The contributions can be concluded in two aspects. Firstly, a blockchained multi-agent system (BMAS) is designed to get rid of the limited modelling capability, low efficiency, and poor flexibility issues existing in the conventional contract net technology-based MAS. Secondly, a quad-play blockchained smart contract pyramid model together with 168 hybrid control patterns (i.e. 4 PSSC patterns, 3 UWAMSC patterns, 2 WDASC patterns, and 7 MWAMSC patterns) is designed to realise the upper-level negotiation and allocation of tasks among distributed manufacturing units (MUAs) and the lower-level autonomous process control between machines (SMAs) and workpieces (SWAs). Although many scholars have studied similar dispatching rules dealing with random disruption events such as resupply and order insertion, this study is a prior study, for the first time, in transforming the traditional centralised dispatching rules into the practical decentralised mutually-adaptive control patterns among distributed agents, especially using the advanced blockchained P2P coordination consensus protocol and smart contracts as execution boosters.
Future work could be conducted from the following three aspects. Firstly, how to incorporate artificial intelligent algorithms into the dynamic selection of control patterns is a direction of in-depth research to seek stable manufacturing control performance in the frequently changing scenario. Secondly, besides the established SMA-SWA matching module, there is a lack of an autonomous negotiation mechanism between the MUAs, which is critical for the stable decentralised control optimisation from a more-widely global perspective. This issue could be solved only if the efficiency of the consensus algorithm in the blockchain system is greatly improved since it is of significance for efficiently synchronising the data among distributed agents (Leng, Zhou, Zhao, et al. Citation2020). Thirdly, many conditional assumptions are made in the simulations. However, the status of the manufacturing system is often more complex in actual scenarios, such as the capacity limitation of buffer and transportation failures. These failures and disruptions should be taken into consideration in real implementation.
Data availability statement
The data that support the findings of this study are available from the corresponding author upon reasonable request.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
Notes on contributors

Jiewu Leng
Jiewu Leng is an Associate Professor from the State Key Laboratory of Precision Electronic Manufacturing Technology and Equipment, Guangdong University of Technology, China. He received his Ph.D. degree from Xi’an Jiaotong University in 2016. He was a Postdoctoral Fellow at the Department of Information Systems, City University of Hong Kong, under the support of the ‘Hong Kong Scholars’ program from 2018 to 2020. He is a grantee of the Outstanding Youth Fund of Guangdong Province, China. His current research interests include blockchain, smart manufacturing, and digital twin. He has published more than 60 papers in IEEE Transactions on Systems, Man, and Cybernetics: Systems, IEEE Transactions on Services Computing, Renewable & Sustainable Energy Reviews, etc. And 9 highly-cited papers have been included in the ESI database. He was selected as the Elsevier 2021 Highly Cited Chinese Researchers. He has chaired several Special Sessions in International conferences including IEEE ICMA 2015, IEEE ICNSC 2018, and CIRP iPS2 2019. He served as Associate Editor of IEEE Transactions on Systems, Man, and Cybernetics: Systems and Editorial Board Member of Scientific Reports. He has won two first prizes of the Guangdong Provincial Science and Technology Award.

Weinan Sha
Weinan Sha is a postgraduate from State Key Laboratory of Precision Electronic Manufacturing Technology and Equipment, Guangdong University of Technology, China. He received his B.S. degree from Henan Polytechnic University in 2020. His current research interests include Industry 5.0, and cyber-physical-social system.

Zisheng Lin
Zisheng Lin is a postgraduate from State Key Laboratory of Precision Electronic Manufacturing Technology and Equipment, Guangdong University of Technology, China. He received his B.S. degree from Zhaoqing University in 2021. His current research interests include decentralized autonomous manufacturing, blockchain, and intelligent manufacturing.

Jianbo Jing
Jianbo Jing was a postgraduate from the State Key Laboratory of Precision Electronic Manufacturing Technology and Equipment, Guangdong University of Technology, China. He received his B.S. degree from the Lanzhou University of Technology in 2018, and M.S. degree from Guangdong University of Technology in 2021. His current research interests include blockchain, scheduling, and cyber-physical system. He has published a paper on Robotics and Computer-Integrated Manufacturing.

Qiang Liu
Qiang Liu received the BS degree from Xi’an Ploytechnic University, M.S. degree from Guangdong University of Technology, and Ph.D. degree from SunYat_Sen University. He is currently a professor and vice director of the State Key Laboratory of Precision Electronic Manufacturing Technology and Equipment, Guangdong University of Technology, China. He is also the Dean of the School of Mechatronic Engineering and the Guangdong Provincial Key Laboratory of Computer Integrated Manufacturing System of Guangdong University of Technology, China. His research interests include access control and intelligent manufacturing. He has published more than 50 papers in the Journal of Intelligent Manufacturing and Journal of Cleaner Production, etc.

Xin Chen
Xin Chen received a B.S. degree from Central South University, an M.S. degree from Harbin Institute of Technology, and a Ph.D. degree from Huazhong University of Science and Technology. He is currently a professor and director of the State Key Laboratory of Precision Electronic Manufacturing Technology and Equipment, Guangdong University of Technology, China. He is the director of the State Key Laboratory of Precision Electronic Manufacturing Technology and Equipment of the Guangdong University of Technology, China. His research interests include electronic equipment manufacturing, design optimization, and intelligent manufacturing. He has published more than 200 papers in IEEE Transactions on Systems, Man, and Cybernetics: Systems, Journal of Manufacturing Systems, etc.
References
- Adibia, M. A., M. Zandiehb, and M. Amiric. 2009. “Multi-Objective Scheduling of Dynamic Job Shop using Variable Neighborhood Search.” Expert Systems with Applications 37: 282-287.
- Angrish, A., B. Craver, M. Hasan, and B. Starly. 2018. “A Case Study for Blockchain in Manufacturing: ‘FabRec’: A Prototype for Peer-to-Peer Network of Manufacturing Nodes.” 46th SME North American Manufacturing Research Conference, NAMRC 46 26: 1180–1192.
- Chandrasekharan, R., and H. Oliver. 1999. “A Comparative Study of Dispatching Rules in Dynamic Flowshops and Jobshops.” European Journal of Operational Research 116: 156–170.
- Chu, Y., F. You, J. M. Wassick, and A. Agarwal. 2015. “Integrated Planning and Scheduling Under Production Uncertainties: Bi-level Model Formulation and Hybrid Solution Method.” Computers & Chemical Engineering 72: 255–272.
- Ding, K., F. T. S. Chan, X. Zhang, G. Zhou, and F. Zhang. 2019. “Defining a Digital Twin-based Cyber-Physical Production System for Autonomous Manufacturing in Smart Shop Floors.” International Journal of Production Research 57: 6315–6334.
- Dolgui, A., D. Ivanov, S. Potryasaev, B. Sokolov, M. Ivanova, and F. Werner. 2020. “Blockchain-oriented Dynamic Modelling of Smart Contract Design and Execution in the Supply Chain.” International Journal of Production Research 58: 2184–2199.
- Grace, Y. L., and J. S. James. 1992. “Integrated Shop Floor Control Using Autonomous Agents.” IIE Transactions 24: 57–71.
- Guo, Y. W., W. D. Li, A. R. Mileham, and G. W. Owen. 2009. “Applications of Particle Swarm Optimisation in Integrated Process Planning and Scheduling.” Robotics and Computer-Integrated Manufacturing 25: 280–288.
- Haibin, Y., and L. Wei. 2001. “Neural Network and Genetic Algorithm-Based Hybrid Approach to Expanded Job-Shop Scheduling.” Computers & Industrial Engineering 39: 337–356.
- Haupt, R. 1989. “A Survey of Priority Rule-Based Scheduling.” OR Spektrum 11: 3–16.
- Karavas, C., G. Kyriakarakos, K. G. Arvanitis, and G. Papadakis. 2015. “A Multi-Agent Decentralized Energy Management System Based on Distributed Intelligence for the Design and Control of Autonomous Polygeneration Microgrids.” Energy Conversion and Management 103: 166–179.
- Lee, J., M. Azamfar, and J. Singh. 2019. “A Blockchain Enabled Cyber-Physical System Architecture for Industry 4.0 Manufacturing Systems.” Manufacturing Letters 20: 34–39.
- Leng, J., P. Jiang, K. Xu, Q. Liu, J. L. Zhao, Y. Bian, and R. Shi. 2019. “Makerchain: A Blockchain with Chemical Signature for Self-Organizing Process in Social Manufacturing.” Journal of Cleaner Production 234: 767–778.
- Leng, J., G. Ruan, P. Jiang, K. Xu, Q. Liu, X. Zhou, and C. Liu. 2020. “Blockchain-Empowered Sustainable Manufacturing and Product Lifecycle Management in Industry 4.0: A Survey.” Renewable and Sustainable Energy Reviews 132: 110112.
- Leng, J., D. Wang, W. Shen, X. Li, Q. Liu, and X. Chen. 2021. “Digital Twins-Based Smart Manufacturing System Design in Industry 4.0: A Review.” Journal of Manufacturing Systems 60: 119–137.
- Leng, J., D. Yan, Q. Liu, K. Xu, J. L. Zhao, R. Shi, L. Wei, D. Zhang, and X. Chen. 2020. “ManuChain: Combining Permissioned Blockchain with a Holistic Optimization Model as Bi-Level Intelligence for Smart Manufacturing. ” IEEE Transactions on Systems, Man, and Cybernetics: Systems 50: 182–192.
- Leng, J., S. Ye, M. Zhou, J. L. Zhao, Q. Liu, W. Guo, W. Cao, and L. Fu. 2021. “Blockchain-Secured Smart Manufacturing in Industry 4.0: A Survey.” IEEE Transactions on Systems, Man, and Cybernetics: Systems 51: 237–252.
- Leng, J., M. Zhou, Y. Xiao, H. Zhang, Q. Liu, W. Shen, Q. Su, and L. Li. 2021. “Digital Twins-based Remote Semi-Physical Commissioning of Flow-Type Smart Manufacturing Systems.” Journal of Cleaner Production 306: 127278.
- Leng, J., M. Zhou, L. J. Zhao, Y. Huang, and Y. Bian. 2020. “Blockchain Security: A Survey of Techniques and Research Directions.” IEEE Transactions on Services Computing, 1–1. doi:10.1109/TSC.2020.3038641.
- Li, Zhi, W. M. Wang, Guo Liu, Layne Liu, Jiadong He, and G. Q. Huang. 2018. “Toward Open Manufacturing.” Industrial Management & Data Systems 118: 303–320.
- Li, Xinyu, Chaoyong Zhang, Liang Gao, Weidong Li, and Xinyu Shao. 2010. “An Agent-Based Approach for Integrated Process Planning and Scheduling.” Expert Systems with Applications 37: 1256–1264.
- Lin, C., D. He, X. Huang, K. R. Choo, and A. V. Vasilakos. 2018. “BSeIn: A Blockchain-Based Secure Mutual Authentication with Fine-Grained Access Control System for Industry 4.0.” Journal of Network and Computer Applications 116: 42–52.
- Liu, Huibin, Wei Chen, Michael Kokkolaras, Panos Y. Papalambros, and Harrison M. Kim. 2006. “Probabilistic Analytical Target Cascading: A Moment MatchingFormulation for Multilevel Optimization Under Uncertainty.” Journal of Mechanical Design 128: 991–1000.
- Mircea, A. 2012. “Main Aspects Concerning PCB Manufacturing optimization.” Circuit World 38: 75–82.
- Nahavandi, S. 2019. “Industry 5.0—A Human-Centric Solution.” Sustainability 11: 4371.
- Oliver, H. 1999. “Scheduling in Job Shops with Machine Breakdowns: An Experimental Study.” Computers & Industrial Engineering 36: 137–162.
- Pandey, D., M. S. Kulkarni, and P. Vrat. 2011. “A Methodology for Joint Optimization for Maintenance Planning, Process Quality and Production Scheduling.” Computers & Industrial Engineering 61: 1098–1106.
- Pang, S., S. Guo, L. Wang, Y. Li, X. Li, and Z. Liu. 2021. “Mass Personalization-Oriented Integrated Optimization of Production Task Splitting and Scheduling in a Multi-Stage Flexible Assembly Shop.” Computers & Industrial Engineering 162: 107736.
- Paz, P., F. Victor, Z. G. Miguel, and M. F. Jose. 2019. “Constructive Heuristics for the Unrelated Parallel Machines Scheduling Problem with Machine Eligibility and Setup Times.” Computers & Industrial Engineering 131: 131–145.
- Qin, Z., and Y. Lu. 2021. “Self-Organizing Manufacturing Network: A Paradigm Towards Smart Manufacturing in Mass Personalization.” Journal of Manufacturing Systems 60: 35–47.
- Ramasesh, R. 1990. “Dynamic Job Shop Scheduling: A Survey of Simulation Research.” Pergamon 18: 43–57.
- Seada, H., and K. Deb. 2018. Non-Dominated Sorting Based Multi/Many-Objective Optimization: Two Decades of Research and Application, Multi-Objective Optimization: Evolutionary to Hybrid Framework. Singapore: Springer. pp. 1–24.
- Shang, Y. 2020. “Consensus of Hybrid Multi-Agent Systems with Malicious Nodes.” IEEE Transactions on Circuits and Systems II: Express Briefs 67: 685–689.
- Shao, X., X. Li, L. Gao, and C. Zhang. 2009. “Integration of Process Planning and Scheduling—A Modified Genetic Algorithm-Based Approach.” Computers & Operations Research 36: 2082–2096.
- Shen, W., L. Wang, and Q. Hao. 2006. “Agent-Based Distributed Manufacturing Process Planning and Scheduling: A State-of-the-Art Survey.” IEEE Transactions on Systems, Man, and Cybernetics, Part C (Applications and Reviews) 36: 563–577.
- Smith, R. G. 1980. “The Contract Net Protocol: High-level Communication and Control in a Distributed Problem Solver.” IEEE Transactions on Computers 29: 1104–1113.
- Srivastava, S., S. Suryanarayanan, P. Ribeiro, D. Cartes, and M. Steurer. 2005. “A Conceptual Power Quality Monitoring Technique Based on Multi-Agent Systems.” 37th North American Power Symposium, Proceedings, pp. 358–363.
- Toptal, A., and I. Sabuncuoglu. 2010. “Distributed Scheduling: A Review of Concepts and Applications.” International Journal of Production Research 48: 5235–5262.
- Tosserams, S., L. Etman, P. Y. Papalambros, and J. E. Rooda. 2006. “An Augmented Lagrangian Relaxation for Analytical Target Cascading using the Alternating Direction Method of Multipliers.” Structural and Multidisciplinary Optimization 31: 176–189.
- Tosserams, S., L. F. P. Etman, and J. E. Rooda. 2008. “Augmented Lagrangian Coordination for Distributed Optimal Design in MDO.” International Journal for Numerical Methods in Engineering 73: 1885–1910.
- Valizadeh, S., O. F. Valilai, and M. Houshmand. 2020. “Flexible Flow Line Scheduling Considering Machine Eligibility in a Digital Dental Laboratory.” International Journal of Production Research 58: 6513–6531.
- Wang, S., D. Li, Y. Zhang, and J. Chen. 2019. “Smart Contract-Based Product Traceability System in the Supply Chain Scenario.” IEEE Access 7: 115122–115133.
- Wang, W., X. Qu, and L. Guo. 2008. “Multi-agent Based Hierarchy Simulation Models of Carrier-Based Aircraft Catapult Launch.” Chinese Journal of Aeronautics 21: 223–231.
- Wang, X., and H. Su. 2019. “Consensus of Hybrid Multi-Agent Systems by Event-Triggered/Self-Triggered Strategy.”Applied Mathematics and Computation 359: 490–501.
- Xiang, W., and H. P. Lee. 2008. “Ant Colony Intelligence in Multi-Agent Dynamic Manufacturing Scheduling.” Engineering Applications of Artificial Intelligence 21: 73–85.
- Xu, X., Y. Lu, B. Vogel-Heuser, and L. Wang. 2021. “Industry 4.0 and Industry 5.0—Inception, Conception and Perception.” Journal of Manufacturing Systems 61: 530–535.
- Yang, D., W. Ren, X. Liu, and W. Chen. 2016. “Decentralized Event-Triggered Consensus for Linear Multi-Agent Systems Under General Directed Graphs.” Automatica 69: 242–249.
- Yu, C., L. Zhang, W. Zhao, and S. Zhang. 2020. “A Blockchain-Based Service Composition Architecture in Cloud Manufacturing.” International Journal of Computer Integrated Manufacturing 33: 701–715.
- Zhou, L., L. Zhang, C. Zhao, Y. Laili, and L. Xu. 2018. “Diverse Task Scheduling for Individualized Requirements in Cloud Manufacturing.” Enterprise Information Systems 12: 300–318.