
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
The widespread adoption of Industry 4.0 technologies is revolutionising how manufacturing operations are managed and done. This revolution drives manufacturing practitioners to reevaluate their current manufacturing planning and control (MPC) strategies to maintain global competitiveness. The production and intralogistics (PiL) operations within traditional MPC systems are organised separately, which results in inferior overall solutions. PiL operations in a single factory are inherently coupled and interact with each other throughout the entire process, which needs synchronous organisation and operations. This paper introduces a novel concept of operations twins (OT), with vertical twinning and horizontal twining, for achieving PiL synchronisation by leveraging Industry 4.0 technologies and innovative operations management strategies. An Internet-of-Things (IoT)-based vertical twinning method is developed for real-time object-level data collection and information-sharing between PiL. A horizontal twinning mechanism is proposed to support real-time coordination of production and intralogistics operations with real-time information-sharing. A numerical study is carried out, and the results show that OT outperforms the widely used static and dynamic methods regarding the overall stability and typical measures such as makespan, average manufacturing time, and average tardiness under different levels of uncertainties.
1. Introduction
Industry 4.0 with emerging technologies, such as Artificial Intelligence (AI) (Russell and Norvig Citation2003), Cyber-Physical Systems (CPS) (Lee Citation2008), Internet-of-Things (IoT) (Ashton Citation2009), Cloud Computing (Armbrust et al. Citation2010), Big Data Analytics (LaValle et al. Citation2011), Digital Twin (DT) (Grieves Citation2014) and many other related technologies, are revolutionising the way that how manufacturing operations are managed and done (Olsen and Tomlin Citation2020; Guo et al. Citation2020a). This revolution promises next-generation manufacturing with enhanced flexibility, increased resilience, and improved sustainability at a reduced cost, driving manufacturing practitioners to reevaluate their current manufacturing planning and control strategies to gain more competitive advantages. For example, the production and intralogistics (PiL) operations within traditional manufacturing planning and control strategies are organised separately by different departments, therefore, resulting in uncoordinated organisation and operations between the PiL (Li, Guo, and Huang Citation2021). The mismatch of PiL can generate workstation starvation/overload and unreasonable worker waiting/idling time, prolonging the overall manufacturing progress (Schmid and Limère Citation2019). Besides, uncertainties in the real-world such as uncertain failures of equipment, uncertain operational times, uncertain arrival of urgent jobs, keep disturbing the manufacturing systems and deteriorating the production performance (van der Zee Citation2013; Huo, Zhang, and Chan Citation2020; Jiang et al. Citation2021). From the viewpoint of systems thinking, PiL in a single factory are inherently coupled and interact with each other, which needs integrated organisation and operations throughout the entire PiL process. Moreover, a flexible and resilient strategy is indispensable for attenuating the cascading effects of uncertainty in the PiL process. Recently, the reflections on manufacturing planning and control in the context of Industry 4.0 provide promising insights into the conceptions of synchronisation of the PiL, which attracts widespread attention from both researchers and practitioners (Chankov, Hütt, and Bendul Citation2016; Zhang et al. Citation2018; Zhang et al. Citation2020; Pan et al. Citation2021a; Guo et al. Citation2021a; Li, Guo, and Huang Citation2021).
The idea of synchronisation of the PiL is rather appealing to the manufacturing industry as it advocates synchronised operations of the PiL by leveraging the revolutionary power of real-time visibility. Traditionally, one of the most pressing challenges of the manufacturing planning and control strategies is hard to collect and share real-time operational data of the PiL (Bueno, Godinho Filho, and Frank Citation2020). Thanks to IoT-related technologies, the concept of smart perception with automatic real-time data collection becomes possible in manufacturing applications, which transforms traditional manufacturing objects into smart objects augmented with identification, sensing, and network capabilities (Kortuem et al. Citation2009). IoT-enabled ubiquitous connection, digitisation, and sharing have the potential to realise real-time visibility and information-sharing of the PiL by creating a digital representation of the physical entity and synchronising them (Tao and Zhang Citation2017; Guo et al. Citation2020b). In the recent work, a digital twin-driven information-sharing model was developed for achieving real-time information-sharing between logistics and manufacturing at the shopfloor level (Guo et al. Citation2021b).
The technological innovation of real-time information visibility is appreciated, but it alone does not guarantee the synchronisation of the PiL. The achievement also needs the corresponding innovative methods that integrate real-time information visibility into coordinated decisions for synchronised operations of the PiL. Pioneering works have begun to explore simultaneous production and logistics, and the potential advantages of synchronised production and logistics have been acknowledged in some Industry 4.0 manufacturing scenarios (Zhang et al. Citation2018; Li and Huang Citation2021; Guo et al. Citation2022), but the theoretical foundations are rarely considered. Further research needs to be investigated to achieve the PiL synchronisation as follows.
First, how to upgrade the traditional manufacturing planning and control strategy to a new one by leveraging the emerging Industry 4.0 technologies to organise the PiL in an integrated, coordinated, and synchronised manner? The PiL within traditional manufacturing planning and control strategies are organised separately by different departments with separate and independent priorities, which leads to poor efficiency and chaos in the factory. Innovative methods are necessary to tackle such challenges.
Secondly, how to collect heterogeneous multi-source data related to the entangled PiL operations and achieve real-time information-sharing among them? The PiL operations in a single factory are inherently entangled by complicated physical flows (e.g. workflow and material flow). The coordinated organisation and operations of the PiL heavily rely on timely information-sharing, which cannot be achieved without real-time field data collection and sharing.
Thirdly, how to make coordinated decisions that integrate the revolutionary power of real- visibility to achieve synchronised decisions of the PiL? Production dynamically interfaces with intralogistics throughout the whole process, and they have to communicate with each other to make coordinated decisions of ‘when, where, what, and how to do’ to achieve synchronised operations with enhanced resilience under uncertainty.
The issues mentioned above motivated this study, in which we propose a novel concept of operation twins (OT) to achieve synchronisation of the PiL by leveraging the emerging Industry 4.0 technologies and innovative operations management strategy. Following the concept of OT with vertical twinning and horizontal twining, an overall framework is developed for the transformation and implementation of PiL synchronisation. Based on IoT and smart gateway technologies, vertical twinning with real-time object-level data collection and information-sharing between PiL is achieved. A horizontal twinning mechanism is designed to support flexible coordination and adjustment of PiL operations with real-time information. The performance of the proposed concept and approach is validated in a numerical study of a self-service machine manufacturer.
We construct the rest of this paper in the following way. A brief review of related research streams on the application of Industry 4.0 technologies in manufacturing, and production and logistics synchronisation is conducted in Section 2. Section 3 identifies current bottlenecks of production and intralogistics in modern factories. The concept of OT with vertical twinning and horizontal twining as well as the overall framework for PiL synchronisation are presented in Section 4. Section 5 introduces the horizontal twinning mechanism for synchronised PiL queuing. A numerical study from a self-service machine manufacturer is carried out in Section 6. Finally, we conclude our work in Section 7.
2. Literature review
2.1. The application of Industry 4.0 technologies in manufacturing planning and control
Manufacturing planning and control (MPC) concerns the acquisition, utilisation, and allocation of manufacturing resources and activities in an effective and efficient manner (Li et al. Citation2022b; Graves Citation1999). For achieving efficient production management and control for manufacturing enterprises, a wide variety of MPC systems, such as material requirements planning (MRP) (Benton and Shin Citation1998), advanced planning and scheduling (APS) (Lee, Jeong, and Moon Citation2002), Enterprise resource planning (ERP) (Jacobs Citation2007) and manufacturing execution systems (MES) (Saenz de Ugarte, Artiba, and Pellerin Citation2009) have been introduced. These manufacturing planning and control systems helped manufacturing enterprises to some extent by providing feasible and reasonable plans and controls with realistic constraints, but the complaints about inconsistent schedules and executions caused by obsolete production information and disruptions have persisted (Xue et al. Citation2005; Hvolby and Steger-Jensen Citation2010; Oluyisola et al. Citation2022).
Fortunately, Industry 4.0 presents a solid ambition for transforming into a digital, data-driven, and interconnected manufacturing industry by embracing the emerging sensing, computing, communication, and optimisation technologies, which provides exciting opportunities for next-generation manufacturing planning and control (Lasi et al. Citation2014; Oluyisola et al. Citation2022). Alexopoulos et al. (Citation2018) presented an IoT context-aware information system, which can provide operators and supervisors with effective decision support services. Equipped with IoT-related devices such as Auto-ID and RFID, traditional manufacturing resources are converted into smart resources with accurate identification, ubiquitous sensing, and seamless networking capabilities (Kortuem et al. Citation2009). With the application of IoT-based middleware technologies, heterogeneous IoT-enabled smart resources could be shared in a uniform model and managed in a universal plug and play (UPnP) way (da Cruz et al. Citation2018). Benefit from the IoT-enabled ubiquitous connection, digitisation, and sharing, digital twins of the production resources and activities could be mapped and real-time synchronised when their physical counterparts change (Fei et al. Citation2018; Guo et al. Citation2020b). Under the IoT and digital twin-based manufacturing environment with real-time visibility, the integration of manufacturing and logistics on the shop floor can be achieved (Guo et al. Citation2021b). By using real-time information visibility and traceability in a cyber-physical factory, the inherent complexity and uncertainty in production planning and scheduling could be reduced based on a divide and conquer approach (Li, Guo, and Huang Citation2021). The application of IoT and digital twin allows dynamic and near real-time action, which has the potential to design smart production planning and control systems with scalability and flexibility in the Industry 4.0 era (Oluyisola et al. Citation2022).
Industry 4.0 technologies, especially IoT and digital twin, promise to achieve real-time connection and sharing between physical and digital spaces, which is changing the way that onsite operators interact with production resources around them from the bottom of the plant. The requirements of an integrated, coordinated, and synchronised organisation and operations are driving manufacturing practitioners to reevaluate their current manufacturing planning and control strategies, therefore calling for new ones that comply with these changes in the Industry 4.0 era.
2.2. Production and logistics synchronisation
Industry 4.0 technologies significantly enhance data and information sharing between production and logistics, making the concept of synchronised production and logistics possible at the strategical, tactical, and operational levels (Luo et al. Citation2017; Pan et al. Citation2021b). Qu et al. (Citation2016) presented an IoT and cloud manufacturing-based framework for achieving real-time synchronisation between production and logistics processes in a paint-making company. Zhang et al. (Citation2018) proposed a smart production-logistics framework with a self-organising configuration for engine manufacturing based on CPS and industrial IoT. Luo, Yang, and Kong (Citation2019) proposed the concept of the production-warehouse synchronisation for improving efficiency in online-offline integrated order fulfilment in a chemical company, and the results showed that the proposed production-warehouse synchronisation could effectively cope with online-offline demand fluctuations. Guo et al. (Citation2020) proposed an analytical target cascading (ATC) method to achieve collaborative control for Industrial IoT and CPS-enabled smart production-logistics systems, and the simulation results showed reduced makespan, waiting for time, and energy consumption in an aero-engine manufacturing company. Guo et al. (Citation2021b) proposed four principles, including a synchronisation-oriented manufacturing system, synchronised information-sharing, synchronised decision making, and synchronised operations, for achieving shopfloor logistics and manufacturing synchronisation in the industrial IoT and digital twin-based manufacturing environment. Guo et al. (Citation2021a) proposed a new paradigm, namely synchroperation, to achieve synchronised operations in an agile, resilient, and cost-efficient way for Industry 4.0 production and operations management. Following the concept of synchroperation, Guo et al. (Citation2022) investigated the synchronisation of production and delivery with time windows, and the case study of a heavy-duty laser equipment manufacturer indicated the potential advantages of the proposed synchronisation method regarding the measures of simultaneity, punctuality, and cost-efficiency.
The literature above provides promising insights for achieving synchronous organisation and operations between production and logistics. From these works, we can see that the potential advantages of the synchronisation of production and logistics with the support of emerging Industry 4.0 technologies have been acknowledged in some specific scenarios, but the theoretical foundations are rarely considered. For example, what are the quantitative effects of real-time visibility on production and logistics synchronisation, and how to integrate the power of real-time visibility into the coordinated decision models of production and logistics deserve further investigation. In the previous work (Li and Huang Citation2021), the production-intralogistics synchronisation problem in flexible assembly lines was discussed, and a 5-phase framework is developed for achieving production-intralogistics synchronisation. The previous work mainly focused on the conception and technical architecture, which provides the basis for achieving real-time visibility between PiL. The main focus of this work is how to achieve synchronous organisation and operations of PiL through the marriage of the revolutionary power of real-time visibility and innovative operations management strategy.
3. Current bottlenecks in production and intralogistics
In modern factories, the intralogistics aspect focuses primarily on managing the material or work-in-progress flow within a factory, and the production aspect aims to create products by processing/machining raw materials or assembling parts/components (Fries, Wiendahl, and Al Assadi Citation2020; Kousi et al. Citation2019; Zhou et al. Citation2022). The production process and intralogistics process in a factory are inherently interactional and coupled with each other through the material flow (Li and Huang Citation2021). The coupling effect of production and intralogistics processes is further strengthened in current mass customisation and even mass individualisation manufacturing modes because the variety of both materials/parts and products increases dramatically with mixed production volumes in order to fulfil diversified customer demand (Gu and Koren Citation2022).
As presented in Figure , a manufacturer usually orders materials/parts from different suppliers based on the customer demand; these materials are stored in the material warehouse. Required materials will be delivered to the workshop for processing/assembly according to the production and intralogistics plan/schedule. Finished products are stored in the product warehouse first and then shipped to corresponding customers. This work concerns the production and intralogistics operations management in the material warehouse and the workshop of a single factory. Figure depicts the typical production and intralogistics workflow in a factory. The current bottlenecks can be identified from the following three perspectives.
Figure 1. Current bottlenecks in production and intralogistics of modern factories.
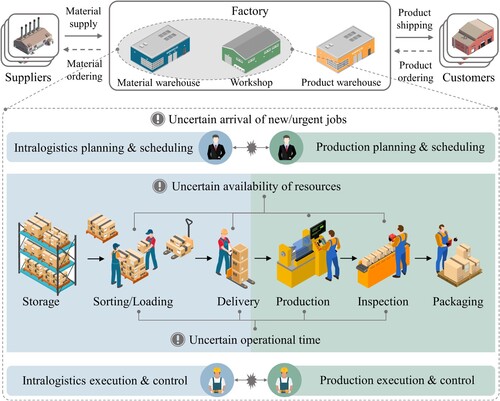
The first bottleneck is the complexity of manufacturing planning and control (MPC). MPC of production and intralogistics involves the regular decision-making and implementation process regarding the allocation and utilisation of limited manufacturing resources to fulfil customer demand (Li et al. Citation2022a; Pinedo Citation2016). The complexity of MPC originates from three aspects. Firstly, the product portfolio, product structures, and their bill-of-materials are getting complex in modern factories, resulting in extensive complexity in managing manufacturing task sequences and a large variety of materials with customised/individualized parts (Vickery et al. Citation2016). Secondly, production and intralogistics resources (e.g. human operators, AGVs/trolleys, machines/robots/tools, materials) are heterogenous with highly dynamic interactions (ElMaraghy et al. Citation2012; Mörth et al. Citation2020). Thus, effective resource allocation and utilisation can be challenging. Thirdly, the coupling effect of production and intralogistics presents additional constraints regarding space and time, making them much more complex and dynamic than managing production or intralogistics alone.
Meanwhile, frequent uncertain events and their cascading effect create chaos in the workflow. The real-world production and intralogistics are subjected to various uncertainties/disturbances such as new/urgent job arrivals, unavailability of resources (e.g. equipment failures, delayed material supply), and uncertain operational times (Lovato et al. Citation2022; Vieira, Herrmann, and Lin Citation2003). These uncertain events keep disturbing the workflow and inevitably cause unpredictable deviations between the initial plan/schedule and actual execution (Gershwin Citation2018; Liu et al. Citation2017). The deviations cannot be simply ignored because minor deviations in one process may produce adverse effects cascading through the whole production and intralogistics processes, creating chaos in the factory and impairing the overall system performance and stability (Luo et al., Citation2020b). For instance, material delays due to uncertain intralogistics operational time make the corresponding production operations cannot be executed as scheduled, resulting in wait/idle time of production operators and stations. This may further lead to inefficiency in the subsequent intralogistics because some stations may be starved while the others may have a plethora of parts stacking in buffers.
Moreover, uncoordinated decisions and operations cause a mismatch between production and intralogistics. The decisions and operations of production and intralogistics divisions in a single factory are spatiotemporally interactional and coupled with each other through the material flow (Li, Guo, and Huang Citation2021; Zhou et al. Citation2022). In practice, production or intralogistics managers usually have their own decision autonomy with individual performance measures. Hence, they often make decisions focusing on their local benefits and irrespective of the convenience of the other division, resulting in inferior overall solutions (Chen, Huang, and Wang Citation2019). Also, when the initial plan/schedule of one division is affected by unpredictable events and has to adjust its operations, it is difficult for the other division to respond rapidly and make coordinated adjustments in its operations. The mismatch between production and intralogistics often leads to excessive wait/idle time of operators/machines, unbalanced workload, and workflow chaos, consequently prolonging the makespan and lowering the overall productivity and resource utilisation with increased manufacturing costs (Bock and Boysen Citation2021; Schmid and Limère Citation2019).
4. Operation twins (OT)
4.1. The concept of OT
PiL in a single factory is inherently coupled and interacts with each other, which needs integrated organisation and operations throughout the entire process. However, they are always treated separately by different departments within the traditional manufacturing planning and control strategies, which leads to uncoordinated organisation and operations between PiL. Two main challenges are hindering the synchronisation of PiL: (1) lack of effective methods to collect real-time data and timely sharing of information between the PiL; (2) lack of effective mechanisms to achieve synchronised decisions between PiL with real-time feedback. On the strength of this notion, a novel concept of OT is proposed for achieving synchronised organisation and operations between PiL. As depicted in Figure , the OT concept mainly lies in two dimensions: vertical twinning and horizontal twinning.
Figure 2 The diagrammatic concept of operation twins.
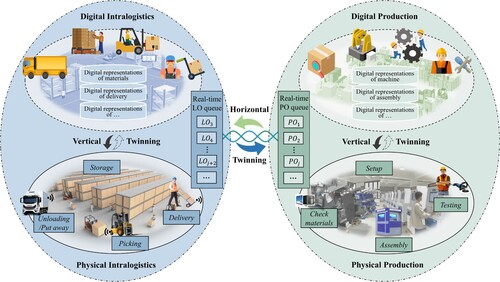
Vertical twinning focuses on twinning physical PiL operations and required resources into their equivalent digital representations. Physical production involves the organisation (e.g. setup, assembly, and product testing) and utilisation of physical resources (e.g. man, material, machine, and tool) to form the required components or final products within the plant. Physical intralogistics involves the corresponding logistics operations (e.g. loading/unloading, storage, delivery, picking, and put away) using automated guided vehicles (AGVs), trolleys, or forklifts. The physical PiL operations are inherently entangled by complicated physical flows (e.g. workflow and material flow). The basic idea of vertical twining is to upgrade the complicated physical flows to unified digital representations that could communicate and be shared through the cloud or the Internet. With the support of Industry 4.0 technologies, such as the application of smart IoT devices (e.g. RFID, iBeacon, and smart gateway), the unified digital representations of the physical PiL could be created and shared following a unified digital twining method (Guo et al. Citation2020b).
Horizontal twinning is established on the basis of vertical twinning, ensuring PiL synchronisation supported by flexible coordination and adjustment of PiL operations with real-time information-sharing. It has been acknowledged that the complexity and uncertainty could be reduced to support the decisions and operations if every stakeholder knows ‘what, where, when’ with real-time information-sharing in complex manufacturing systems (Guo et al. Citation2020a; Li, Guo, and Huang Citation2021). With flexible coordination and adjustment of real-time PO/LO queues, the PiL could collaborate to decide when and on which machine/station to perform a designated production operation, as well as when and on which vehicle to deliver the required materials to the right machine/station. Once disturbances (e.g. machine/tool breakdown, material delay, and operator absence) are detected, horizontal twinning could quickly adjust corresponding operations with coordinated decisions using real-time information in PiL processes.
The concept of OT, with vertical twinning and horizontal twining, promises to achieve PiL synchronisation by leveraging the emerging Industry 4.0 technologies and innovative operations management strategy, which is different from the concept of the digital twin. The digital twin is a technique or principle in the Industry 4.0 era that makes an equivalent digital representation of an object, a process, or a system with a real-time update as the physical counterpart changes. From this point of view, the digital twin serves as an enabling technology to support the vertical twinning by creating digital representations of their physical PiL and synchronising them. With the support of Industry 4.0 technologies, such as IoT and digital twin, physical PiL resources and activities could be mapped as their equivalent digital representations with real-time object-level data collection and information-sharing based on the vertical twinning. Horizontal twinning supports the flexible coordination and adjustment of PO/LO queues with real-time information feedback of the PiL resources and operations.
4.2. An overall framework of OT for PiL synchronisation
Following the concept of OT with vertical twinning and horizontal twining, an overall framework is proposed for the transformation and implementation of PiL synchronisation. As depicted in Figure , it consists of physical space, digital twinning, and cloud space with vertical twinning and horizontal twining.
Figure 3. An overall framework of OT for PiL synchronisation.
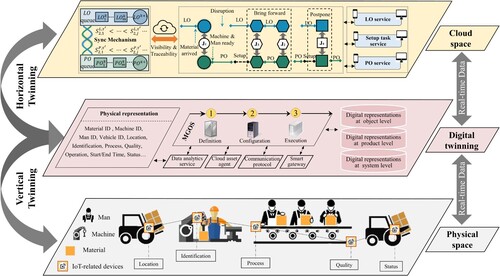
The physical space layer involves the transformation of the traditional environment of PiL to the IoT-enabled manufacturing environment with real-time visibility. Equipped with IoT-related devices (e.g. iBeacon, reader, and gateway), physical resources (e.g. human operators, materials, machines/vehicles, and tools) of the PiL are converted into smart resources augmented with identification, sensing, and networking capabilities. What types of IoT-related devices are deployed depends on the cost and benefit of the solution. For example, the tray-level tagging scheme can be adopted for non-critical objects (e.g. consumable materials), while the item-level tagging scheme can be deployed for the high-value, or critical objects (e.g. key modules and critical tools). Thus, the accurate PiL information (e.g. identification, location, process, quality, and status) could be real-timely captured. Wearing networked industrial wearable devices (e.g. smart glasses and gloves), onsite workers could interact with various smart objects in a virtual and real-time navigational environment. IoT-enabled PiL changes the way onsite operators interact with PiL resources around them within the plant.
The digital twinning layer plays a crucial role in this framework as it ties the physical and digital PiL together, and acts as the middleware for vertical twinning and horizontal twinning of the PiL. In this layer, a mobile gateway operating system (MGOS) with easy definition, configuration, and execution is designed to virtualise the physical representation into its corresponding digital twin and synchronise them (Guo et al. Citation2021b). MGOS contains hardware and corresponding software. The hardware (e.g. smart gateway) manages various IoT-enabled devices in a Universal Plug and Play (UPnP) fashion. Meanwhile, the software (e.g. data analytics service, cloud asset agent, and communication protocol) transfers and extracts heterogeneous multi-source data (e.g. material data, machine data, man data, vehicle data, workflow data, and operation data) to create unified digital representations at different levels (e.g. object, product, and system levels) (Guo et al. Citation2020b). With the support of MGOS, the digital representations will synchronously update when their counterparts change.
The cloud space layer acts as the brain of the overall framework. In this layer, a horizontal twinning mechanism is integrated to support real-time coordination between the production operation (PO) queue and intralogistics operation (LO) queue. The queue is a representation of the sequenced logic entity (e.g. production and logistics operation) with continuous updating by dynamically interacting with the real-time production environment (Guo et al. Citation2020b; Li, Guo, and Huang Citation2021). The details of the horizontal twinning mechanism will be illuminated in the following section. The global optimised and synchronised decisions of the PiL could be achieved through real-time coordination of the PO queue and LO queue. Besides, cloud services (e.g. operation task services, logistics task services, and setup task services) are developed for manufacturing practitioners to facilitate their daily operations, which can be easily accessed through a computer or a smartphone.
In this framework, physical PiL resources and activities are mapped as their equivalent digital representations with real-time synchronisation based on the vertical twinning. The PiL operations are organised and performed globally, optimised, and synchronised, through real-time coordination of the PO queue and LO queue based on the horizontal twinning mechanism. Through the fusion of Industry 4.0 technologies and innovative synchronisation mechanisms, the overall framework of OT promises to achieve PiL synchronisation through vertical twinning and horizontal twinning.
5. The horizontal twinning mechanism for synchronised PiL queuing
The section mathematically formulates the horizontal twinning mechanism for a general production and inbound intralogistics process with explicit incorporation of real-time data and illustrates how PO/LO queues are dynamically adjusted under uncertainty.
5.1. General descriptions and assumptions
A general production and inbound intralogistics process in a manufacturing system can be described as follows: there are jobs to be processed in the system, a job
can be divided into a production operation PO
(manufacturing a specific product) and an inbound intralogistics operation LO
(delivering the required materials of the job). The workshop consists of
assembly stations that are responsible for POs, setup of stations is needed for changeover between POs of different job families,
denotes the family of job
. There are
intralogistics trolleys in the warehouse for material delivery. When job
is released, intralogistics operators can start preparing required materials with preparation time
, then deliver them to the workshop with a delivery time
, and return for the next operation. The production operators can only start PO
with production time
when required materials are ready (namely, LO
is completed).
Some general assumptions are given as follows: (1) Each intralogistics trolley and intralogistics operator can only handle one LO (deliver the materials for one job) at a time; (2) Each station and production operator can only handle one PO (assembly of one job) at a time; (3) An operator/trolley/station becomes idle only if no POs/LOs can be performed; (4) An PO/LO is a continuous process that cannot be preempted by other operations until finished; (5) The materials in the warehouse are sufficient at all times.
Table gives the notations used in this paper and corresponding descriptions. Notations that have or
in their superscript are related to the production or intralogistics process, and notations that have
in their superscript represent real-time data. Other superscripts such as
,
,
are used to differentiate among operational times of production, setup, material preparation, and delivery.
Table 1. Notations and descriptions.
5.2. Formulations of the horizontal twinning mechanism
The horizontal twinning mechanism aims to support real-time PO and LO queue adjustment under uncertainty. The mechanism flexibly organises the PO/LO queues for potential assignments based on the real-time status of PiL resources rather than determining the assignment with the rigid start time and end time of each operation. Figure demonstrates the fundamental logic of the horizontal twinning mechanism. Regardless of the types of uncertainty, the PO/LO queues and the availability of resources (operators, stations, or trolleys) will be dynamically updated to include the system deviations or discrepancies caused by uncertainty through real-time data analytics. The real-time suitability index is introduced to quantify the real-time preference of the matching between PiL resources and PiL operations. Then the PiL queues are reorganised based on the real-time suitability to be adaptive to various uncertainty.
Figure 4. The horizontal twinning mechanism for synchronised PiL queuing under uncertainty.
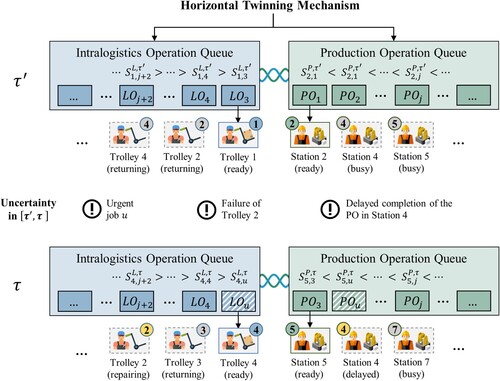
As depicted in Figure , when the intralogistics trolley (LT) is returned and available for the next LO, the LO queue is automatically adjusted based on the LT-LO suitability index
(a low value indicates strong preference).
represents a preference of the potential assignment (LO
to trolley
) at the current time, which are generated using real-time data from the workshop, PO queue, and LO queue. Particularly, three aspects, namely,
,
, and
, need to be taken into consideration.
,
, and
are the weights.
(1)
(1)
The perspective of is to quantify the real-time urgency of candidate LO
. The term
calculates the time remaining before the due time considering the real-time availability of trolley
. And the term
equals the total potential operational time of job
. By comparing these two terms,
can prioritise those candidate LOs with a high risk of time delay.
(2)
(2)
The perspective of is to prioritise the LOs of similar jobs to reduce potential setup work in subsequent operations. It checks the real-time status of the current PO queue, including the information of job families and the job numbers of the family waiting in the queue. A candidate LO
will rank higher if job
has a lower potential setup time for changeover and more jobs of the same family in the queue.
(3)
(3)
The perspective of considers the release time of job
straightforward, aiming to reduce the WIP level and streamline the PiL workflow to avoid excessive waiting.
(4)
(4)
Similarly, when the assembly station (AS) is ready for the next PO, the PO queue is adjusted based on the AS-PO suitability index. The indexes represent a preference of the potential assignment (PO
to assembly station
), which are generated using real-time data from the workshop, PO queue, and LO queue. It is noteworthy that only jobs whose LO has been completed are considered in the PO suitability calculation (i.e. a PO can be started only when the required material is ready), as specified in Equation (5)
(5)
(5)
AS-PO suitability index also is given as
(6)
(6)
The perspective of considers the real-time urgency of candidate POs. The term
computes the time remaining before the due time considering the real-time availability of the station
. And the term
equals the subsequent operational time considering the real-time setup condition of the station
. Also, by comparing these two terms,
can prioritise those candidate POs with a high risk of time delay.
(7)
(7)
The perspective of focuses on the potential setup work required for the candidate PO
at the station. It checks the real-time setup status of the station
and the job numbers of different families waiting in the queue. A candidate PO
will rank higher if job
has a lower potential setup time at the station
and more jobs of the same family as
in the current PO queue.
(8)
(8)
The perspective of considers the required material available time (i.e. the completion time of the LO of job
) to reduce the overall job manufacturing time.
(9)
(9)
The horizontal twinning mechanism provides a straightforward but flexible logic for fined-grained control and real-time adjustment of operation queues under uncertainty. By utilising the real-time data, the mechanism can dynamically adjust PO/LO queues to generate PiL decisions that are consistent with real-time system status, so that the gap between decisions and execution can be filled and the adverse effects of uncertainty can be attenuated.
6. Numerical study
This section presents an OT-enabled fixed-position assembly shop, and numerical experiments are conducted to verify the superiority of the proposed framework. The case scenario is the final assembly shop of a self-service machine (SSM) manufacturer. SSM products are often customised in small quantities based on the actual application scenarios (e.g. banks, hospitals) because the required functions and services are quite different. Thus, the key materials/components of different SSM products can be distinct. Instead of adopting a traditional assembly line with large line side buffers, the manufacturer uses a fix-position layout for SSM product assembly. Materials are supplied to the assembly workshop according to the actual production progress. This requires synchronised PiL operations management to improve the overall manufacturing performance.
6.1. The overview of OT-enabled fixed-position assembly shop
As shown in Figure , there are a number of stations for product assembly in the shop. Each station can only accommodate one product/WIP with the necessary operator, machine/tool, and required materials. The product/WIP stays at the station during the entire assembly process. All materials/components are stored in the warehouse, and required materials are consolidated and loaded in intralogistics trolleys and delivered to the assembly shop based on the schedule.
Figure 5. The overview of OT-enabled fixed-position assembly shop.
Smart IoT devices and wearables are deployed to endow fundamental PiL resources with seamless communication, ubiquitous sensing, and accurate identification. For example, materials are bonded with trolleys or pallets that are equipped with smart tags that can be sensed and identified by smart gateways for spatiotemporal traceability. Operators can use mobiles or wearables to browse the current operation queue and get tasks, identify the locations of required materials, or target products using cyber-physical visibility. Massive real-time PiL data are captured to update the digital warehouse and shop floor, and key data are analyzed to extract useful information (e.g. the status of trolleys/stations, the availability of operators, and the readiness of materials) to achieve vertical twinning as the basis for synchronised decisions.
The real-life PiL resources and their interactions are usually highly dynamic. The uncertainty such as arrivals of urgent jobs, uncertain operational time, and uncertain failures of equipment further complicate the process, making conventional decision strategies inefficient. The horizontal twinning mechanism can facilitate real-time PiL operation queue adjustment under uncertainty with the integration of LO, PO, warehouse, and shopfloor data analytics. By incorporating these real-time data, the mechanism can generate decisions that are consistent with the actual system status, and the adverse effects of uncertain disruptions can be attenuated.
6.2. Experimental dataset
The experimental datasets are generated based on Table , in which some patterns are set based on historical data or set to be similar to previous studies (Ghaleb, Zolfagharinia, and Taghipour Citation2020). Several most common types of uncertainty in manufacturing systems are considered in the experiments, including uncertain arrival of urgent jobs, uncertain operational time, and uncertain failures of equipment. Each scenario and the dataset is run 100 times to ensure the results are reliable in statistics.
Table 2. Dataset for the numerical experiments.
The uncertainties in the experiments are generated as follows:
Uncertain arrivals of urgent jobs. Let
denotes the ratio of urgent jobs to total jobs.
Uncertain operational times. The actual execution times of production, setup, material preparation, and delivery are assumed to be uncertain. Let
Uncertain failures of equipment. The manufacturing equipment, including assembly stations and intralogistics trolleys, are also subject to random failures. The time between failures and the time to repair are modelled by exponential distributions
Three stochastic scenarios with different levels of uncertainty are set based on the above patterns and distributions to obtain more comprehensive and in-depth results.
6.3. Methods and measures
As presented in Table , four methods are adopted as references in the experiments; they are all typical and commonly applied in real-life manufacturing systems. The experiments mainly focus on the improvements that the concept of OT and the horizontal twinning mechanism can drive in the original PiL plan/schedule. Therefore, the quantitative analysis compares the performance of original FCFS/SPT/MinS/SST with the performance of their OT-enabled counterparts (i.e. OT-FCFS/OT-SPT/OT-MinS/OT-SST) with the same initial plan/schedule. That is, FCFS/SPT/MinS/SST is used to generate the initial plan/schedule (jobs are released in the same way as under FCFS/SPT/MinS/SST), based on which OT-FCFS/OT-SPT/OT-MinS/OT-SST can flexibly adjust the execution of the initial plan/schedule under uncertainty using the horizontal twinning mechanism with real-time data.
Table 3. Methods adopted as references in the experiments.
Three measures are used to evaluate the performance:
Makespan (MS): the maximum completion time of all jobs.
Average manufacturing time (AMT): the average value of the time differences between the intralogistics operation start time and the corresponding production operation completion time of all jobs.
Average tardiness (ATD): the average value of the tardiness in all jobs (Papakostas and Chryssolouris Citation2009).
6.4. Results and implications
Table presents the performance of four original methods and their OT-enabled counterparts with different numbers of jobs and uncertainty scenarios. The results are the average values of 100 repetitions. It is obvious that the OT-methods are superior to the original methods in terms of most performance measures in most cases. For the two static methods (FCFS and SPT), OT can generate significant and continuous improvements on all selected measures, especially on AMT in high uncertainty scenarios. Generally, the two dynamic methods (MinS and SST) have better average results than those static methods. MinS and OT-MinS have low ATD values, while SST and OT-SST generate short MS. This is because, to some extent, real-time data are utilised in MinS and SST to make decisions. Also, the OT-MinS and OT-SST still outperform their original counterparts on average thanks to the well-designed horizontal twinning mechanism.
Table 4. Average results of different methods (100 repetitions).
Importantly, the AMT measures of OT-methods are all stable with only slight increases when the number of jobs and uncertainty level grows, indicating the OT-methods can generate a smooth PiL workflow with reduced WIP levels and enhanced throughput.
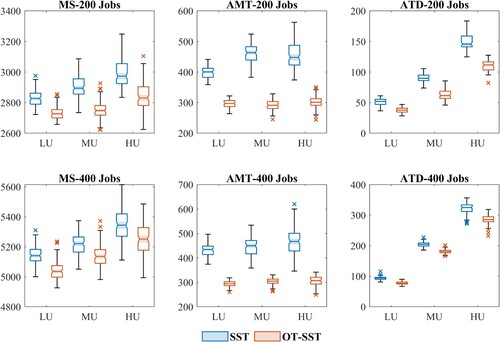
Figures give the boxplots of MS, AMT, and ATD measures of four methods with different numbers of jobs and uncertainty scenarios to analyze the stability of different methods for a more in-depth understanding.
Figure 6. The boxplots of the performance under FCFS and OT-FCFS.
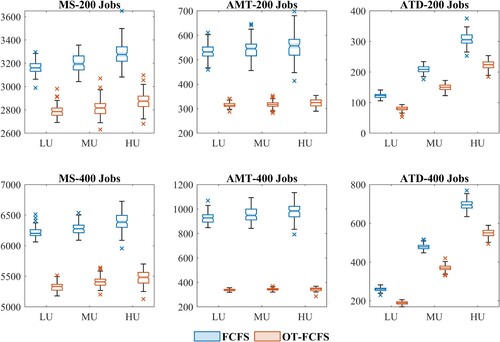
Figure 7. The boxplots of the performance under SPT and OT-SPT.
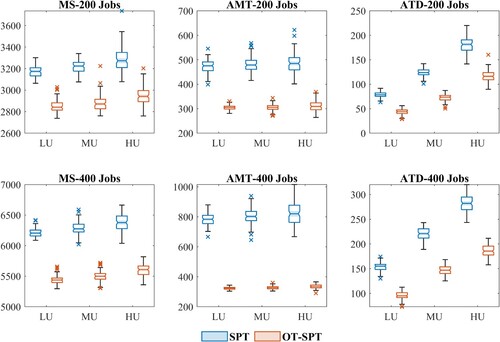
Figure 8. The boxplots of the performance under MinS and OT-MinS.
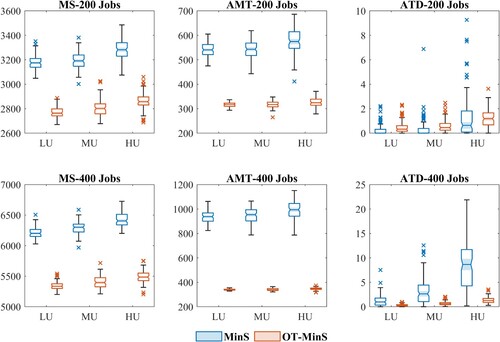
Figure 9. The boxplots of the performance under SST and OT-SST.
Figures and depict the boxplots of FCFS and SPT. It is observed that the overall ranges of most boxes of original methods and OT-methods do not overlap, especially AMT measures; this confirms the superiority of OT in statistics. Besides, the ranges of original methods extend when the system uncertainty increases, implying obvious performance variations and deteriorated stability in stochastic environments. In contrast, OT-enabled methods have displayed relatively stable performance under different uncertainty scenarios. Namely, OT endows the original methods with not only better average results but also better resilience under uncertainty.
Figures and give the boxplots of MinS and SST. Generally, there are similar observations regarding the superiority and stability of OT-methods. Interestingly, for the MinS and OT-MinS, although MinS has a similar average ATD performance as OT-MinS or even slightly better in some cases (see Table ), the ATD boxplots of MinS have shown evident variations and more outliers, especially in high uncertainty situations. And MinS has also compromised on MS and AMT measures, while the OT-MinS can achieve overall better results. For SST and OT-SST, OT-SST also has lower values on AMT and ATD with better resilience. Their MS performance is close, but the interquartile ranges of MS boxplots of SST and OT-SST are disjoint, and their notches do not overlap, meaning that they have different medians at the 5% significance level. That is, OT-SST still has better MS than SST in statistics.
Experiment results have shown the significant improvements that the concept of OT can drive. Several managerial implications are highlighted: Firstly, the intertwining nature of PiL processes complicates operations management in real-life manufacturing systems. OT is proved to be an effective tool to manage the PiL in a synchronised and coordinated manner, which is indispensable for enhancing the overall efficiency with smooth workflow. Secondly, uncertain events are unavoidable in manufacturing systems. OT is a flexible and resilient PiL management strategy, which is more favourable in practice because it helps improve plan/schedule stability and overall performance under various uncertainties. Thirdly, Industry 4.0 factories are believed to be highly visible, traceable, and interconnected with real-time data. OT explicitly integrates these real-time data into the decisions and operations process to provide a new stimulus for improvements, which is also deemed to be an indispensable aspect in Industry 4.0 factories. The present study inspires practitioners to rethink and reengineer their operations management strategy to fully tap the potentials of these real-time data to enhance the system performance further.
7. Conclusion
The PiL operations are inherently coupled in most manufacturing systems. Technological innovations in Industry 4.0 promise to create visibility and transparency in modern manufacturing environments, opening up new opportunities for real-time PiL coordination. This study proposes a novel concept of OT for achieving production-intralogistics synchronisation through vertical twinning and horizontal twinning. The vertical twinning of PiL operations is realised based on IoT-enabled real-time information visibility and sharing. The horizontal twinning mechanism is developed to facilitate coordinated decision-making of PiL operations. A numerical study is carried out to verify the effectiveness of the proposed solutions. Numerical results indicate that the OT-enabled methods are superior to several traditional methods regarding makespan, average manufacturing time, average tardiness, and overall performance stability in stochastic environments.
This paper makes two main contributions to the current literature and practices. Firstly, the concept of OT provides a blueprint for coordinated and collaborative production and intralogistics operation management in manufacturing systems, laying the groundwork and providing a stimulus for future research into synchronised production and intralogistics. Secondly, the proposed PiL synchronisation explicitly incorporates real-time data in their mathematical formulations, adding to the growing body of research on data-driven manufacturing operations management. Specifically, the mechanisms keep monitoring the actual situations and utilise real-time data to facilitate flexible and resilient decisions and operations under uncertainty so that the gap between decision and execution can be naturally filled. From a managerial perspective, this study motivates practitioners to reevaluate and redevelop their manufacturing operations management methods to effectively coordinate different decision authorities and distributed operations resources with real-time data in Industry 4.0 era.
Production-intralogistics synchronisation would be a fruitful area for further work. The interactions or constraints of PiL operations and resources in other manufacturing scenarios such as the production and WIP intralogistics job shops could be more complex and dynamic, thus deserving further explorations. Moreover, in Industry 4.0 environments, combining real-time data and big data in the synchronised PiL decision-making process is also an exciting topic.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Data availability statement
The data that support the findings of this study are available from the corresponding author, D. Guo, upon reasonable request.
Additional information
Funding
Notes on contributors

Mingxing Li
Dr Mingxing Li is a lecturer at the School of Intelligent Systems Science and Engineering, Jinan University (Zhuhai Campus). He received his BEng degree from Tongji University in 2018 and obtained his PhD degree from the Department of Industrial and Manufacturing Systems Engineering, The University of Hong Kong in 2022. His research area includes production and intralogistics operations management, real-time data-driven decision-making, and Industry 4.0 manufacturing.

Daqiang Guo
Dr Daqiang Guo is currently with the Department of Industrial and Manufacturing Systems Engineering, The University of Hong Kong. He received the BEng and MSc degrees from Southwest Petroleum University and obtained his PhD degree from the Department of Industrial and Manufacturing Systems Engineering, The University of Hong Kong in 2021. His research interests include the Internet of Things and digital twin-enabled intelligent manufacturing systems and Operations Research (mixed-integer programming, constraint programming, reinforcement learning) for complex industrial systems.

Ming Li
Dr Ming Li is currently a Research Assistant Professor at the Department of Industrial and Systems Engineering (ISE), The Hong Kong Polytechnic University. Prior to joining ISE, Dr LI was an Assistant Professor at the School of Intelligent Systems Science and Engineering, Jinan University (JNU) and worked as a post-doctoral fellow at the Department of Industrial and Manufacturing Systems Engineering, The University of Hong Kong. He received his PhD degree and Master's degree from the Department of Industrial and Manufacturing Systems Engineering, The University of Hong Kong. He also obtained dual Bachelor's degrees in Computer Science and Finance respectively at the South China University of Technology. He has conducted research projects in the field of Industrial Blockchain and Digital Twin for Smart Manufacturing and Logistics with substantial government and industrial grants. He has published a dozen SCI research papers on leading international journals including IJPE, IJPR, RCIM, CAIE, etc. He has also applied for dozens of patents and copyrights. He is a member of IEEE and CCF.

Ting Qu
Prof Ting Qu is a full professor at the School of Intelligent Systems Science and Engineering, Jinan University (Zhuhai Campus). He received his BEng and MPhil degrees from the School of Mechanical Engineering of Xi'an Jiaotong University (China) and obtained PhD degree from the Department of Industrial and Manufacturing Systems Engineering of The University of Hong Kong. His research interests include IoT-based smart manufacturing systems, logistics and supply chain management, and industrial product/production service systems. He has undertaken over twenty research projects funded by government and industry and has published nearly 200 technical papers in these areas, half of which have appeared in reputable journals. He serves as the director or board member of several academic associations in industrial engineering and smart manufacturing areas.
George Q. Huang
Prof George Q. Huang is the Chair Professor and the Head of the Department of Industrial and Manufacturing Systems Engineering, The University of Hong Kong. He received a BEng degree from Southeast University and a PhD degree from Cardiff University. He has conducted research projects in the field of physical Internet (Internet of Things) for manufacturing and logistics with substantial government and industrial grants. He has published extensively, including over two hundred refereed journal papers in addition to over 200 conference papers and ten monographs, edited reference books, and conference proceedings. His research works have been widely cited in the relevant field. Prof. Huang serves as an associate editor and an editorial member for several international journals. He is a Chartered Engineer, a Fellow of ASME, HKIE, IET, and CILT, and a member of IIE.
Reference
- Ahmadi, E., M. Zandieh, M. Farrokh, and S. M. Emami. 2016. “A Multi Objective Optimization Approach for Flexible job Shop Scheduling Problem Under Random Machine Breakdown by Evolutionary Algorithms.” Computers & Operations Research 73: 56–66.
- Alexopoulos, K., K. Sipsas, E. Xanthakis, S. Makris, and D. Mourtzis. 2018. “An Industrial Internet of Things Based Platform for Context-Aware Information Services in Manufacturing.” International Journal of Computer Integrated Manufacturing 31 (11): 1111–1123.
- Armbrust, M., A. Fox, R. Griffith, A. D. Joseph, R. Katz, A. Konwinski, Gunho Lee, et al. 2010. “A View of Cloud Computing.” Communications of the ACM 53 (4): 50–58.
- Ashton, K. 2009. “That ‘Internet of Things’ Thing.” RFID Journal 22 (7): 97–114.
- Benton, W. C., and H. Shin. 1998. “Manufacturing Planning and Control: The Evolution of MRP and JIT Integration.” European Journal of Operational Research 110 (3): 411–440.
- Bock, S., and N. Boysen. 2021. “Integrated Real-Time Control of Mixed-Model Assembly Lines and Their Part Feeding Processes.” Computers & Operations Research 132: 105344.
- Bueno, A. F., M. Godinho Filho, and A. G. Frank. 2020. “Smart Production Planning and Control in the Industry 4.0 Context: A Systematic Literature Review.” Computers & Industrial Engineering 149: 106774.
- Chankov, S., M. T. Hütt, and J. Bendul. 2016. “Synchronization in Manufacturing Systems: Quantification and Relation to Logistics Performance.” International Journal of Production Research 54 (20): 6033–6051.
- Chen, J., G. Q. Huang, and J. Q. Wang. 2019. “Synchronized Scheduling of Production and Outbound Shipping Using Bilevel-Based Simulated Annealing Algorithm.” Computers & Industrial Engineering 137: 106050.
- da Cruz, M. A., J. J. P. Rodrigues, J. Al-Muhtadi, V. V. Korotaev, and V. H. C. de Albuquerque. 2018. “A Reference Model for Internet of Things Middleware.” IEEE Internet of Things Journal 5 (2): 871–883.
- ElMaraghy, W., H. ElMaraghy, T. Tomiyama, and L. Monostori. 2012. “Complexity in Engineering Design and Manufacturing.” CIRP Annals-Manufacturing Technology 61 (2): 793–814.
- Fei, T., C. Jiangfeng, Q. Qinglin, M. Zhang, H. Zhang, and S. Fangyuan. 2018. “Digital Twin-Driven Product Design, Manufacturing and Service with big Data.” The International Journal of Advanced Manufacturing Technology 94 (9–12): 3563–3576.
- Fries, C., H.-H. Wiendahl, and A. Al Assadi. 2020. “Design Concept for the Intralogistics Material Supply in Matrix Productions.” Procedia CIRP 91: 33–38.
- Gershwin, S. B. 2018. “The Future of Manufacturing Systems Engineering.” International Journal of Production Research 56 (1–2): 224–237.
- Ghaleb, M., H. Zolfagharinia, and S. Taghipour. 2020. “Real-time Production Scheduling in the Industry-4.0 Context: Addressing Uncertainties in job Arrivals and Machine Breakdowns.” Computers & Operations Research 123: 105031.
- Graves, S. C. 1999. “Manufacturing Planning and Control.” Massachusetts Institute of Technology, 1–26.
- Grieves, M. 2014. “Digital Twin: Manufacturing Excellence Through Virtual Factory Replication.” White Paper 1: 1–7.
- Gu, X., and Y. Koren. 2022. “Mass-Individualisation – the Twenty First Century Manufacturing Paradigm.” International Journal of Production Research, 1–16. doi:10.1080/00207543.2021.2013565.
- Guo, D., M. Li, Z. Lyu, K. Kang, W. Wu, R. Y. Zhong, and G. Q. Huang. 2021a. “Synchroperation in Industry 4.0 Manufacturing.” International Journal of Production Economics 238: 108171.
- Guo, D., M. Li, R. Zhong, and G. Q. Huang. 2020a. “Graduation Intelligent Manufacturing System (GiMS): An Industry 4.0 Paradigm for Production and Operations Management.” Industrial Management & Data Systems 121: 86–98.
- Guo, D., Z. Lyu, W. Wu, R. Y. Zhong, Y. Rong, and G. Q. Huang. 2022. “Synchronization of Production and Delivery with Time Windows in Fixed-Position Assembly Islands Under Graduation Intelligent Manufacturing System.” Robotics and Computer-Integrated Manufacturing 73: 102236.
- Guo, Z., Y. Zhang, X. Zhao, and X. Song. 2020. “CPS-Based Self-Adaptive Collaborative Control for Smart Production-Logistics Systems.” IEEE Transactions on Cybernetics 51 (1): 188–198.
- Guo, D., R. Y. Zhong, P. Lin, Z. Lyu, Y. Rong, and G. Q. Huang. 2020b. “Digital Twin-Enabled Graduation Intelligent Manufacturing System for Fixed-Position Assembly Islands.” Robotics and Computer-Integrated Manufacturing 63: 101917.
- Guo, D., R. Y. Zhong, Y. Rong, and G. G. Huang. 2021b. “Synchronization of Shop-Floor Logistics and Manufacturing Under IIoT and Digital Twin-Enabled Graduation Intelligent Manufacturing System.” IEEE Transactions on Cybernetics. doi:10.1109/TCYB.2021.3108546.
- Huo, J., J. Zhang, and F. T. Chan. 2020. “A Fuzzy Control System for Assembly Line Balancing with a Three-State Degradation Process in the era of Industry 4.0.” International Journal of Production Research 58 (23): 7112–7129.
- Hvolby, H. H., and K. Steger-Jensen. 2010. “Technical and Industrial Issues of Advanced Planning and Scheduling (APS) Systems.” Computers in Industry 61 (9): 845–851.
- Jacobs, F. R. 2007. “Enterprise Resource Planning (ERP)—A Brief History.” Journal of Operations Management 25 (2): 357–363.
- Jiang, Z., S. Yuan, J. Ma, and Q. Wang. 2021. “The Evolution of Production Scheduling from Industry 3.0 Through Industry 4.0.” International Journal of Production Research 60 (11): 3534–3554.
- Jing, H., L. Sheng, C. Luo, and C. Kwak. 2021. “Statistical Analysis of Family Based Dispatching Rules and Preemption.” International Journal of Production Economics 240: 108242.
- Kortuem, G., F. Kawsar, V. Sundramoorthy, and D. Fitton. 2009. “Smart Objects as Building Blocks for the Internet of Things.” IEEE Internet Computing 14 (1): 44–51.
- Kousi, N., S. Koukas, G. Michalos, and S. Makris. 2019. “Scheduling of Smart Intra – Factory Material Supply Operations Using Mobile Robots.” International Journal of Production Research 57 (3): 801–814.
- Lasi, H., P. Fettke, H. G. Kemper, T. Feld, and M. Hoffmann. 2014. “Industry 4.0.” Business & Information Systems Engineering 6 (4): 239–242.
- LaValle, S., E. Lesser, R. Shockley, M. S. Hopkins, and N. Kruschwitz. 2011. “Big Data, Analytics and the Path from Insights to Value.” MIT Sloan Management Review 52 (2): 21–32.
- Lee, E. A. 2008. “Cyber Physical Systems: Design Challenges.” 2008 11th IEEE international symposium on object and component-oriented real-time distributed computing (ISORC), May, 363–369. IEEE.
- Lee, Y. H., C. S. Jeong, and C. Moon. 2002. “Advanced Planning and Scheduling with Outsourcing in Manufacturing Supply Chain.” Computers & Industrial Engineering 43 (1–2): 351–374.
- Li, M., D. Guo, and G. Q. Huang. 2021. “Operation Twins: Synchronized Production-Intralogistics for Industry 4.0 Manufacturing.” IFIP International Conference on Advances in Production Management Systems, September, 596–604. Springer, Cham.
- Li, M., and G. Q. Huang. 2021. “Production-intralogistics Synchronization of Industry 4.0 Flexible Assembly Lines Under Graduation Intelligent Manufacturing System.” International Journal of Production Economics 241: 108272.
- Li, M., M. Li, H. Ding, S. Ling, and G. Q. Huang. 2022a. “Graduation-Inspired Synchronization for Industry 4.0 Planning, Scheduling, and Execution.” Journal of Manufacturing Systems 64: 94–106.
- Li, M., R. Y. Zhong, T. Qu, and G. Q. Huang. 2022b. “Spatial–Temporal Out-of-Order Execution for Advanced Planning and Scheduling in Cyber-Physical Factories.” Journal of Intelligent Manufacturing 33: 1355–1372.
- Liu, F., S. B. Wang, Y. Hong, and X. H. Yue. 2017. “On the Robust and Stable Flowshop Scheduling Under Stochastic and Dynamic Disruptions.” IEEE Transactions on Engineering Management 64 (4): 539–553.
- Lovato, D., R. Guillaume, C. Thierry, and O. Battaia. 2022. “Managing Disruptions in Aircraft Assembly Lines with Staircase Criteria.” International Journal of Production Research, 1–17. doi:10.1080/00207543.2021.2011982.
- Luo, J., D. El Baz, R. Xue, and J. Hu. 2020a. “Solving the Dynamic Energy Aware job Shop Scheduling Problem with the Heterogeneous Parallel Genetic Algorithm.” Future Generation Computer Systems 108: 119–134.
- Luo, Y., W. Li, W. Yang, and G. Fortino. 2020b. “A Real-Time Edge Scheduling and Adjustment Framework for Highly Customizable Factories.” IEEE Transactions on Industrial Informatics 17 (8): 5625–5634.
- Luo, H., K. Wang, X. T. Kong, S. Lu, and T. Qu. 2017. “Synchronized Production and Logistics via Ubiquitous Computing Technology.” Robotics and Computer-Integrated Manufacturing 45: 99–115.
- Luo, H., X. Yang, and X. T. Kong. 2019. “A Synchronized Production-Warehouse Management Solution for Reengineering the Online-Offline Integrated Order Fulfillment.” Transportation Research Part E: Logistics and Transportation Review 122: 211–230.
- Mörth, O., C. Emmanouilidis, N. Hafner, and M. Schadler. 2020. “Cyber-physical Systems for Performance Monitoring in Production Intralogistics.” Computers & Industrial Engineering 142: 106333.
- Olsen, T. L., and B. Tomlin. 2020. “Industry 4.0: Opportunities and Challenges for Operations Management.” Manufacturing & Service Operations Management 22 (1): 113–122.
- Oluyisola, O. E., S. Bhalla, F. Sgarbossa, and J. O. Strandhagen. 2022. “Designing and Developing Smart Production Planning and Control Systems in the Industry 4.0 Era: A Methodology and Case Study.” Journal of Intelligent Manufacturing 33: 311–332.
- Pan, Y. H., T. Qu, N. Q. Wu, M. Khalgui, and G. Q. Huang. 2021a. “Digital Twin Based Real-Time Production Logistics Synchronization System in a Multi-Level Computing Architecture.” Journal of Manufacturing Systems 58: 246–260.
- Pan, Y. H., N. Q. Wu, T. Qu, P. Z. Li, K. Zhang, and H. F. Guo. 2021b. “Digital-twin-driven Production Logistics Synchronization System for Vehicle Routing Problems with Pick-up and Delivery in Industrial Park.” International Journal of Computer Integrated Manufacturing 34 (7–8): 814–828.
- Papakostas, N., and G. Chryssolouris. 2009. “A Scheduling Policy for Improving Tardiness Performance.” Asian International Journal of Science and Technology 2 (3): 79–89.
- Pinedo, M. L. 2016. Scheduling: Theory, Algorithms, and Systems. New York: Springer.
- Qu, T., S. P. Lei, Z. Z. Wang, D. X. Nie, X. Chen, and G. Q. Huang. 2016. “IoT-Based Real-Time Production Logistics Synchronization System Under Smart Cloud Manufacturing.” The International Journal of Advanced Manufacturing Technology 84 (1–4): 147–164.
- Russell, S., and P. Norvig. 2003. Artificial Intelligence: A Modern Approach. Hoboken, New Jersey: Prentice Hall.
- Saenz de Ugarte, B., A. Artiba, and R. Pellerin. 2009. “Manufacturing Execution System–a Literature Review.” Production Planning and Control 20 (6): 525–539.
- Schmid, N. A., and V. Limère. 2019. “A Classification of Tactical Assembly Line Feeding Problems.” International Journal of Production Research 57 (24): 7586–7609.
- Tao, F., and M. Zhang. 2017. “Digital Twin Shopfloor: A New Shopfloor Paradigm Towards Smart Manufacturing.” IEEE Access 5: 20418–20427.
- van der Zee, D.-J. 2013. “Family Based Dispatching with Batch Availability.” International Journal of Production Research 51 (12): 3643–3653.
- Vickery, S. K., X. Koufteros, C. Dröge, and R. Calantone. 2016. “Product Modularity, Process Modularity, and new Product Introduction Performance: Does Complexity Matter?” Production and Operations Management 25 (4): 751–770.
- Vieira, G. E., J. W. Herrmann, and E. Lin. 2003. “Rescheduling Manufacturing Systems: A Framework of Strategies, Policies, and Methods.” Journal of Scheduling 6 (1): 39–62.
- Xue, Y., H. Liang, W. R. Boulton, and C. A. Snyder. 2005. “ERP Implementation Failures in China: Case Studies with Implications for ERP Vendors.” International Journal of Production Economics 97 (3): 279–295.
- Zhang, Y., Z. Guo, J. Lv, and Y. Liu. 2018. “A Framework for Smart Production-Logistics Systems Based on CPS and Industrial IoT.” IEEE Transactions on Industrial Informatics 14 (9): 4019–4032.
- Zhang, K., T. Qu, D. J. Zhou, H. F. Jiang, Y. X. Lin, P. Z. Li, H. F. Guo, Y. Liu, C. D. Li, and G. Q. Huang. 2020. “Digital Twin-Based Opti-State Control Method for a Synchronized Production Operation System.” Robotics and Computer-Integrated Manufacturing 63: 101892.
- Zhou, L. P., Z. B. Jiang, N. Geng, Y. M. Niu, F. Cui, K. F. Liu, and N. S. Qi. 2022. “Production and Operations Management for Intelligent Manufacturing: A Systematic Literature Review.” International Journal of Production Research 60 (2): 808–846.