
Abstract
Previous research on automated guided vehicles (AGVs) and Industry 4.0 has mainly focused on technical aspects, while the humans who work with AGVs as well as the influences on the organisation have received limited attention. This paper aims to explore human- and organisation-related challenges in the introduction of AGVs in production facilities. Two cases are examined and analysed using the Human, Technology, and Organisation (HTO) model, which highlights the interactions between the three subsystems: human, technology, and organisation. The paper shows that several human- and organisation-related challenges arise when introducing AGVs, such as supporting the AGVs with new work procedures for managing AGV errors, determining what different operators need to know about AGVs, and developing acceptance among employees. The identified challenges complement the technical focus in previous research. Actions are proposed to facilitate the introduction of AGVs to avoid or manage the identified challenges. The findings of this study can help managers involved in the introduction of AGVs to consider human- and organisation-related aspects to improve AGV performance and employee well-being.
1. Introduction
Industry 4.0 has emerged as a key strategic area for manufacturing companies and is a trending topic in academic research (Xu, Xu, and Li Citation2018; Liao et al. Citation2017). According to Xu, Xu, and Li (Citation2018), Industry 4.0 has the potential to dramatically improve industrial ecosystems by adopting current and emerging technologies. However, several challenges can hinder the realisation of Industry 4.0 because of the complexity and multitude of dimensions involved related to new technologies, as well as the effect on the role of humans in production and the work they perform (Frank, Dalenogare, and Ayala Citation2019; Xu, Xu, and Li Citation2018). According to Stentoft and Rajkumar (Citation2020), companies often lack the knowledge and understanding to fully realise Industry 4.0. There has been a lack of attention to human factors (HF) in research on Industry 4.0 and there is a risk that production and logistics systems do not perform well if HFs are not considered in the design (Neumann et al. Citation2021). Sgarbossa et al. (Citation2020) point out that HF should be considered in the design of production and logistics systems to create safe and efficient systems, and Winkelhaus, Grosse, and Glock (Citation2022) encourage further research on incorporating HF into the design, as operators’ work demands and job satisfaction are affected by the introduction of new technologies.
In addition to focusing on HF at an individual level, Reiman et al. (Citation2021) state that it is important to develop an understanding of human work at an organisational level. Thus, in order to understand the introduction of Industry 4.0 technology in an organisation, it is necessary to simultaneously consider human, organisational, and technological aspects. Nayernia, Bahemia, and Papagiannidis (Citation2021) found that there has been a lack of research with an organisational focus on implementing Industry 4.0. Sony and Naik (Citation2020) argue that a socio-technical approach is needed when introducing Industry 4.0 technologies in which both the social and technical subsystems are considered. The need to focus on the human aspect has also been identified by the European Commission, which launched the concept of Industry 5.0 in 2021, seeking to prepare the European industry for future trends and needs (Breque, De Nul, and Petridis Citation2021). The Industry 5.0 concept complements the technological focus of Industry 4.0 by emphasising human-centric, sustainable, and resilient practices (Reiman et al. Citation2021; Xu et al. Citation2021), but Industry 5.0 has thus far not become an established concept in research.
Automation of manual work is seen as an integral element of Industry 4.0 (Kadir, Broberg, and Conceição Citation2019), and for automated in-plant transport of materials, automated guided vehicles (AGVs) can be used (Zheng et al. Citation2021; Vlachos et al. Citation2022). AGVs are seen as one part of facilitating the creation of cyber-physical systems, which themselves are integral to the concept of Industry 4.0 (Ivanov et al. Citation2021). The AGV market is growing rapidly (De Ryck, Versteyhe, and Debrouwere Citation2020) and the potential benefits of using AGVs include reduced labour costs and productivity improvements (Bechtsis et al. Citation2017). Introducing AGVs into a production facility can give rise to multiple challenges in different phases, involving several interrelated design areas (Le-Anh and de Koster Citation2006). The design areas, including guide paths, fleet sizing, AGV control, battery and failure management, and idle vehicle positioning, must be addressed (Vis Citation2006; Le-Anh and de Koster Citation2006).
Many applications of AGV systems are found in mixed work environments, e.g. internal logistics (Sabattini et al. Citation2017), and human work is still essential for internal logistics (Winkelhaus, Grosse, and Glock Citation2022). When automating internal transport on the shop floor, challenges, related to the human and organisational aspects, can arise in which AGVs interact with other modes of transport (Sabattini et al. Citation2017). In several cases, Kadir and Broberg (Citation2021) have shown that implementing such technologies, e.g. automation, without a formal process for considering the redesign of the work procedures will result in a suboptimal division of labour between humans and technology and a need to train operators. New employee roles may also be required (Benzidia et al. Citation2019) as well as regulations for improving operator safety (Bechtsis et al. Citation2017). However, so far, the research on AGVs has largely had a technical focus (Fragapane et al. Citation2021; Benzidia et al. Citation2019). The introduction and use of AGVs in a production facility is linked to aspects beyond strictly technical ones as it can result in changed job demands for operators, e.g. from physical to more cognitive ones (Kadir and Broberg Citation2021), and when introducing AGVs, interactions and cooperation with human operators must be managed (Draganjac et al. Citation2020; Oleari et al. Citation2014). There can be challenges regarding resistance to new technology from operators if the new technical solution is perceived as threatening employment (Galati and Bigliardi Citation2019). Therefore, this paper aims to take a broad perspective, exploring aspects beyond the purely technical ones in the introduction of AGVs and seeks to address the following research question:
What human- and organisation-related challenges arise in the introduction of AGVs in production facilities?
The next section develops the analytical framework. This paper uses a multiple case study with two industrial cases, which will be detailed in Section 3. Case studies are suitable for exploratory research (Voss, Tsikriktsis, and Frohlich Citation2002), and as this paper seeks to explore challenges, this was considered a good approach for the study. Case descriptions follow in Section 4, which then leads into the analysis in Section 5 in which a qualitative analysis of the cases is performed. The findings, including proposed actions to manage the identified challenges, are discussed in Section 6 and, finally, the conclusions of the paper are presented in Section 7.
2. Analytical framework
In order to understand the challenges faced by the organisation and individuals when introducing Industry 4.0 technical solutions such as AGVs, a socio-technical system approach is useful (Sony and Naik Citation2020) as there is joint consideration of both the social and the technical parts as they are interdependent (e.g. Fox Citation1995). Socio-technical system theory has a long history, from the work at Tavistock until today (see Mumford Citation2006), and within the discipline of human factors and ergonomics one of the domains is socio-technical systems, organisational ergonomics (IEA Citation2022). By integrating the human into the socio-technical system there is potential to jointly improve performance and well-being (Dul et al. Citation2012).
There are many potential frameworks from the socio-technical systems literature that could be a good fit for the purpose of the paper (e.g. Kadir and Broberg Citation2021; Davis et al. Citation2014; Vijayakumar et al. Citation2021). However, the scope in these frameworks is greater than the focus of this study, i.e. one or multiple dimensions of the frameworks would not be covered. The Human, Technology, Organisation (HTO) model is considered useful for capturing the challenges of AGV introduction as it emphasises human and organisational perspectives, in addition to the strictly technical one. It builds on socio-technical systems theory and includes three separate subsystems: human, technical, and organisational, and it facilitates understanding of the interactions between them (Karltun et al. Citation2017). The HTO model is considered a good fit for the scope of the paper. The HTO model has its origin in the Swedish nuclear power industry for safe operation of nuclear power plants (Strålsäkerhetsmyndigheten Citation2014). It was used and extended by Karltun et al. (Citation2017) and applied in the analyses of various cases. When using the HTO model, the three subsystems, human, technology, and organisation, must be defined appropriately for the studied object (Karltun et al. Citation2017), and in the following three sections, each of the subsystems is defined for the purpose of this paper.
2.1. Human subsystem
Introducing a new technical solution can result in many changes for humans and create new interactions between humans and technology (Kadir and Broberg Citation2021). Work can affect psychosocial, cognitive and/or physical human-related aspects for individuals (Carayon Citation2009), and considering these human-related aspects in design can increase performance, reduce the number of errors, and improve employees’ well-being (Neumann et al. Citation2021).
Humans have an impact on the benefits of new technology because they decide on the adoption or rejection of it based on what they perceive to be the costs and benefits of the new technology (Winkelhaus and Grosse Citation2020). As can be seen in Table , there are several ways in which the human-related aspects can be categorised. Neumann et al. (Citation2021) use physical, psychosocial, perceptual, cognitive, and knowledge while e.g. Vijayakumar et al. (Citation2021) use a different categorisation of mental instead of cognitive and knowledge. In this paper, the human-related aspects are divided into three categories, as shown in the leftmost column of Table , and these are explained in the following subsections. Kadir, Broberg, and Conceição (Citation2019) include organisational ergonomics, and Karltun et al. (Citation2017) and Daniellou (Citation2006) include social aspects; in this paper these are considered part of the organisation subsystem.
Table 1. Human-related aspects used in this paper related to terms in previous research.
2.1.1. Physical aspects
The design of technologies can have an impact on the physical human-related aspects (Vijayakumar et al. Citation2021) including, e.g. postures, fatigue, repetitiveness of work, safety, and health (Vijayakumar et al. Citation2021; Kadir, Broberg, and Conceição Citation2019). Neumann et al. (Citation2006) showed how the interaction between operators and AGVs resulted in poor working postures for operators and could lead to musculoskeletal disorders.
2.1.2. Cognitive aspects
Cognitive ergonomics focus on how work affects the mind and how the mind affects work (Hollnagel Citation1997). First, a situation is perceived by a human and information about the situation is gathered through the sensory system, i.e. visual, auditory, tactile, etc. Based on memory, training, and the inputs from the sensory system, an operator determines an action to take in response to a certain situation (Neumann et al. Citation2021). This can lead to a physical action being taken. Further training may be needed if cognitive demands increase.
2.1.3. Psychosocial aspects
In Karasek’s (Citation1979) job demand-control model, the level of control that employees have over their work impacts the mental ‘strain’ of job demands: a low sense of control and high work load will lead to high mental ‘strain’. Additionally, Neumann et al. (Citation2021) state that supervision and co-worker support are important dimensions for the well-being of operators. An operator can experience several emotions when performing tasks, such as anxiety, vulnerability and stress, which affects their performance (Longo, Nicoletti, and Padovano Citation2019). Prati et al. (Citation2021) study human-robot interfaces and state that interactions between an operator and, e.g. an AGV can cause stress. It is thus important to understand the interactions that occur. Failing to consider psychosocial aspects such as time pressures, motivation, and feedback in design can impact operator health and performance (Vijayakumar et al. Citation2021).
2.2. Technology subsystem
The technology subsystem includes machines, equipment, and tools (Carayon et al. Citation2015), as well as the physical environment in which the work is carried out (Karltun et al. Citation2017). Additionally, Esmaeilian, Behdad, and Wang (Citation2016) state that control and IT systems are basic elements of production systems. While some studies view work organisation as part of the technical system (e.g. Carayon et al. Citation2015; Mumford Citation2006), organisational aspects are considered separately in this paper, in accordance with the HTO model (see Section 2.3).
2.2.1. Machines, equipment, and tools
The technical design of the equipment is part of the technology subsystem in the HTO model (Karltun et al. Citation2017). In this paper, the equipment in focus is AGVs, which is why the design areas for AGVs are presented. Design areas for AGVs such as guidepaths, fleet sizing, AGV control, battery and failure management, and idle vehicle positioning must be addressed (Le-Anh and de Koster Citation2006; Vis Citation2006). In this paper, ‘AGV’ is used as a generic term for driverless transport vehicles in materials handling environments and includes terms such as ‘Autonomous Mobile Robot’, ‘Laser Guided Vehicle’, and ‘Automated Guided Cart’.
2.2.2. Physical environment
Tasks are carried out in a physical environment, which can have positive and negative impacts on workers (Carayon Citation2009). The physical environment includes aspects such as facility layout, type of production, materials handling flows, and workspace design. Prati et al. (Citation2021) use virtual reality to design physical environments for operators working with robots. The environment is modelled by different elements such as floors and walls, objects such as tables and shelves, and lighting as well as robots, conveyors and different carriers.
2.2.3. IT-related aspects
The introduction of new equipment, such as AGVs, may require the equipment to be integrated with the IT systems used in the facility. IT systems such as Enterprise Resource Planning and Warehouse Management Systems are often used in production and logistics systems (Esmaeilian, Behdad, and Wang Citation2016).
2.3. Organisation subsystem
The organisation subsystem refers to individuals at the collective level, i.e. the formal and informal organisation (Karltun et al. Citation2017). Kadir, Broberg, and Conceição (Citation2019) state that organisational ergonomics (socio-technical system) is about optimising organisation-related aspects where humans work. Daniellou (Citation2006) describes organisational aspects as having two sides, one related to the organisational structure (like charts, work division, procedures, and rules) and the other to the everyday social activity of all actors (interrelationship). Both sides need to be taken into consideration to understand work tasks. These organisational aspects can be analysed on different levels in an organisation: entire organisation, team level, and job level (Dul and Ceylan Citation2011).
2.3.1. Organisational-level aspects
The organisational structure impacts the working conditions for operators (see, e.g. Karltun et al. Citation2017; Daniellou Citation2006) and includes aspects such as type of organisation, level of hierarchy, managers’ span of control, chain of command, and communication channels. Benzidia et al. (Citation2019) found that new roles were needed in the organisation when AGVs were introduced into hospital logistics. These roles involved new work tasks, which required new skills to be developed through training or recruitment of new employees to fill the new roles. Furthermore, organisational culture aspects are important (Berglund and Karltun Citation2007). The organisational culture is a set of values and beliefs shared by members of the organisation and influences how its employees interact with the technical solutions, and this interaction may not be the way the designer intended (Carayon et al. Citation2015). Operators adapt how they behave and work to meet expectations (e.g. goals and policies) set at the corporate level (Carayon et al. Citation2015). The goals and policies of the organisation are thus important to consider.
2.3.2. Team-level aspects
Parker, Wall, and Cordery (Citation2001) describe that common work characteristics at the individual level should be considered at the team level, such as tasks, feedback, and autonomy. Hackman and Oldham (Citation1976) highlight the importance of the design of a group task for achieving group effectiveness. The team culture has an important impact on the process and performance, because there are several shared mental models between team members (Mathieu et al. Citation2000). The team structure, e.g. size, group composition, complementary skills, job roles, decision authority, purpose, and performance goals, also influences the work (see Katzenbach and Smith Citation2015).
2.3.3. Job-level aspects
Work task characteristics focus on the work procedure and the nature of the tasks (Morgeson and Humphrey Citation2006). This includes task aspects such as variety, identity, significance, autonomy, complexity, skill variety, and specialisation (see e.g. Morgeson and Humphrey Citation2006; Campion Citation1988; Hackman and Oldham Citation1976). Bechtsis et al. (Citation2017) state that introducing AGVs requires standards and further regulations for the safety of the operators and the AGVs.
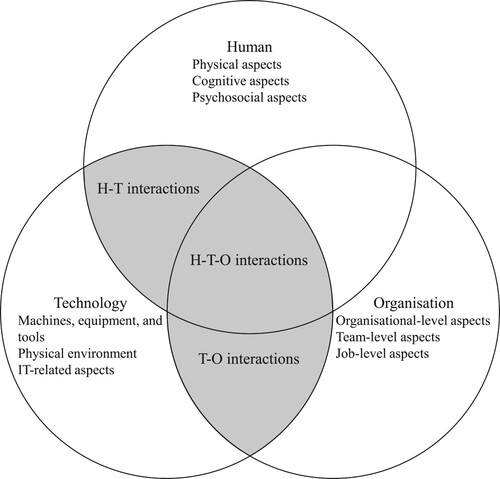
2.4. Adapted HTO model
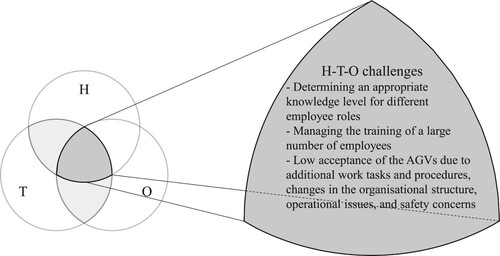
Figure shows the adapted HTO model used in this paper and how it is structured with the different aspects of each subsystem. Since the introduction of AGVs is being studied, the interactions between the technology (AGVs), human, and organisation subsystems are of interest. This is shown in Figure as the intersections of H-T, T-O, and of all three subsystems, H-T-O. The intersection of H-O, which is unrelated to the technology subsystem, is not studied. The adapted HTO model is used to analyse how the subsystems influence each other and what kinds of challenges that arise in these interactions.
Figure 1. The adapted HTO model used in this paper.
3. Method
The human and organisational aspects related to AGVs have received limited research attention, making a qualitative research approach suitable for exploring human- and organisation-related challenges when AGVs are introduced in production facilities. A case study was thus considered an appropriate method, as the study taps into the main advantages of the method, including that a phenomenon can be explored in its natural setting, a relatively full understanding of the phenomenon can be achieved, and it is suitable for exploratory investigations (Meredith Citation1998). This paper is therefore based on a case study consisting of two cases in which AGVs were introduced to achieve both depth and some breadth in the empirical data to cover an extensive range of challenges. Furthermore, it allows for comparisons between the cases with regard to human- and organisation-related challenges in the introduction and whether there are similarities and differences in the cases, which would not have been possible if a single case was studied. Having more than one case can also strengthen validity (Yin Citation2014). The two cases are from different companies and display differences in the scope of their respective AGV introductions. Seventeen AGVs were introduced in the first case and two in the second. Challenges in the introduction could be affected by the scope of the introductions, such as how the work procedures of different employee roles should be developed, and the acceptance of the AGVs may be influenced where many AGVs may entail a more radical change for the operators.
Data were collected at a time when the AGVs were in a steady state in the operations, i.e. the introduction had been completed. Several different roles were represented among the interviewees to capture multiple perspectives. Interviews with operators, project managers, and production support employees comprised the main part of the data collection. These employee roles are currently involved in the daily operation of the AGVs, were involved during the introduction or both. The relevance of these roles for the purpose of the study was confirmed by the case companies. Other roles such as IT specialists and engineers were rarely involved and not included in the data collection. Interview questions were created based on the subsystems of the HTO model and their respective aspects, developed in the analytical framework. The interviewees gave informed consent to participate in the study. During the interviews, at least two of the authors were present. Having multiple interviewers present can increase the likelihood of a common approach for all the interviews, which is important when multiple cases are studied, and this can positively impact reliability (Voss, Tsikriktsis, and Frohlich Citation2002). The interviews lasted about 60 min and were recorded to allow for later review.
In addition to the interviews, site visits were conducted for the cases to observe the AGVs in operation and understand how the AGVs interact with humans. The visits also allowed for informal conversations with employees working in the facility with the AGVs, allowing challenges and worries to be discussed as well the as any perceived positive effects. For case 1, a visit of approximately 120 min was conducted when the reliability engineer answered questions regarding the AGV operations. For case 2, about 300 min were spent in the logistics operations observing the AGV operations and talking to the employees. Logistics developer #1 answered questions during the visit. Table provides an overview of the interviews conducted and the shop floor visits. The final data source was company documents that described work tasks for different operators, responsibilities and authorisation, and organisational structures relating to the AGVs. Training material and information on what the different roles are expected to know about AGVs were also collected. Triangulation using several sources of data can improve the validity of collected data (Voss, Tsikriktsis, and Frohlich Citation2002), and this was applied in the studied cases. After the case data were compiled, the case descriptions were sent to the companies to ensure that there were no misinterpretations. The case descriptions were thus validated by the respective case companies. The findings of the paper were also presented to industrial practitioners at a workshop and their feedback received.
Table 2. Overview of interviews and shop floor visits conducted for the paper.
A qualitative analysis of the data was performed using the adapted HTO model developed in Section 2 with the human, technology, and organisation subsystems, and their respective aspects. These subsystems were used to explore the challenges that arose in the AGV introductions with a focus on the interactions between the subsystems as proposed by the model, i.e. between the human subsystem and the AGVs (H-T), between the organisation subsystem and the AGVs (O-T), and between the human-related, organisation-related aspects and the AGVs (H-T-O). The authors of the paper analysed the data together, examining the material on how the introduction of AGVs created challenges in the organisation and for the employees. With the understanding of the HTO model, the collected data could be examined and coded into different challenges. The understanding of the challenges and the insights from the cases could subsequently be used as a basis for a discussion, presented in Section 6.1, in which actions are proposed for managing the identified challenges, thus providing decision support that could be useful in industrial applications. The proposed actions were presented to the case companies in one interview for each company. The two interviews were conducted to discuss the relevance of the proposed actions and to validate the proposed actions in the studied cases as well as to gain input from the case companies. The input and opinions of the case companies are presented in Section 6.1 along with the actions. In case company 1, the reliability engineer who participated in the first interview had left the company at this stage and the validation interview was therefore conducted with his successor (reliability engineer #2). In case company 2, the validation interview was conducted with the two original logistics developers together with a new colleague (logistics developer #3).
4. Case description
This section presents a case description for each of the studied cases. Case 1 is a component manufacturer while case 2 is an automotive manufacturer.
4.1. Case 1
In case 1, 17 forklift AGVs were introduced to perform most of the material flows in the production facility, moving half pallets (600 × 800 mm) to and from production cells. The AGVs navigate using a laser to detect reflectors in the environment and then follow virtual guidepaths that were created in the vehicles’ software. The AGVs are unable to overtake obstacles blocking the guidepaths. The main production cells automatically generate orders for the AGVs at the start and end of a production sequence. There are also smaller production cells in which the operators must manually create AGV orders.
Tools and equipment were introduced with the AGVs along with changes in the physical setting. TV monitors were added to several work areas in the factory, showing the location as well as the status of the AGVs. If there is an error, this is shown on the monitors along with the AGV giving an alarm signal. A signal is also given in certain situations when safety is important. The frequent signalling initially caused annoyance among the operators. Markings were made on the floor and signs were posted to keep the guidepaths unobstructed for the AGVs. Many work areas were changed, e.g. racking was created, removed or moved in the facility. Guiding rails were installed at load transfer positions to help operators delivering pallets to the AGVs place the pallets correctly.
An order management system for the AGVs and a system for monitoring the location and the operational condition of the AGVs were introduced, and the material being moved by the AGVs is visible in the ERP system. If there is an error, it may be necessary to go through these systems to determine the cause of the error. A smartphone application is under development to simplify reporting of AGV errors with the aim of increasing the number of reports. An e-learning tool is also under development to help operators manage AGV errors and further improve their understanding of how the AGVs work.
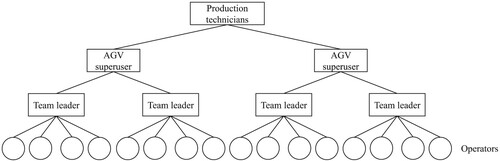
An organisational structure for error management was developed for the AGVs and is shown in Figure . Three roles interact with the AGVs to a large degree: operators, team leaders, and the reliability engineer. The AGV supplier performs maintenance as part of a leasing agreement. The error management was adapted over time, from initially having one operator who was dedicated to managing errors to the current setup in which the responsibility is put on the teams in production, wherein the operators and team leaders have the same responsibility. This responsibility includes restoring the AGV to operation and reporting the errors to the reliability engineer. If there is a problem that the employees on the shop floor cannot manage, they can ask the reliability engineer for assistance. Not all operators fulfil their error management responsibility even though an error may have arisen close to their work area. This can then cause late deliveries and force other operators to deal with the error.
Figure 2. Organisational structure surrounding the AGV in case 1.

The reliability engineer is the only person with expert knowledge of AGVs and some problems can only be handled by the reliability engineer. If the reliability engineer is absent, an AGV with an error may have to be removed from the operations until the reliability engineer returns. There are five teams on rotating shifts in the factory, and the reliability engineer is only present during the daytime shift. The possibility of training one employee from each shift to become an AGV superuser is being investigated. The AGV superusers would be responsible for the AGV operations during their shift.
Training is important for many aspects of the operation of the AGVs. How the AGVs behave, traffic rules, error management, and safety procedures were part of the training effort, theoretically and practically. The training was carried out by the reliability engineer. An introduction for new employees is conducted that covers the basics of the AGV operation. There is currently no continuous training relating to AGVs. Operators learn how to manage various errors over time by interacting with the AGVs and by learning from colleagues working in the same team.
The logistics department responsible for introducing the AGVs was not part of the production organisation at the time of the introduction. A change was later made so that the part of the logistics department that was involved in the AGV introduction was included in the production organisation. However, according to the reliability engineer, there was initially low acceptance among the employees in the production, as the project team from the logistics department was thought to be interfering. Furthermore, when the AGVs were introduced, the need for forklift drivers was reduced. To manage this, some employees were offered a change of position in the company, e.g. from logistics to production and by not rehiring for positions that were vacated due to retirements. According to the interviewed operators, there were initially also concerns regarding the safety of the AGVs, and together with operational issues in the beginning, this resulted in low acceptance. Operators can establish eye contact with a forklift driver and convey intentions through gestures, but this is not possible when working with AGVs.
4.2. Case 2
In case 2, two AGVs are used in the flow of moving racks of empty packaging material from supermarkets to an outbound area and bringing back new racks to the supermarkets. The AGVs navigate by comparing an initial scan of the production facility with what is currently detected by their sensors. Virtual guidepaths are created in the software of the AGVs. The AGVs cannot overtake obstacles blocking their guidepaths, and operators must make sure not to place items on the paths of the AGVs to avoid stops. Operators generate orders for the AGVs by pressing buttons at the supermarkets. Additional equipment and tools were introduced together with the AGVs. TV monitors were placed in the layout showing the locations and current status of the AGVs. Guiding rails for the load transfers from manual operators to the AGVs were installed to ensure successful pickups by the AGVs. The AGVs give an alarm signal with flashing lights and sound in certain situations, e.g. if there is an error or safety is particularly important. The many situations causing AGV signals initially made the signalling annoying for the operators.
A server was created on which the AGVs’ order management system is located, and a system for monitoring the AGV operations was introduced. Employees in roles that support the AGVs occasionally have to use these to find and trace the reason for an error occurring. A substantial change in the physical setting during the introduction of the AGVs was from bidirectional to unidirectional traffic in all aisles except the main forklift lanes. This change simplified the traffic flow for the AGVs and the manual traffic but was not positively received.
The AGV introduction mainly affected three existing roles – team leaders, production technicians, and logistics operators – but also brought about a new role, that of AGV superusers. Team leaders are each responsible for a team of operators. An AGV superuser has the responsibilities of a team leader as well as the responsibility and the training to manage AGV operations on a more advanced level. Production technicians are experts in technical issues in production and assist the operations with these matters. An additional role involved in the AGV introduction was the logistics developer. It was a logistics developer who was the project manager for the AGV introduction. The logistics developers are generally not involved in the daily AGV operations. The final role is the logistics operators who work in the same environment as the AGVs with materials handling. According to the logistics developers, the AGV superuser and the interviewed operator, the operators were initially sceptical of the AGVs and concerned about safety since they were unsure of how the AGVs would behave in different situations. As in case 1, not being able to see the intentions of the AGVs, as is possible with manual traffic, was an issue. The supplier conducts the maintenance activities as part of a leasing agreement.
An organisation structure surrounding the AGVs was developed during the introduction to split the responsibility for error management and error reporting. The current organisation around the AGVs is shown in Figure . This organisation was not in place when AGVs were first introduced in the facility but developed over time. AGV superusers, team leaders, and operators work in the logistics operations, i.e. in direct interaction with the AGVs. The production technicians are not part of the operations but may be required to manage changes or errors relating to the AGVs.
Figure 3. Organisational structure surrounding the AGVs in case 2.
Different levels of AGV knowledge were created. The first is a basic level that all employees in the factory need to have on safety and how the AGVs behave. Team leaders, AGV superusers, and production technicians have increasing levels of knowledge and responsibilities for error management. Most errors are managed by AGV superusers, but occasionally the production technicians are needed in the operations to manage an error. Production technicians hold weekly training sessions for the teams of operators in the factory covering theoretical and practical information and are responsible for training aspiring AGV superusers.
An AGV administration team was created consisting of production technicians, logistics developers, and AGV superusers. This team’s task is to follow up on errors related to the AGVs, identify improvement areas, and review suggestions for improvements from the employees on the shop floor, reported by the AGV superusers. This administration team meets weekly, and this is the only time the logistics developers are involved in the operational issues of the AGV. The administration team decided that not all employee roles in the operations should have the same responsibilities and authority for managing AGV errors. Firstly, it would be difficult to ensure that every employee had the right competences for managing errors. Secondly, it would put heavy demands on the production technicians to maintain a high knowledge level in the organisation in terms of training effort. Thirdly, the administration team suspected that if it were to be everyone’s responsibility, e.g. to report errors, fewer errors would be reported as the responsibility would be diffused and the operators would not feel accountable.
5. Analysis
This section presents the analysis and analyses the challenges involved in the introduction of AGVs in the cases. This refers to challenges in the interaction between the AGVs and humans (H-T interactions), the AGVs and the organisation (T-O interactions) and between all three subsystems (H-T-O interactions).
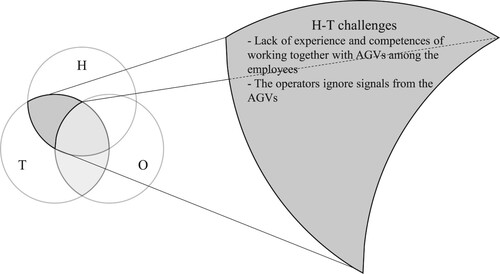
5.1. Challenges in the human-technology interaction
In both cases, there were challenges related to the cognitive and psychosocial human-related aspects due to the employees’ lack of experience and competence with AGVs, particularly that of the operators. Many were doubtful about the benefits of the AGVs and concerned about safety, e.g. they were uncertain how the AGVs would behave in different situations and how they should behave in response. When the material transports were performed manually, eye contact could be established between the operators driving the forklifts, and through glances and gestures, the intentions of the operators could be conveyed. With AGVs, this kind of communication became impossible, causing unease. There was also a need to develop competences in using the IT systems for the AGVs for the operators in case 1 and AGV superusers in case 2, e.g. the order management system to trace errors. Training the employees involved with AGVs was the main way in which the challenge of lack of experience and competence was managed. Training reduced the concerns about safety and the insecurities of how the AGVs behave to some extent. The training effort also posed challenges and these are analysed further in Section 5.3.
In case 2, unidirectional traffic was introduced to make the physical interactions with the AGVs easier for the operators to understand. Although this change was met with protests to begin with, it was shown to improve the traffic flow and traffic interactions for both the AGVs and the operators. This change in the physical setting and the flow of traffic combined with the training allowed the operators in this case to better understand the AGVs.
The operators occasionally ignored the signals from the AGVs, which is associated with the perceptual dimension of the cognitive human-related aspect. Auditory alarm signals, TV monitors in the layout, and flashing alarm lights are ways in which the AGVs create perceptual demands on the employees in the operations. The default setting of the AGVs in the cases was to signal the surrounding environment in most situations. The frequent signalling made it challenging for the operators to determine if an AGV had an error, when it was a situation requiring increased attention to safety or something else. Furthermore, with regard to the psychosocial human-related aspects, the signalling caused annoyance and the operators started to ignore the AGV signals. This was changed in both cases so that the AGVs only triggered a signal in certain situations, including in the event of an error, in areas where there were many pedestrians, and when the safety sensors were temporarily turned off. The challenges in the human-technology interaction are shown in Figure .
Figure 4. Challenges in the interaction between human and technology.
The AGV introduction also resulted in physical human-related changes, e.g. obtaining assistance in the case of a difficult AGV error, reporting of errors and increasing computer work when tracing errors. The addition of work tasks had an impact on the acceptance of the AGVs; this is further analysed in Section 5.3.
5.2. Challenges in the technology-organisation interaction
In both cases, few roles or work procedures for supporting the AGVs were initially in place in the introduction. At an organisational level, there was a lack of organisational structure to support the AGVs, which was a challenge and required several iterations to determine a well-functioning setup.
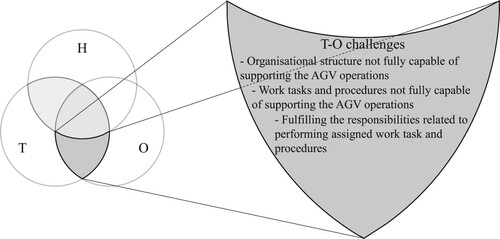
AGV error management was a challenge in both cases, at all three levels of the organisation subsystem: job, team and organisational. At job level, the error management was challenging as it entailed new work tasks that had not existed before, and new procedures needed to be developed to support the AGVs appropriately. At the organisational level, the challenges related to how to organise the error management, i.e. creating an organisational structure for it, including responsibilities for the different employee roles and teams to get the AGVs back in operation. The technology subsystem can influence the organisational structure of the error management as seen in the cases. The AGVs move around throughout the production facility, i.e. in a large area, and there are 17 AGVs to monitor in case 1. Making all employees responsible for error management was viewed as the best alternative to limit the downtime of the AGVs. In case 2, on the other hand, there are two AGVs and the area is smaller, and the AGV superusers and team leaders were therefore made responsible for error management while the operators only reported errors.
The setup for the error management in case 1 led to additional challenges arising at the team and job levels. In case 2 only the team leaders and AGV superusers are accountable for error management, while in case 1 the responsibility is shared by all the teams in production and logistics, making it difficult to follow up on how well the different teams and operators perform error management. The teams and operators sometimes ignore error management, resulting in risks of longer downtimes for the AGVs and forcing operators from other teams to manage errors. The problem of shared responsibility was a risk identified by the administration team in case 2 and a reason for only placing the responsibility on team leaders and AGV superusers. Creating a superuser role for each shift, i.e. changing the organisational structure, is one way that is investigated for improving the error management in case 1. The superusers would support the operators and follow up on their error management activity.
Changes in the physical environment occur frequently in both cases, and a change in the environment can make it necessary to adapt the AGV flows. There were challenges at the organisational and job levels related to the development of AGV flows, since there were initially limited work procedures and no organisational structure in place. In case 2, this led to the addition at the team level in the organisation with the creation of the AGV administration team, which was tasked with following up and managing necessary design changes. As this team had not existed before the introduction of AGVs, the team composition, and the goals and work tasks of the team had to be determined.
With regard to the organisational level in case 1, the reliability engineer is the only employee with expert knowledge of both error management and the development of AGV flows. This makes the organisation around the AGVs vulnerable. When the reliability engineer is absent, there is no one in the organisation who can conduct the work tasks of the reliability engineer related to the AGVs. Production takes place round the clock, and the reliability engineer is only present during the daytime shift. With regard to the development of the AGV flows, it is difficult to obtain input from all the shifts for improvements in the AGV flows. Creating and training a superuser role for each shift, as mentioned previously, could make the organisational structure more stable and less reliant on one person.
Since there are many employees working on the shop floor in both cases, an organisational structure for training the employees on AGVs was also needed, but it took time to establish. There were challenges related to the training of employees as well which relate to all three subsystems and these are analysed in Section 5.3. Figure summarises the challenges during the introduction of AGVs in the interaction of technology-organisation.
Figure 5. Challenges in the interaction between technology and organisation.
5.3. Challenges in the human, technology, and organisation interaction
Training employees who work with the AGVs was necessary in both cases in response to the challenges of lack of experience and competence (5.1) and to explain new work procedures, the organisational structure, and responsibilities (5.2). The training entailed a number of challenges. One challenge in case 2 was determining appropriate knowledge levels for different roles, which is related to cognitive and psychosocial human-related aspects and the team and job levels in the organisation subsystem. The required level of knowledge depended on the employees’ involvement with the AGVs, e.g. if an employee needs to perform error management or just works in the same environment as the AGVs. Reducing the concerns for safety also influenced the decision on what an appropriate knowledge level should be.
A challenge at the organisational level in case 2 was determining which employee role would be most appropriate for performing the AGV training. In both cases, the manner in which the new work procedures should be explained to the operators was challenging, and the large number of teams that needed to be trained created physical and cognitive demands for the employee role chosen to perform this task. Training a large number of teams across several shifts was a substantial undertaking for the reliability engineer in case 1 and production technicians in case 2. The e-learning tool being developed in case 1 could ease the burden. However, it is not possible to provide practical training through such a tool.
There were also challenges related to the new work tasks, which had an impact on the employees in the operations. One challenge at job level was that the operators were not accustomed to the strictness in the placement of items in marked areas when working with the AGVs. Placing items in an assigned area was a procedure that was present before the AGVs were introduced, but the placement requirement became stricter as the AGVs may detect and stop for an item if not placed correctly. Having additional work tasks assigned to the operators, e.g. more meticulous item placement and error management, was not positively received by all operators. The new work tasks involved increasing demands on the three human-related aspects.
Low acceptance of the AGVs was a challenge. There were many reasons for the low acceptance relating to the three subsystems of the HTO model. In case 1, some operators had to change positions and work in other teams or other parts of the company because the AGVs replaced them, i.e. changes at organisational and team level. This led to resistance to the change from the operators associated with the psychosocial human-related aspect. Both cases had operational issues in the start-up of the AGVs, with many errors related to the technology subsystem, e.g. AGVs blocking aisles causing delays for the manual operations. In case 1, the introduction of the AGVs was managed by a project organisation that was not part of the production organisation. This also incited resistance as the project team was seen as interfering in the work of production, relating to the organisational and team levels, and the psychosocial aspects in the human subsystem. Challenges in the interaction of human-technology-organisation are presented in Figure .
Figure 6. Challenges in the interaction between human, technology, and organisation.
6. Discussion
Section 5 identified and explored human- and organisation-related challenges in AGV introductions. Section 6.1 pays further attention to these challenges, proposing actions that can be taken to address them in industrial applications. Section 6.2 subsequently discusses the findings and the contribution of the paper in relation to previous research. Lastly, Section 6.3 discusses limitations of the study and future research.
6.1. Proposed actions to address Human – and organisation-related challenges in AGV introductions
It is clear from the findings presented in Section 5 that a company undertaking an AGV introduction is likely to face multiple human- and organisation-related challenges. It is preferable for the company to avoid these challenges or have the means to manage them effectively. This section uses the insights from the studied cases to propose actions that can be taken to address the human- and organisation-related challenges that may arise during an AGV introduction, thus providing decision support that can be used to guide practitioners. To enhance the applicability of the proposed actions, indications are also provided on when during an AGV introduction the different actions should be taken. As a reference to indicate these points in time, a general model for project management is used. Aligned with the ISO standard for project management (ISO Citation2020), four phases are used to describe the timeline of an AGV introduction: Initiation, Planning, Implementation and Closure. Initiation is when the goals and scope of the project are set. Planning entails determining a timeline, risk assessments and implementation steps for the project. Implementation is when the AGVs are physically in place at the facility. Closure is when the AGVs have achieved a steady state in the operations.
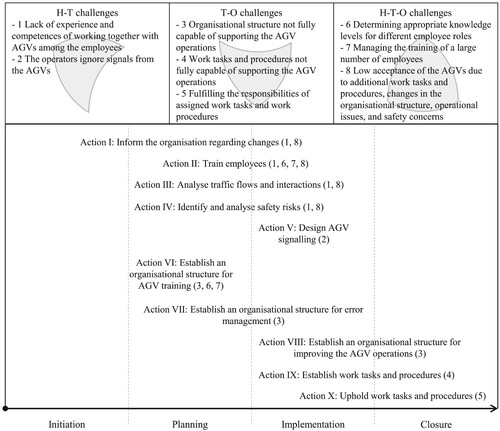
The presentation of the proposed actions is structured based on the type of challenges that are addressed. Accordingly, actions are first proposed for challenges in the human-technology (H-T) interaction, then for challenges in the technology-organisation (T-O) interaction, and, finally, for challenges in the human, technology, and organisation (H-T-O) interaction. An overview of the proposed actions, along with the suggested phases of the AGV introduction and when they should be taken, is presented in Figure . As stated in the Method section, the proposed actions were presented for the case companies. Both case companies expressed that they found the proposed actions relevant and useful when introducing AGVs. Reliability engineer #2 in case 1 stated that the actions appear suitable and can be of assistance in an AGV introduction. The three logistics developers in case 2 agreed that the actions are suitable, and logistics developer #2 expressed that the proposed actions refer to issues in the AGV introductions which they have worked extensively with. Through the discussion with the case companies, a few points were raised to clarify and extend some of the actions. The suggestions from the case companies, together with the actions, are presented in the following sections.
Figure 7. The proposed actions are connected to the phases of a project, indicating when a certain action could be relevant to perform during the introduction of AGVs.
6.1.1. Actions to manage challenges in the human-technology interaction
Challenge 1: lack of experience and competences of working together with AGVs among the employees. In both cases, there was a lack of experience among the operators of working together with AGVs. The operators did initially not know what to expect of the operations with AGVs, how they should act and if there would be changes in their work tasks. This created unease and, in some cases, a negative view towards the AGVs that was difficult to overcome. Four actions are proposed to address different aspects of the lack of experience.
The operators could be helped to prepare for the new situation if they were provided with information in an early phase, the initiation phase, on the purpose of the AGV introduction and the coming changes. In this phase, establishing reasonable expectations among the employees, e.g. that operational issues are to be expected early on but will improve over time, could help reduce negativity towards the AGVs. It could also be relevant to keep the operators updated on the progress and potential changes in the planning and implementation phases.
Proposed action I: inform the organisation about the changes associated with the AGV introduction. In both cases, training was important and also highlighted in the literature on cognitive aspects of the human subsystem (see Section 2.1.2). It seems that training could help reduce the unease the operators feel as they would know how to act and how the AGVs function, as was the experience in the cases. Training should be relevant to carry out in the planning phase to reduce unease before the AGVs are physically present. Training could also address new work tasks and procedures which are important in the implementation phase. Changes in work tasks or procedures in the introduction may also make further training necessary. New employees also need training. The logistics developers from case 2 argued for the importance of involving employees in the introduction to facilitate the training. Involving a few employees early means that they gain much experience, e.g. of early operational problems. These employees then have experience of managing errors and could work as AGV superusers in the daily operations. Involving employees is also a way to develop acceptance.
Proposed action II: train employees. In the cases, the AGV introduction created a new traffic situation with both manually operated forklifts and AGV traffic, and the operators lacked experience in this situation. Operators cannot see the intentions of the AGVs in the way they can when interacting with manually operated traffic. Analysing the traffic situations and interactions with the AGVs in order to create efficient traffic flows with few stressful traffic interactions could potentially compensate for the lack of experience in this regard. In case 2, the aisles in the facility were made unidirectional to create easy-to-understand and efficient traffic flows for both manual and AGV traffic. Analysing the traffic may have the greatest impact in the planning phase before the AGVs are physically in the facility, but fine-tuning the traffic flows may be necessary in the implementation phase.
Proposed action III: analyse traffic flows and interactions. The operators’ lack of experience can also be associated with safety risks. As with any major change in a production environment, an AGV introduction should be associated with a risk assessment. Potential safety issues need to be considered in the planning phase, before the AGVs are physically present, so that the operators feel safe working with the AGVs, but risk assessments should also be performed continuously in subsequent phases. This could help avoid accidents and may also reduce the unease the operators felt in the cases.
Proposed action IV: identify and analyse safety risks
Challenge 2: the operators ignore signals from the AGVs. In both cases, there was annoyance among the operators due to frequent signalling from the AGVs, which caused the operators to sometimes ignore signals. This, in turn, could cause longer downtimes if an AGV error occurred. The signalling issues concerned both in what situations the AGVs should signal and the kinds of signals they should use. While arguably easier said than done, the findings from the cases indicate that the signalling needs to be designed so that the operators take the signals seriously and act accordingly, e.g. assisting the AGVs in case of an error, without causing unnecessary annoyance. Designing suitable AGV signalling may be easier to perform when the AGVs are present in the implementation phase.
Proposed action V: design AGV signalling that balances the need for alerting the operators with the risk of annoying them
6.1.2. Actions to manage challenges in the technology-organisation interaction
Challenge 3: organisational structure not fully capable of supporting the AGV operations. The AGVs require support from human operators in different situations, e.g. for error management and flow development. To provide this support, an organisational structure had to be developed, and in both cases, this was challenging. Here, three actions are proposed in response to this challenge relating to the support needed by the AGVs.
As highlighted earlier, the employees needed to be trained to learn how to behave around the AGVs and the new work tasks and procedures. As seen in the cases, there may be many employees in the production environment who need to be trained. Accordingly, it seems that an organisation is needed with clear roles and responsibilities. The organisational structure for the training needs to be in place before the training of the employees can be started (action II), and it is therefore proposed that the training structure should be established in the planning phase.
Proposed action VI: establish an organisational structure for AGV training
Having a high uptime for the AGVs is vital for the AGV operations to perform well, which highlights the importance of error management. Based on the cases, it seems that the responsibilities of different employees need to be established and new roles may be required, like the AGV superuser in case 2. Factors that influenced the organisational structure for error management in the cases included the number of AGVs, the size of the operational area of the AGVs, and what was seen as an acceptable downtime. It appears that the organisational structure for error management should be established in the planning phase, before the AGVs are in the environment. However, the error management may need to be adapted over time. In case 1, one employee initially worked almost exclusively on error management. As the operational performance improved and the number of errors decreased, a new organisational structure was needed that was better suited to manage less frequently occurring errors.
Proposed action VII: establish an organisational structure for error management
Changes may occur in the environment that make it necessary to adapt the AGV operations, and the organisational structure should accommodate this. The cases showed that the many operators interacting with the AGVs on a daily basis were better able to detect and record operational issues than just one person, such as the reliability engineer in case 1, who was not engaged in the operations most of the time. In case 2, the AGV management team obtained input for the improvement process from the superusers working directly in the operations. Arguably, having an organisational structure for developing the AGV operations is important not only in the implementation phase, when many changes may be needed, but also in the closure phase, in response to naturally occurring variations in the environment.
Proposed action VIII: establish an organisational structure for improving the AGV operations
Challenge 4: work tasks and procedures not fully capable of supporting the AGV operations
To support the AGV operations, work tasks and procedures should be established so that different employee roles know what to do in different situations. The tasks and procedures were initially not fully in place, which made it challenging to support the AGVs.
Work tasks and procedures are important for safe and efficient operations of AGVs. This applies not only to procedures and work tasks for training, error management, and continuous improvements (as in the proposed actions relating to the organisational structure in actions VI, VII and VIII respectively) but also in general when working together with the AGVs. For instance, there may be a need for new traffic rules (indicated in action III), work tasks for the locations of items not to block aisles for AGVs, and new safety procedures (as indicated in action IV). Work procedures and work tasks are relevant to establish in the planning phase so that the operators know what to do in different situations when the AGVs are physically present. In the implementation phase, it may be necessary to alter tasks in accordance with possible changes in the organisational structure, e.g. the changes in error management in case 1.
Proposed action IX: establish work tasks and work procedures
Challenge 5: fulfilling the responsibilities of assigned work tasks and work procedures
In case 1, problems were reported of operators ignoring AGV errors and not reporting them as the procedures prescribe. To achieve high uptimes and quickly fix problems, it is important that the employees fulfil their responsibilities. It is equally important that other tasks and procedures are followed, such as traffic rules and correct item placement.
In the cases, acceptance and understanding of the AGVs were important for making the operators follow the assigned procedures and recognise the importance of performing their work procedures correctly. Making it clear how to perform different work tasks may support this: for instance, clear markings for where items should be placed and a possible smartphone application for error reporting, as investigated in case 1. Once the AGVs are physically implemented at the facility in the implementation phase, it becomes important to uphold the established work tasks and procedures. The logistics developers from case 2 highlighted the importance of upholding work tasks and work procedures over time by documenting how work is performed. Employees join and leave companies frequently, and in order to uphold work procedures in the long term, the accumulated knowledge should be documented so that if, e.g. an AGV superuser leaves, a new superuser can easily be taught through the documentation. The knowledge is then not tied to a person. Documentation is also important when completing an AGV introduction project, i.e. how the project was carried out, and making the documentation available so that other AGV introductions in the company can avoid making the same mistakes as in the previous AGV introduction project. This means upholding work tasks and procedures in the introduction process for future projects.
Proposed action X: uphold work tasks and procedures
6.1.3. Actions to manage challenges in the human, technology, and organisation interaction
Challenge 6: determining appropriate knowledge levels for different employee roles
To avoid spending unnecessary resources on training, it is relevant to identify what is a suitable knowledge level for each employee role. To address this challenge, it is important to bear the balance of the required knowledge for safe and efficient operation and the cost of it in mind in action II and when organising the AGV training (action VI). Potential tools like online training, as investigated in case 1, and information material could help to keep the cost of training low, as they are easy to apply once they have been developed.
Challenge 7: managing the training of a large number of employees
Training many operators in safety procedures, new work tasks, traffic rules, and error management is a substantial endeavour. Here, it is important to have a well-thought-out organisational structure for AGV training (action VI) and to consider the content of the training (action II). The balance of knowledge levels affects the training effort. Just as for challenge 7, potential tools like online training and information materials could help.
Challenge 8: low acceptance of the AGVs due to additional work tasks and procedures, changes in the organisational structure, operational issues, and safety concerns
Acceptance and understanding were highlighted in both cases as crucial for the operation of the AGVs but challenging to achieve. As there were several reasons for the low initial acceptance relating to both the human and organisation subsystems, many of the proposed actions could contribute to building acceptance and understanding. Informing the operators (action I) and showing progress in reducing errors could help lower the negative perception of AGVs in the beginning. Training the employees (action II), assessing and addressing safety issues (action III), and creating clear and understandable traffic situations (action IV) may also help develop acceptance. Acceptance is important to ensure that work procedures are followed and that, for instance, errors are managed and reported as they should be (action X).
Figure shows the proposed actions in the introduction of AGVs and to which phases they relate. Each action is also connected to one or more of the identified challenges as indicated in the parenthesis.
6.2. Contributions
There has been focus on technical aspects in research on Industry 4.0 while limited attention has been paid to humans working together with the technical solutions (Neumann et al. Citation2021; Sgarbossa et al. Citation2020). In a similar way, research on AGVs has tended to focus on the technical aspects of design and control (Fragapane et al. Citation2021; Benzidia et al. Citation2019). Within the literature on Industry 4.0, the limited attention that has extended beyond technical aspects has focused mostly on human-related aspects on an individual level (Neumann et al. Citation2021), often addressing the physical aspects (Sgarbossa et al. Citation2020). This paper contributes to the literature by not only including physical aspects but also considering cognitive and psychosocial aspects. Moreover, this paper adds a further perspective. By highlighting organisational aspects, the paper has gone beyond the technical aspects and the individuals and contributes to theory by identifying aspects at a collective level relating to the organisation of roles and responsibilities. Like Benzidia et al. (Citation2019), this paper shows that new roles and tasks are needed in the organisation when AGVs are introduced. This paper highlights that several roles need to be involved in the AGV operations in different ways, e.g. in error management, training of employees, and developing flows. The organisational structure may also change over time, with, e.g. the error management needing to be adjusted for the number of errors that arises.
Using the HTO model, this paper has developed an understanding of the challenges involved in the introduction of AGVs. The study shows that many challenges arise in the interaction between humans and AGVs, between the organisation and the AGVs, and between all the subsystems. There is a risk that important aspects are overlooked if only the technical aspects are considered in the introduction. For instance, there may be unease among the operators or a lack of organisational structure and work tasks to support AGVs. The benefit of the HTO model is that it facilitates the analysis of these interactions, and it has proved a highly useful tool for understanding the challenges involved in the cases, providing new perspectives on challenges from the human and organisation subsystem in interaction with the AGVs. The findings highlight the importance of considering humans together with the technical equipment, both individually and at a collective level of the organisation. This is in line with the Industry 5.0 concept, which has a more human-centric focus than Industry 4.0 (Reiman et al. Citation2021; Xu et al. Citation2021). The HTO model, possibly with case-specific modifications, could be valuable and give new insights into studying the introduction of other technical solutions. The applicability of the model to other production and logistics settings seems natural but it is reasonable to assume that the model could also be applied to other settings.
The paper also makes managerial contributions. By highlighting the importance of considering the human- and organisation-related aspects in addition to the technical ones, the paper supports the development of well-performing AGV operations with employees feeling safe for a high level of well-being. A number of actions are proposed to support and help managers involved in the introduction of AGVs avoid or manage challenges related to the human and organisational aspects.
6.3. Limitations and future research
This paper studied two cases. This was considered a suitable number as each case could be studied in depth, while still providing some breadth and opportunities to compare the challenges in the cases. Additional cases could have been studied to achieve greater breadth, but there was a risk that the same depth would not have been achieved for each case. The interviews, site visits, and documents provided a good understanding of the cases. Several perspectives on the AGV introduction could be attained by interviewing different roles. Further data from the visits, with observations and informal conversations with employees along with relevant documents, added to the comprehensive overview and understanding of the AGV introductions in the cases and provided a good basis for the analysis of challenges.
Previous research indicates that organisational culture could be relevant (as presented in Section 2.3.1), but this was difficult to assess in the cases presented in this paper. Longitudinal studies could be conducted to understand the organisational culture of a company and, in turn, how it influences the introduction of AGVs or another Industry 4.0 technology. The degree of resistance to change in the organisation and how this relates to challenges in the introduction could potentially be better understood.
The studied cases have similarities in terms of the AGVs used. It is possible that the introduction of Autonomous Mobile Robots (AMRs), which can be seen as more intelligent AGVs, with different navigational and decision-making capabilities, could differ from the introduction of the types of AGVs studied in the current paper. AGVs and AMRs are often used for similar applications, i.e. moving unit loads in materials handling environments where they interact with humans, and the challenges identified in this paper are likely to be applicable to AMRs as well. However, parts of the advanced functionality of AMRs may affect the challenges. A more intelligent AGV, or AMR, may not require the same level of monitoring and error management as in the cases and may be able to navigate freely and make decisions based on the situation it is in, possibly overcoming some errors without human intervention (Fragapane et al. Citation2021). Error management and development of the material flows posed challenges in the cases but could potentially be less challenging with AMRs. However, free navigation could make it more difficult for operators to predict how the AMR will behave in various situations, potentially adding unease. Studying AMRs could provide further insights in human- and organisational-related challenges.
In both cases, many hours were spent training employees. It takes time for the employees who conduct the training sessions as well as for those attending them. Furthermore, time is spent on managing and reporting errors, and on improving the AGV operations. This is all done to ensure that the AGVs operate efficiently. All these activities entail certain costs. However, the AGVs can reduce operational costs, resulting in savings. The costs and savings could be compared to determine the viability of AGVs. These aspects could be addressed in future research.
The proposed actions have been validated in the studied cases but could be tested and applied in other cases to extend the generalisability of the proposed actions. Future research could develop the proposed actions further by applying and studying them in other cases where AGVs are to be introduced. Furthermore, some of the proposed actions give indications of what managers should do but may not provide detailed support. Here, future research could specify the actions further, e.g. defining appropriate levels of knowledge, upholding work tasks and procedures in a good way or helping to find the most appropriate roles to perform different tasks related to the AGVs.
A qualitative analysis has been performed in this paper which showed that many challenges relate to the humans that work together with the AGVs. In a future study, a quantitative approach could be used based on questionnaires to investigate the challenges identified in this paper, like unease, stress, and acceptance of the AGVs among the people interacting with the AGVs. Questionnaires could be distributed to a large sample of operators, team leaders, superusers in different factories and warehouses where AGVs are used, and a statistical analysis could be performed.
7. Conclusions
Two cases have been studied to explore human- and organisation-related challenges in the introduction of AGVs. This paper contributes to the research on Industry 4.0 and to research relating specifically to AGVs by showing the importance of human and organisational aspects by identifying several challenges related to them. Research on these aspects has been limited due to the technical focus of previous research. Findings from the paper show that the interaction between AGVs and humans may cause stress and unease. This is an example of a human-related challenge, while finding suitable ways to support AGVs is an organisational one. Overcoming resistance and developing acceptance of AGVs is a challenge that relates to both the human and the organisational aspect and was highlighted in both cases as vital to the performance of the AGVs. The paper is aligned with the Industry 5.0 concept, which has a more human-centric emphasis than in the Industry 4.0 concept.
The adapted HTO model used in this paper was defined to understand the interactions between human, technology, and organisation in the introduction of AGVs. Although the model was defined for the introduction of AGVs, it could be applied to the introduction of other technical equipment with case-specific adjustments. It can be beneficial to apply the model to better understand the interactions between the technology and human subsystems, between the technology and organisation subsystems, and between all three subsystems. The findings of the paper can also contribute to managers involved in AGV introductions. The findings may facilitate introductions by helping managers better prepare the organisation and the humans involved in the operations for AGVs. Here, the proposed actions can be of assistance to avoid or manage the challenges. The case companies both found the actions highly relevant for AGV introductions. The paper has also identified avenues for further research, such as studying the introduction of other types of AGVs as well as the costs of operating AGVs. Moreover, the proposed actions for managing challenges could be addressed and developed further.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Data availability statement
The data supporting the findings of this study are available in the article and the research database of the study. The case companies do not wish to make it freely available.
Additional information
Funding
Notes on contributors

Nils Thylén
Nils Thylén is a PhD student at the department of Technology Management and Economics at Chalmers University of Technology. His research interest includes materials handling, human factors and Industry 4.0. His research is mainly on AGV and AMR systems focussing on requirements and challenges in design and implementation.

Carl Wänström
Carl Wänström received his PhD degree from Chalmers University of Technology in 2006 and has worked as a senior lecturer since 2007 at the same university. Wänström’s main research area is operations management and especially lean management. He uses a socio-technical research approach to understand how to design, organise, and manage production teams and continuous improvement infrastructure, to create a learning organisation based on lean practices.

Robin Hanson
Robin Hanson received his PhD degree from Chalmers University of Technology in 2012 and he is currently an associate professor at the same university. He has previously worked in the automotive industry and as a management consultant. His research deals mainly with different aspects of materials supply and materials handling.
References
- Bechtsis, D., N. Tsolakis, D. Vlachos, and E. Iakovou. 2017. “Sustainable Supply Chain Management in the Digitalisation era: The Impact of Automated Guided Vehicles.” Journal of Cleaner Production 142 (4): 3970–3984. doi:10.1016/j.jclepro.2016.10.057.
- Benzidia, S., B. Ageron, O. Bentahar, and J. Husson. 2019. “Investigating Automation and AGV in Healthcare Logistics: A Case Study Based Approach.” International Journal of Logistics Research and Applications 22: 273–293. doi:10.1080/13675567.2018.1518414.
- Berglund, M., and J. Karltun. 2007. “Human, Technological and Organizational Aspects Influencing the Production Scheduling Process.” International Journal of Production Economics 110 (1): 160–174. doi:10.1016/j.ijpe.2007.02.024.
- Breque, M., L. De Nul, and A. Petridis. 2021. “Industry 5.0: Towards a Sustainable, Human-Centric and Resilient European Industry”. Publications Office.
- Campion, M. A. 1988. “Interdisciplinary Approaches to Job Design: A Constructive Replication With Extensions.” Journal of Applied Psychology 73 (3): 467–481. doi:10.1037/0021-9010.73.3.467.
- Carayon, P. 2009. “The Balance Theory and the Work System Model … Twenty Years Later.” International Journal of Human–Computer Interaction 25 (5): 313–327. doi:10.1080/10447310902864928.
- Carayon, P., P. Hancock, N. Leveson, I. Noy, L. Sznelwar, and G. van Hootegem. 2015. “Advancing a Sociotechnical Systems Approach to Workplace Safety – Developing the Conceptual Framework.” Ergonomics 58 (4): 548–564. doi:10.1080/00140139.2015.1015623.
- Daniellou, F.. 2006. “Epistemological Issues About Ergonomics and Human Factors.” In International Encyclopedia of Ergonomics and Human Factors. 2nd ed., edited by Waldemar Karwowski, 43–46. Boca Raton: CRC Press.
- Davis, M. C., R. Challenger, D. N. W. Jayewardene, and C. W. Clegg. 2014. “Advancing Socio-Technical Systems Thinking: A Call for Bravery.” Applied Ergonomics 45 (2, Part A): 171–180. doi:10.1016/j.apergo.2013.02.009.
- De Ryck, M., M. Versteyhe, and F. Debrouwere. 2020. “Automated Guided Vehicle Systems, State-of-the-art Control Algorithms and Techniques.” Journal of Manufacturing Systems 54: 152–173. doi:10.1016/j.jmsy.2019.12.002.
- Draganjac, I., T. Petrović, D. Miklić, Z. Kovačić, and J. Oršulić. 2020. “Highly-scalable Traffic Management of Autonomous Industrial Transportation Systems.” Robotics and Computer-Integrated Manufacturing 63: 101915. doi:10.1016/j.rcim.2019.101915.
- Dul, J., R. Bruder, P. Buckle, P. Carayon, P. Falzon, W. S. Marras, J. R. Wilson, and B. van der Doelen. 2012. “A Strategy for Human Factors/Ergonomics: Developing the Discipline and Profession.” Ergonomics 55 (4): 377–395. doi:10.1080/00140139.2012.661087.
- Dul, J., and C. Ceylan. 2011. “Work Environments for Employee Creativity.” Ergonomics 54 (1): 12–20. doi:10.1080/00140139.2010.542833.
- Esmaeilian, B., S. Behdad, and B. Wang. 2016. “The Evolution and Future of Manufacturing: A Review.” Journal of Manufacturing Systems 39: 79–100. doi:10.1016/j.jmsy.2016.03.001.
- Fox, W. M. 1995. “Sociotechnical System Principles and Guidelines: Past and Present.” The Journal of Applied Behavioral Science 31 (1): 91–105. doi:10.1177/0021886395311009.
- Fragapane, G., R. de Koster, F. Sgarbossa, and J. O. Strandhagen. 2021. “Planning and Control of Autonomous Mobile Robots for Intralogistics: Literature Review and Research Agenda.” European Journal of Operational Research 294 (2): 405–426. doi:10.1016/j.ejor.2021.01.019.
- Frank, A. G., L. S. Dalenogare, and N. F. Ayala. 2019. “Industry 4.0 Technologies: Implementation Patterns in Manufacturing Companies.” International Journal of Production Economics 210: 15–26. doi:10.1016/j.ijpe.2019.01.004.
- Galati, F., and B. Bigliardi. 2019. “Industry 4.0: Emerging Themes and Future Research Avenues Using a Text Mining Approach.” Computers in Industry 109: 100–113. doi:10.1016/j.compind.2019.04.018.
- Hackman, J. R., and G. R. Oldham. 1976. “Motivation Through the Design of Work: Test of a Theory.” Organizational Behavior & Human Performance 16 (2): 250–279. doi:10.1016/0030-5073(76)90016-7.
- Hollnagel, E. 1997. “Cognitive Ergonomics: It's All in the Mind.” Ergonomics 40 (10): 1170–1182. doi:10.1080/001401397187685.
- IEA. 2022. “What is Ergonomics?”, Internatinoal Ergonomics Association. Accessed 2022-10-03. https://iea.cc/what-is-ergonomics/.
- ISO. 2020. “International Organization for Standardization.” ISO 21502:2020 Project, Programme and Portfolio Management — Guidance on Project Management. Switzerland.
- Ivanov, D., C. S. Tang, A. Dolgui, D. Battini, and A. Das. 2021. “Researchers’ Perspectives on Industry 4.0: Multi-Disciplinary Analysis and Opportunities for Operations Management.” International Journal of Production Research 59 (7): 2055–2078. doi:10.1080/00207543.2020.1798035.
- Kadir, B. A., and O. Broberg. 2021. “Human-centered Design of Work Systems in the Transition to Industry 4.0.” Applied Ergonomics 92: 103334. doi:10.1016/j.apergo.2020.103334.
- Kadir, B. A., O. Broberg, and C. S. d. Conceição. 2019. “Current Research and Future Perspectives on Human Factors and Ergonomics in Industry 4.0.” Computers and Industrial Engineering 137: 106004. doi:10.1016/j.cie.2019.106004.
- Karasek, R. A. 1979. “Job Demands, Job Decision Latitude, and Mental Strain: Implications for Job Redesign.” Administrative Science Quarterly 24 (2): 285–308. doi:10.2307/2392498.
- Karltun, A., J. Karltun, M. Berglund, and J. Eklund. 2017. “HTO – A Complementary Ergonomics Approach.” Applied Ergonomics 59: 182–190. doi:10.1016/j.apergo.2016.08.024.
- Katzenbach, J. R., and D. K. Smith. 2015. The Wisdom of Teams: Creating the High-Performance Organization. Harvard Business Review Press.
- Le-Anh, T., and R. de Koster. 2006. “A Review of Design and Control of Automated Guided Vehicle Systems.” European Journal of Operational Research 171 (1): 1–23. doi:10.1016/j.ejor.2005.01.036.
- Liao, Y., F. Deschamps, E. d, F. R. Loures, and L. F. P. Ramos. 2017. “Past, Present and Future of Industry 4.0 - a Systematic Literature Review and Research Agenda Proposal.” International Journal of Production Research 55 (12): 3609–3629. doi:10.1080/00207543.2017.1308576.
- Longo, F., L. Nicoletti, and A. Padovano. 2019. “Modeling Workers’ Behavior: A Human Factors Taxonomy and a Fuzzy Analysis in the Case of Industrial Accidents.” International Journal of Industrial Ergonomics 69: 29–47. doi:10.1016/j.ergon.2018.09.002.
- Mathieu, J. E., T. S. Heffner, G. F. Goodwin, E. Salas, and J. A. Cannon-Bowers. 2000. “The Influence of Shared Mental Models on Team Process and Performance.” Journal of Applied Psychology 85 (2): 273. doi:10.1037/0021-9010.85.2.273.
- Meredith, J. 1998. “Building Operations Management Theory Through Case and Field Research.” Journal of Operations Management 16 (4): 441–454. doi:10.1016/S0272-6963(98)00023-0.
- Morgeson, F. P., and S. E. Humphrey. 2006. “The Work Design Questionnaire (WDQ): Developing and Validating a Comprehensive Measure for Assessing job Design and the Nature of Work.” Journal of Applied Psychology 91 (6): 1321–1339. doi:10.1037/0021-9010.91.6.1321.
- Mumford, E. 2006. “The Story of Socio-Technical Design: Reflections on its Successes, Failures and Potential.” Information Systems Journal 16 (4): 317–342. doi:10.1111/j.1365-2575.2006.00221.x.
- Nayernia, H., H. Bahemia, and S. Papagiannidis. 2021. “A Systematic Review of the Implementation of Industry 4.0 from the Organisational Perspective.” International Journal of Production Research, 1–32. doi:10.1080/00207543.2021.2002964.
- Neumann, W. P., J. Winkel, L. Medbo, R. Magneberg, and S. E. Mathiassen. 2006. “Production System Design Elements Influencing Productivity and Ergonomics.” International Journal of Operations and Production Management 26 (8): 904–923. doi:10.1108/01443570610678666.
- Neumann, W. P., S. Winkelhaus, E. H. Grosse, and C. H. Glock. 2021. “Industry 4.0 and the Human Factor – A Systems Framework and Analysis Methodology for Successful Development.” International Journal of Production Economics 233: 107992. doi:10.1016/j.ijpe.2020.107992.
- Oleari, F., M. Magnani, D. Ronzoni, and L. Sabattini. 2014. “Industrial AGVs: Toward a Pervasive Diffusion in Modern Factory Warehouses.” In 2014 IEEE 10th International Conference on Intelligent Computer Communication and Processing (ICCP), 233.
- Parker, S. K., T. D. Wall, and J. L. Cordery. 2001. “Future Work Design Research and Practice: Towards an Elaborated Model of Work Design.” Journal of Occupational and Organizational Psychology 74 (4): 413–440. doi:10.1348/096317901167460.
- Prati, E., M. Peruzzini, M. Pellicciari, and R. Raffaeli. 2021. “How to Include User EXperience in the Design of Human-Robot Interaction.” Robotics and Computer-Integrated Manufacturing 68: 102072. doi:10.1016/j.rcim.2020.102072.
- Prati, E., V. Villani, M. Peruzzini, and L. Sabattini. 2021. “An Approach Based on VR to Design Industrial Human-Robot Collaborative Workstations.” Applied Sciences 11 (24): 11773. doi:10.3390/app112411773.
- Reiman, A., J. Kaivo-oja, E. Parviainen, E.-P. Takala, and T. Lauraeus. 2021. “Human Factors and Ergonomics in Manufacturing in the Industry 4.0 Context – A Scoping Review.” Technology in Society 65: 101572. doi:10.1016/j.techsoc.2021.101572.
- Sabattini, L., M. Aikio, P. Beinschob, M. Boehning, E. Cardarelli, V. Digani, A. Krengel, M. Magnani, S. Mandici, and F. Oleari. 2017. “The Pan-Robots Project: Advanced Automated Guided Vehicle Systems for Industrial Logistics.” IEEE Robotics and Automation Magazine 25 (1): 55–64. doi:10.1109/MRA.2017.2700325.
- Sgarbossa, F., E. H. Grosse, W. P. Neumann, D. Battini, and C. H. Glock. 2020. “Human Factors in Production and Logistics Systems of the Future.” Annual Reviews in Control 49: 295–305. doi:10.1016/j.arcontrol.2020.04.007.
- Sony, M., and S. Naik. 2020. “Industry 4.0 Integration With Socio-Technical Systems Theory: A Systematic Review and Proposed Theoretical Model.” Technology in Society 61: 101248. doi:10.1016/j.techsoc.2020.101248.
- Stentoft, J., and C. Rajkumar. 2020. “The Relevance of Industry 4.0 and its Relationship with Moving Manufacturing Out, Back and Staying at Home.” International Journal of Production Research 58 (10): 2953–2973. doi:10.1080/00207543.2019.1660823.
- Strålsäkerhetsmyndigheten. 2014. “Man-Technology-Organisation.” Accessed 10 February, 2021. https://www.stralsakerhetsmyndigheten.se/en/areas/nuclear-power/our-regulatory-supervision/man-technology-organisation/.
- Vijayakumar, V., F. Sgarbossa, W. P. Neumann, and A. Sobhani. 2021. “Framework for Incorporating Human Factors Into Production and Logistics Systems.” International Journal of Production Research, 1–18. doi:10.1080/00207543.2021.1983225.
- Vis, I. F. A. 2006. “Survey of Research in the Design and Control of Automated Guided Vehicle Systems.” European Journal of Operational Research 170 (3): 677–709. doi:10.1016/j.ejor.2004.09.020.
- Vlachos, I., R. M. Pascazzi, M. Ntotis, K. Spanaki, S. Despoudi, and P. Repoussis. 2022. “Smart and Flexible Manufacturing Systems Using Autonomous Guided Vehicles (AGVs) and the Internet of Things (IoT).” International Journal of Production Research, 1–22. doi:10.1080/00207543.2022.2136282.
- Voss, C., N. Tsikriktsis, and M. Frohlich. 2002. “Case Research in Operations Management.” International Journal of Operations and Production Management 22 (2): 195. doi:10.1108/01443570210414329.
- Winkelhaus, S., and E. H. Grosse. 2020. “Logistics 4.0: A Systematic Review Towards a new Logistics System.” International Journal of Production Research 58 (1): 18–43. doi:10.1080/00207543.2019.1612964.
- Winkelhaus, S., E. H. Grosse, and C. H. Glock. 2022. “Job Satisfaction: An Explorative Study on Work Characteristics Changes of Employees in Intralogistics 4.0.” Journal of Business Logistics, doi:10.1111/jbl.12296.
- Xu, X., Y. Lu, B. Vogel-Heuser, and L. Wang. 2021. “Industry 4.0 and Industry 5.0—Inception, Conception and Perception.” Journal of Manufacturing Systems 61: 530–535. doi:10.1016/j.jmsy.2021.10.006.
- Xu, L. D., E. L. Xu, and L. Li. 2018. “Industry 4.0: State of the Art and Future Trends.” International Journal of Production Research 56 (8): 2941–2962. doi:10.1080/00207543.2018.1444806.
- Yin, R. K. 2014. Case Study Research: Design and Methods. 5th ed. SAGE Publications.
- Zheng, T., M. Ardolino, A. Bacchetti, and M. Perona. 2021. “The Applications of Industry 4.0 Technologies in Manufacturing Context: A Systematic Literature Review.” International Journal of Production Research 59 (6): 1922–1954. doi:10.1080/00207543.2020.1824085.