
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.Abstract
Takt production has recently received increased attention in both the construction industry and academia. However, the research on takt production has focused on documenting single successful cases, while attempts to holistically explore the impact of takt production on construction production flow are scarce. To address this knowledge gap, this study aimed to build a theoretical model of how takt production contributes to construction production flow. A qualitative multiple-case study was conducted to validate propositions based on a literature review, and the results were discussed and synthesized in the form of a theoretical model. The findings indicate that while takt production is a viable method to increase flow, it requires significant effort in terms of planning, control, and continuous improvement. While having a positive impact on process flow (location flow), the effects on operations flow (trade flow) are contradictory. The study has implications for further comprehensive evaluation of the effects of takt production on construction production flow while facilitating more predictable, systemic implementation of takt production across projects.
Introduction
Flow is essential for all production processes. Flow can be understood as the movement of raw materials through the value stream (flow path), where value-adding and non-value adding actions are performed to transform materials into products (Rother et al. Citation2003). Flow is perceived to be efficient when the movement of materials along the flow path is swift and even (Schmenner and Swink Citation1998) and when the number of non-value adding actions or steps that do not produce value for the customer are minimized (Shingo and Dillon Citation1989, Womack and Jones Citation2003). By improving the efficiency of flow, the productivity of the process is simultaneously increased.
In construction, an effective production system has a central role in achieving successful and flow-efficient production (e.g. Koskela Citation1992, Ballard Citation2000). A production system can be designed, controlled, and improved by utilizing various planning and control methods. Location-based planning and control methods, such as Line of Balance (LOB) (Lumsden Citation1968, Pe’er Citation1974) and the more recent Location-Based Management System (LBMS) (Kenley and Seppänen Citation2010), have been implemented to tackle the shortcomings of activity-based methods that do not promote flow, such as the commonly used Critical Path Method (CPM). Indeed, the use of location-based methods has shown potential in improving production flow efficiency by ensuring more even flow with fewer non-value adding actions (e.g. Seppänen et al. Citation2014).
Recently, another location-based method, takt production, has received increasing attention in industry and academia. The term “takt“ originates from manufacturing and refers to a constant time in which production activities should be completed (Hopp and Spearman Citation2011) or the “beat“ in which production progresses. In construction, the objective of takt production is to identify repetitive processes in production and to balance them to allow even, stable flow where the takt beat is maintained across activities (Dlouhy et al. Citation2016). While the first reference to takt production in building construction dates to the 1930s and the construction of the Empire State Building (in which takt time was called a “pacemaker“; Willis and Friedman Citation1998, Sacks and Partouche Citation2010), reports of the more systematic use of takt production appeared only in the early 2010s (Fiallo and Howell Citation2012, Frandson et al. Citation2013, Linnik et al. Citation2013).
Since then, the implementation of takt production has shown great potential in radically increasing construction production flow. For example, Frandson et al. (Citation2013) and Binninger et al. (Citation2018) have, respectively, documented 55% and 70% reductions in the duration of indoor phases of construction. Linnik et al. (Citation2013), Frandson and Tommelein (Citation2014), and Dlouhy et al. (Citation2018) argue that takt production increases transparency and enables better communication between trades, facilitates evenness in production, and enables the proactive control of production instead of traditional reactive “firefighting“. Other documented potential benefits include reduced work in progress (WIP) (Linnik et al. Citation2013), reduced non-value adding activity (Fiallo and Howell Citation2012), fewer quality defects, increased trade productivity, and increased safety (Heinonen and Seppänen Citation2016).
However, the research on takt production has focused on documenting single, mainly successful cases, while attempts to theoretically explain how takt production holistically affects production flow are scarce. A theoretical explanation of issues, such as how takt production affects flow and how takt production differs from other production planning and control methods, would help in deciding in which settings it would be more useful to implement takt production, in predicting the outcomes of implementation, and in generalizing the requirements to achieve the potential benefits of takt production. Moreover, a theoretical model would allow more systematic and predictable utilization of takt production and would facilitate the more organized implementation of takt production across projects. To address the gap, this study aims to build a theoretical model by answering the research question How does takt production contribute to construction production flow? To answer this question, we employ a qualitative multiple-case study approach.
The remainder of the paper is structured as follows. First, we present a theoretical background covering flow in construction and the role of production planning and control in enabling flow. This serves as a basis for constructing propositions on how takt production implementation affects flow in construction production. Second, we conduct case studies to test the propositions. Qualitative data are gathered from six takt production implementation cases from four different countries. Third, we discuss the results in relation to the propositions. Finally, we form the theoretical model, discuss the study limitations, and make suggestions for further research. To tighten the focus of the study, the scope is reduced to specifically address takt production in the construction of new buildings, concentrating on the interior phase.
Theoretical background
This section comprises four parts. First, we introduce the fundamental elements of flow in construction production. Second, we look at how production planning and control methods contribute to production flow in general. Third, we briefly introduce the process of implementing takt production. Fourth, we put forth propositions about how takt production impacts flow based on the literature.
Flow in construction production
Production flow contains two different axes, process flow and operations flow, forming a flow network (Shingo and Dillon Citation1989). In the context of manufacturing, process flow refers to the movement of products in the production line, and operations flow refers to the actions performed at individual workstations by operators and equipment. Even though these axes are interconnected, they can be separated to enable detailed production improvement. Process flow is improved by streamlining the movement of materials along the flow path, for example, by removing non-value adding activities such as waiting, moving, and extra processing and minimizing process unevenness and rework. Operations flow is improved by steering the actions performed at the workstations, for example, by balancing the workloads of the operators and by improving working methods, working conditions, and/or equipment (Shingo and Dillon Citation1989).
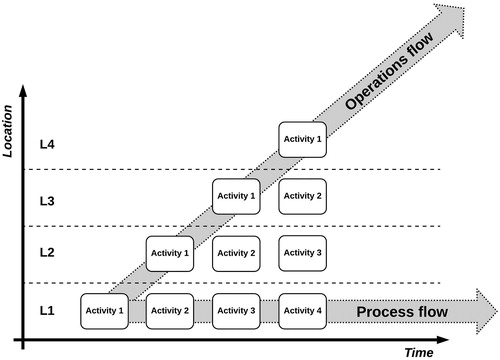
However, unlike manufacturing where products move along the production line and operators remain at their workstations, in construction trades and equipment move through the locations while performing activities, and the product (e.g. an apartment) remains stationary. Because a single location simultaneously serves as a workstation and as a product being processed, managing the utilization of locations is an essential part of enabling flow in construction (Kenley and Seppänen Citation2010). Sacks (Citation2016) proposes that the flow of activities performed at a single location should be viewed as a primary process flow in construction, referred to as location flow. Operations flow is formed by the activities performed by a single trade through different locations, referred to as trade flow (Sacks Citation2016). The analogy is illustrated in . The operations flow advances diagonally as trades move through locations (Y-axis) performing activities in them, while process flow advances at individual locations across time (X-axis).
Figure 1. Relationship of process and operations flows in construction.
Sacks (Citation2016, ) proposed a theoretical model for optimal flow conditions in construction production. In terms of individual projects, the model accounts for eight location flow conditions (L) with two trade flow conditions (T).
Table 1. Optimal flow conditions in construction production (adopted from Sacks Citation2016).
In addition to eliminating non-value adding activities, reducing variability has a significant role in achieving optimal flow conditions. Variability refers to the amount production process metrics can possibly deviate from their target values; high variability results in unevenness and uncertainty in production that hamper the flow (Hopp and Spearman Citation2011). Therefore, excess variability should be eliminated to achieve better flow efficiency. According to Hopp and Spearman (Citation2011), sources of variability can be roughly divided into two categories: flow variability (created by the way work is released and moved between work stations) and process time variability (created by work procedures at work stations). Flow variability can be eliminated by reducing batch sizes, re-entrant flow, time buffers, WIP and by balancing takt times. On the other hand, process time variability can be reduced by eliminating unnecessary operations, the amount of rework, the amount of making-do, and set-up, inspection and other non-value adding time. However, conditions presented in represent an ideal state that is not possible to be completely achieved, as some degree of variability is always present in production processes. As construction projects are complex, unique entities conducted by temporary project organizations where different parties have contradictory interests in terms of optimizing different aspects of flow, while a large amount of work is done in temporary conditions on-site (e.g. Koskela and Vrijhoef Citation2000, Paez et al. Citation2005), construction production naturally involves significant amount of variability that is laborious to eliminate.
Production flow can be protected from the negative effects of remaining variability by employing buffers (Hopp and Spearman Citation2011). Five types of buffers or a combination of them can be used in construction production (Horman and Thomas Citation2005, Hopp and Spearman Citation2011, Frandson et al. Citation2015):
Time: a deliberate lag in time is allowed between tasks; waiting time is added for customer/process
Space: a deliberate lag in space is allowed between tasks; waiting time is added for space/location
Capacity: additional resources are provided over the essentials needed to complete a task; waiting time is added for workers/equipment
Inventory: materials are delivered before they are immediately needed; waiting time is added for materials
Plan: non-critical tasks are not scheduled and can be done in spare time, also called “workable backlog”; waiting time is added for non-critical tasks
Even though buffers protect production flow against variability, they also paradoxically decrease flow by creating non-value adding activities, such as waiting. As buffers simultaneously improve and diminish flow, they should be implemented cautiously. However, in construction, it is common to use buffers excessively without analyzing or questioning their necessity. Construction production managers often focus on transforming resources into products as effectively as possible (Koskela Citation2000) and prefer long time and space buffers to avoid clashes between trades (Ballard and Howell Citation1998). While time and space buffers increase the resource efficiency of trades (Howell et al. Citation2001), they simultaneously significantly increase project duration (Koskela Citation1999), hamper process flow, and diminish the ability to continuously improve production, resulting in a sub-optimal setting (Horman and Thomas Citation2005).
Horman and Kenley (Citation1998) suggest that by favouring capacity buffers over time and space buffers, the process can be holistically improved rather than focusing on sub-optimization of individual activities. Utilizing capacity as a primary buffer promotes better responsiveness by enabling more flexible adaptation to emerging problems and demand fluctuation while maintaining flow. Even though preserving resource efficiency might lower costs and appear more desirable in the short term, capacity buffering provides a sound solution in the long term, significantly decreasing wasted time, wasted space, delays, and time-related costs (Horman Citation2000).
To summarize, flow has a central role in achieving sound production performance. To achieve good flow in construction, several location and trade flow conditions should be considered by eliminating non-value adding activities and variability, and by mindfully using buffers to protect production against the negative effects of the excess variability. It is suggested that capacity buffers are used as primary buffers to holistically improve flow.
Production planning and control in construction
Production planning and control methods have an essential role in building and sustaining flow-efficient production systems. Key functions of a successful method are (i) the design of the project production system to enable flow efficiency, (ii) maintaining the flow by proactively controlling and steering the system, and (iii) continuously improving the system as a whole and reducing variation at the task level (Liker Citation2005, Brodetskaia et al. Citation2013). Activity-based planning methods, such as CPM, have been widely used in construction for decades (e.g. Plotnick and O’Brien Citation2009). Although CPM is a powerful tool for managing construction from a project perspective, it has been criticized for its inability to produce or maintain flow (Koskela et al. Citation2014), resulting in lengthy, complex schedules that do not support proactive production management (e.g. Olivieri et al. Citation2018, Citation2019). As stated by Pe’er (Citation1974), CPM may be an appropriate tool for the client but offers limited help in managing the site.
In location-based planning and control methods, the shortcomings of activity-based methods are addressed by explicitly planning for better flow. The concept of location-based planning was first brought up in the first half of the twentieth century by Lumsden and Pe’er by introducing LOB (Lumsden Citation1968, Pe’er Citation1974), in which the aim was to create an uninterrupted flow between repetitive locations. However, LOB was limited to identical and repetitive spaces (Arditi et al. Citation2002). More flexible and effective utilization of location-based techniques was followed by the introduction of the flowline technique (Mohr Citation1979) and attempts by Russell and Wong (Citation1993) to integrate LOB with CPM logic to allow the use of location-based thinking in non-repetitive construction. Kenley and Seppänen (Citation2010) were the first to consider production control and continuous improvement in addition to planning by introducing LBMS (Kenley and Seppänen Citation2010). In LBMS, a flexible location breakdown structure allows combining layered location-based logic with the CPM algorithm, enabling planning for continuous resource utilization but also proactive control and improvement of production by tracking and forecasting actual work done (Seppänen Citation2009). With LBMS, the aim is to plan for full, continuous resource utilization for trades to prevent resource fluctuation, demobilization of trades, and cascading delays by preferring time, space, and plan buffers (Seppänen et al. Citation2014).
Takt production
Similar to other location-based methods, in takt production, the objective is to identify repetitive processes and balance them to enable flow-efficient production (Dlouhy et al. Citation2016). However, in contrast to LBMS where the primary aim is to enable continuous resource utilization for trades by employing time and space buffers, in takt production the aim is to holistically increase flow by favouring capacity buffers and maintaining constant takt time (Frandson Citation2019). Linnik et al. (Citation2013) elucidate that while the goal of other location-based methods is to minimize “workers waiting for work”, the goal of takt production is to minimize “work waiting for workers”, thus, attempting to maximize process flow and minimize WIP. As argued in section 2.1, the favouring of capacity buffers promotes a holistic view of flow (Horman and Thomas Citation2005), allowing to more effectively design, maintain, and continuously improve production flow.
Takt production has primarily been explored by Frandson and Tommelein (e.g. 2016, defined as takt time production, TTP), focusing mostly on implementations in large-scale hospital projects in California, and by Dlouhy, Binninger, and Haghsheno (e.g. Dlouhy et al. Citation2016, defined as takt planning and takt control, TPTC), focusing mostly on implementations in car manufacturing plant construction in Germany. The most visible differences between the methods are in how takt areas are formed and how collaboration is initiated in the process. In TTP, takt area formulation is based on finding equal work densities (how much time and resources are needed to perform certain work in a certain area by a trade; Tommelein Citation2017), whereas in TPTC areas are formulated by finding the smallest repetitive parts, standard space units (SSUs), of the process (Binninger et al. Citation2017a). In TTP, the involvement of trades in the overall decision-making process is emphasised (Tommelein Citation2017), while in TPTC the needs of the client are considered as a primary planning parameter and the selection of pre-determined and standardized control actions is preferred (Binninger et al. Citation2017b). However, both TTP and TPTC include the following basic principles of planning and control.
Data collection and preliminary planning
Takt planning begins by addressing the client’s needs (Dlouhy et al. Citation2016), by addressing the fundamental requirements (work structure, milestones, tasks, expected task durations, available resources, etc.) and by collecting the information necessary to begin planning (Frandson et al. Citation2013). The first step results in a preliminary plan that roughly meets the given requirements but does not yet address the flow or detailed production structure.
Detailed takt planning
The primary takt planning parameters are flexible locations (takt areas), work packages that can contain several activities – even from different trades if they do not interfere with each other (takt wagons) – and the time in which the work package should be completed at a location (takt time) (Binninger et al. Citation2017a). The process whereby wagons flow through the locations while processes advance in a location in the beat of takt time is called the “takt train“ (Dlouhy et al. Citation2016). By utilizing takt areas, wagons, and takt time as planning parameters, more flexibility is achieved compared to other location-based techniques, allowing more stable flow, especially in non-repetitive settings (Tommelein Citation2017). If the number of wagons and takt areas and the amount of takt time are known, the overall production duration can be calculated using the following formula (Nezval et al. Citation1960, acquired from Binninger et al. Citation2018):
(1)
(1)
The flexible planning parameters also allow for effective manipulation of batch size. For example, if the number of takt areas is doubled while simultaneously reducing takt time by half, the batch size is halved, and even though the time to complete tasks is not changed the overall duration is decreased. In addition to decreased overall duration, batch size reduction can enable greater control and transparency of the process (Valente et al. Citation2013). However, reducing the batch size and buffers increases the control effort (Dlouhy et al. Citation2019) and could result in problems if the amount of variability in the production is high (Haghsheno et al. Citation2016).
In takt production buffers are clearly divided to buffers related to process flow (time and space buffers) and operations flow (capacity and plan buffers). This enables transparent and effective management of buffers and creates an increased opportunity for improvement (Horman and Kenley Citation1998). General contractor (GC) is responsible for managing the process flow while managing the related buffers, whereas trades are responsible for managing the operations flow and buffers related to it (Frandson et al. Citation2015). Wagons are suggested to be underloaded for 70–80% capacity, and if the work is finished on time, trades can use their excess capacity by working in backlog areas, preparing for handoffs, or for continuous improvement (Frandson et al. Citation2015). As takt production can also result in more predictable handoffs between activities and stability in production by minimizing variability (by, e.g. minimizing takt time variation; Frandson Citation2019), the management of capacity buffers is simultaneously eased. Additional time buffers are reserved for the end of the schedule and can be placed between wagons to protect the process flow when needed (Dlouhy et al. Citation2019) if the negative effects of variability cannot be tackled with other buffers. In this respect, time buffering in takt production differs from time buffering in LBMS because its main purpose is not to protect against cascading delays but rather to support other buffering methods when necessary.
Detailed planning of other areas and functions and fine-tuning
The takt plan is completed by including workable backlog areas (that can be utilized as plan buffers) and by fine-tuning the production system (Frandson et al. Citation2015). In addition, the direction and sequence of trains are coordinated at this stage at the latest.
Production control and continuous improvement
Production control preparation consists of determining management roles and control methods. In shifting from the planning phase to the control phase (ramp-up phase), prerequisites for work are actively managed to enable a sound production start. Production control itself focuses on short-cycled control through production meetings (daily huddles), measuring the process, learning from the project progress data, and implementing continuous improvement, with a high level of visualization for all participants (Frandson and Tommelein Citation2016, Haghsheno et al. Citation2016). The primary aim of production control is to achieve handoffs for every wagon at the end of every takt time (Frandson et al. Citation2015). Controlling production by favouring capacity buffers requires increased effort (Haghsheno et al. Citation2016), especially if the batch size is small.
Propositions on how takt production affects production flow
Based on the theoretical model for optimal flow conditions (Sacks Citation2016) and the presented elements of takt production, we propose that takt production can contribute to the flow of construction production in the following ways.
Proposition 1: Takt production increases process flow with detailed planning that utilizes flexible planning parameters and favors capacity buffers.
As takt production is based on very detailed planning of repetitive sub-processes, it reveals the non-value adding activities and enables the reduction of unnecessary operations in the process (location flow condition L4); Frandson (Citation2019) noted that takt planning often reveals issues that would have normally been noticed and solved only during production. Additionally, takt production utilizes flexible planning parameters and favours capacity buffers and the underloading of resources for accounting variability. Takt production aims to minimize the variation of takt times between different work packages and different locations, thus, reducing overall variation between actual takt times (L1). By favouring capacity buffers, the need for time buffers between activities is also reduced (L3). Reducing the number of (unnecessary) time buffers also reduces the overall duration, which has been demonstrated in various instances (e.g. Frandson et al. Citation2013, Binninger et al. Citation2018). As takt time variation and time buffers are minimized, the time taken up by “work waiting for workers” is reduced (Linnik et al. Citation2013), thus, decreasing WIP (L8).
Proposition 2: Takt production increases process flow by reducing the amount of making-do, accidental re-entrant flow, and rework with intensive control of production and supporting flows.
Takt production increases the urgency for make-ready work, as the failure to cope with timely wagon handoffs is immediately visible and noted by the trades in the next wagons (Frandson et al. Citation2015), thus, reducing the occurrence of cascading delays. Releasing wagons in short cycles with more mature constraints reduces the amount of making-do, as more effort is expended to ensure the necessary requirements for work. The timing of the supporting flows, such as material flow (accompanied with adequate inventory buffers) and information flow, can and should be accurately planned to meet the preconditions of production, as the requirements for the flow are clearly determined in the takt plan (Uusitalo et al. Citation2019). Thus, takt production enables the reduction of making-do (L7). In addition, by conducting handoffs and quality checks between every wagon, trades can get more timely feedback to avoid quality defects in later stages (Dlouhy et al. Citation2016), thus reducing unnecessary or accidental re-entrant flow (L5) and the amount of rework (L6). However, takt production does not necessarily help minimize re-entrant flow because it does not require changing the construction methods employed that often inherently utilize re-entrant flow (Brodetskaia et al. Citation2013).
Proposition 3: Takt production increases operations flow by increasing transparency, stability, and reliability.
Takt production aims to minimize variation between takt times; however, opting for capacity buffers may cause trades to have to wait for work. This results in resource fluctuation if substitute activities are not ensured to utilize the trades’ excess capacity. Fluctuating resource demand can lead to demobilization of the trades, which greatly hampers production flow due to return delays (Seppänen Citation2009). This has also been documented in takt production cases (Alhava et al. Citation2019), as trades were not able to effectively plan and sustain operations flow by utilizing capacity buffers. Small batch sizes can also increase the amount unnecessary operations, such as moving and transporting materials, if the trades do not have the readiness to operate with smaller space reservations for their work. However, Vatne and Drevland (Citation2016) and Tommelein (Citation2017) have reported that more stable, transparent, and reliable production overcome the drawbacks, as the significantly better process flow simultaneously also increases operations flow and eases the effort in capacity buffering. Thus, takt production may enable more balanced production rates for the trades (trade flow condition T9). The increased process flow can also help in reducing unnecessary operations of trades (T10), for example, through increased communication (Dlouhy et al. Citation2016) and fewer work interruptions (Frandson et al. Citation2013).
Proposition 4: Takt production increases process and operations flow by reinforcing continuous improvement by making problems visible.
In addition to reflecting the requirements for good flow discussed by Sacks (Citation2016), we propose that takt production urges the production participants to improve the flow more proactively. Even though LBMS has the same goals for continuous improvement, takt production addresses production control and continuous improvement using a collaborative rather than a hierarchical approach (Frandson et al. Citation2015), thus, promoting individuals’ continuous improvement. In takt production, control action and improvement needs are not communicated by management but are clearly visible to the trades, mostly due to having clear, repeating targets for each wagon and trades working close to each other. In addition, capacity buffering allows allocating more resources to improve the flow (Horman and Kenley Citation1998), and the problems that usually would be buried in overly long time buffers are more effectively revealed and possibly addressed.
Proposition 5: To increase flow, takt production requires increased and more granular effort that is aligned with batch sizes.
To succeed, detailed takt planning and timely takt control require increased effort in both the planning and control phases. Decreasing batch size reinforces the contributors to good flow shown in , enabling more flexible balancing of tasks for smaller takt time variation while bringing the trades closer together and further decreasing WIP. However, reducing batch size is a production design decision (Frandson Citation2019), and by implementing flexible planning parameters batch size reduction is possible but not guaranteed (L2). Minimizing batch and buffer sizes also increases the amount of effort, particularly realized in cases with low repetition (Tommelein Citation2017). As noted by Alhava et al. (Citation2019), takt production is vulnerable to disruptions that can weaken the preconditions for each wagon if the problems are not actively solved, reinforcing the notion that increased effort is needed to effectively manage takt production from the perspective of both GC and the trades. Additionally, increased training and engagement of the project participants are required (Frandson et al. Citation2013).
Based on the literature review, it seems that takt production has great potential to improve process flow (Propositions 1 and 2). There also seems to be potential to increase operations flow (Proposition 3). Continuous improvement is reinforced in takt production, improving both process and operations flow (Proposition 4). To achieve the benefits, planning, controlling, and continuous improvement require a significant amount of effort (Proposition 5). In the following sections, we aim to validate the propositions using a multiple-case study.
Methodology
Research design
To empirically analyze the formulated propositions, a case study research strategy was chosen. Case studies enable both the investigation of complex social phenomena in their actual context and a holistic approach (Yin Citation2014). A multiple-case study approach was chosen to compare different implementation conditions, to be able to generalize the results, and to enable broader exploration of the phenomena (Eisenhardt and Graebner Citation2007). The case selection was affected by the following criteria.
i) Takt production is implemented in the interior phase of the project
Limiting the analysis to the interior phase enables a better comparison of takt production implementation cases in different instances, as it provides a relatively similar environment regardless of geographical location or project type. In addition, as most takt production implementation cases in the literature concern the interior phase, a deeper comparison between the findings and existing literature can be conducted. If takt production was implemented over multiple project phases in a case, the analysis focused on the interior phase.
ii) The selection must cover cases that have both primarily repetitive and non-repetitive areas
By utilizing flexible production planning parameters, takt production allows more flexibility compared to other location-based techniques, enabling more balanced flow even in non-repetitive settings (Tommelein Citation2017). However, as takt production has been successfully implemented in both repetitive (such as residential buildings) and non-repetitive (such as complex commercial buildings) projects, it is feasible to examine the effects of takt production in both environments.
iii) The selection must cover cases with different maturity levels of implementation
To gain a holistic view of how takt production affects different flow conditions, cases with varying amounts of maturity should be considered. In this study, the maturity levels are defined as follows. Low maturity indicates the project participants have no prior experience in takt production and no or little experience with lean methods. Medium maturity indicates some of the project participants are somewhat familiar with takt production and may have some experience with lean methods. High maturity indicates several project participants are experienced in takt production and are familiar with lean methods. The maturity level of a project was addressed during the case selection.
iv) The availability of meaningful information
Information-rich cases where the authors were able to gain access to the takt production data were preferred (Creswell and Clark Citation2017).
The case selection process began with mapping the potential cases, which involved inspecting public documents and contacting and interviewing construction management experts familiar with recently finished and ongoing takt production implementation cases. After finding a group of cases that satisfied criteria i–iii, the availability of meaningful information was weighed to conduct the final case selection. The six selected cases are presented in . Cases 1 and 2 are relatively small, new residential buildings in Helsinki, Finland. The driver of takt production implementation in these cases was decreasing the duration of the interior phase of repetitive residential construction. The interest in implementing takt production derived from positive implementation results in other countries, and the project teams had no prior experience in takt production. Case 3 is a relatively small, new residential building in Mannheim, Germany. In contrast to the Finnish cases, the project participants had a high amount of previous experience with takt production, and the implementation aimed to increase the stability and evenness of the production. Case 4, a commercial building, and case 5, a hospital/laboratory building, are both in San Francisco, California. In both these cases, the project participants were somewhat familiar with takt production, and the implementation aimed to increase project stability and reduce project duration. Case 6 is a large automotive plant in Araquari, Brazil. With a high amount of previous takt production experience, the implementation was initiated by the client to radically decrease the duration and increase stability and transparency in production.
Table 2. Case descriptions and data sources.
Data collection and analysis
The primary data were collected through semi-structured interviews, including interviews with employees of the GCs and the trades, takt production experts involved in projects, and other project stakeholders. In total, 27 interviews were conducted. Data collection also included the observation of project documentation and, where possible, site visits and the observation of production meetings. The data is summarized in .
The data collection was guided by a case description form (Appendix 1) with the following themes:
Theme 0: General project information (partially collected during case selection)
Theme 1: General takt production implementation information
Theme 2: Effects of takt production implementation in general
Theme 3: Takt planning process
Theme 4: Takt control process
The case description form also provided the structure for the interviews. The interviews were semi-structured to allow exploration of the relevant themes and to allow interviewees to express their insights freely. The interviews were recorded and transcribed whenever possible. The interview notes made during and immediately after the interviews were also used in the analysis. For cases 1, 2, 3, and 6, data were collected by one author. For cases 4 and 5, data were collected by two other authors. A standardized structure for data collection and the interviews was used to ensure congruence between the cases, and the authors maintained open communication during the data collection phase. As the authors were not able to physically visit cases 3 and 6, the contacted takt production experts who actively worked on the cases were asked to provide an initial case description guided by the case description form, which helped to give depth to the interviews. The data collection phase lasted 9 months.
Triangulation was used in the data analysis to improve the study’s validity (Patton Citation1999) and to develop converging lines of inquiry (Yin Citation2014). Data analysis and discussion of the results were conducted in three steps: (i) individual case analyses, (ii) cross-case analysis, and (iii) synthesis of the propositions in light of the case findings. The individual case analyses began by organizing findings by themes and sources, shaped by the five themes followed in the data collection. Findings related to production flow were structured in the form of the five propositions presented in the literature review. Different data sources were weighted in analyzing the propositions; interviews formed the primary data source for analyzing Propositions 2, 3, and 4. Production plans (such as schedules, layouts, logistics plans, and production control plans) were utilized as the primary data source in addition to the interviews in analyzing Propositions 1 and 5. For all the propositions, the primary data sources were supported by the analysis of site visits, production meeting observations, and minutes of meetings when available. The propositions were analyzed by looking for recurring events, congruences, sub-themes, and possible relationships between different observations. The data were also analyzed in an ad hoc manner to enable the emergence of intuitive and subjective findings. The most prevalent findings were further interpreted, which served as a basis for forming extensive case reports and forming the synthesis of the cases in light of the propositions. A single author conducted the individual case analyses, and the subsequent case reports provided a basis for discussion among the authors.
Next, the cases were collectively cross-analyzed by all authors to find recurring events, congruences, sub-themes, and possible relationships between cases. Differences and similarities between cases with different maturity levels, between different geographical locations, and between repetitive and non-repetitive cases were analyzed to gain an in-depth understanding of how the different case settings affected the takt production implementation. Even though the cross-analysis was based on the case reports, the authors also used the original data to ensure that all the relevant observations were included in the analysis. Finally, the results were analyzed and synthesized in light of the propositions.
Findings
Takt planning and takt control processes
The production design decisions (regarding takt time, takt areas, utilization of backlog areas) and the control processes of the cases are presented in . The case analysis did not reveal any significant differences between the takt production implementation methods; however, the interviews with GC site managers and takt production experts indicated that the preferences of the planners (takt production experts and production planners) had more effect on the implementation steps. In cases 1 and 2, the utilization of a 1-day takt time made it possible to theoretically shorten the project duration; however, the project teams perceived the short takt time to be challenging to control. In the other four cases, 5-day takt time was selected and later in the interviews was reported to match quite well with the familiar weekly routines, where the fifth day could be used for inspections and wagon handoffs. The repeatability was perceived to enable effective planning in the residential cases (1, 2, and 3). Basing the plan on apartments or a batch of apartments made the process easier and reduced the need for additional planning iteration rounds. In case 6, takt area distribution was based on repetitive zones, whereas in cases utilizing non-repeatable areas as takt zones (cases 4 and 5), work density was used as the main metric to determine takt areas.
Table 3. Primary takt planning decisions and control processes.
Daily huddles were used in all cases except case 1 and were reported to provide a sound basis for production control, regardless of the length of takt time. As reported in the interviews for all cases that utilized daily huddles, this structured approach to daily control increased direct communication between trades, who were then able to solve minor problems more effectively together. For three cases (3, 5, and 6), “go-and-see“ meetings (site visits) were conducted to tackle more significant problems. For cases 4 and 5, the Big Room concept was used to increase direct communication between the client, the GC, and the trades. In addition, some form of takt production training was arranged in every case. For cases 3, 4, 5, and 6, games and/or simulations were used to demonstrate lean and/or takt production practices. For cases 4 and 5 and partially for case 6, training of the trades played a more significant role because the training was available for all participating companies. In contrast, for cases 1, 2, and 3, the training was directed only at the core trades and GC employees, while most of the trades were instructed to work with takt production in site training before production began.
Generally, the implementation of takt production was perceived as a positive change. In every case, production duration was decreased in comparison to the initial plans formulated without any location-based planning method. The case results are summarized in and elaborated in the following sections.
Table 4. Case results.
Effects on process flow
The flexible planning parameters were perceived as drivers for increased process flow, and in every case, minimal takt time variation and minimal WIP were quite well achieved in the initial plans. In the interviews of four cases (1, 2, 4, and 5), it was noted that even though the detailed takt planning required significant effort and resources, it simultaneously enabled the reduction of unnecessary operations that would otherwise have had to be handled during the production. A certain number of previously planned time and space buffers was also eliminated from the plans, reducing overall duration. However, in non-repetitive cases (4, 5, and 6), balancing between different kinds of work, such as between structural and mechanical, electrical, and plumbing (MEP) work, was noted as a challenge for further minimizing takt time variation. For example, batching MEP work for too small batches was seen as inconvenient from the practical viewpoint of conducting the work, especially in projects with non-repetitive locations. Additionally, in cases 1, 2, and 3 where takt production was implemented only in the interior phase, it was suggested that takt production should extend to other production phases, or at least the planning should consider the transitions between different phases. In cases 4 and 6 where takt production was implemented in the structural, interior, and finishing phases, the extension was seen as an improvement, yet it was reported that the differences between location breakdown structures and types of work between phases made achieving flow efficiency in phase transitions difficult.
Despite the significant planning effort, during the control phase it was realized in every case that it was not possible (or even a goal) to precisely follow the initial plan. For cases with low maturity (1 and 2), this came more as a surprise, whereas in medium-high maturity cases (3, 4, 5, and 6), this was a predicted part of the process. In the medium-high maturity case interviews, it was elaborated that even though plans are created with minimal time and space buffers between activities, they can be strategically added where needed (case 4) or placed as a common reserve at the end of the schedule (case 6) that can be used to control variability that cannot be handled with capacity and plan buffers. However, even though time buffers were used, every project reported that the use of buffers was significantly more deliberate and sparing compared to the situation where time buffers would have been put in between the activities beforehand.
For every case (residential cases 1, 2, and 3 in particular), the interviews emphasized that takt production dramatically increased the transparency of inefficiency, as the problems surfaced more easily and without delay during both planning and control. A large number of problems were detected and fixed early, thus effectively preventing possible cascading delays. However, the amount of making-do was perceived to be large in almost all cases (1, 2, 3, 4, and 5, noted from the interviews and site observations), which also caused production to slide towards traditional ways of working and to protect resource efficiency, hindering flow. Maintaining constant common situational awareness of the production (by visually communicating the current production status and the most relevant problems) was considered a critical element in avoiding making-do, reported particularly in the interviews of cases 2, 4, and 5. In all cases, it was suggested that in addition to providing situational awareness to project managers and supervisors, it could be extended to every person on site and even to every stakeholder participating in the project. The involvement of all trades and material suppliers in planning and in daily huddles was considered one improvement option in cases 1 and 2.
The integration of design information and material flows was mentioned as essential for maintaining flow, and pacing design and logistics management with the process flow was seen as a major driver of success in every case. Small batch sizes (in cases 1 and 2) were perceived to be especially challenging in terms of pacing design information and material flows. It was suggested in the interviews for all cases that takt production requirements should be considered in the detailed design phase at the latest to enable proactive co-creation between the designers and the production crew, and to coordinate the design changes to eliminate rework and design and production schedule clashes. In almost all cases (2, 3, 4, 5, and 6), takt production-specific logistics planning was carried out in the planning phase, and a logistics plan was controlled during daily huddles. In cases 2 and 6, a logistics company helped with certain material transportations, which was perceived to improve the material flow. However, every case still had some problems pacing the material flow with the process flow, while the inventory buffers were either too small or large. In case 6, the choice of takt time (5 days) was influenced by the material delivery capacity, and in that case, the synchronization of takt time and delivery times was particularly emphasized. In case 6 interviews, it was suggested that designs should be checked with the site personnel a few weeks before they are needed and that a detailed logistics plan should be conducted at least a week before.
Accidental re-entrant flow was reported in every case, as trades were often shifting between locations, leaving work unfinished for the given takt area. It was mentioned in the interviews for all cases that it should be clear for every participant which tasks and subtasks (including inspections and cleaning) should be done before changing locations and what the exact requirements are in terms of finished work and quality. The amount of making-do correlated with the amount of rework and accidental re-entrant flow (reported in the interviews in cases 4, 5, and 6), and it was suggested that minimizing making-do cumulatively benefits the flow. It was stated in the interviews for all cases that by enabling the prerequisites of tasks by paying more effort on wagon handoffs reduced the number of quality defects, the amount of rework, and accidental re-entrant flow while significantly increasing production stability and reducing the workload of superintendents. This increased the initial workload of the trades, as quality inspections had to be conducted more often than usual. However, the interviewees in all cases suggested that the resulting increase in flow decreased the workload in the later stages of production. Even though the proposed benefits of reducing the amount of making-do, accidental re-entrant flow, and rework were not fully realized, it was perceived in all cases that intensive takt control provides a platform to enable the reduction of these non-value adding activities.
In summary, takt production increased process flow with flexible planning parameters, detailed planning, and the use of capacity buffers, thus, supporting proposition 1. The effects of takt production were not as radical as indicated by the initial plans, but the implementations clearly resulted in increased process flow and a notable amount of flexibility in planning and control. Moreover, takt production enabled but did not ensure the reduction of making-do, accidental re-entrant flow, and rework. To further increase process flow, adequate design, logistics, and quality management – shown by the cases to be critical contributors to flow – need to be ensured. Thus, Proposition 2 is partially supported.
Effects on operations flow
Project participants unfamiliar with takt planning, especially trades, were generally sceptical at the beginning of the planning process (particularly noted in cases 1, 3, and 4). However, the clear structure and transparency of the process and a highly logical, visual project plan increased trust between participants and correlated positively with the operations flow, noted in the interviews for all cases. During takt control, trades were perceived to have better process transparency and a more stable production rate, especially those working in the latter wagons. This positively affected the trades’ ability to manage their excess capacity, and the resources were mostly balanced by working in backlog areas, by changing resources between wagons or trains, and by preparing or conducting wagon handoffs. Effective capacity management was partially realized in medium-maturity cases (4 and 5) and in high-maturity cases (3 and 6), in which trades were also able to focus on continuous improvement.
However, regardless of the various positive effects on operations flow, takt production simultaneously challenged the trades to cope with the radically changed requirements for production management. Takt production demanded increased managerial responsibility on the part of trades, as they seemed to be the parties mainly responsible for sustaining operations flow by providing and managing capacity buffers. Whereas in high-maturity cases (3 and 6) the benefits seemed to exceed the costs, in low-maturity cases (1 and 2) the overall effect seemed to be negative. In cases 1 and 2 (and partially in cases 4 and 5), the implementation resulted in resource fluctuations because the excess capacity was not effectively balanced. In cases 1 and 2, small batch sizes tightened space and time requirements for activities and handoffs, and occasionally when work was not available in takt areas or in backlog areas trades demobilized or levied surcharges on the GC. In case 4 interviews, it was mentioned that the role of trade foremen increases, as they have to put more hours into managing capacity buffers and operations flow, possibly having a negative effect on the trades’ profits.
The compliance of trades to work with takt production was obtained through social pressure and/or restructured contracts, or by additional payments based on the increased resource costs. In all cases (particularly noted in cases 4 and 5), social pressure to stick with the takt plan encouraged several trades to finish the assigned activities on time, sometimes working overtime or during weekends. However, using social pressure alone was not seen as a sustainable solution if the contracts contradict the requirements of takt production. In some instances, the contradictory contracts formed a barrier to the trades’ involvement, which was particularly noted in the interviews for cases 1 and 2. When the trades were paid based on quantities, they tended to optimize their own efficiency by starting their work as early as possible, by occupying larger areas at once, and by planning a work sequence suitable for them instead of following the takt plan. This resulted in an overoccupancy of areas, unnecessary movement, and unnecessary operations, such as moving materials back and forth. For example, in case 2, the takt plan changed the resourcing needs of the MEP contractor dramatically when the takt plan was initiated after procurement; this required a significant amount of flexibility by the contractor to meet the production needs. Case 3 and 6 interviews suggested the payments to trades and their workers should be tied to wagons and to reported progress, motivating trades and workers to follow the takt plan. Addressing the needs of takt production in the procurement process at the latest and communicating the possibly increased need for capacity as early as possible was suggested to improve engagement in all cases.
In summary, the results indicate that the benefits of increased stability and transparency exceeded the costs of increased capacity buffers in cases with high maturity. However, in medium-maturity cases the results were contradictory, and in low-maturity cases the effect was found to be most likely negative. Therefore, Proposition 3 is not supported.
Effects on continuous improvement
Takt production-enabled problems and inefficiencies to emerge without delay; however, to proactively act on the problems, capacity for problem solving and continuous improvement should be reserved in the plan. Particularly for the cases with 1-day takt time (cases 1 and 2), more problems were revealed than the participants were able to address, resulting in reactive problem solving. The issue was also recognized in cases with 5-day takt time (particularly cases 4 and 5), where emphasizing a no-blaming culture and supporting learning from mistakes were suggested as development actions. The need for increased continuous improvement capacity was especially apparent during the production ramp-up phase, particularly in three low-medium maturity cases (1, 2, and 4) where most of the participants were exposed to takt production for the first time. The problems were mainly caused by too fast a pace at the start, disorganized phase transition, unchecked design solutions, uncoordinated plans (such as logistics plans), and not enough capacity for problem solving. In contrast, in case 6, adequate ramp-up provided a solid start for production control. For better ramp-up, it was suggested to plan the first takt areas to have a smaller workload to ensure a smooth start and the possibility of solving the emerging problems (suggested in case 3 and case 6 interviews).
In addition to solving immediate problems in production, the need for continuous improvement across projects was emphasized in the interviews for all cases. Systematic data collection and data-driven learning, post-project evaluations with root–cause analysis, and interviews with project participants were some of the practices suggested in the interviews (cases 1, 3, and 6). Even though active problem solving might seem overwhelming at first, it was mentioned in the interviews of mature cases (3 and 6) that continuous improvement should become easier over time, as the significant points of discussion (such as basic sequencing of zones, logistics planning, and basic wagon speeds) are systematically standardized over individual projects.
In summary, takt production made problems more visible; however, to reinforce continuous improvement, capacity for improvement must be ensured in and across projects. Thus, Proposition 4 is partially supported.
Effects on the amount of effort needed
As reported in the previous sections, an increased amount of effort in planning (reported in the interviews for cases 1, 2, 4, and 5), control (reported in the interviews for all cases), continuous improvement (reported in the interviews for cases 1, 2, and 4), and management of the supporting conditions (reported in the interviews for all cases) are needed for takt production to succeed. Implementation of takt production particularly increased the resourcing needs for site management and trade foremen during the production planning and ramp-up phases (particularly noted in cases 1, 2, 4, and 5) and occasionally increased the amount of weekend and overtime work. Smaller batch sizes (especially in cases 1 and 2 with shorter takt time) were reported to increase granularity and further increase the amount of effort, particularly due to managing wagon handoffs. Even though the batch size was larger in cases 3, 4, 5, and 6, they reported similar benefits in duration reduction and the increased transparency of emerging problems as cases 1 and 2. It seems that smaller batch sizes might not yield benefits if adequate effort is not put into managing them. However, the increased amount of effort seemed to stabilize toward the end of production, after the pace of takt time was found (observed in all cases). Shorter production duration also shortened the time for which management resources were needed; in high-maturity cases (3 and 6) management costs remained the same but were spread over a shorter time.
Additional training of project participants requires even more time and resources, but as mentioned in the interviews for cases 4 and 5, maintaining trades’ performance and the ability to cope with a new production method were seen crucial for long-term success. Even though the trades generally had a positive attitude towards takt production implementation, it was emphasized in most cases (1, 2, 3, 4, and 5) that they were not fully able to cope with the radically changed requirements. Even though the pre-production training in all cases addressed the basics of takt production, it was not perceived to be enough to achieve a mindset shift that would last throughout production. In addition, as mentioned in the interviews for cases 4 and 5, the motivation and stress levels of the workers should be monitored and continuously addressed. Even with the most motivated workers, new ways of working are not instantly adopted; therefore, patience and resources are required.
To succeed, takt production requires adequate batch sizing with increased effort in planning, control, continuous improvement, managing supporting conditions, and project participant engagement, supporting Proposition 5.
Discussion
The discussion section is structured as follows. First, we discuss the propositions and their significance for production planning and control. Second, we propose and discuss a theoretical model that considers how takt production impacts production flow. Third, we discuss the study limitations and make suggestions for future research.
Takt production aims for swift, but also even flow that increases the client’s value
Five of the six cases had radical duration reduction as their primary reason for implementing takt production. Even though this is not defined as the primary reason for implementation in the literature, in light of case evidence it seems to be the primary reason for companies to implement takt production in their projects. Accompanied by adequate batch sizes, takt production indeed seems to be a suitable method to reduce production duration radically. However, even though radically reducing duration can initially motivate companies to implement takt, it should not be the sole goal; rather, production improvement should be driven by clients’ needs (Koskela Citation1999, Dlouhy et al. Citation2016) and by the need to increase flow in the long term. Productivity is increased by generating swift, but also even flow (Schmenner and Swink Citation1998) where non-value-adding activities or steps are minimized (Shingo and Dillon Citation1989, Womack and Jones Citation2003). As mentioned by an interviewee in case 6, the motivation to implement takt production is also to “be able to control and steer the production system more effectively”.
The findings indicate that with increased maturity, more emphasis is put on meeting the clients’ needs. To effectively achieve increased client value, the benefits of an increase in different flow elements should be compared to their related costs and transparently communicated early enough. Increased process flow and decreased duration can certainly be beneficial; however, the related costs (e.g. of increased management effort and capacity buffering) should be considered while defining the exact production targets. Even though determining the exact value and cost metrics is highly situational, the results indicate that with mature implementation, takt production increases created value and flow, as proposed by Horman (Citation2000). However, in low-maturity cases, the costs of capacity buffering in particular are higher, and the overall benefits are not as explicit.
Takt production increases process flow (Propositions 1, 2, 4, and 5)
Consistent with Horman and Thomas (Citation2005), the findings indicate that by favouring capacity and plan buffers a better process flow is achieved, as the cases reported decreased time and space buffers, less WIP, smaller takt time variation, and fewer unnecessary operations. Notably, the initial takt plans with highly optimized process flow were not meant to be followed precisely but to provide a starting point for conducting sound takt control (also noted by Binninger et al. Citation2019); nevertheless, resulting in increased process flow. The cases demonstrated innovative and flexible utilization of time and space buffers where needed, such as in situations where unanticipated problems or delays caused by external conditions were impossible to eliminate effectively with capacity and plan buffering. As the progress of every wagon is viewed as critical in takt production, site managers and trades are forced to maintain constant situational awareness and act on the problems, effectively preventing them from cascading. The above elements enabled more flexible and transparent production control, which also reduced the possible weaknesses of capacity buffering, such as resource fluctuation, demobilization of trades, and cascading delays (Seppänen Citation2014).
Reducing batch size theoretically increases production flow (Valente et al. Citation2013). However, in light of the case evidence, batch size reduction did not yield significant benefits. Even though small batch size enables tighter control with more efficient space utilization (Binninger et al. Citation2018), it is only so if production variability is minimized. It seemed that the positive effects of reduced batch size were overshadowed by the disturbances caused by significant variability in the cases with 1-day takt time and low maturity. In contrast, more mature cases with larger batch sizes were able to gain seemingly similar benefits; even though batch size reduction is theoretically feasible, it may not always be beneficial to aim for radically smaller batches. In addition, the rhythm of 5-day takt time was perceived easy to adjust by the trades and the material suppliers, as it fits the customary rhythm of construction (also brought up by Gardarsson et al. Citation2019) and eases the sizing of inventory buffers. A similar issue has been noted in LBMS implementation cases (e.g. Kala et al. Citation2012); even though the method would allow smaller batch sizes, in reality implementers opt for larger batches for the sake of convenience. Therefore, to utilize smaller batches successfully a mindset shift is required. Raising the maturity level of implementation with continuous improvement over time should lead to decreased variability, which could enable effective batch size reduction over time.
Furthermore, takt production implementation should be viewed as a holistic change. To improve takt production implementation, Frandson and Tommelein (Citation2016) also suggest aligning and balancing the whole system with tighter integration of phases and project teams. Decreasing the amount of making-do plays a significant role in enabling flow, as noted by Koskela et al. (Citation2004) and Alhava et al. (Citation2019). Timely and continuous quality control is critical to efficiently minimize rework, as consistent handoffs between wagons increase the preconditions of work, further reducing the amount of making-do (also stated by Linnik et al. Citation2013). Moreover, integrating the design information and material flows into the rhythm of production was found to be critical for flow. Uusitalo et al. (Citation2019) have proposed a model to integrate level-of-design-based design management process with takt production, as aligning the design in parallel with takt time and takt areas would enable better flow in production, particularly during the ramp-up phase. In addition, just-in-time (JIT) material delivery matching the pace of work tasks was suggested as a significant enabler of flow; Tetik et al. (Citation2019) have suggested that centralized logistics control with JIT material delivery could improve flow by decreasing inventory buffers and variability in material flow.
Takt production affects contradictorily on operations flow (Propositions 3, 4, and 5)
The increased process flow also had a positive effect on operations flow, as better production transparency and stability provided a basis for flexible buffer and resource management. Even though favouring capacity buffers has been suggested to result in resource fluctuation and the demobilization of trades (Seppänen Citation2014), these negative effects were not observed in high-maturity cases. The need to cope with cascading problems and delays particularly decreased for trades working in the latter wagons; this was achieved through the proactive solving of problems in the earlier production stages. However, takt production can also have negative effects on operations flow if trades are not able to manage capacity buffering or if resources are not effectively balanced, as demonstrated in low-maturity and partially in medium-maturity cases. From the viewpoint of trades, takt production radically changes the dynamics of buffer management because they share an increased responsibility for managing capacity and plan buffers (Frandson et al. Citation2015) instead of relying on excessive time and space buffers. It seems that trades are able to reap the benefits of takt but only if they are capable of adequately managing and pricing their increased capacity.
The combination of social integration and adequate contracts forms the basis for effectively ensuring the engagement of the relevant actors. Trades in particular should be involved early in takt planning to provide them ownership of the plan (also suggested by Frandson Citation2019) and to give them the necessary tools to succeed in the control phase. Emphasizing a lean culture, co-located working, illustrative simulations, and takt production training throughout the project were considered adequate ways to involve participants new to takt production. However, the results regarding what is an adequate amount of social engagement were contradictory. Even though integrating every actor can yield a better outcome, in some instances involving only the key players can yield similar or even better results. The industry culture also seemed to affect the perceived amount of adequate integration. In the California cases (4 and 5), extensive collaboration was considered a necessity, whereas in other geographical locations social engagement was preferred but not considered vital for success. Moreover, it should be noted that the composition of the project and site team can also affect decisions on how to adequately engage participants.
In addition to solely relying on social integration, the findings indicate that trades’ contracts should also address takt production, considering at least two aspects. First, the contracts should take into account the possible economic losses due to increased capacity and buffer management efforts. Second, they should guide and encourage following the plan, for example, by tying the payments to wagons and to reported progress. Even though takt production seems to increase operations flow and trades’ profitability as the maturity level increases, initial takt implementations might not attract trades if the project environment is not reliable or economically profitable (also noted by Sacks and Harel Citation2006). It should also be noted that takt production affects operations flow differently depending on the position of the trades in the value stream. Trades working in upstream wagons of the interior phase, such as drywall, might initially have decreased productivity (also noted by Linnik et al. Citation2013), whereas trades in downstream wagons enjoy increased flow. All in all, contracts used in traditional production that favour resource efficiency with time and space buffers do not seem adequate for takt production.
Takt production calls for continuous improvement (Propositions 4 and 5)
As takt production promotes better transparency and increased urgency to solve emerging problems, by its nature it facilitates effective continuous improvement. To succeed, enough capacity should be reserved for proactive problem solving (Horman and Kenley Citation1998), enabling efficient continuous improvement and learning (also noted by Frandson et al. Citation2015). Noted particularly in low-maturity cases, takt production required significant management and trade capacity (also noted by Binninger et al. Citation2018); therefore, compared to the effort it might not be beneficial to implement takt production from scratch every time. Even though previous studies only considered project-level improvement of takt production, the findings indicate that continuous learning across projects is a mandatory focal point in future implementations to achieve the full benefits of takt production. In inspecting cases with medium- and high-level maturity, it seems that higher levels of maturity with cumulative benefits are achievable with less effort if systematic continuous improvement actions – such as data-driven learning enabled by systematic data collection, post-project evaluations with root–cause analysis, and building partnerships with the engaged partners – are continuously carried out. Therefore, reserving capacity for continuous improvement could be seen as an investment on a project portfolio level, as the benefits cumulate in higher maturity levels. However, as this study focused on project-level implementation, flow across projects remains to be addressed in future studies.
The proposed theoretical model
The proposed theoretical model is presented in . Takt production, which aims for swift and even flow while meeting the clients’ needs, consists of three main domains – takt planning, takt control, and continuous improvement, each of which possesses certain characteristic drivers and requires an increased effort. By utilizing flexible planning parameters and adequate batch sizing with favouring capacity and planning buffers, takt planning aims for optimal process flow. In production, this results in less time buffers, less WIP, smaller variation in takt times, fewer unnecessary operations, and reduced overall duration (Proposition P1).
Figure 2. Theoretical model of takt production for swift, even flow that meets clients’ needs.
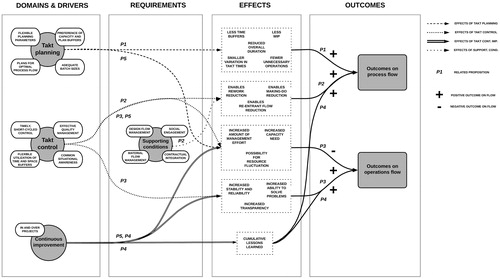
Takt control aims for timely, short-cycled, visual production control that emphasizes effective quality control and uses time and space buffers flexibly. In addition, supporting conditions that include requirements outside of production planning and control domains that must be ensured to increase flow. The most critical supporting conditions are the management of design information and material flows, the social engagement of project participants, and the contractual integration of stakeholders. Adequate takt control and supporting conditions increase production flow by decreasing the amount of making-do, the amount of rework, and the amount of accidental re-entrant flow (P2).
Furthermore, takt control results in increased stability and reliability, increased ability to solve problems, and increased transparency, enhancing operations flow. However, increased management effort and capacity are needed, and increased resource fluctuation and increased costs may occur (P3). Continuous improvement in a project and across projects is needed to cumulate the lessons learned, to increase both process and operations flow (P4), and to justify the increased effort (P5).
Overall, takt production implementation has positive effects on process flow while having contradictory effects on operations flow. With a high maturity level of implementation, takt production increases flow as the negative effects on operations flow are minimal; however, with lower levels of maturity the overall benefits are not as explicit. As the model is based on intermediate results, it should be considered as conceptual and should be validated and updated in future research.
Study limitations and suggestions for future research
A multiple-case study approach was selected to ensure robustness, to generalize the results, to explore the phenomena in more depth (Eisenhardt and Graebner Citation2007), and to increase study reliability that can diminish due to the variation caused by unique projects. However, the study was limited to qualitative analysis, and the results are susceptible to the biases of the project participants and the researchers. Furthermore, the study only examined the process and operations flow within projects and did not consider the portfolio flow across projects (Sacks Citation2016). This should be considered in future research to investigate flow in takt production even more holistically. Additionally, the roles of delivery methods and contractual models were not a focus in the study but should be further discussed in the future. Moreover, a detailed comparison of the benefits of takt production to other planning and control tools is a factor left to future research.
The proposed theoretical model addressed the relationships between the elements of flow in takt production. However, as the qualitative study was based on interviews, the observation of documents, and project observation, it was not possible to make quantitative suggestions regarding the magnitude of different factors of the model. We suggest the following avenues for future research to study the effects of takt production in more depth and to enable a more detailed determination of the benefits and costs of takt production implementation:
Measurement of the overall flow:
By examining the overall flow of production by determining the construction flow index (CFI; Sacks et al. Citation2017), which requires examining the planned and actual durations of tasks.
Measurement of process flow:
By examining the process flow in locations by observing worker movement and the occurrence of non-value adding activities, for example, using video surveillance or tracking worker movement. In addition, the amount of rework, making-do, and accidental re-entrant flow could be estimated by examining the amount, significance, and occurrence of quality defects in production across locations and time.
Measurement of operations flow:
By examining the trade flow through locations by observing worker movement, hourly work progress, trade resource balancing, and the occurrence of non-value adding activities, for example, using video surveillance or tracking worker movement.
In addition to performing these suggested measurements in individual cases, cross-case analysis between takt production implementation cases and between implementations of different planning and control methods as well as a longitudinal analysis of the effects of takt production implementation could be carried out.
Conclusions
The aim of the study was to explore how takt production contributes to flow in construction production. A qualitative, multiple-case study was conducted to validate five propositions based on a literature review, and the results were discussed and synthesized in the form of a theoretical model. In conclusion, takt production offers a viable method to increase flow but simultaneously requires significant effort in terms of planning, control, and continuous improvement. While evidently having a positive impact on process flow (location flow), significant effort and development of the implementation process are required to positively impact operations flow (trade flow). The theoretical model has implications for facilitating more predictable and systemic implementation of takt production across projects and for guiding future research to evaluate the effects of takt production on construction production flow more comprehensively. Future research should address the magnitude of different elements of the theoretical model with quantitative approaches. In addition, project portfolio flow should be examined to extend the model to cover flow over projects.
Acknowledgements
The authors would like to gratefully thank Adam Frandson, Cory Hackler, Janosch Dlouhy, Marco Binninger and Aleksi Heinonen for the support in data collection.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Additional information
Funding
References
- Alhava, O., et al., 2019. Can a takt plan ever survive beyond the first contact with the trades on-site? 27th annual conference of the international group for lean construction, 3–5 July 2019 Dublin, Ireland, 453–464.
- Arditi, D., Sikangwan, P., and Tokdemir, O.B., 2002. Scheduling system for high rise building construction. Construction management and economics, 20 (4), 353–364.
- Ballard, G. and Howell, G., 1998. What kind of production is construction. 6th annual conference of the international group for lean construction, 13–15 August Guarujá, Brazil, 13–15.
- Ballard, H.G., 2000. The last planner system of production control. Doctoral dissertation. University of Birmingham.
- Binninger, M., Dlouhy, J., and Haghsheno, S., 2017a. Technical takt planning and takt control in construction. 25th annual conference of the international group for lean construction, 9–12 July 2017 Heraklion, Greece, 605–612.
- Binninger, M., Dlouhy, J., and Haghsheno, S. 2019. Flow in takted projects – a practical analysis of flow and resource efficiency. 27th annual conference of the international group for lean construction, 3–5 July 2019 Dublin, Ireland, 1271–1282.
- Binninger, M., et al., 2017b. Adjustment mechanisms for demand-oriented optimisation in takt planning and takt control. 25th annual conference of the international group for lean construction, 9–12 July 2017 Heraklion, Greece, 613–620.
- Binninger, M., et al., 2018. Short takt time in construction – a practical study. 26th annual conference of the international group for lean construction, 18–20 July 2018 Chennai, India, 1133–1143.
- Brodetskaia, I., Sacks, R., and Shapira, A., 2013. Stabilizing production flow of interior and finishing works with reentrant flow in building construction. Journal of construction engineering and management, 139 (6), 665–674.
- Creswell, J. W., and Clark, V. L. P., 2017. Designing and conducting mixed methods research. Thousand Oaks, CA: Sage Publications.
- Dlouhy, J., Binninger, M., and Haghsheno, S., 2019. Buffer management in takt planning – an overview of buffers in takt systems. 27th annual conference of the international group for lean construction, 3–5 July 2019 Dublin, Ireland, 429–440.
- Dlouhy, J., et al., 2016. Three-level method of takt planning and takt control – a new approach for designing production systems in construction. 24th annual conference of the international group for lean construction, 20–22 July 2016 Boston, USA, Sect. 2, 13–22.
- Dlouhy, J., et al., 2018. Large scale project using takt planning and takt control-creating and sustaining multitasking flow. 26th annual conference of the international group for lean construction, 18–20 July 2018 Chennai, India, 1334–1343.
- Eisenhardt, K.M., and Graebner, M.E., 2007. Theory building from cases: opportunities and challenges. Academy of management journal, 50 (1), 25–32.
- Emiliani, M.L., and Seymour, P.J., 2011. Frank George Woollard: forgotten pioneer of flow production. Journal of management history, 17, 66–87.
- Fiallo C.M. and Howell, G., 2012. Using production system design and takt time to improve project performance. 20th annual conference of the international group for lean construction, 18–20 July 2012 San Diego, CA, USA.
- Frandson, A.G. and Tommelein, I.D., 2014. Development of a takt-time plan: a case study. In Construction research congress 2014. Reston, VA: American Society of Civil Engineers, 1646–1655.
- Frandson, A.G. and Tommelein, I.D., 2016. Takt time planning of interiors on a pre-cast hospital project. 24th annual conference of the international group for lean construction, 20–22 July 2016 Boston, USA, Sect. 6, 143–152.
- Frandson, A.G., 2019. Takt time planning as a work structuring method to improve construction work flow. Doctoral dissertation. UC Berkeley.
- Frandson, A.G., Berghede, K., and Tommelein, I.D., 2013. Takt time planning for construction of exterior cladding. 21st annual conference of the international group for lean construction, 31 July–2 August 2013 Fortaleza, Brazil, 527–536.
- Frandson, A.G., Seppänen, O., and Tommelein, I.D., 2015. Comparison between location based management and takt time planning. 23rd annual conference of the international group for lean construction, 29–31 July 2015 Perth, Australia, 3–12.
- Gardarsson, M.H., Lædre, O., and Svalestuen, F., 2019. Takt time planning in Porsche Consulting, the Boldt Company and Veidekke. 27th annual conference of the international group for lean construction, 3–5 July 2019 Dublin, Ireland, 551–562.
- Haghsheno, S., et al., 2016. History and theoretical foundations of takt planning and takt control. 24th annual conference of the international group for lean construction, 20–22 July 2016 Boston, USA, 53–62.
- Heinonen, A. and Seppänen, O., 2016. Takt time planning in cruise ship cabin refurbishment: lessons for lean construction. 24th annual conference of the international group for lean construction, 20–22 July 2016 Boston, USA, 23–32.
- Hopp, W. J., and Spearman, M. L., 2011. Factory physics. Long Grove, IL: Waveland Press.
- Horman, M., and Kenley, R., 1998. Process dynamics: identifying a strategy for the deployment of buffers in building projects. International journal of logistics research and applications, 1 (3), 221–237.
- Horman, M. J., 2000. Process dynamics: buffer management in building project operations. Doctoral dissertation. University of Melbourne.
- Horman, M.J., and Thomas, H.R., 2005. Role of inventory buffers in construction labor performance. Journal of Construction Engineering and Management, 131 (7), 834–843.
- Howell, G., Ballard, G., and Hall, J., 2001. Capacity utilization and wait time: a primer for construction. 9th annual meeting of the international group for lean construction, 6–8 August 2001 Singapore.
- Kala, T., Mouflard, C., and Seppänen, O., 2012. Production control using location-based management system on a hospital construction project. 20th annual conference of the international group for lean construction, 18–20 July 2012 San Diego, USA.
- Kenley, R., and Seppänen, O., 2010. Location-based management for construction: planning, scheduling and control. New York, NY: Routledge.
- Koskela, L., 1992. Application of the new production philosophy to construction. Technical report (Vol. 72). Stanford, CA: Stanford University.
- Koskela, L., 2000. An exploration towards a production theory and its application to construction. Espoo, Finland: VTT Technical Research Centre of Finland.
- Koskela, L., 2004. Making-do – the eighth category of waste. 12th annual conference of the international group for lean construction, 3–5 August 2004 Helsingor, Denmark.
- Koskela, L. J., 1999. Management of production in construction: a theoretical view. 7th Annual Conference of the International Group for Lean Construction. 26–28 July 1999 Berkeley, CA, USA, 241–252.
- Koskela, L., Howell, G., Pikas, E., and Dave, B., 2014. If CPM is so bad, why have we been using it so long? 22nd annual conference of the international group for lean construction, 25–27 June 2014 Oslo, Norway, 27–37.
- Koskela, L.J. and Vrijhoef, R., 2000. The prevalent theory of construction is a hindrance for innovation. 8th annual conference of the international group for lean construction, 17–19 July 2000, Brigthon, UK.
- Kumar, P.R., 1993. Re-entrant lines. Queueing systems, 13 (1–3), 87–110.
- Liker, J. K., 2005. The Toyota way. New York, NY: McGraw-Hill.
- Linnik, M., Berghede, K., and Ballard, G., 2013. An experiment in takt time planning applied to non-repetitive work. 21st annual conference of the international group for lean construction, 31 July–2 August 2013 Fortaleza, Brazil, 609–618.
- Little, J. C., and Graves, S., 2008. Little’s law. In: D. Chhajed andT. Lowe, eds. Building intuition, international series, operations research and management science. New York, NY: Springer, 81–100.
- Lumsden, P., 1968. The line-of-balance method. Oxford: Pergamon Press Limited.
- Mohr, W., 1979. Project management and control (in the building industry). 2nd ed. Melbourne: Department of Architecture and Building, University of Melbourne.
- Nezval, J., Olonschek, E., and Walter, R., 1960. Grundlagen der fliessfertigumg in der bauproduktion: bearb. von e. olonschek: aus dem Tschech (Fundamentals of flow production in construction). Berlin: Verlag für Bauwesen.
- Ohno, T., 1988. Toyota production system: beyond large-scale production. Cambridge, MA: Productivity Press.
- Olivieri, H., et al., 2019. Survey comparing critical path method, last planner system, and location-based techniques. Journal of construction engineering and management, 145 (12), 04019077.
- Olivieri, H., Seppänen, O., and Denis Granja, A., 2018. Improving workflow and resource usage in construction schedules through location-based management system (LBMS). Construction management and economics, 36 (2), 109–124.
- Paez, O., et al., 2005. Moving from lean manufacturing to lean construction: toward a common sociotechnological framework. Human factors and ergonomics in manufacturing and manufacturing, 15 (2), 233–245.
- Patton, M.Q., 1999. Enhancing the quality and credibility of qualitative analysis. Health services research, 34 (5 Pt 2), 1189–1208.
- Pe’er, S., 1974. Network analysis and construction planning. Journal of the construction division, 100, 203–210.
- Plotnick, F., and O’Brien, J., 2009. CPM in construction management. New York, NY: McGraw-Hill Education.
- Rother, M., Shook, J., and Womack, J. P., 2003. Learning to see: value stream mapping to add value and eliminate muda. A Lean tool kit method and workbook. Abingdon, UK: Taylor and Francis.
- Russell, A., and Wong, W., 1993. New generation of planning structures. Journal of construction engineering and management, 119 (2), 196–214.
- Sacks, R., and Harel, M., 2006. An economic game theory model of subcontractor resource allocation behaviour. Construction management and economics, 24 (8), 869–881.
- Sacks, R., and Partouche, R., 2010. Empire state building project: archetype of “mass construction.” Journal of construction engineering and management, 136 (6), 702–710.
- Sacks, R., 2016. What constitutes good production flow in construction? Construction management and economics, 34 (9), 641–656.
- Sacks, R., et al., 2017. Construction flow index: a metric of production flow quality in construction. Construction management and economics, 35 (1–2), 45–63.
- Schmenner, R.W., and Swink, M.L., 1998. On theory in operations management. Journal of operations management, 17 (1), 97–113.
- Seppänen, O., 2009. Empirical research on the success of production control in building construction projects. Helsinki: Helsinki University of Technology.
- Seppänen, O., Evinger, J., and Mouflard, C., 2014. Effects of the location-based management system on production rates and productivity. Construction management and economics, 32 (6), 608–624.
- Shingo, S., and Dillon, A. P., 1989. A study of the Toyota production system: from an industrial engineering viewpoint. New York, NY: Productivity Press.
- Tetik, M., et al., 2019. Combining takt production with industrialized logistics in construction. 27th annual conference of the international group for lean construction, 3–5 July 2019 Dublin, Ireland, 299–310.
- Tommelein, I.D., 2017. Collaborative takt time planning of non-repetitive work. 25th annual conference of the international group for lean construction, 9–12 July 2017 Heraklion, Greece, 745–752.
- Uusitalo, P., et al., 2019. Applying level of detail in a BIM-based project: an overall process for lean design management. Buildings, 9 (5), 109.
- Valente, C. P., et al., 2013. Benefits of batch size reduction: a case study in a residential project. 21st annual conference of the international group for lean construction, 31 July–2 August 2013 Fortaleza, Brazil, 1029–1038.
- Vatne, M.E. and Drevland, F., 2016. Practical benefits of using takt time planning: a case study. 24th annual conference of the international group for lean construction, 20–22 July 2016 Boston, USA, Sect. 6, 173–182.
- Willis, C., and Friedman, D., 1998. Building the empire state. New York, NY: WW Norton and Company.
- Womack, J. P., and Jones, D. T., 2003. Lean thinking: banish waste and create wealth in your corporation. New York, NY: Simon and Schuster.
- Woollard, F.G., and Morris, W.R., 1925. Morris production methods: system of continuous flow as applied to mechanical manufacture by Morris Engines (Coventry), Ltd. Machinery, 25, 773–803.
- Yin, R. K., 2014. Case study research: design and methods. Thousand Oaks, CA: Sage Publications.