
Abstract
It is shown for the first time that cold commercially pure titanium powder can be extruded through a standard Conform machine into fully dense wire with a fine recrystallised microstructure. The grain size has been shown to decrease with increasing wheel speed with an associated increase in tensile strength. The macrostructure of the wire extrudate exhibits a characteristic flow pattern with several regions defined by differences in average grain size and distribution. Finite-element modelling of the process shows the formation of the characteristic macrostructure from powder fed Conform. The process is continuous, utilises standard equipment and does not require powder preheating or inert gas shrouding providing a footing for a true cost reduction in long-section titanium mill product.
Introduction
Over the last decade, there has been a drive to develop commercially viable processes for reducing the extraction costs of titanium alloys (Metalysis FFC, Cristal Metals Armstrong Process®, CSIRO TiROTM). Most of these emerging processes use solid-state methods to extract titanium directly from pure TiO or rutile ores and produce metal in particulate form. However, it is the downstream processing of such ‘low-cost’ powders that will determine whether titanium can compete with commodity metals in terms of product cost. Conventional wire is currently processed through multiple stages of melting, forging and rolling and is extremely energy intensive. Direct consolidation of ‘low-cost’ powders into rod or wire in one step is highly desirable, not least to the automotive industry who have historically been reluctant to use significant quantities of titanium owing to its high cost.
Severe plastic deformation (SPD) processes [equal channel angular pressing (ECAP), Conform, continuous rotary extrusion (CRE), high-pressure torsion (HPT) and variants] impose sufficient stress on powder materials to break up particle oxide layers, promote particle-to-particle diffusion bonding and close up residual porosity. Many SPD processes have been around since the 1970s and were developed to produce ultra-fine-grained materials to take advantage of Hall–Petch strengthening. HPT,Citation1 ECAPCitation2 tend to be limited by small product sizes, are batch processes and rely on preheating of the material in order to limit cracking during processing. This lack of scalability limits these processes potential to small size, high-cost applications. Conversely, the ECAP-Conform processCitation3 is a continuous process but by nature of the ‘equal channel’ and the wheel-shoe arrangement it cannot process loose powder feedstocks as there is no back pressure formed by the presence of a die with a smaller cross-section than the channel. When ECAP-Conform is applied to titanium the relatively expensive rod feedstock from Kroll-VAR will prevent a real shift in the cost of the resultant products.
The Conform process was invented by the late Derek Green in UK Atomic Establishment (UKAE) in 1973.Citation4 Feedstock in rod, granule or powder form is fed into a groove located in the periphery of the rotating extrusion wheel. The feedstock is carried around the wheel until it is diverted by an abutment member that protrudes into the groove. The diverted feedstock is then extruded through a profiled die situated in a shoe member which provides constraint along a proportion of the wheel's circumference and adds frictional resistance.
The Conform concept relies purely on the mechanical friction between a grooved wheel and the feedstock which is sheared as it goes through the shoe and into the extrusion die. Apart from offering consolidation in a single continuous step, Conform also eliminates the need to can or preheat the powderCitation5 and is theoretically unlimited in the length of product that it can produce. Originally conceived as a way to recycle metal scrap, Conform has been modified for processing of particulate feedstock with optimisations such as controlled mass flow rates from hoppers.Citation6 Other modifications to the original machine designs have also come from the analysis of the wheel groove in relation to the feedstock properties.Citation7 More radical designs have also involved pre-compression of the loose powder into the wheel groove via a secondary wheel where extrusion then takes place with an underslung shoe design.Citation8
Low strength metals such as 1xxx series aluminium and oxygen-free high-conductivity copper have historically been the mainstay of Conform extrusion owing to the process strength in producing continuous lengths of electrical conductors. A detailed study in the extrusion of both high-purity aluminium powdersCitation9 and mixed oxide powders showed that it was possible to produce extruded secondary product with a Conform machine with superior mechanical properties to similar primary aluminium products. Work on the Conform of copper powders and granulated copper wires also demonstrated the successful continuous consolidation of the feedstock into profiled product with excellent mechanical properties.Citation10,Citation11 Examples of the Conform processing of alloyed aluminium powdersCitation12,Citation13 and copper-based alloy powdersCitation14 have also demonstrated the process flexibility with a range of powder chemistries, particle sizes and morphologies.
Few examples of the use of high-strength alloys processed through Conform or CRE machines are in the public domain but the few that are available are only recent additions to the field of research. COMTES FHT, Czech Republic has successfully extruded grade 2 titanium rod feedstock of nominal diameter 10 mm with a Conform 315i machine in order to refine the grain structure,Citation15 with subsequent microstructural/mechanical property characterisationCitation16 and complementary finite-element modellingCitation17 for future process prediction. It was necessary to preheat the rod to 500°C in order to reduce the flow stress of the titanium and prevent abutment and/or die failure during process startup. The extruded product had a fine grain structure, but the overall process was limited in its cost saving potential owing to the form of feedstock used, its preheating requirement, multiple extrusion passes and the low-reported extrusion speed of approximately 30 mm s−1. Similar research into the Conform of titanium has also been conducted by WilsonCitation18 at CSIRO, Australia, who preheated titanium powders from the TiROTM process to ∼1100°C in a hopper shrouded in an argon atmosphere before initiating extrusion. The work was also the subject of an extensive patent,Citation19 which detailed their processing parameters further. Mechanical properties of the extruded rod were reported to be similar to conventional hot rolled material and micrographs demonstrated considerable consolidation. To the authors' knowledge no further research has been published into the process since this work so it is not known if other alloys have been processed or different process parameters have been investigated.
Conform has the potential to take ‘low-cost’ titanium powders and impart minimal extra cost to the final product, resulting a true step change in the economics of titanium and its alloys. The current research seeks to demonstrate the feasibility of such a process by using commercially available titanium alloy powders such as those produced via the hydride–dehydride (HDH) process. Adaptation of this research is planned to include continuous consolidation of titanium swarf to help build upon the work conducted by Luo et al.Citation20 where fully dense titanium billets were produced from ECAP as a means of demonstrating energy efficient techniques for the recycling of metals.
This is the first time cold titanium powder has been consolidated into wire, continuously in a single process step. This provides exciting opportunities for the manufacture of low-cost wire and springs from a range of titanium particulate feedstocks. The authors are developing a manufacturing route with an automotive supply chain, which includes investigating the effects of powder properties, wheel speeds and powder flow rates on the extrusion temperature, tool wear rates, product microstructure and mechanical properties within the continuous extrusion process.
Extrusion trials
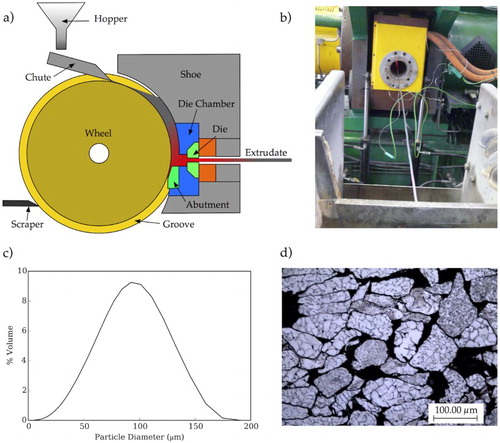
The powder used in this work was grade 2 commercially pure titanium HDH powder from Reading Alloys Inc., (An Ametek Company), Robesonia, PA, USA. The powder has a very angular morphology as shown in d, in contrast to the spherical powders that are used in processes such as additive layer manufacturing and metal injection moulding, whose prime concern is powder flowability. This allows for a large degree of particle–particle interlocking throughout the process and can provide a significant source of heat through frictional interactions in regions where consolidation has just begun. The powder was graded at 45–150 μm with a size distribution shown in c, allowing for a large number of individual particles to span flash gaps between tools within the machine while still being able to flow under gravity and minimise flow bridging.
A BWE 350i Conform machine, b was used for all trials with tooling suited for extrusion of copper alloy rod feedstock. No optimisations were made to any tooling materials for this work. The main body of tooling situated in the shoe was preheated using a built-in induction heater to about 450C and kept at temperature for 15 minutes to ensure a homogenous temperature distribution throughout each tool. There was no facility to preheat the wheel or groove and it was left at room temperature during the process startup. The powder was manually loaded into a hopper without preheating or argon shrouding and fed gravimetrically into the wheel groove from the top of the machine. Powders were processed at different wheel speeds to determine how the processing rate affected the resultant product microstructure and the heat generated within the material. The wheel speeds were chosen to cover the safe range of operating speeds of the machine. As the wire was extruded, it was guided into a water tank for quenching before being cut to length for transport. Three randomly selected samples of extruded wire produced at each wheel speed were prepared using a standard preparation schedule until a final mechanical–chemical polish with a silica–H
O
suspension and observed under polarised light to distinguish between the α grains. Tensile samples 300 mm in length were taken from the wire produced at 8 and 10 RPM and tested to failure in the as-extruded condition at ambient temperature according to the ASTM E8/E8M-15a standard method.Citation21 Tensile specimens were tested in the as-extruded/quenched condition without a specifically machined gauge length. An extensometer was used to measure the elongation until the UTS was reached and was removed before failure where the machine crossheads measured the final range of extension.
1 a Schematic of the Conform machine. b Extruded CP-Ti wire exiting from Conform machine and entering water trough for quenching. c Particle size distribution of the CP-Ti HDH powder. d Light micrographs of the microstructure of the CP-Ti HDH particles
A 3D finite-element model (FEM) was created to demonstrate the material flow within the process at points that covered all regions of consolidated material. The material data used in the model was grade 2 titanium in a forged condition and was taken from the DEFORM v10.2 software.Citation22 Although it is possible to model porous metals using the FEM only low strain processes can be approximated accurately owing to each node being linked to its neighbours. In order to overcome this limitation the workpiece was preformed to the tooling with a zeroed strain profile to limit the work hardening and premature heating effect of upsetting rod into the die. A flow net, consisting of an array of deformable cubic elements, was overlaid onto the workpiece as it was extruded through the die.
Results and discussion
A 5-mm diameter wire was extruded in a continuous length from the Conform machine. The first 1.5 m of extruded material suffered from sticking at slipping in the extrusion die as the process reached a steady state. Material extruded after this startup phase emerged at a steadier speed, which was observed as a smooth surface finish on the wire. Although the exit temperature of the wire at the back of the die was not measured, it glowed white hot once extruded and formed a coloured surface oxide upon cooling. Measured wheel temperatures peaked at 320°C, while the abutment tool temperature reached a maximum of 750°C. Microscopy of the extruded wire samples under polarised light show that the grain structure is fully equiaxed but not homogenous across its cross-section. This indicates that the wire was annealed in the short time between emergence from the die and entering the quench tank.
shows the as-extruded macro- and microstructures within the wire cross-section produced at a wheel speed of 10 RPM. Micrographs 1–5 were taken at a range of locations in the X- and Y-axis of the cross-section of the extruded wire with Z being the extrusion axis.
2 Top left: macrograph overlaid onto a representation of the 5 mm diameter wire cross-section. 1–5: cross polarised light micrographs of the five regions of interest demonstrating the range of grain sizes within different areas of the extruded wire. All micrographs are taken at the same magnification
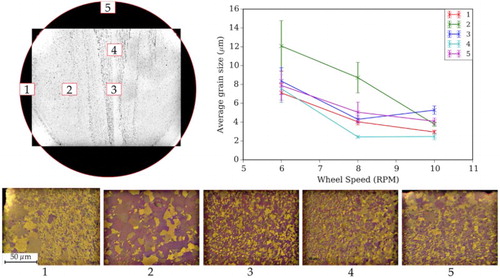
While the average grain size at all wheel speeds is relatively small at 5.5 m the distribution of grain sizes across the samples is defined by the macro flow within the wire. Around the outside of the wire is a visible ‘onion-skin’ of larger 20–50
m grains that form within in a depth of 200–500
m from the surface of the wire. The central vertical flow contains the smallest grains of 1–4
m, while either side (region 2) the larger grains of 10–20
m are found. No prior grain boundaries or porosity was observed and grain sizes were significantly smaller than that in the feedstock powder indicating that the particle's microstructure had been completely reworked during extrusion. There is a general trend in each of the five regions investigated for smaller grain sizes with increasing wheel speed. However, this is not true for all locations as both regions 3 and 4 have slightly smaller grain sizes in samples extruded at 8 RPM than 10 RPM. This may suggest that there is a minimum grain size that is attainable with the current feedstock and extrusion speeds that have been investigated. Such a limit might be extended by processing at higher wheel speeds of 12–16 RPM but with a corresponding reduction in tool life. Tensile test results, shown in , show that the extruded wires at both 8 and 10 RPM have excellent room temperature tensile strengths similar to that observed in wrought grade 4 titanium but with a large spread of measured properties.
Table 1 Tensile test results of the as-extruded 5-mm diameter CP-Ti wire
The exact morphology of the macro flow in the wire cross-section varied between samples indicating that the process was not fully stable. However, the ‘onion-skin’, central zone of refined grains and symmetric bulk regions of larger grains were observable in all samples. Certain samples also showed the central refined grains arcing back inside the ‘onion-skin’ layer in a similar but less intense flow to that presented by EtheringtonCitation10 and Stadelmann.Citation23
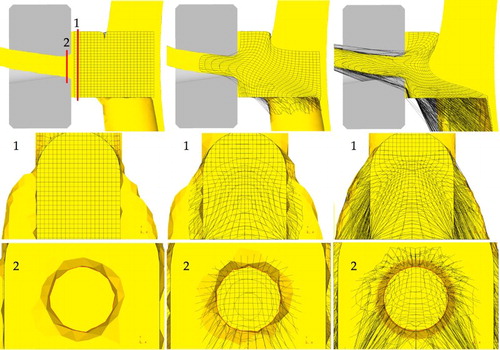
shows a composite visualisation of the flow net deformation over time in the central plane of the simulation as well as two sections (1) just in front of the die and (2) in the die bearing. The deformed flow net illustrates the material flow through the die with the downward arcs in the right-hand side of the figure mirroring the central flow and ‘onion-skin’ regions in the wire macrostructure. Current FEMs are limited by the code's inability to model loose powder. An estimate was made as to the transition of loose powder to consolidated material from interrupted experimental trials. It was deemed that the errors in the results from using wire feeds for the FE models as opposed to loose powder is minimal when looking at the abutment and die regions and the simulation was allowed to reach a steady extrusion state.
3 DEFORM flow net evolution during Conform extrusion of commercially pure titanium
Conclusions
Through this work, it has been shown that it is possible to consolidate grade 2 commercially pure titanium HDH powder through the Conform process and provides a demonstration of the feasibility of using ‘low-cost’ titanium powders with these machines. The extruded wire is fully dense, in an annealed state, and has excellent tensile strength similar to wrought commercially pure titanium products. The wire also exhibits an unusual macrostructure typical of powder fed Conform processing. It is thought that such a flow structure is unique to the powder flow within the Conform machine as all literature and examples of wire/rod fed continuous extrusion observed by the authors do not present such a macrostructure. The strength of such a flow pattern may be related to the stability of powder feed with a very smooth powder feed creating a more homogenous microstructure. Results from finite-element modelling of the Conform process with grade 2 titanium demonstrate the material flow within the machine and suggests why the characteristic macrostructure is formed. The microstructure of the wire is inhomogeneous across its cross-section with grain sizes depending on the wheel speed at which the wire was extruded. Further work is required to investigate the effects of different powder sizes, size fractions and particle morphologies on the resultant wire microstructure and mechanical properties. The FEM will be expanded to help relate the microstructure to the process history of the extruded wire.
Acknowledgments
The authors would like to thank John Dawson, formerly of BWE Ltd for access to equipment and useful discussions. M.J. would like to acknowledge the RAEng/EPSRC for his fellowship that funded the initial work [grant number EP/G036950]. B.M.T. would also like to thank the Advanced Metallic Systems Centre for Doctoral Training for part funding of this work.
ORCID
B.M. Thomas http://orcid.org/0000-0002-3986-213X
References
- R. K. Islamgaliev, V. U. Kazyhanov, L. O. Shestakova, A. V. Sharafutdinov and R. Z. Valiev: ‘Microstructure and mechanical properties of titanium (grade 4) processed by high-pressure torsion’, Mater. Sci. Eng. A, 2008, 493, (1–2), 190–194. doi: 10.1016/j.msea.2007.08.084
- R. Z. Valiev and T. G. Langdon: ‘Principles of equal-channel angular pressing as a processing tool for grain refinement’, Prog. Mater. Sci., 2006, 51, (7), 881–981. doi: 10.1016/j.pmatsci.2006.02.003
- Y. T. Zhu, T. C. Lowe, R. Z. Valiev and G. J. Raab: ‘Continuous equal-channel angular pressing’, US Patent 7152448, 2006.
- D. Green: ‘Extrusion’, US Patent 3765216, 1973.
- A. Henly: ‘Conform - continuous extrusion of powder products’, Metal Powder Rep., 1991, 46, 44–47. doi: 10.1016/0026-0657(91)90550-K
- J. B. Childs and O. P. McKenna: ‘Continuous friction-actuated extrusion’, UK Patent Application 2087301 A, 1983.
- J. East and I. Maxwell: ‘Continuous extrusion of metals’, US Patent 4552520, 1985.
- U. K. Sinha and R. D. Adams: ‘Apparatus for conform extrusion of powder feed’, US Patent 5284428, 1994.
- J. A. Pardoe: ‘‘Conform’ continuous extrusion of metal powders into products for electrical industry: development experience’, Powder Metall., 1979, 1, 1–7.
- C. Etherington: ‘Conform and the recycling of non-ferrous scrap metals’, Conserv. Recycl., 1978, 2, 19–29. doi: 10.1016/0361-3658(78)90025-5
- J. A. Pardoe: ‘Conform continuous extrusion process - its contribution to energy-conservation’, Metals Technol., 1984, 11, 358–365. doi: 10.1179/030716984803275025
- N. J. E. Adkins and P. Tsakiropoulos: ‘Design of powder metallurgy aluminium alloys for applications at elevated temperatures Part 2 Tensile properties of extruded and Conformed gas atomised powders’, Mater. Sci. Technol., 1991, 7, (5), 419–426. doi: 10.1179/mst.1991.7.5.419
- S. Katsas, R. J. Dashwood, G. Todd, M. Jackson and R. Grimes: ‘Characterisation of Conform and conventionally extruded Al–4Mg–1Zr. Effect of extrusion route on superplasticity’, J. Mater. Sci., 2010, 45, (15), 4188–4195. doi: 10.1007/s10853-010-4513-5
- C. A. Poblano-Salas: ‘High temperature properties of Cu-Cr-Zr alloys processed by conventional inverse extrusion of atomised powders and comparison with Conform consolidated powders’, Powder Metall., 2009, 52, (2), 124–134. doi: 10.1179/174329008X293723
- T. Kubina, J. Dlouhy, M. Kövér and J. Hodek: ‘Preparation and thermal stability of ultra fine grained commercially pure titanium wire’, COMAT 2012, 21–22 November 2012, Plzen, Czech Republic, 1–4.
- M. Duchek, T. Kubina, J. Hodek and J. Dlouhy: ‘Development of the production of ultrafine-grained titanium with the conform equipment’, Mater. Technol., 2013, 47, 515–518.
- J. Hodek, T. Kubina and J. Dlouhy: ‘FEM model and experimental production of titanium rods using Conform machine’, ‘Metal 2013’, 15–17 May 2013, Brno, Czech Republic, 1–6.
- R. Wilson: ‘Continuous extrusion of titanium wire from powder feeds’, ‘Int. Titanium Powder Processing, Consolidation and Metallurgy Conf.’, 2–4 December 2013, Hamilton, New Zealand, 2013.
- R. Wilson, M. Yousuff, N. A. Stone, D. J. B. Ritchie, G. M. D. Cantin, M. A. Gibson and I. C. Thomas: ‘Extrusion of high temperature formable non-ferrous metals’, US Patent 2014/0000332 A1, 2014.
- P. Luo, D. T. McDonald, S. Palanisamy, M. S. Dargusch and K. Xia: ‘Recycling of titanium machining chips by severe plastic deformation consolidation’, J. Mater. Process. Technol., 2013, 213, 469–476. doi: 10.1016/j.jmatprotec.2012.10.016
- ASTM International: ASTM E8/E8M-15a, Standard Test Methods for Tension Testing of Metallic Materials, 2015.
- Scientific Forming Technologies Corporation: ‘DEFORM-2D/3D v 10.2’, available at www.deform.com.
- C. Stadelmann: ‘Extrusion von Metallpulven durch kontinuierliches Pulverstrangpressen’, PhD thesis, Universität Erlangen - Nürnberg, 2009.