
Abstract
Aerosol particles readily deposit on and adhere to solid surfaces, which often represents significant environmental hazard. An efficient removal of these particles from contaminated surfaces is a challenge recognized in many industries, particularly in the nuclear fusion facilities, where beryllium particles and other radionuclides are aerosolized due to interaction with plasma flow and deposit on various surfaces. The conventional particle removal methods have limitations, for instance, some lead to the secondary environmental contamination while other offer low particle removal efficiency. In this effort, we introduced a novel technique that features the air jet surface treatment with vacuuming. Based on an extensive testing conducted using the gravimetric method with polydisperse aluminum surrogate particles on six different surfaces, the novel technique demonstrated a very high particle removal efficiency, ranging approximately from 95.4 ± 3.5% to 99.3 ± 0.2%. These are significantly higher than the efficiency, which we obtained using the high-speed rotating brush – a reference device developed and used in this study as a control. The findings were confirmed by experiments conducted with monodisperse fluorescent polystyrene latex (PSL) particles of three sizes. Adding ultrasonication significantly improved the performance achieved by the air-jet technique. The advanced prototype, which deployed the air jets with vacuuming, enhanced by ultrasonication demonstrated a particle removal efficiency ranging approximately from 99.3 ± 0.3% to 99.6 ± 0.2% for rough plastic surfaces to 99.8 ± 0.2% to 99.9 ± 0.1% for smooth surfaces of glass, stainless steel, and plastic. The new particle removal technique has shown its great potential for the application in fusion reactor facilities and other industrial installations.
Copyright © 2022 American Association for Aerosol Research
EDITOR:
Introduction
Aerosol particles easily adhere to solid surfaces which often presents a significant hazard in residential and industrial environments. It is challenging to efficiently remove these particles from contaminated surfaces (Corn Citation1961; Zimon Citation1969) and, at the same time, prevent contamination of the surrounding air. The nuclear industry represents a particular example when various surfaces, including those with a very limited access, become contaminated with radioactive particles. For example, Beryllium (Be) particles aerosolized in a fusion reactor due to interaction with plasma flow, readily deposit on various components of the hot cell facility, vacuum cleaning equipment, and other components and areas. This requires a costly decontamination effort. The industry requirements for decontaminating hot cell and hot zone materials have become more stringent over the years (Kottapalli Citation2012). For Be particles, the aerosol mass concentration threshold (linked to an increased health risk to a personnel) is currently as low as 0.01 μg/m3; the International Thermonuclear Experimental Reactor (ITER) limit for surface load in a non-controlled zone is 0.1 μg/m2; and a threshold for which specific dispositions are imposed concerning the inhalation of material is 0.2 μg/m3 (ITER Citation2012; Kottapalli Citation2012).
Papers published in peer-reviewed literature, e.g., Yaar et al. (Citation2017), as well as numerous industry reports on the currently available cleaning methods and techniques have pointed to their limitations and weaknesses and suggest that they may be substantially improved. The existing industrial approaches to the removal of solid particles from solid surfaces can be divided to four groups: chemical, mechanical, combined, and others. The first group is not widely adapted in nuclear industry as the use of chemically reactive compounds is generally not preferred in nuclear facilities (Rigby Citation2009a).
As to the mechanical group, flushing contaminated surfaces with water is probably the most common mechanical method used for cleaning surfaces contaminated with particles. It is a low-cost but also a low-efficiency approach, which may lead to a significant environmental contamination (Bonnell Citation2005). Similarly, brushing, wiping, scrubbing, dusting, and vacuuming typically provide a relatively low particle removal efficiency. However, the ability of the listed methods to remove particles has been shown to improve if they are utilized along with other approaches (Bonnell Citation2005; Rigby Citation2009a). Another mechanical method is based on the steam cleaning so that the contaminants are released by hot steam jets and subsequently removed by ventilation and air filtration (Bonnell Citation2005; Reeves Citation2018). This approach does not inflict any major mechanical damage on the contaminated surface. However, it offers a relatively low particle removal efficiency and may lead to a considerable environmental contamination. The steam cleaning can over-pressurize the cell being decontaminated by introducing rapidly expanding vapors (Bonnell Citation2005; Reeves Citation2018). This, in turn, can produce an excessive condensation on the surfaces. The steam can also introduce additional oxygen to the cell which may generate a negative impact on its performance. The last three mechanical methods to mention, abrasive blasting, sponge blasting and CO2 blasting, have common disadvantages, including high risk of the surface damage and environmental contamination (Rigby Citation2009a, Citation2009b; Chen and Lepetit Citation2013). Additionally, these methods are typically associated with producing a large secondary waste stream that must be managed in a certain way.
Some existing surface decontamination approaches combine more than one principle. For example, one involves the high-pressure liquid nitrogen blasting and freezing of the deposited contaminants. This combination has a potential to improve the detachment of contaminants from the surface (Bonnell Citation2005; Reeves Citation2018; Rigby Citation2009a). Once released, the contaminants are removed by vacuuming and ventilation with air filtration. The risk of environmental contamination and over-pressurizing the cell are among the main shortcomings of this approach. The so-called wet ice blasting is also used in nuclear industry for surface decontamination. It is similar to the CO2 blasting in a way. In this method, the water ice pellets are utilized as an abrasive material. However, like in the high-pressure liquid nitrogen blasting, there is a notable risk of environmental contamination and over-pressurizing the cell (Reeves Citation2018).
The last group of decontamination methods, referred to as “others,” includes less frequently used approaches such as electropolishing, ultrasonic cleaning and laser/flashlamp ablation. The first one deploys a high voltage electrostatic or plasma jet effect to release contaminants from the surface (Simco-ION Citation2004; Diener Electronic Citation2007). The second one utilizes an ultrasonication treatment applied to the contaminated materials submerged in liquid in a special chamber; subsequently, a simple water flushing is deployed (Dremel Citation2014; Birkin Citation2016; Reeves Citation2018). Finally, there is a surface decontamination approach in which the contaminants are dispatched due to a local heating of the surface achieved by a high-energy light beam (Carpenter and Adam Citation2009; Rigby Citation2009b, Citation2009c; Dremel Citation2014). Like many approaches used in the field, those listed in the group named “others” have at least three common drawbacks: the risk of secondary contamination, limited access to enclosed or narrow spaces and high cost.
It is concluded from a brief review above, that the main shortcomings of the surface decontamination approaches utilized in a nuclear industry setting are associated with either a secondary environmental contamination or a low particle removal efficiency or both. The present study was initiated to develop a novel technique that could be successfully used for cleaning solid surfaces contaminated with particles of Be and other radionuclides in the ITER Hot Cell Building environment. The prototypes deploying the newly developed technique were evaluated for the particle removal efficiency by testing various surface materials and types of challenge particles. In this evaluation, we also deployed a control cleaning method – a rotating brush. As rotating brush cleaning devices of different dimensions and operational characteristics are common industry-wide (Takeda Citation2013), we designed, built and tested a high-speed rotating brush as a part of this effort.
Materials and methods
Novel techniques and prototypes
The new technique introduced here for cleaning surfaces contaminated with the deposited aerosol particles, deployed a set of air jets directed toward the contaminated surface inside a sealed chamber. The particles released from the surface were immediately picked up by the vacuum cleaner suction flow, removed from the chamber volume and deposited on a HEPA filter. The newly developed technique was adapted from the Spore Source Strength Tester, a cup-like device developed by the University of Cincinnati team to investigate the aerosolization of fungal spores and their products from moldy surfaces (Grinshpun et al. Citation2002; Sivasubramani et al. Citation2004a, Citation2004b).
The prototype device developed in this effort for applying the new technique is schematically presented in . The original air-jet prototype was built with a square-shaped platform of a surface area of 100 cm2. However, later, based on an extensive pilot testing of different configurations and dimensions, we chose the design featuring a round air jet platform. It was of 150 mm in diameter, with 18 uniformly distributed air jets, each of 0.65 mm in diameter, oriented perpendicular (90°) to the treated surface. The air jet platform was connected to the high-pressure line with an adjustable pressure that produced a push air flow of ≈162 L/min at 14 psi (≈ 97 kPa). The pull air flow generated by the vacuum cleaner to transport the released particles away was slightly greater to assure that the system was kept under negative pressure to prevent contamination of the outside surface area. Resulting from our preliminary testing, the distance between the nozzle outlet and the treated surface (referred to as the jet-to-surface distance) was set at 5 mm with some adjustments for rough surfaces as specified below. Overall, the selected characteristics of the air-jet prototype ensured that the combination of the linear air jet velocity and the flow expansion between the nozzle outlet and the surface, allowed for an efficient particle removal from the entire contaminated surface.
Figure 1. Schematic diagram of the surface cleaning prototype utilizing air jets with vacuuming combined with ultrasonication.
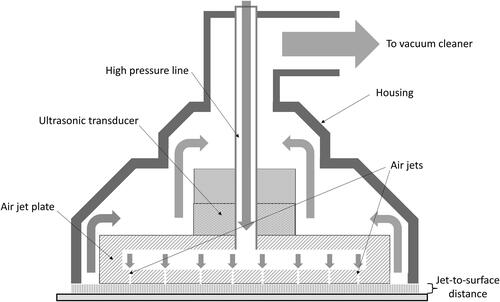
The housing was made of stainless steel. The gasket was made of polypropylene covered with Teflon. The gasket materials could be modified if there is a concern of using polypropylene or Teflon for cleaning radioactive contaminants. Among other features, the air jet prototype was equipped with a special pressure sensor inside the assembly that controlled an electromagnetic valve. The latter automatically disabled the push air flow once the cleaning nozzle got detached from the treated surface or if the pull air flow becomes insufficient for some reason. This prevented the air jets from running and dispersing the contaminants. Experiments were performed in a temperature- and humidity-controlled environment inside a Class II biosafety cabinet. The temperature was maintained at 22 °C and the relative humidity was 35%.
As the next step – in an effort to further improve the air jet prototype – we added an ultrasonic module (also shown in ). It was equipped with a Langevin piezoelectric transducer and powered by a high-voltage generator with a power of 100 W and frequency of 28 kHz. The transducer was integrated in a way that allowed the ultrasonic wave to freely propagate toward the treated surface. Thus, the second prototype combined the air jets and vacuuming with ultrasonication for an enhanced particle removal from surfaces.
Rotating brush (control)
A high-speed rotating brush with a vacuuming module was designed and built in this effort to be used as a reference device to compare the performance of the novel prototypes in terms of the particle removal efficiency. We acknowledge that operating a rotating brush combined with vacuuming has been previously evaluated (Takeda Citation2013), and the data suggest that the efficiency of cleaning increases with the rotating speed. A driving axle was connected to the platform and rotary reducer, which provided a rotating speed of 500 rpm. An electric motor with DC-12V and 35 W was utilized to power the rotary reducer. A nylon material was used for the bristles. The 15-mm long bristles were installed on a round-base rotating platform that was also 150 mm in diameter to match the dimensions of the novel prototype being tested.
Performance evaluation protocols
The performance outcome measured in this study was the particle removal efficiency defined as the change resulting from the treatment (the initial level minus the post-treatment level) divided to the initial one and expressed in percent. Our evaluation of the particle removal efficiency was conducted primarily using the gravimetric method. The test coupon contaminated with particles was weighed before and after the decontamination treatment. The time of treatment was 10 s. The mass resolution of measurement in this effort was 100 µg,
A polydisperse aluminum (Al) powder (APS 3.0-4.5, Fisher Scientific, Waltham, MA, USA) with an average equivalent spherical particle diameter of 3.2 µm was used as challenge particles in the gravimetric testing. An elemental aluminum is broadly recognized as a simulant of Be (DeconGel Citation2014). Prior to the measurement, the challenge particles were aerosolized over a 1-min period in a loading chamber using a dry powder generator (BeC Cup10.0, Blue Echo Care, New York, NY, USA), and then deposited on the flat round 150-mm diameter coupon made of a specific material with specific surface properties. The aerosolization and deposition conditions were established to create various numbers of monolayers of the Al powder particles on the coupon surface. The number of monolayers was estimated based on the aerosol generator’s output, the coupon surface area, time of exposure, and the particle diameter.
Among the six surface coupon materials tested using the gravimetric method, there were glass, stainless steel (with a surface roughness of approx. 6 µm) and four plastic materials, which included two relatively smooth ones (gloss and matte) and two rough ones (roughness ≈ 0.3 mm and ≈ 1 mm). While for the smooth coupon materials, the jet-to-surface distance was defined with no adjustment, for the materials with higher roughness, this distance was assessed from the nozzle outlet to the rough surface’s “profile peak.”
In addition to the above tests, the particle removal efficiency was also determined utilizing monodisperse fluorescent polystyrene latex (PSL) beads of three different sizes, 0.194, 0.513, and 1.04 μm, acquired from the Bang Laboratories (Fishers, IN, USA). In these tests, the PSL particles were aerosolized from a liquid suspension using a 6-jets Collison nebulizer (BGI Mesa Labs, Lakewood, CO, USA) and deposited on the coupon surface in the loading chamber prior to the testing. The fluorescence microscopy method was used with a fluorescence microscope (OPTIPHOT-2, Nikon Co, Tokyo, Japan) to identify and enumerate the fluorescing particles on each coupon before and after the decontamination treatment was applied. The microscopic field dimensions were 50 × 75 µm. Depending on the PSL fraction, the number of particles before cleaning ranged from 300 to 1,000. Each count was done in three fields, and an arithmetic average count was determined.
Four out of six previously evaluated coupon materials were tested with the fluorescent PSL particles, including glass, stainless steel, and two plastics (matte and gloss surface). The two remaining materials (plastic with a surface roughness of ≈ 0.3 mm and ≈ 1 mm) were not tested because the fluorescent PSL enumeration method has limitations for rough surfaces. Additionally, the experiments involving fluorescent PSL particles had to be performed at much lower loading levels, as compared to the gravimetric testing with Al particles, to allow us to observe and count single images of particles. Thus, the aerosolization and deposition conditions were established to keep the initial deposit below 1 monolayer.
Finally, the prototype utilizing the air jets and vacuuming enhanced by ultrasonication, was evaluated with all six materials listed above using the gravimetric method. The results were compared to the air-jet prototype with no ultrasonication activated.
The data analysis was conducted using descriptive statistics. Each test was performed in at least three replicates. For each set of conditions, an arithmetic average and standard deviation values were calculated. The particle removal efficiency values obtained under different conditions were found to be normally distributed and compared using a paired sample t-test. Segmented regression models were applied to verify the data sets. A p-value of ≤ 0.05 is regarded as statistically significant.
Results and discussion
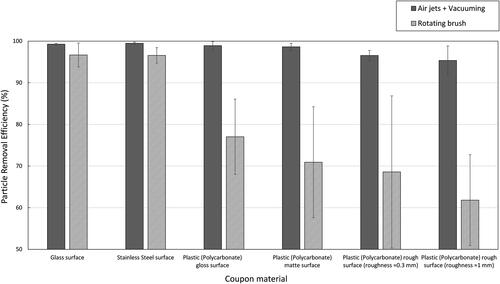
The particle removal efficiency values obtained with the novel air-jet technique are shown in . The values obtained with the high-speed rotating brush are also shown for comparison. It is seen that the air jets combined with vacuuming are capable of removing particles from both the smooth and rough surfaces with an average efficiency of 99.3% or higher. The rotating brush collected the surface-laden Al particles well for some surface materials, but it appears not as efficient for other materials. Under all tested conditions, the air-jet technique provided a more efficient particle removal compared to the brush-based technique, and the difference was significant (p < 0.01). A particularly substantial difference was observed for the four plastic surfaces as compared to the glass and stainless-steel surfaces. This result is consistent with the particle adhesion theory (Zimon Citation1969). Generally, the brush-based method is more efficient for collecting particles from smooth surfaces such as glass and stainless steel, but it is less efficient on rougher surfaces where some particles tend to get embedded in various surface imperfections, pockets, etc., and be less reachable by the bristles (Takeda Citation2013). In contrast, the air jets can do a better job in reaching out to and releasing the particles from surfaces having appreciable roughness.
Figure 2. The particle removal efficiency provided by the prototype utilizing air jets with vacuuming tested with six surface materials using aluminum particles and gravimetric method. The particle removal efficiency values obtained under the same conditions with the 500-rpm rotating brush are also plotted for comparison. The error bars represent arithmetical standard deviation.
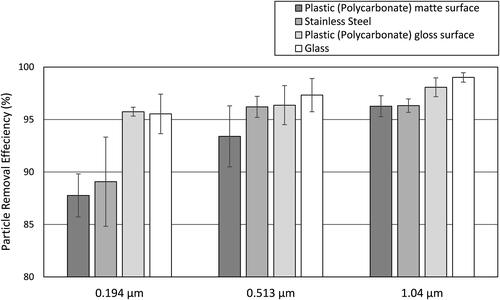
The data of the particle removal efficiency measured with fluorescent PSL particles are shown in . The highest removal efficiency was found for the largest tested PSL particles (1.04 µm) since the smaller particles are generally more difficult to remove from a surface by airflow as derived from the balance between the external force and adhesive force (both particle size-dependent). The analysis shows that the PSL particle size has a significant effect on the particle removal efficiency (p < 0.05) across all four tested coupons. Also, a non-significant effect of the surface material was observed for the pair of glass and plastic (gloss), and the pair of plastic (matte) and stainless steel (p > 0.05). At the same time, significant effects were observed for the pair of glass and plastic (matte) and the pair of glass and stainless steel (p < 0.05). A border-line significant difference was identified between the particle removal efficiency obtained with stainless steel versus plastic (gloss) coupons (p ≈ 0.08).
Figure 3. The particle removal efficiency of the prototype utilizing air jets with vacuuming tested with four selected surface materials using PSL particles of three sizes and the fluorescence microscopy method. The error bars represent arithmetical standard deviations.
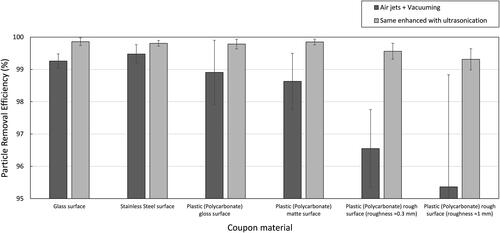
The performance enhancement achieved due to adding the ultrasonication was evaluated by comparison of particle removal efficiencies plotted in . On average, approximately 99.5% of particles were removed from a smooth stainless-steel surface by the air-jet technique combined with vacuuming (0.5% remained on the surface) while the ultrasonication increased the average removal efficiency approximately to 99.8% (only 0.2%, i.e., 2.5-fold less remained on the surface). Testing with other coupon materials confirmed the above findings. The benefit of ultrasonication was demonstrated to be particularly pronounced for rough surfaces. The surface roughness limits the particle removal by the air jet technique because the particles that are deeply “embedded” into crevasses are difficult to re-aerosolize solely by air flow. The aerodynamic force is largely diminished for the “embedded” particles and may become insufficient to compete with the adhesion force. The ultrasonication helps to “reach” to these particles, loosen their contact with a surface which makes easier for them to detach from the surface, be picked up by the air currents, and directed to the vacuum cleaner’s filter. For instance, for the plastic surface with an approximately 1-mm roughness, the average particle removal efficiency of the air-jet technique alone was about 95.4% but it increased to approximately 99.3% after the ultrasonic module was added (). The differences are highly significant (p < 0.0001). For both regimes – with and without ultrasonication – the surface roughness significantly affected both the particle removal efficiency per se and the enhancement effect of ultrasonication. (p < 0.05). The influence of roughness was the most pronounced when the air jets with vacuuming had been deployed. In contrast, the ultrasonication decreased the effect of roughness. These findings are consistent with the previous reports presented by the ITER investigators (Rigby Citation2009b; Reeves Citation2018).
Figure 4. The particle removal efficiency provided by the prototype utilizing air jets with vacuuming combined with ultrasonication tested with six surface materials using aluminum particles and gravimetric method. The particle removal efficiency values obtained under the same conditions with the air-jet techniques without ultrasonication are also plotted for comparison. The error bars represent arithmetical standard deviations.
Conclusions
A novel technique that combines the air jet surface treatment with vacuuming was developed and found efficient for cleaning particle-contaminated surfaces with the removal efficiency in a range approximately from 95.4 ± 3.5% to 99.3 ± 0.2% as determined for six different surfaces. This efficiency is significantly higher than the one provided by the high-speed rotating brush – a reference device developed and used in this study as a control: approximately 61.8 ± 10.9% to 68.6 ± 18.3% for rough plastic surfaces and 70.9 ± 13.3% to 96.7 ± 2.9% for the smooth surfaces of glass, stainless steel, and plastic. Adding ultrasonication significantly enhanced the performance achieved by the air-jet technique. The advanced prototype, which deployed the air jets with vacuuming combined with ultrasonication demonstrated a particle removal efficiency ranging approximately from 99.3 ± 0.3% to 99.6 ± 0.2% for rough plastic surfaces to 99.8 ± 0.2% to 99.9 ± 0.1% for smooth surfaces of glass, stainless steel, and plastic with a gloss surface. The findings of this study suggest that the new technique has a great potential for removing particles from contaminated surfaces in nuclear power facilities as well as in other industrial installations.
Study limitations
This investigation has several limitations. First, the study was performed with a polydisperse Al powder and PSL spheres of three sizes only, which is not sufficient to comprehensively examine the effect of particle size and material on the removal efficiency. Similarly, although we tested materials with different surface roughness, more studies should be performed to quantify the effect of this factor on the removal efficiency. Second, it is acknowledged that the laboratory conditions, under which the surface contamination was simulated, differ from the real-world conditions in the hot cell environment. Third, we did not extensively study the effect of the thickness of the powder layer established on the surface, and the estimation number of monolayers that we calculated appears far from precise. The non-uniformity of the particle distribution on the surface was not addressed in relation to the removal efficiency. The other limitation is the fact that our newly developed device was tested in a fixed position relative to a coupon. It is yet to be determined how the particle removal efficiency would be affected if the device were in a continuous movement while scanning the contaminated surface. The latter scenario is more field-relevant because a moving device covers a much greater surface area.
Disclaimer
The opinions expressed are those of the authors only and do not represent the ITER Organization's official position.
Additional information
Funding
References
- Birkin, P. R., D. G. Offin, and T. G. Leighton. 2016. An Activated Fluid stream-New techniques for cold water cleaning. Ultrason. Sonochem. 29 (March):612–8. doi:10.1016/j.ultsonch.2015.10.001.
- Bonnell, J. 2005. Decontamination of radioactive surfaces process engineering design guide. Ref: DSD01/A/DG/PR/002 LL9174072, International Thermonuclear Experimental Reactor, Saint-Paul-lès-Durance, France.
- Carpenter, G., and M. Adam. 2009. ITER decontamination and cleaning methods workshop results and reports. TSG(09)0558, International Thermonuclear Experimental Reactor, Saint-Paul-lès-Durance, France.
- Chen, C. A., and L. Lepetit. 2013. Analysis of the effluent from Type B radwastes decontamination with dry ice blasting and its impacts on the ITER hot cell building detritiation system, ITER_D_96AETK v 1.4. International Thermonuclear Experimental Reactor, Saint-Paul-lès-Durance, France.
- Corn, M. 1961. The adhesion of solid particles to solid surfaces. I. A review. J. Air Pollut. Control. Assoc. 11 (11):523–8. doi:10.1080/00022470.1961.10468032.
- DeconGel. 2014. Surface decontamination of beryllium compounds utilizing beryllium surrogates (elemental aluminum powder (Al) and aluminum oxide (Al2O3)) by DeconGelTM. CBI Polymers Inc., Honolulu, HI.
- Diener Electronic GmbH + Co. KG. 2007. Plasma technology. 1st ed. Nagold, Germany.
- Dremel, C. 2014. RH-decontamination strategy/tools implementation. Lecture, presented at the RH-Section. IDM UID: N3VADG, International Thermonuclear Experimental Reactor, Saint-Paul-lès-Durance, France.
- Grinshpun, S. A., R. L. Górny, T. A. Reponen, K. Willeke, S. Trakumas, P. Hall, and D. F. Dietrich. 2002. New method for assessment of potential spore aerosolization from contaminated surfaces. In Proceedings of the 6th International Aerosol Conference, ed. C. S. Wang, Vol. 2, 767–8. Taipei, Taiwan, September 8–13.
- ITER. 2012. Preliminary Safety Report (RPrS). ITER_D_3ZR2NC v3.0, International Thermonuclear Experimental Reactor, Saint-Paul-lès-Durance, France..
- Kottapalli, S. 2012. Beryllium decontamination methods for non-nuclear phase of ITER. ITER_D_7M3PVQ v1.0, International Thermonuclear Experimental Reactor, Saint-Paul-lès-Durance, France.
- Reeves, C. 2018. Decontamination and cleaning methods. Lecture, presented at the Beryllium Facility Design Exchange. International Thermonuclear Experimental Reactor, Saint-Paul-lès-Durance, France.
- Rigby, M. 2009a. Review of decontamination and cleaning methods in the ITER hot cell facility. TSC (09)516. International Thermonuclear Experimental Reactor, Saint-Paul-lès-Durance, France.
- Rigby, M. 2009b. Preliminary assessments of decontamination and cleaning methods in the ITER hot cell facility. TSG (09)520, International Thermonuclear Experimental Reactor, Saint-Paul-lès-Durance, France.
- Rigby, M. 2009c. Recommendations and action plan for the decontamination and cleaning methods in the ITER hot cell facility. TSG (09)0547. International Thermonuclear Experimental Reactor, Saint-Paul-lès-Durance, France.
- Simco-ION Co. 2004. Cobra static neutralizing blow-off gun. Hatfield, PA: An Illinois Tool Works Company.
- Sivasubramani, S. K., R. T. Niemeier, T. A. Reponen, and S. A. Grinshpun. 2004a. Assessment of the aerosolization potential for fungal spores in moldy homes. Indoor Air 14 (6):405–12. doi:10.1111/j.1600-0668.2004.00262.x.
- Sivasubramani, S. K., R. T. Niemeier, T. A. Reponen, and S. A. Grinshpun. 2004b. Fungal spore source strength tester: laboratory evaluation of a new concept. Sci. Total Environ. 329 (1–3):75–86. doi:10.1016/j.scitotenv.2004.03.007.
- Takeda, N. 2013. Decontamination assessment - PA 2.3.P1.JA.01 – blanket RH system. 9CVE7F v 2.0. International Thermonuclear Experimental Reactor, Saint-Paul-lès-Durance, France.
- Yaar, I., R. Hakmon, I. Halevy, R. Bar-Ziv, N. Vainblat, Y. Iflach, M. Assulin, T. Avraham, M. D. Kaminski, T. Stilman, et al. 2017. Evaluation of hydrogel technologies for the decontamination of 137 Cs from building material surfaces. ASME J. Nucl. Eng. Radiat. Sci. 3 (3): 030909.1-030909.8. doi:10.1115/1.4036458.
- Zimon, A. D. 1969. Adhesion of dust and powder. 1st ed. New York: Springer.